SMT激光开孔设计规范
钢网开口规范分析
钢网开孔分析钢网的主要作用是将锡膏准确的涂覆到焊盘上,这是直接影响SMT焊接质量的关键环节。
目前的钢网开孔方式有:化学腐蚀、激光切割和电铸。
1、化学腐蚀:是由于0.65mm以上间距大的器件,制作费用低。
2、激光切割:目前主要的制作方式,孔壁比较粗糙,锡膏转移率70%—75%,要求开孔面积/侧壁面积≥0.663、电铸:孔壁光滑,耐磨性好,锡膏转移率85%以上,开孔面积/侧壁面积可以小于0.6且大于0.5。
钢网的开孔主要的技术参数有开孔图案、尺寸及钢网的厚度。
但是为使锡膏的转移率为70%以上,钢网的开孔要满足0.66的原则。
0.4mm间距的QFP、0402片式器件,钢网的基准厚度0.1mm,0.4mm的CSP器件的基准厚度为0.08,当采用Step-Up阶梯钢网时,最大厚度为基准厚度上增加0.08mm。
0201器件按1:1开孔,尺寸不变(前提是焊盘按照引脚宽度设计,若不是,则按引脚的宽度开孔)无引线器件底部焊接面,钢网开孔要内缩,片式器件要削角,以防止锡珠或连焊的产生。
对于大面积焊盘,如接地焊盘,要做网状或线状,这是为了防止锡膏融化过程中的聚合作用将器件顶起,造成浮起。
对于异形件,特别是通孔回流器件,一方面共面向差同时元器件的引脚不对称,同时要器件的重心,为增加锡量一般采用局部加厚设计。
局部加厚加厚层位于非印刷面,可以防止刮刀的磨损,增加钢网和刮刀的使用寿命。
考虑到钢网变形的问题,焊盘长度大于2mm时,要增加连接筋,增强钢网的强度。
针对BGA类,0.5pich的开0.28方孔,0.4pich的主芯片和存储器开0.27圆孔,其余开0.25圆孔。
针对不同元器件对锡量的个性化要求,多使用局部加厚/减薄钢网,虽然这种设计减短钢网的使用寿命。
(改)SMT产业部-钢网通用开孔方式
SMT 产业部-网板通用开孔方式1.目的明确SMT 网板零件开孔规范,使SMT 网板制作有章可循,保证网板质量。
2.范围SMT 产业部工艺人员和采购部人员。
适用于锡膏印刷网板的设计和制作。
3.职责3.1新品决定做网板开孔时,应该由工艺人员与采购人员讨论后确定方案;3.2每个产品有单独的制作要求提供给网板供应商,采购人员在确认对方的回传文件无误后方可开制; 3.3工艺人员根据炉后检验记录的实际情况,在事后应对网板做出相应的修改并把问题做记录。
4.内容 4.1设计原则4.1.1网板开孔设计必须以元器件本体与电极尺寸为重点,从可焊性出发,没有可能连焊的器件开孔尽量扩开,“宁连勿虚”是小型EMS 厂的首选,但要注意扩孔后对器件移位产生影响。
4.1.2当开孔尺寸长宽比大于5时,要求宽厚比≥1.5,除此之外所有开孔面积比≥0.66,无铅时应该≥0.7,面积比=开孔的面积与开孔的孔壁面积之比。
4.1.3安全距离是0.25mm (特殊情况是0.2mm),小于此值时要得到认可,且优先采用offset 的开孔方式;4.1.4无引线元件底部焊接面(润湿面)部分,网板开孔一定要内缩,以消除桥连和锡球现象。
4.1.5元件底部间隙为零的封装非润湿面不能有锡膏, 底部间隙>0.15时,可不考虑防锡球设计。
4.1.6热焊盘开栅格孔或线条孔,并做避孔处理;面积比30%-80%,封装尺寸越小,取值越小。
4.1.7当元件引脚不对称的时候,要利用开孔平衡分配焊膏,使移位作用力相互抵消。
4.1.8 CHIP 件两焊盘大小不一致的时候按小焊盘大小开孔。
4.1.9共面性差的元件,网板开孔要向非封装区外扩0.05-0.35mm (最多为三方向)。
4.1.10 ENIG 键盘板(含金手指)所有开孔不能外扩,可能情况下金手指、金键盘处PCB 面做局部减薄处理。
4.1.11网板四周大焊盘架0.2mm 十字桥,如果架桥面积超过总面积的25%,外3边外延处理,用于检查丝印质量。
经典完整SMT钢网开孔设计指南参照IPC7525A
模板设计指南顾霭云•模板(stencil)又称smt漏板、SMT钢网,它是用来定量分配焊膏或贴片胶的,是保证印刷焊膏/贴片胶质量的关键工装。
•模板厚度与开口尺寸、开口形状、开口壁的状态等就决定了焊膏的印刷量,因此模板的质量又直接影响焊膏的印刷量。
•随着SMT向高密度和超高密度组装发展,模板设计更加显得重要了。
•模板设计属于SMT可制造性设计的重要容之一•1998年IPC为模板设计制订了IPC 7525(模板设计指南),2004年修订为A版。
IPC 7525A 标准主要包含名词与定义、参考资料、模板设计、模板制造、模板安装、文件处理/编辑和模板订购、模板检查/确认、模板清洗、和模板寿命等容。
模板设计容•模板厚度•模板开口设计•模板加工方法的选择•台阶/释放(step/release)模板设计•混合技术:通孔/表面贴装模板设计•免洗开孔设计•塑料球栅阵列(PBGA)的模板设计•瓷球栅阵列(CBGA)的模板设计•微型BGA/芯片级包装(CSP)的模板设计•混合技术:表面贴装/倒装芯片(flip chip)的模板设计•胶的模板开孔设计•SMT不锈钢激光模板制作外协程序及工艺要求1. 模板厚度设计•模板印刷是接触印刷,模板厚度是决定焊膏量的关键参数。
•模板厚度应根据印制板组装密度、元器件大小、引脚(或焊球)之间的间距进行确定。
•通常使用0.1mm~0.3mm厚度的钢片。
高密度组装时,可选择0.1mm以下厚度。
•通常在同一块PCB上既有1.27mm以上一般间距的元器件,也有窄间距元器件,1.27mm以上间距的元器件需要0.2mm厚,窄间距的元器件需要0.15~0.1mm厚,这种情况下可根据PCB上多数元器件的的情况决定不锈钢板厚度,然后通过对个别元器件焊盘开口尺寸的扩大或缩小进行调整焊膏的漏印量。
•要求焊膏量悬殊比较大时,可以对窄间距元器件处的模板进行局部减薄处理,2. 模板开口设计•模板开口设计包含两个容:开口尺寸和开口形状•开口尺寸和开口形状都会影响焊膏的填充、释放(脱膜),最终影响焊膏的漏印量。
SMT激光模板开孔设计规范.pptx
三、锡浆网的开孔规范
※注解:印锡浆钢网的主要功能是帮助锡膏 的沉积(deposition)。目的是将准确数量的材 料(锡膏)通过开孔转移到光板(bare PCB)上 准确的位置。在印刷周期内,随着刮刀在模板 上走过,锡膏充满模板的开孔。然后,在线路 板和模板分开期间,锡膏释放到PCB板的焊盘上。 理想地,所有充满开孔的锡膏从孔壁释放,并 附着于光板的焊盘上,形成完整的锡砖。
1. CHIP件开孔 01005元件
锡浆网的开孔规范
2. 二极管1:1开孔
每边缩小0.02mm再变成椭圆,焊盘尺寸供参考。
0201元ห้องสมุดไป่ตู้开孔
锡浆网的开孔规范
说明:内距移到0.25mm,倒角R=0.05mm
0402元件
锡浆网的开孔规范
说明:内距移到0.5mm,倒角R=0.1mm
0603元件
锡浆网的开孔规范
4. IC焊盘开孔
0.8pitch IC(脚长度1:1,内脚焊盘宽度开0.40mm, 外八脚宽度按80%开,并使外八脚达到安全间距: 0.43MM,如大于安全间距则1:1开,外八脚宽度与内 脚大小一样时,则开口同内脚大小。)
1.0pitch IC宽度开孔为0.5mm,长度1:1; 3.6 1.27及以上IC宽度1:1开,但两个引脚间间隙不小 于0.40mm,且长度1:1
锡浆网的开孔规范
10. 当一个焊盘长、宽大于4mm×2.5mm,此时钢网开 口需加网格填充,网格线宽度为0.4mm,网格大小为 3mm左右,可视焊盘大小而均分。如图所示。
外移0.1mm
X
0.23mm
R=倒成金手指
经典完整SMT钢网开孔设计指南(参照IPC-7525A)
经典完整SMT钢网开孔设计指南(参照IPC-7525A)XXX GuidelinesStencil。
also known as SMT stencil or SMT XXX。
XXX XXX (SMT) assembly。
The quality of the stencil directly affects the amount of solder paste printed and。
therefore。
the quality of the SMT assembly。
As SMT moves towards high and ultra-high density assembly。
XXX.XXX design is one of the XXX design。
In 1998.IPC established IPC7525.which is a XXX。
In 2004.it was revised as IPC7525A。
The IPC7525A standard includes terminology and ns。
reference materials。
stencil design。
stencil manufacturing。
XXX。
XXX。
XXX。
stencil cleaning。
and stencil life.XXXStencil ThicknessXXXChoice of Stencil Processing MethodStep/Release Stencil DesignMixed Technology: XXX-hole/Surface Mount XXXNo-clean Opening DesignPlastic Ball Grid Array (PBGA) Stencil DesignXXX (CBGA) Stencil DesignMicro BGA/Chip Scale Package (CSP) Stencil Design Mixed Technology: XXX Mount/Flip Chip Stencil Design XXX XXXSMT Stainless XXX Requirements1.XXXStencil printing is a contact printing process。
PCB SMT钢网制作厚度及开孔标准
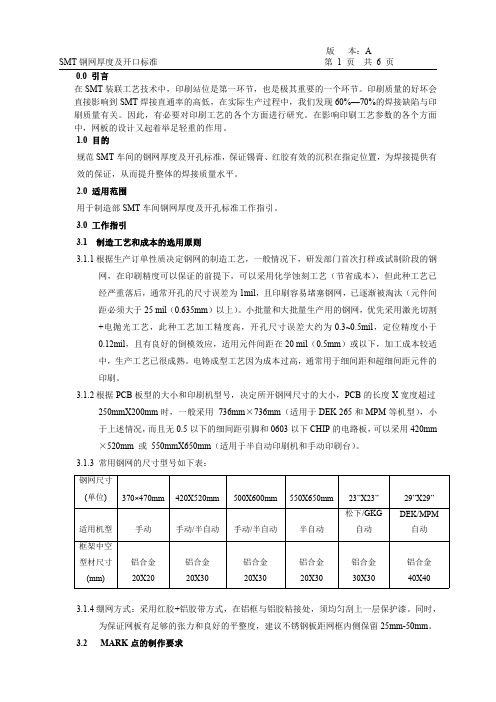
SMT钢网厚度及开口标准0.0引言在SMT装联工艺技术中,印刷站位是第一环节,也是极其重要的一个环节。
印刷质量的好坏会直接影响到SMT焊接直通率的高低,在实际生产过程中,我们发现60%—70%的焊接缺陷与印刷质量有关。
因此,有必要对印刷工艺的各个方面进行研究。
在影响印刷工艺参数的各个方面中,网板的设计又起着举足轻重的作用。
1.0目的规范SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。
2.0适用范围用于制造部SMT车间钢网厚度及开孔标准工作指引。
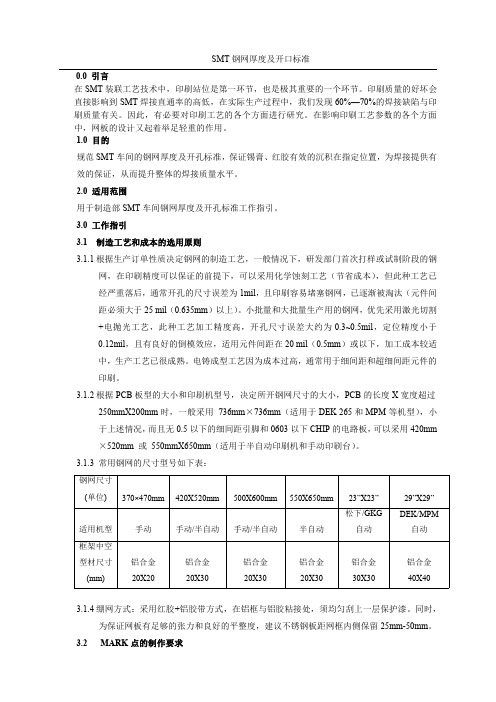
3.0工作指引3.1制造工艺和成本的选用原则3.1.1根据生产订单性质决定钢网的制造工艺,一般情况下,研发部门首次打样或试制阶段的钢网,在印刷精度可以保证的前提下,可以采用化学蚀刻工艺(节省成本),但此种工艺已经严重落后,通常开孔的尺寸误差为1mil,且印刷容易堵塞钢网,已逐渐被淘汰(元件间距必须大于25mil(0.635mm)以上)。
小批量和大批量生产用的钢网,优先采用激光切割+电抛光工艺,此种工艺加工精度高,开孔尺寸误差大约为0.3~0.5mil,定位精度小于0.12mil,且有良好的倒模效应,适用元件间距在20mil(0.5mm)或以下,加工成本较适中,生产工艺已很成熟。
电铸成型工艺因为成本过高,通常用于细间距和超细间距元件的印刷。
3.1.2根据PCB板型的大小和印刷机型号,决定所开钢网尺寸的大小,PCB的长度X宽度超过250mmX200mm时,一般采用736mm×736mm(适用于DEK265和MPM等机型),小于上述情况,而且无0.5以下的细间距引脚和0603以下CHIP的电路板,可以采用420mm ×520mm或550mmX650mm(适用于半自动印刷机和手动印刷台)。
3.1.3常用钢网的尺寸型号如下表:钢网尺寸(单位)370×470mm420X520mm500X600mm550X650mm23”X23”29”X29”适用机型手动手动/半自动手动/半自动半自动松下/GKG自动DEK/MPM自动框架中空型材尺寸(mm)铝合金20X20铝合金20X30铝合金20X30铝合金20X30铝合金30X30铝合金40X403.1.4绷网方式:采用红胶+铝胶带方式,在铝框与铝胶粘接处,须均匀刮上一层保护漆。
smt钢网开孔规范(锡膏+红胶)

smt钢网开孔规范(锡膏+红胶)1、SMT钢网通用开口规范1,无铅锡膏开口规范:元件名称开孔样子内距开孔PAD04020402S34时,S=34宽度1:1开孔,长度外加3-4mil.裸铜宽加2-3mil.08050805S44时,S=44宽度1:1开孔,长度外加4mil,裸铜宽度加3-4mil.12061206及以上当S70时,内距1:1,当小于70时内距加大6mil.内距小于50时,加大8-12mil.宽度1:1开孔,长度外加5-6mil,裸铜板宽度加4mil.0805),当S40时,内中扩大8-12mil.大于40时,加大4-8mil.宽度1:12、,长加4-6mil二极管1206):内距大于78时,1:1,内距小于78时,内切至78。
最大内切不超过10mil.宽度1:1,长加6-8mil 三极管当S40时,PAD两边外移至40mil.焊盘一般1:1开孔,裸铜板外加2-3mil.CHIP元件高电容内距各内切4mil宽度1:1开,长度外加6-8mil.电晶体固定脚内切三分之一,假如大于120mil时,需要用0.3线宽做架桥处理.引脚可外括4-6mil.单排连接器引脚宽度可依据ICpitch值来开,如pitch值大于0.5mm时,外扩6-12mil,内切4-6mil3、.固定脚,即耳朵外移4mil,上下各加2mil.四脚晶振类长宽各外移2mil,中间切三分之一的方角.五脚IC三只脚宽度按ICpitch值为标准或略大,然后两边脚外移1mil,长外加6-8mil.两只脚按1:1,或略缩2mil,再外扩4-6mil.大电感内距各内切4-6mil宽度1:1.长外加8-12mil,裸铜板宽加4mil,中间架0.3宽度板.0402排阻排容Pitch值为0.5mm,内距保持到18-20mil.脚宽度8.8mil,长外加6-8mil.如外四脚较大,则相应缩小,并向两边外移缩小的二分之一.06034、排阻排容Pitch值为0.8mm,内距保持到30-32mil.脚宽度16mil,长外加8mil.如外四脚较大,则相应缩小,并向两边外移缩小的二分之一.SW开关内切2mil,外扩6-8mil,如两边有小脚,小脚外扩2-4mil.如要求锡量多,靠上下两侧可再扩4mil.0.4pitch15-.7mil 宽度开7.2mil,长度可外扩4-6mil.开金手指状内切2mil0.5pitch19.7mil宽度开8.8-9.2mil,长度可外扩6-8mil.开金手指状.内切2mil0.65pitch25.6mil宽度开12-13m5、il,长度可外扩6-10mil.开金手指状.内切2mil0.8pitch31.5mil宽度开16-17mil,长度可外扩8-10mil.内切2mil1.0pitch39.37mil宽度开20-22mil,长度可外扩8-10mil.内切2mil1.27pitch50mil宽度开24-27mil,长度可外扩8-12mil.内切2milQFP0.4pitch15.7mil宽度开7.2mil(0.18mm),内切4mil,外扩4mil.如长度超过80mil,则只内切,不外扩.0.5pitch19.7mil宽度开8.8-9.6、0mil(0.22-0.23),内切4mil,外加4–6mil.0.65pitch25.6mil 宽度开12-12.5mil,长度内切4-6mil,外扩6-8mil.0.4pitch15.7mil 宽度同上,内切4-6mil,外拉6-8mil.0.5pitch19.7mil宽度同上,内切6-8mil,外加6-10mil.QFN0.65pitch25.6mil宽度同上,同切6-8mil,外加8-12mil.0.4pitch15.7mil直径开8.8mil.0.5pitch19.7mil直径开12mil.0.8pitch37、2mil直径外二圈做17mil,其餘做15mil1.0picth40mil直径外三圈做22mil,其餘做20milBGA1.27picth50mil直径外三圈做28mil,其餘做24mil2,点胶开口规范:CHIPCHIPCC、、RR、、LL、、DD、、FF等零件等零件三极管三极管LW1L1WW1=1/3WL1=1.1L若W低于30mil时,W1=1/21L1L排阻排阻ICICQFPQFPW1=1/3WL1=1.1L若W 低于30mil时,W1=1/2W功率晶体管比照此做法WW1LW1=1/3W长度与长度与L相8、等相等WLDL圆数量圆大小间距D150mil以下21/4W三等分151~400mil31/4W四等分401~600mil41/4W五等分600mil以上51/4W 六等分DD1/41/41/41/41/41/41/41/4W圆大小以圆大小以QFP短边为短边为主做主做1/4W,平均放中,平均放中央五颗。
smt模板开孔设计规范及制作要求
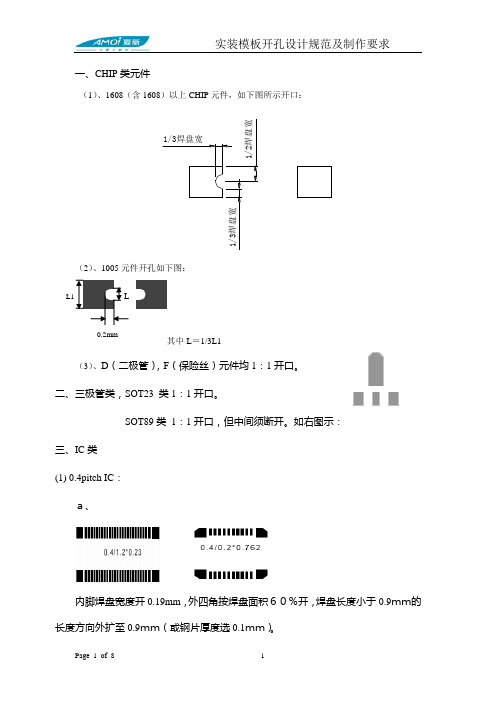
内脚焊盘宽度开0.19mm ,外四角按焊盘面积60%开,焊盘长度小于0.9mm的长度方向外扩至0.9mm(或钢片厚度选0.1mm)。
b、引脚宽度方向开0.19mm,长度方向1:1开,定位脚开孔通常是宽度方向按1:1开,长度方向开70%。
c、如外八脚与内脚一样大小,则开口同内脚大小。
注:对于0.4pitch的QFN器件其中间接地焊盘开网格,开孔面积是焊盘面积的30%~40%。
(2)0.5pitch IC:焊盘长度1:1,焊盘宽度开0.24~0.25mm;注:QFN器件其中间接地焊盘开网格,开孔面积是焊盘面积的40%~50%。
(3)、0.635-0.65pitch IC:IC脚的长度1:1,焊盘宽度开0.32~0.35mm。
(4)、0.8pitch IC:IC脚长度1:1,焊盘宽度开0.40mm。
注:在笔记本产品中器件吃锡较多,开孔长度方向一般均外扩0.3~0.5mm,宽度也可适当加大,开0.42~0.45mm。
(5)、1.0Pitch IC: IC脚长度1:1,宽度1:1开;1.27pitchIC: IC脚长、宽1:1开;(6)、1.27Pitch以上的IC:宽度原则上1:1开,但两个引脚间的间隙不小0.35mm,且长度1:1;(7)、BGAa、1.27pitchΦ=0.65mm,开0.62*0.62mm的方形,外一圈开0.65*0.65mm的方形,四角需倒圆角。
b、1.0pitchΦ=0.45/0.50mm,开0.45*0.45mm的方形,外一圈开0.5*0.5mm的方形,四角需倒圆角。
c、0.8pitchΦ=0.38/0.40mm开0.4*0.4mm的方形,外一圈开0.42*0.42mm的方形,四角需倒圆角。
d、0.6pitchΦ=0.3mm,开直径为0.32mm的圆,外一圈开0.32*0.32mm的方形,四角需倒圆角。
e、0.5PitchΦ=0.28/0.3mm开直径为0.3mm的圆。
高通芯片开直径为0.28mm的圆。
SMT钢版开孔技术

鋼版厚度 0.15~0.25 5.91~9.84 0.15~0.18 5.91~7.50 0.12~0.15 49.2~5.91 0.10~0.12 3.94~4.92 0.08~0.12 2.95~3.94 0.15~0.20 5.91~7.87 0.12~0.13 4.53~5.31 0.08~0.12 2.95~3.94 0.12~0.15 4.92~5.91 0.08~0.12 2.95~3.94 0.08~0.10 3~4 0.05~0.10 2~4 0.025~0.08 1~3
二.鋼板開孔設計
通常,模板开孔应该略小于电路板焊盘。例5遵照这个规则,为 12-mil 的 焊盘制作 11-mil 的模板开孔。 微型BGA是一个例外,特别是在铜箔限定的焊盘这种情况。如果模板开孔增 加到13-mil(0.33) ,上表中例6所示,将不会发生阻焊层(solder mask) 与锡膏干涉。注意现在面积比是0.65。甚至在0.65的面积比,都还应该选 择提供镜亮的内孔壁的模板技术。Tessera 和 Intel 两个公司都为微型 BGA的鋼板印刷推荐带有轻微圆角的方形模板开孔。来自顾客的所有反馈 肯定这种形状的开孔比圆形开孔提供较好的锡膏释放(如:TOSHIBA機種)
開孔長度 1.95 mm 76.8 mil 1.45 mm 57.1 mil 1.20 mm 47.2 mil 1.2 47.2 mil 0.95 37.4 mil N/A 0.35mm■ 13.8mm■ 0.28mm■ 11.0 mil■ 0.60mm 23.6 mil 0.35mm 13.8 mil 0.12mm 5 mil 0.1mm 4 mil 0.08mm 3 mil
结论:
当设计模板开孔时,在长度大于宽度的五倍时须考虑宽深比,对所有其 它情况考虑面积比。随着这些比率的减少并分别接近1.5或0.66,对模板 孔壁的光洁度就要求更严厉,以保证良好的锡膏释放。在选择提供光滑孔 壁的模板技术时应该小心。作为一般规则,将模板开孔尺寸比焊盘尺寸减 少 1~2-mil,特别是如果焊盘开口是阻焊层界定的。当焊盘是铜箔界定 时,与多数微型BGA一样,将模板开孔做得比焊盘大 1~2-mil(0.0250.05) 可能是所希望的。这个方法将增加面积比,有助于微型BGA的锡膏 释放。这些,以及其它模板设计问题在IPC的模板设计指南中都有探讨。
SMT激光模板开孔设计规范教材(PPT 34张)
说明:内距移到0.762mm,内凹长宽1/3
锡浆网的开孔规范
0805元件
说明:内距移到1.0mm,内凹长宽1/3
锡浆网的开孔规范
1206及以上元件
说明:内距1.0mm以上,内凹长宽1/3
锡浆网的开孔规范
3. 晶体管开孔 SOT23(按1:1开孔)
SOT89(如图切0.4mm)
锡浆网的开孔规范
胶水网的开孔规范
4 .功率晶体
说明:X为本体焊盘和引脚内距,因为功率晶体比较特 殊,一般这块区域是悬空的,也有的会有塑料垫块,所 以要区别对待。如果中间是悬空的,X1为胶水网开口宽 度,X1=40%X,Y1为胶水网开口长度,Y1=Y,并且只能 开在本体焊盘上,距本体焊盘的边缘0.2mm;如果中间 有塑料垫块,可以居中开。
胶水网的开孔规范
6. 排阻 开孔
说明:按IC开孔方式
五、SMT激光模板的工艺流程
PCB、Film、Gerber、Stencil 客户确认
下单
审单
采点
数据设计开发
PQC检验
激光切割
打磨
QC初检
电抛光 出货 包装
贴网
QA终检
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
SOT143(如图内切0.15mm)
0.15mm 0.15mm
SOT223(1:1开孔)
锡浆网的开孔规范
SOT252
说明:大焊盘内切1/4L再分割,分割焊盘个数视 焊盘大小散热焊盘
说明:QFP散热焊盘缩小至60% ,再按均匀比例斜条 分割;SOIC散热焊盘长度按80%,宽度按50%开圆孔。
SMT钢网厚度及开口标准

SMT钢网厚度及开口标准版本:ASMT钢网厚度及开口标准第 1 页共 6 页 0.0 引言在SMT装联工艺技术中,印刷站位是第一环节,也是极其重要的一个环节。
印刷质量的好坏会直接影响到SMT焊接直通率的高低,在实际生产过程中,我们发现60%—70%的焊接缺陷与印刷质量有关。
因此,有必要对印刷工艺的各个方面进行研究。
在影响印刷工艺参数的各个方面中,网板的设计又起着举足轻重的作用。
1.0 目的规范SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。
2.0 适用范围用于制造部SMT车间钢网厚度及开孔标准工作指引。
3.0 工作指引3.1 制造工艺和成本的选用原则3.1.1根据生产订单性质决定钢网的制造工艺,一般情况下,研发部门首次打样或试制阶段的钢网,在印刷精度可以保证的前提下,可以采用化学蚀刻工艺(节省成本),但此种工艺已经严重落后,通常开孔的尺寸误差为1mil,且印刷容易堵塞钢网,已逐渐被淘汰(元件间距必须大于25 mil(0.635mm)以上)。
小批量和大批量生产用的钢网,优先采用激光切割+电抛光工艺,此种工艺加工精度高,开孔尺寸误差大约为0.3~0.5mil,定位精度小于0.12mil,且有良好的倒模效应,适用元件间距在20 mil(0.5mm)或以下,加工成本较适中,生产工艺已很成熟。
电铸成型工艺因为成本过高,通常用于细间距和超细间距元件的印刷。
3.1.2根据PCB板型的大小和印刷机型号,决定所开钢网尺寸的大小,PCB的长度X宽度超过250mmX200mm时,一般采用736mm×736mm(适用于DEK 265和MPM等机型),小于上述情况,而且无0.5以下的细间距引脚和0603以下CHIP的电路板,可以采用420mm×520mm 或 550mmX650mm(适用于半自动印刷机和手动印刷台)。
3.1.3 常用钢网的尺寸型号如下表:钢网尺寸(单位) 370×470mm 420X520mm 500X600mm 550X650mm 23”X23” 29”X29”松下/GKG DEK/MPM 适用机型手动手动/半自动手动/半自动半自动自动自动框架中空型材尺寸铝合金铝合金铝合金铝合金铝合金铝合金 (mm) 20X20 20X30 20X30 20X30 30X30 40X403.1.4绷网方式:采用红胶+铝胶带方式,在铝框与铝胶粘接处,须均匀刮上一层保护漆。
SMT钢网开孔规范
項次
項
目
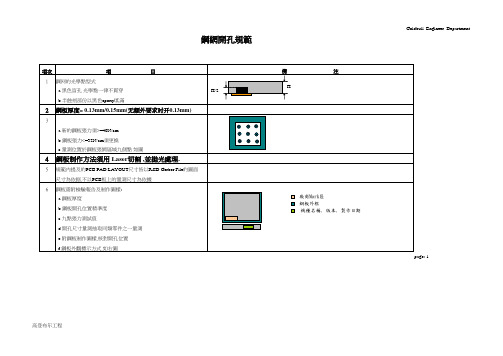
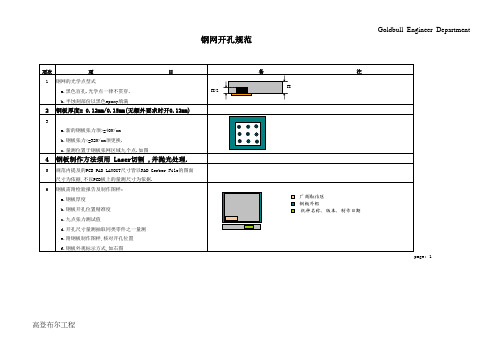
1 鋼网的光學點型式
a.黑色盲孔.光學點一律不貫穿.
H/2
b.半蝕刻部份以黑色epoxy填滿
2 鋼板厚度= 0.13mm/0.15mm(无额外要求时开0.13mm)
3
a.新的鋼板張力須>=40N/cm
b.鋼板張力<=32N/cm須更換.
c.量測位置於鋼板張網區域九個點.如圖
4 鋼板制作方法須用 Laser切割 ,並拋光處理.
W=0.5 W1=0.4
D1=D+1.0=3.3
如圖所示
13 CN (1206) 排容,通常法一:
Y=Y1=1.28mm 向外移0.1mm
X=X1=0.57mm
D=0.2mm D'=0.5mm
X2=X1-0.12=0.45mm 縮孔且外移0.1mm
D1=D+0.2=0.7mm
14 RN (0704) 排阻,通常法一:
5 規範內提及的PCB PAD LAYOUT尺寸皆以R&D Gerber File的圖面
尺寸為依据,不以PCB板上的量測尺寸為依據.
6 鋼板需附檢驗報告及制作圖樣:
a.鋼板厚度
b.鋼板開孔位置精準度
c.九點張力測試值
d.開孔尺寸量測抽取同類零件之一量測
e.附鋼板制作圖樣,核對開孔位置
f.鋼板外觀標示方式,如右圖
無延伸腳類SMD零件 鋼板基本規範
項次
項
目
7 Chip R,L,C(1206),橢圓形PAD,通常法一:
Y=Y1=1.8
X=X1=1.03
D=D1=2.0
φ=1/3*Y1=0.6 面積1/2圓
8 FUSE(1206),通常法一:
SMT钢网开孔规范
W1=0.28 X1=0.72
Y1=0.44
备注 48Pin QFP
SOP&QFP
128Pin QFP
SOP&QFP
SOJ ,SOP,PLCC
SOJ
48Pin SOP
SOP&QFP
无延伸脚,引脚在零 件本体之下,与零件 本体边缘对齐 page: 6
项次
项
27 Pitch=1.27mm的BGA
Y1=0.6
Y2=0.7 D1=0.25
X=0.77 Y=1.02 D=0.5
X1=0.54 Y1=1.02 D1=0.7
X=0.52 X'=0.3
Y=0.58
D=0.2 D'=0.45
X1=0.57
X1'=0.3
Y1=0.58
D1=0.2 D3=0.55
Y3=0.68 D2=0.25
备注 分成网格状开孔,中 间架桥0.4mm.,边缘 距离0.5mm,如果PAD 更大则均分
Y=Y1=1.20
X=X1=0.98
D=0.6
D1=D+0.15=0.8
4 Chip R,L,C(0805),方形PAD,通常法一:
Y=Y1=1.28 X=1.1
X1=X-0.18=0.92
D=0.77
D1=D+0.36=1.13
φ=1/3*Y1=0.42 面积1/2圆
5 Chip L(0805),方形PAD,通常法一:
Y=2.18 X=1.43 D=1.52
Y=2.54
D=0.77
X=2.68
Y=1.88 X=2.6 D=1.0
钢板开孔尺寸
Y1=1.8
钢网厚度及开孔标准

0.0引言在SMT装联工艺技术中,印刷站位是第一环节,也是极其重要的一个环节。
印刷质量的好坏会直接影响到SMT焊接直通率的高低,在实际生产过程中,我们发现60%—70%的焊接缺陷与印刷质量有关。
因此,有必要对印刷工艺的各个方面进行研究。
在影响印刷工艺参数的各个方面中,网板的设计又起着举足轻重的作用。
1.0目的规范SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。
2.0适用范围用于制造部SMT车间钢网厚度及开孔标准工作指引。
3.0工作指引3.1制造工艺和成本的选用原则3.1.1根据生产订单性质决定钢网的制造工艺,一般情况下,研发部门首次打样或试制阶段的钢网,在印刷精度可以保证的前提下,可以采用化学蚀刻工艺(节省成本),但此种工艺已经严重落后,通常开孔的尺寸误差为1mil,且印刷容易堵塞钢网,已逐渐被淘汰(元件间距必须大于25mil(0.635mm)以上)。
小批量和大批量生产用的钢网,优先采用激光切割+电抛光工艺,此种工艺加工精度高,开孔尺寸误差大约为0.3~0.5mil,定位精度小于0.12mil,且有良好的倒模效应,适用元件间距在20mil(0.5mm)或以下,加工成本较适中,生产工艺已很成熟。
电铸成型工艺因为成本过高,通常用于细间距和超细间距元件的印刷。
3.1.2根据PCB板型的大小和印刷机型号,决定所开钢网尺寸的大小,PCB的长度X宽度超过250mmX200mm时,一般采用736mm×736mm(适用于DEK265和MPM等机型),小于上述情况,而且无0.5以下的细间距引脚和0603以下CHIP的电路板,可以采用420mm ×520mm或550mmX650mm(适用于半自动印刷机和手动印刷台)。
3.1.3常用钢网的尺寸型号如下表:钢网尺寸(单位)370×470mm420X520mm500X600mm550X650mm23”X23”29”X29”适用机型手动手动/半自动手动/半自动半自动松下/GKG自动DEK/MPM自动框架中空型材尺寸(mm)铝合金20X20铝合金20X30铝合金20X30铝合金20X30铝合金30X30铝合金40X403.1.4绷网方式:采用红胶+铝胶带方式,在铝框与铝胶粘接处,须均匀刮上一层保护漆。
SMT钢网开孔规范
通用制作要求二: 开口方式序号零件钢网开口尺寸说明(蓝色为开口)1 0402 外三边加大10%,S保持在0.402 0603及以上外三边整体加大10%,内凹“V”形防锡珠开口,W1=1/2W,L1=1/3L3 二极管外三边10%扩孔4 三极管(sot89)上面大焊盘1:1开与下面三只脚断开,下面三只脚外3边加大0.1MM5 排阻宽按IC长外扩0.15MM6ICQFPQFN1、0.4pitch宽开0.19,长内切0.05外加0.15;2、0.5pitchQFN宽开0.23,长外加0.2mm;3、0.65pitch宽开0.32,0.8pitch宽开0.40,1.0pitch宽开0.52,长度外加0.20;4、1.27pitch宽不能小于0.635,1.27pitch以上1:1,开长度外加0.20;5、接地居中开多个圆孔,孔直径0.4~0.6mm居中平均分布,根据焊盘大小,圆孔个数不同。
7 BGA 1、0.50Pitch开0.3方孔;2、0.65Pitch开0.35方孔;3、0.80Pitch开0.45方孔;4、1.0Pitch开0.55方孔;5、1.27Pitch开0.65方孔;如果BGA有不同PITCH的,开孔需与客户确认8 功率管开孔的长与原始焊盘相同宽开1.6中间用0.55的圆孔布满,间距0.8两小脚1:1开9 双贴L2=2.0MML3=30%L1L4=30%L1L3区域均匀分布直径为0.5MM圆孔L2开一方形口L4区域不开孔此三焊盘处三边向处延0.1MM10 PC元件引脚外加0.2MM宽按IC2固定脚加大20%此元件有两个螺丝柱,需要开孔按螺丝孔开11 晶振石英接地焊盘1:1架桥开孔12。
钢网厚度及开孔标准

0.0 引言在SMT装联工艺技术中,印刷站位是第一环节,也是极其重要的一个环节。
印刷质量的好坏会直接影响到SMT焊接直通率的高低,在实际生产过程中,我们发现60%—70%的焊接缺陷与印刷质量有关。
因此,有必要对印刷工艺的各个方面进行研究。
在影响印刷工艺参数的各个方面中,网板的设计又起着举足轻重的作用。
1.0 目的规范SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。
2.0适用范围用于制造部SMT车间钢网厚度及开孔标准工作指引。
3.0 工作指引3.1 制造工艺和成本的选用原则3.1.1根据生产订单性质决定钢网的制造工艺,一般情况下,研发部门首次打样或试制阶段的钢网,在印刷精度可以保证的前提下,可以采用化学蚀刻工艺(节省成本),但此种工艺已经严重落后,通常开孔的尺寸误差为1mil,且印刷容易堵塞钢网,已逐渐被淘汰(元件间距必须大于25 mil(0.635mm)以上)。
小批量和大批量生产用的钢网,优先采用激光切割+电抛光工艺,此种工艺加工精度高,开孔尺寸误差大约为0.3~0.5mil,定位精度小于0.12mil,且有良好的倒模效应,适用元件间距在20 mil(0.5mm)或以下,加工成本较适中,生产工艺已很成熟。
电铸成型工艺因为成本过高,通常用于细间距和超细间距元件的印刷。
3.1.2根据PCB板型的大小和印刷机型号,决定所开钢网尺寸的大小,PCB的长度X宽度超过250mmX200mm时,一般采用736mm×736mm(适用于DEK 265和MPM等机型),小于上述情况,而且无0.5以下的细间距引脚和0603以下CHIP的电路板,可以采用420mm ×520mm 或550mmX650mm(适用于半自动印刷机和手动印刷台)。
3.1.3 常用钢网的尺寸型号如下表:3.1.4绷网方式:采用红胶+铝胶带方式,在铝框与铝胶粘接处,须均匀刮上一层保护漆。
钢网厚度及开孔标准
0.0引言在SMT装联工艺技术中,印刷站位是第一环节,也是极其重要的一个环节。
印刷质量的好坏会直接影响到SMT焊接直通率的高低,在实际生产过程中,我们发现60%—70%的焊接缺陷与印刷质量有关。
因此,有必要对印刷工艺的各个方面进行研究。
在影响印刷工艺参数的各个方面中,网板的设计又起着举足轻重的作用。
1.0目的规范SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。
2.0适用范围用于制造部SMT车间钢网厚度及开孔标准工作指引。
3.0工作指引3.1制造工艺和成本的选用原则3.1.1根据生产订单性质决定钢网的制造工艺,一般情况下,研发部门首次打样或试制阶段的钢网,在印刷精度可以保证的前提下,可以采用化学蚀刻工艺(节省成本),但此种工艺已经严重落后,通常开孔的尺寸误差为1mil,且印刷容易堵塞钢网,已逐渐被淘汰(元件间距必须大于25mil(0.635mm)以上)。
小批量和大批量生产用的钢网,优先采用激光切割+电抛光工艺,此种工艺加工精度高,开孔尺寸误差大约为0.3~0.5mil,定位精度小于0.12mil,且有良好的倒模效应,适用元件间距在20mil(0.5mm)或以下,加工成本较适中,生产工艺已很成熟。
电铸成型工艺因为成本过高,通常用于细间距和超细间距元件的印刷。
3.1.2根据PCB板型的大小和印刷机型号,决定所开钢网尺寸的大小,PCB的长度X宽度超过250mmX200mm时,一般采用736mm×736mm(适用于DEK265和MPM等机型),小于上述情况,而且无0.5以下的细间距引脚和0603以下CHIP的电路板,可以采用420mm ×520mm或550mmX650mm(适用于半自动印刷机和手动印刷台)。
3.1.3常用钢网的尺寸型号如下表:钢网尺寸(单位)370×470mm420X520mm500X600mm550X650mm23”X23”29”X29”适用机型手动手动/半自动手动/半自动半自动松下/GKG自动DEK/MPM自动框架中空型材尺寸(mm)铝合金20X20铝合金20X30铝合金20X30铝合金20X30铝合金30X30铝合金40X403.1.4绷网方式:采用红胶+铝胶带方式,在铝框与铝胶粘接处,须均匀刮上一层保护漆。
SMT钢板零件开孔设计规范
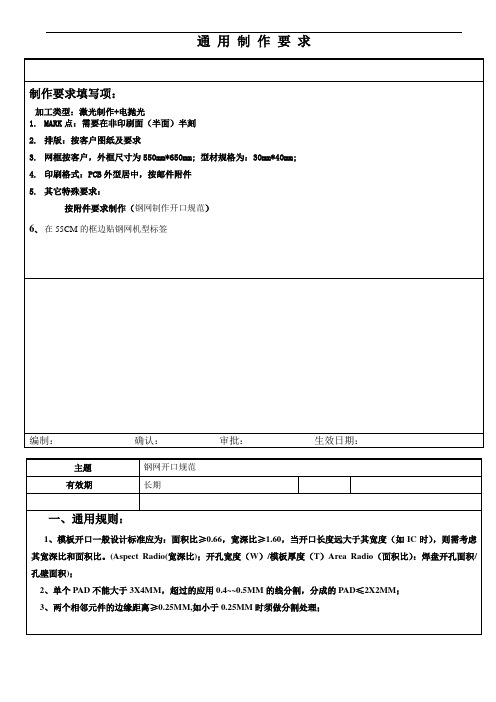
标 题 :SMT 钢板零件开孔设计规范
1 目的
编 号: 页 码 : 1/8 版 本:
为防止钢网开孔不良带来的问题,明确 SMT 钢网零件开孔规范。落实预防失误,不断改进的质量方 针,规范公司钢网零件开孔的设计工艺,规范 IQC 检验钢板作业。 2 3 范围 适用于有限公司钢网零件开孔设计规范。 职责 工程部:依照研发部提供 PCB 文件,进行钢网的开设。并按照规范制作该机种钢板开设作业指导 书。 质量部:按照钢板检验规范,参照钢板开设作业指导书进行钢板检验。 4 规范
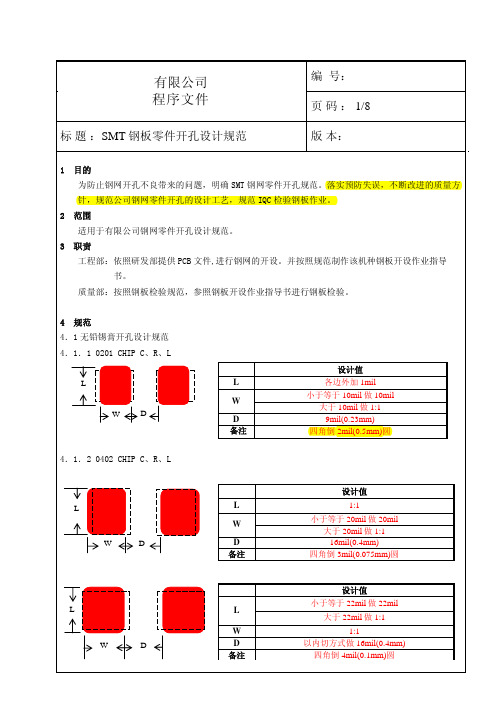
4.1 无铅锡膏开孔设计规范 4.1.1 0201 CHIP C、R、L
设计值 L L W W D D 备注 各边外加 1mil 小于等于 10mil 做 10mil 大于 10mil 做 1:1 9mil(0.23mm) 四角倒 2mil(0.5mm)圆
4.1.2 0402 CHIP C、R、L
设计值 L L W W D D 备注 1:1 小于等于 20mil 做 20mil 大于 20mil 做 1:1 16mil(0.4mm) 四角倒 3mil(0.075mm)圆
L 1/2 不开 L1 1/2 W1
4.1.9 其他零件
有限公司 程序文件
标 题 :SMT 钢板零件开孔设计规范
编 号: 页 码 : 5/8 版 本:
4Pin RB
4Pin 做椭圆 外边各加 2mil,内距保持不变
4.1.10 钢板厚度选择在 0.12mm-0.15mm。
4.2 红胶开孔设计规范 4.2.1 CHIP C、R、L、D、F 等零件
W1
L
L1
W1=1/3 W L1=1.1 L
若 W 低于 30mil 时,W1=1/2W
最新版SMT钢网开孔设计指南(参照IPC-7525A)
模板设计指南•模板(stencil)又称smt漏板、SMT钢网,它是用来定量分配焊膏或贴片胶的,是保证印刷焊膏/贴片胶质量的关键工装。
•模板厚度与开口尺寸、开口形状、开口内壁的状态等就决定了焊膏的印刷量,因此模板的质量又直接影响焊膏的印刷量。
•随着SMT向高密度和超高密度组装发展,模板设计更加显得重要了。
•模板设计属于SMT可制造性设计的重要内容之一•1998年IPC为模板设计制订了IPC 7525(模板设计指南),2004年修订为A版。
IPC 7525A标准主要包含名词与定义、参考资料、模板设计、模板制造、模板安装、文件处理/编辑和模板订购、模板检查/确认、模板清洗、和模板寿命等内容。
模板设计内容•模板厚度•模板开口设计•模板加工方法的选择•台阶/释放(step/release)模板设计•混合技术:通孔/表面贴装模板设计•免洗开孔设计•塑料球栅阵列(PBGA)的模板设计•陶瓷球栅阵列(CBGA)的模板设计•微型BGA/芯片级包装(CSP)的模板设计•混合技术:表面贴装/倒装芯片(flip chip)的模板设计•胶的模板开孔设计•SMT不锈钢激光模板制作外协程序及工艺要求1. 模板厚度设计•模板印刷是接触印刷,模板厚度是决定焊膏量的关键参数。
•模板厚度应根据印制板组装密度、元器件大小、引脚(或焊球)之间的间距进行确定。
•通常使用0.1mm~0.3mm厚度的钢片。
高密度组装时,可选择0.1mm 以下厚度。
•通常在同一块PCB上既有1.27mm以上一般间距的元器件,也有窄间距元器件,1.27mm以上间距的元器件需要0.2mm厚,窄间距的元器件需要0.15~0.1mm厚,这种情况下可根据PCB上多数元器件的的情况决定不锈钢板厚度,然后通过对个别元器件焊盘开口尺寸的扩大或缩小进行调整焊膏的漏印量。
•要求焊膏量悬殊比较大时,可以对窄间距元器件处的模板进行局部减薄处理,2. 模板开口设计•模板开口设计包含两个内容:开口尺寸和开口形状•开口尺寸和开口形状都会影响焊膏的填充、释放(脱膜),最终影响焊膏的漏印量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锡浆网的开孔规范
5. BGA焊盘开孔 1.27pitch开Φ=0.65mm,
1.0pitch开Φ=0.50mm;
0.8pitch开Φ=0.40mm;
0.76pitch开Φ=0.38mm;
0.65pitch开Φ=0.33mm;
0.5Pitch开0.28mm正方形,再倒圆角R=0.05mm
对于植球用的BGA开口应加大0.1mm,如锡球 直径为0.5MM,开口直径为0.6MM
锡浆网的开孔规范
10. 当一个焊盘长、宽大于4mm×2.5mm,此时钢网开 口需加网格填充,网格线宽度为0.4mm,网格大小为 3mm左右,可视焊盘大小而均分。如图所示。
1.27pitch X1=A-0.05mm X2=0.635mm Y=B-0.1mm;
锡浆网的开孔规范
8. 有通孔在焊盘上时,需注明是否避孔,不注明的按 不避孔开口;若需避孔而未注明避孔尺寸的按实际孔 直径加大0.15mm进行避孔。
9. 屏蔽框的开法:厚度为0.1及以上的钢片,开孔 宽度外加0.1mm,且每隔4MM,成45度架筋 0.5MM,最后一段超过5MM时,则须一分为二架 桥,屏蔽框上的通孔(孔径>0.5MM)或半通孔 要避孔.
锡浆网的开孔规范
6.连接器: IC脚满足以上IC所规定的宽度要求,长度1:1。
7. 排阻、排容 开孔
锡浆网的开孔规范
X1
X2
B
Y
A
C
0.5pitch X1=A-0.05mm X2=0.23mm Y=B-0.1mm; 0.635-0.65pitch X1=A-0.05mm X2=0.32mm Y=B-0.1mm; 0.8pitch X1=A-0.05mm X2=0.4mm Y=B-0.1mm; 1.0pitch X1=A-0.05mm X2=0.5mm Y=B-0.1mm;
说明:内距移到0.762mm,内凹长宽1/3
0805元件
锡浆网的开孔规范
说明:内距移到1.0mm,内凹长宽1/3
1206及以上元件
锡浆网的开孔规范
说明:内距1.0mm以上,内凹长宽1/3
锡浆网的开孔规范
3. 晶体管开孔 SOT23(按1:1开孔)
SOT89(如图切0.4mm)
锡浆网的开孔规范
锡浆网的开孔规范
4. IC焊盘开孔 0.4pitch IC(外八脚宽度开0.20mm,并使外八脚达
到安全间距:0.24MM,如大于安全间距则1:1开, 如外八脚与内脚一样大小,则开口同内脚大小。)
外移0.1mm
X
0.185mm
R=倒成金手指
锡浆网的开孔规范
4. IC焊盘开孔
0.5pitch IC(外八脚宽度开80%,并使外八脚达到安 全间距:0.3MM,如大于安全间距则1:1开,如外八 脚与内脚一样大小,则开口同内脚大小。)
1. CHIP件开孔 01005元件
锡浆网的开孔规范
2. 二极管1:1开孔
每边缩小0.02mm再变成椭圆,焊盘尺寸供参考。
0201元件开孔
锡浆网的开孔规范
说明:内距移到0.25mm,倒角R=0.05mm
0402元件
锡浆网的开孔规范
说明:内距移到0.5mm,倒角R=0.1mm
0603元件
锡浆网的开孔规范
若L>5W,则考虑宽厚比; 否则考虑面积比。以上为IPC7525模板锡膏有效释放的通用设 计导则
三、锡浆网的开孔规范
※注解:印锡浆钢网的主要功能是帮助锡膏 的沉积(deposition)。目的是将准确数量的材 料(锡膏)通过开孔转移到光板(bare PCB)上 准确的位置。在印刷周期内,随着刮刀在模板 上走过,锡膏充满模板的开孔。然后,在线路 板和模板分开期间,锡膏释放到PCB板的焊盘上。 理想地,所有充满开孔的锡膏从孔壁释放,并 附着于光板的焊盘上,形成完整的锡砖。
二、模板开孔的面积比和宽厚比:
宽厚比:网孔宽度与钢片厚度的 比例;比例范围是:宽厚比>1.5, 当网孔宽度比钢网厚度大于1.5时, 锡膏才能完全释放到PCB焊盘上。 面积比:网孔的开口面积与孔壁 面积的比例,比例范围是:面积 比>0.66。当焊盘面积比开孔孔壁 面积的0.66倍大时,锡膏才能完 全释放到PCB焊盘上 。
SMT激光模板开孔设计规范
目录
一、模板相关专业术语 二 、模板的宽厚比与面积比 三、锡浆网的开孔规范 四、胶水网的开孔规范 五、 模板的工艺流程
一、模板相关专业术语
关键词: DIP——Dual In Line Package,传统浸焊式组件 SMT——surface mounted technology,表面贴装技术 PCB——printing circuit board,印制线路板 SMC——Surface Mounted Components,表面组装元件 SMD——Surface Mounted Devices,表面组装器件 PAD——焊盘 STENCIL——钢板/钢网/网板/漏板/模板,激光模板, 印刷模板,雷射钢板 Templates ——检验罩板/套板/比对板/蒙板/Mask 焊膏/锡膏/焊锡膏 贴片胶/红胶 开口/开孔
外移0.1mm
X
0.23mm
R=倒成金手指
锡浆网的开孔规范
4. IC焊盘开孔
0.635-0.65pitch IC(外八脚宽度按80%开,并使外八 脚达到安全间距:0.36MM,如大于安全间距则1:1开, 外八脚宽度与内脚大小一样时,则开口同内脚大小)
外移0.1mm
X
0.32mm
R=倒成金手指
锡浆网的开孔规范
4. IC焊盘开孔
0.8pitch IC(脚长度1:1,内脚焊盘宽度开0.40mm, 外八脚宽度按80%开,并使外八脚达到安全间距: 0.43MM,如大于安全间距则1:1开,外八脚宽度与内 脚大小一样时,则开口同内脚大小。)
1.0pitch IC宽度开孔为0.5mm,长度1:1; 3.6 1.27及以上IC宽度1:1开,但两个引脚间间隙不小 于0.40mm,且长度1:1
SOT143(如图内切0.15mm) 0.15mm
0.15mmLeabharlann SOT223(1:1开孔)
SOT252
锡浆网的开孔规范
说明:大焊盘内切1/4L再分割,分割焊盘个数视 焊盘大小而定,原则是≤4*2.5mm .
IC散热焊盘
锡浆网的开孔规范
说明:QFP散热焊盘缩小至60% ,再按均匀比例斜条 分割;SOIC散热焊盘长度按80%,宽度按50%开圆孔。