旋转台肩式螺纹的粘扣问题分析
螺纹常见的问题分析与解答
8、未采用合适的切削液切烂
螺纹歪斜
1、板牙端面与圆杆不垂直
2、用力不均匀,铰杠歪斜
螺纹中径小
(齿形瘦)
1、板牙已切人仍施加压力
2、由于板牙端面与圆杆不垂直而多次纠正,使部分螺纹切去过多
螺纹牙深不够
1、圆杆直径太小
2、用带调整槽的板牙套螺纹时,直径调节太大
三、丝锥和板牙损坏原因
损坏形式
损坏原因
崩牙或扭断
螺纹常见的问题分析与解答
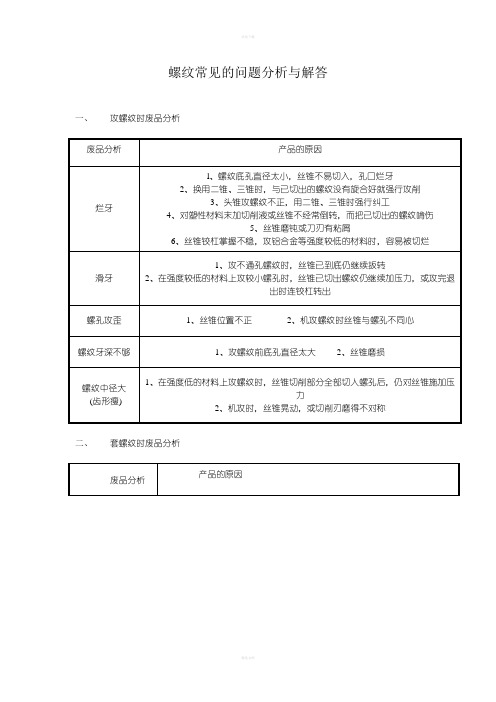
一、攻螺纹时废品分析
l、螺纹底孔直径太小,丝锥不易切入,孔口烂牙
2、换用二锥、三锥时,与已切出的螺纹没有旋合好就强行攻削
3、头锥攻螺纹不正,用二锥、三锥时强行纠工
4、对塑性材料末加切削液或丝锥不经常倒转,而把已切出的螺纹啃伤
5、丝锥磨钝或刀刃有粘屑
6、丝锥铰杠掌握不稳,攻铝合金等强度较低的材料时,容易被切烂
滑牙
1、攻不通孔螺纹时,丝锥已到底仍继续扳转
2、在强度较低的材料上攻较小螺孔时,丝锥已切出螺纹仍继续加压力,或攻完退出时连铰杠转出
螺孔攻歪
1、丝锥位置不正2、机攻螺纹时丝锥与螺孔不同心
螺纹牙深不够
1、攻螺纹前底孔直径太大2、丝锥磨损
螺纹中径大
(齿形瘦)
1、在强度低的材料上攻螺纹时,丝锥切削部分全部切人螺孔后,仍对丝锥施加压力
1、工件材料硬度太高,或硬度不均匀
2、丝锥或板牙切削部分刀齿前、后角太大
3、螺纹底孔直径太小或圆杆直径太大
4、丝锥或板牙位置不正
5、用力过猛,铰杠掌握不稳
6、丝锥或板牙没有经常倒转,致使切屑将容屑槽堵塞
7、刀齿磨钝,并粘附有积屑瘤
8、未采用合适的切削液
9、攻不通孔时,丝锥碰到孔底时仍在继续扳转
螺纹连接中的轴转问题

螺纹连接中的轴转问题
螺纹连接中的轴转问题是指在螺纹连接中,两个轴之间的旋转问题。
螺纹连接是一种常见的连接方式,通常由一个螺纹外雌接口和一个螺纹内公接口组成。
在使用螺纹连接时,由于螺纹的斜度和摩擦力的存在,当一个轴旋转时,会导致另一个轴也跟随旋转。
这种现象被称为轴转。
轴转可以是有意的,例如在机械传动中,通过轴转可以将动力传递到另一个轴上。
但在某些情况下,轴转可能是不希望的,例如在需要固定两个轴相对位置的场合。
为了解决螺纹连接中的轴转问题,可以采取以下措施:
1. 使用螺纹锁定剂:螺纹锁定剂可以在螺纹连接处形成一个涂层,增加摩擦力,减少轴转的发生。
螺纹锁定剂有不同的强度等级,可以根据具体需求选择适合的产品。
2. 增加连接力矩:增加连接力矩可以增大螺纹连接的紧固力,减少轴转的可能性。
但需要注意不要过度紧固,避免损坏螺纹或零件。
3. 使用平面密封垫片:在螺纹连接中,可以使用平面密封垫片来增加摩擦力,减少轴转的发生。
垫片可以选择适当的材料和厚度,以满足密封和阻止轴转的要求。
4. 设计支撑结构:在设计螺纹连接时,可以考虑增加支撑结构,
以限制轴的旋转。
例如,在螺纹连接的另一端设置一个止动环,阻止轴的转动。
总的来说,解决螺纹连接中的轴转问题需要综合考虑螺纹锁定剂、连接力矩、垫片和支撑结构等因素,选择适当的措施来保证连接的可靠性和稳定性。
螺钉紧固、问题及措施
止动垫圈
开口销与槽形螺母
开口销
开槽螺母 与开口销
圆螺母 与止动垫圈
串联钢丝
(a) 正确 (a) 正确
(b) 不正确 (b) 不正确
3)永久防松:端铆、冲点、点焊 4)化学防松——粘合
永久防松
焊接
冲点
涂胶
螺钉紧固方法
用二个螺钉安装被紧固件时,不应先将一 个拧紧后再拧另一个,而应将两个螺钉半紧 固,然后摆正联接件位置,再均匀紧固。 用四个或四个以上的螺钉安装时,可按对 角线的顺序半紧固,然后再均匀紧固。总之 安装同一被紧固零件上成组螺钉的原则:应 掌握交叉、对称、逐步紧固的方法。 装配时,旋具(螺丝刀)头必须紧紧顶住 螺钉槽口,旋具与安装平面保持垂直,拧紧 螺钉时,不允许造成螺钉槽口出现毛刺、变 形,不应破坏螺母或螺帽的棱角及表面电镀 层,禁止使用尖头钳,平口钳作紧固工具。
双螺母 1)摩擦防松 双螺母、弹簧垫圈、 尼龙垫圈、自锁螺母等
螺 螺 螺 栓 栓 栓 上 螺 母 上 螺 母 上 螺 母 下 螺 母 下 螺 母 下 螺 母
双螺母 在螺母和螺栓之间形 成内力,保证摩擦力。 结构简单、使用方便。 可靠性不高,用于平 稳、低速、重载。
锁紧螺母 镶嵌弹性环或尼龙 圈挤入螺纹中。 椭圆口螺母
d dd
e ee
d s s dd s
X X X bb m m b m
X X X ll l
bb b
2)双头螺柱—两端带螺纹 A型—有退刀槽 B型—无退刀槽
d dd
d dd
3)螺钉与螺栓区别——要求螺纹部分直径较粗、要求全螺纹。
RR R tt t XX X ll bb b l
紧定螺钉
d dd
d k k dd k n nn
钻杆接头螺纹粘扣原因分析

钻杆接头螺纹粘扣原因分析余世杰;袁鹏斌;魏立明;刘贤文;高健峰;吕拴录【摘要】A number of drill pipe joint thread-galling failures were discovered in the oil field mentioned, and all of them happened on new pipes, which brings a big loss to oil field economy. Field survey was applied to the failure accident. Mechanical properties test,chemical composition analysis, and micro-structure examination to the joint material and the macro-appearance observation to the tool joint threads were taken. The results showed that, as there was a great central axis deviation of the stands in picking-up process, which caused mechanical damage to the joint threads when make-up, and as the guiding process to make-up was in high speed, the thread galling of tool joints happened eventually. In the end, the prevention methods and suggestions were put forward based on the failure cause.%某油田先后出现多起钻杆接头螺纹粘扣事故,且都为新钻杆,给油田造成了较大的经济损失.为了避免此类事故的再次发生,结合现场调查,通过对钻杆粘扣的接头螺纹形貌进行宏观观察,及对接头材料的力学性能、化学成分、金相组织进行了全面的试验分析.结果表明,该次螺纹大面积粘扣与接头材质无关,而是井队在接立柱过程中,立柱中心轴线与入井钻杆轴线同心度偏差较大,在螺纹旋合时引起偏斜对扣,造成接头螺纹碰伤,以及高速引扣,引起公母螺纹牙齿相互干涉,造成螺纹面的挤压磨损,塑性变形,最终导致大面积的接头粘扣.最后根据失效原因,提出了相对应的改进措施和建议.【期刊名称】《石油钻采工艺》【年(卷),期】2011(033)001【总页数】5页(P112-116)【关键词】螺纹粘扣;失效分析;钻杆;石油钻井【作者】余世杰;袁鹏斌;魏立明;刘贤文;高健峰;吕拴录【作者单位】上海海隆石油管材研究所,上海200949;上海海隆石油管材研究所,上海200949;渤海钻探公司钻井技术服务公司,天津300280;渤海钻探公司钻井技术服务公司,天津300280;渤海钻探公司钻井技术服务公司,天津300280;中国石油大学,北京102249【正文语种】中文【中图分类】TE931.2Abstract:A number of drill pipe joint thread-galling failures were discovered in the oil field mentioned, and all of them happened on new pipes, which brings a big loss to oil field economy. Field survey was applied to the failure accident. Mechanical properties test,chemical composition analysis, and micro-structure examination to the joint material and the macro-appearance observation to the tool joint threads were taken. The results showed that, as there was a great central axis deviation of the stands in picking-up process, which caused mechanical damage to the joint threads when make-up, and as the guiding process to make-up was in high speed, the thread galling of tool joints happened eventually. In the end, the prevention methods and suggestions were putforward based on the failure cause.Key words:thread galling; failure analysis; drill pipe; drilling2008年4月至5月期间,某钻井队在油田钻进作业的过程中,连续发生多起Ø139.7 mm×10.54 mm IEU G105型钻杆接头粘扣现象,延误了井队钻井进程的同时造成较大经济损失。
探讨液压阀类产品粘扣问题原因分析及对策

探讨液压阀类产品粘扣问题原因分析及对策摘要:低硬度不锈钢材料的组装工序总是伴随着粘扣问题。
材料的硬度比较低,由于材料加工的粘着性,只要有螺纹连接和间隙拟合,粘扣问题就容易发生。
甚至材料的不当选择也常常导致粘扣现象。
而且,它会对生产进步产生不可预测的影响。
而且,至少会影响装配效率,最糟糕的是产品会报废。
为了提高组装效率,需要采取各种有效且合理的对策。
笔者结合多年工作经验,深入分析液压阀类产品粘扣问题原因,并针对性的提出应对策略,希望可以给相关专业人员提供借鉴与参考。
关键词:液压阀类;粘扣;装配效率1 液压阀类产品粘扣机理1.1失效定义及形式根据工件的使用时间,工件的失效可划分为3个阶段:即早期失效期、偶然失效期和磨损失效期。
粘扣问题是工件的偶然故障形式,因此,在上述3个阶段发生。
粘扣意味着在其类似硬度的组件期间两种软硬程度相近的不锈钢材料的冷焊现象,它是在特定条件下对组装工件造成损伤的金属粘合。
同时,粘扣现象也是工件组装中不能完全避免的现象,也是不锈钢制品与其他材料制品的不同之处。
不锈钢制品硬度低,加工工序中刀具有特定的要求,对组装工序也有一定程度的影响,如何在最大程度内避免粘扣问题成为前线人员的研究对象。
在组装和拧入工件时,由于工件的表面接触而产生粘扣,在接触期间,由于内应力的作用下,工件与工件融合,在金属表面相互接触的一种冷焊。
根据粘扣程度,可分为轻度粘扣、中度粘扣和重度粘扣。
如果局部附着很小,局部轮廓会稍微变形,或者局部轮廓会被穿插、掉落,但它不会影响螺纹的正常使用;当螺纹被少量粘扣时很难拆开。
大面积的牙齿磨损等强力分解后,可以看到明显的螺纹损伤。
如果未修复,则无法按照原始设计的窄间距不足导致严重的螺纹粘扣和无法拆卸螺纹副。
在破坏螺纹切断后,可以看到螺纹的侧面裂开,公螺纹和母螺纹交织缠绕一起。
根据粘扣发生的位置,可以分为螺纹中部粘扣、台肩面损伤和其他部位粘扣。
螺纹中部(即在螺纹母线中部)的粘扣更为普遍,约占粘扣现象的80%,另外两种粘扣发生的几率很小。
油套管圆螺纹连接粘扣的原因分析及预防讨论

油套管圆螺纹连接粘扣的原因分析及预防讨论【摘要】油套管因为多次的起出和下入,且工作环境较为恶劣,接箍与管体管端的螺纹连接容易出现粘扣的情况。
本文主要是介绍了接箍与管体的连接方式,分析产生粘扣的原因,探讨改善的方法。
【关键词】油套管粘扣螺纹油套管在石油勘探开采中使用较多,在每口油井从开钻到钻进再到完钻的过程中,根据不同情况下入套管管柱,以形成套管和钻孔之间的环形空间,最后通过水泥注入得到封固。
这样可以有效的避免开孔塌陷、变形、错位和泄漏等,从而维持油井的正常工作及长期运行。
每口井使用的套管数量都是上百个,甚至有深井中的上千个,管柱之间靠接箍连接,而只要有任何一支接箍或者管出现问题,都会导致整口井报废,造成巨大的损失。
油管是在油井内下入到套管的管柱,其作用是为了保证原油的输送,在实际操作中,可能进行起出和下入等操作,如果操作的次数达到十几次或者更多,就容易造成螺纹粘扣。
油套管在勘探中的用量极大,约为所有使用油井管的80~90%,而油罐约占油套管总量的五分之一,需求量也非常大。
油井之间存在着很大的差别,地址与油层结构的复杂造成了生产原油的形态不一,在流动性、腐蚀性以及自喷能力上都存在差别,还有原油因CL-,CO2离子和H2S等造成很强的腐蚀性,这就需要通过管柱进行注高压水、注酸压裂、注蒸汽以及井下加热等操作,且井深的还存在浅井、深井、超深井的区别。
原油的集输都是通过油管来完成,油管之间的连接是通过螺纹连接,这就对油管自身的强度、刚度、耐磨性和抗腐蚀能力,且对连接的强度和密封性都有较高的要求。
特殊的工作环境下的油管更要有特殊的性能要求。
油管所处的工作环境复杂,就需要有严格的材质和苛刻的技术条件要求。
1 螺纹粘扣形成的原因分析1.1 螺纹连接介绍油套管管柱与接箍的连接时通过内外螺纹连接,油管端为外螺纹,接箍端为内螺纹。
采用这种螺纹连接的优势在于有足够的连接强度,性能稳定且能较好密封。
由于作用中需要拆装,螺纹连接更利于装卸,可以在不损坏管体和接箍的情况下多次重复使用,适合于油田现场作业。
台肩角度对特殊螺纹接头密封性能的影响
E f f e c t b y Sh o u l d er An gl e on Pr em i u m Con n e c t i o n Se a l i n g P er f o r ma n c e
台肩 角度 对 特 殊 螺 纹 接 头 密 封 性 能 的影 响
白 鹤 ~ ,何石磊 ~ ,唐 俊 ・ ~ ,党 涛 ~ ,王 军 ~ ,周新义 , z
(1 . 宝鸡石油管有 限责任公司 ,陕西 宝鸡 7 2 1 0 0 8 ; 2 . 国家石油天然气 管材 工程技术研究 中心 ,陕西 宝鸡 7 2 1 0 0 8)
Ab s t r a c t :F o r t h e s e a l i n g p e f r o r ma n c e s o f t h r e e p r e mi u m c o n n e c t i o n s wi t h - 1 5 。 ,- 5 。a n d r i g h t - a n g l e s h o u l d e r s s e p a r a t e l y, s i mu l a t i o n c a l c u l a t i o n s a r e c o n d u c t e d u n d e r t h e c o n d i t i o n s o f ma k i n g — u p, ma k i n g — u p + t e n s i l e l o a d i n g , a n d ma k i n g — u p + c o mp r e s s i v e l o a d i n g . T h e a n a l y s i s o f t h e s i mu l a t i o n c a l c u l a t i o n s r e v e a l s t h e f a c t s a s f o l l o ws . Un d e r t h e ma k i n g — u p c o n d i t i o n, a n y c h a n g e o f t h e s h o u l d e r a n g l e r e ma r k a b l y a f f e c t s t h e s e a l i n g p e fo r r ma n c e o f s e a l i n g s u fa r c e o f t h e p r e mi u m c o n n e c t i o n, b u t o n l y s l i g h t l y a f f e c t s t h e s h o u l d e r ’ S a u x i l i a r y s e a l i n g p e r f o r ma n c e .Un d e r t h e
螺纹紧固连接粘滑现象分析与解决方案
螺纹紧固连接粘滑现象分析与解决方案作者:吴至轩来源:《时代汽车》 2018年第8期1引言当两个物体相互滑动时可能发生的自发的震动可称为粘滑现象。
生活以及自然界中粘滑现象多种多样,汽车或者火车的刹车声音;汽车行驶时轮胎与地面产生的噪音;在篮球场篮球橡胶鞋底与木质地板粘滑摩擦发出的“呲呲”音;利用粘滑摩擦发出声音的蚱蜢等。
通过摩擦显微镜我们也可以原子尺度上观察到粘滑现象。
少部分粘滑会给我们带来好处,而对于机械系统来说,粘滑现象往往带来不良影响。
本文从拧紧试验问题着手,研究了粘滑现象的机理,阐述了粘滑对拧紧试验及生产的危害影响,最后分析了影响粘滑的主要因素并给出了一种解决方案。
2问题提出螺栓(或螺母)拧紧过程中时常出现粘滑现象。
图1为传祺某车型底盘副车架与下摆臂连接点,在拧紧试验中设定拧紧到屈服,连续两次拧紧,扭矩值出现震荡,即产生了粘滑现象。
同时伴随螺母发出“嘎嘎”的尖刺声,以及拧紧设备产生强烈的振动,直到设备基于自动保护停止拧紧。
产生的拧紧曲线如图2。
3机理研究从工程角度分析,粘滑如同两个相互粘在一起又互相滑动的表面,此时摩擦力产生相应的变化。
在滑动开始前,摩擦力为静摩擦力,当滑动开始后摩擦力转为动摩擦力。
一般来说,静摩擦力会大于动摩擦力。
假设对物体施加一个力,当力足够大到克服静摩擦力,动静转换瞬间摩擦力会突然减小,螺栓(或螺母)相对被连接件转动速度突然上升。
基于此分析,一种常见的解释是摩擦因素随螺栓(或螺母)相对转动速度的增加而降低导致的负阻尼现象,此时摩擦力与时间关系曲线为锯齿状,这通常被认为是主要原因。
对于螺纹连接,粘滑拧紧往往出现在表面处理为非电解锌片涂层高强螺栓(或螺母)在拧紧过程中与表面处理为电泳漆面被连接件(支撑面)之间。
由于电泳漆摩擦因素远大于螺栓(或螺母)摩擦因素,且电泳漆耐磨性比非电解锌片涂层要差,涂层易被破坏;零件在电泳漆喷涂过程中很难避免表面产生缺陷或者颗粒等不良现象,从而进一步加剧表面质量的不稳定。
浅谈双台肩螺纹修理及检验存在的问题

浅谈双台肩螺纹修理及检验存在的问题为实现油气井的稳产增产,各个钻井公司都在要求提速提效,使用传统API的钻杆钻进,环空间隙小,循环泵压高,一方面钻井液携砂困难,易造成复杂的井下事故,另一方面高泵压极易造成井漏,引起井下复杂情况和诱发其它各种井下恶性事故,对钻井工程的危害极大。
与API标准钻杆相比,双台肩钻杆采用小接头外径,大接头内径,增大钻杆水眼直径和接头与井眼的环空面积,循环压耗低,有利于提高钻速,并且抗扭提高,在深井、超深井中表现尤为突出,受到钻井公司青睐。
目前在新疆西北油田和塔里木油田大规模使用,70%的左右的井在使用非标钻具。
二、存在的问题最近几年非标钻具的需求量增加,,各油田在各自市场推广使用。
各钻具厂家以及油田相继研发了各自的非标钻具扣型,比如塔里木油田的塔标钻具、格兰特的XT与HT系列、中原的ZY系列、威马的WM系列、海隆HL系列。
尤其在新疆工区,各类的非标钻具都有使用。
1、螺纹扣型规格杂,无统一的判修、加工、检验标准判修:各家的螺纹的锥面长度、白止、圆角半径、锥度、螺距、牙型角各不相同,另外是双台肩密封,在判修过程中也要考虑在其中,目前的螺纹判修依据都是根据API螺纹制定,部分检测项对特殊的双台肩螺纹不适应,各家的判修标准只能够根据各自的经验制定,但无法自我解释制定的依据,具有一定的随意性,钻井中存在螺纹失效的风险。
车修:双台肩螺纹台肩面由主、副两个台肩面组成,在使用以及回收过程中,经常出现外螺纹鼻端磕碰或挤扁、主副台肩面拉伤、内螺纹镗孔被挤扁,如果按照常规API螺纹车修标准,对台肩面进行修面即可。
但是双台肩螺纹是双密封,任何一次修面如果超差或者多次修面后对之前修面数据没有控制,有可能造成接头机紧后,内、外螺纹的副台肩面没有接触,起不到密封作用。
也有可能外螺纹长度过长或者内螺纹长度过短,出现内外螺纹副台肩面在机紧后扭曲变形。
部分双台肩螺纹锥度平缓、螺距大,完整牙型螺纹至台肩面的距离短(≤12.7 mm) ,为了达到一定的表面粗糙度要求,加工螺纹时还要有相当高的切削速度,这就使得刀具的纵向移动速度很快,另外又是双台肩螺纹,手工车床加工螺纹时,刀具与台肩面操作不当会相碰,操作工人必须全神贯注、反应灵敏、动作迅速,因此劳动强度很大。
旋转台肩式连接螺纹强度分析与结构优化
优化 , 优化结 果表明 , 有效提高 了连接螺纹 接头的强度性能 ,
对钴具连接螺纹设计和 结构改进具有重要的工程意义 。
旋转 台肩式连接 螺纹 强度分析 与结构优化
钻 井 工 具 在 井 下 承 受 的载 荷 异 常 复 杂 ,常 常承 受 内 外 压 、
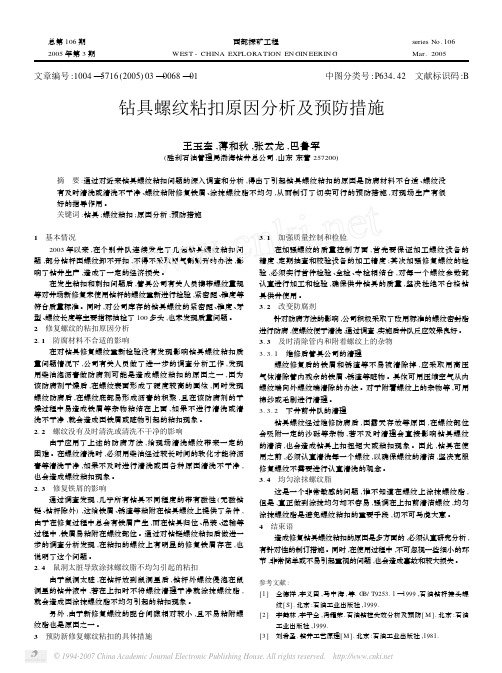
螺 纹载荷分 布特性表 明 ,靠近台肩 面端 的第 1啮合螺纹 牙承 担 了最多的载荷 第 2牙次之 ,第 3牙与 其后各牙承 受的载 荷最 小 ,并且 各牙之 间相 差不大 ,有限元的计 算结果与连接 螺纹 载荷分布 特性的 理论计算 结果趋势相 同 、结果相近 ,验
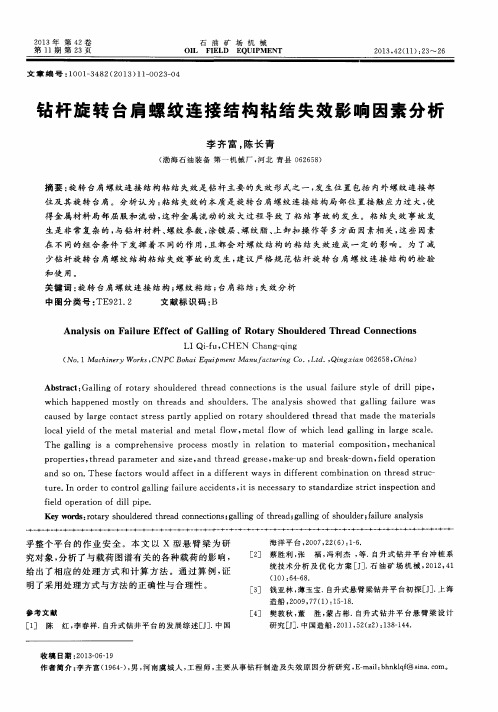
外螺纹应力 分布如 图 3所 示 ,外螺纹最大 应力位于 啮合 螺纹 第 1牙的螺纹根 部区域 ,最 大应力值表 明根 部材料 已发 生了塑性 流动 ,未啮 合完整螺纹 牙根部的应 力与第 1牙根部
有 限 元模 型应 力分 布 特性
因螺纹升角较 小 ,连接螺 纹接头简化 成轴对 称模型 进行
载 荷 和 边 界 条 件 :载 荷 主 要 考 虑 上 扣 扭 矩 载 荷 和 钻 压 载 荷 的 作 用 ,扭 矩 载 荷 通 过 螺 纹 面 和 台 肩 面 的 几 何 过 盈 来 实 现 。
妻
簇 4 0
墓 0 。 § 2 1 艇 ‰ 哪 拈 ¨
O 2 4 6 8
{她
l 0 1 2
;
1 4
啮合牙誊牙f 自 房面作 为牙编号 起输
图 2 连接螺纹 各牙轴 向载荷分布
边界 条件 约束为内螺纹底部端面轴 向约束 。
强度 应 力分 布特 性
连接螺纹各螺纹牙承 受的轴向载荷分布趋势如 图 2 所示,
几何模型
网格 模 型
钻具螺纹粘扣原因分析及预防措施
文章编号:1004—5716(2005)03—0068—01中图分类号:P634142 文献标识码:B 钻具螺纹粘扣原因分析及预防措施王玉奎,薄和秋,张云龙,巴鲁军(胜利石油管理局渤海钻井总公司,山东东营257200)摘 要:通过对近来钻具螺纹粘扣问题的深入调查和分析,得出了引起钻具螺纹粘扣的原因是防腐材料不合适、螺纹没有及时清洗或清洗不干净、螺纹粘附修复铁屑、涂抹螺纹脂不均匀,从而制订了切实可行的预防措施,对现场生产有很好的指导作用。
关键词:钻具;螺纹粘扣;原因分析;预防措施1 基本情况2003年以来,在个别井队连续发生了几起钻具螺纹粘扣问题,部分钻杆因螺纹卸不开扣,不得不采取用气割割开的办法,影响了钻井生产,造成了一定的经济损失。
在发生粘扣和刺扣问题后,管具公司有关人员携带螺纹量规等对井场新修复未使用钻杆的螺纹重新进行检验,紧密距、锥度等符合质量标准。
同时,对公司库存的钻具螺纹的紧密距、锥度、牙型、螺纹长度等主要指标抽检了100多头,也未发现质量问题。
2 修复螺纹的粘扣原因分析2.1 防腐材料不合适的影响在对钻具修复螺纹重新检验没有发现影响钻具螺纹粘扣质量问题情况下,公司有关人员做了进一步的调查分析工作,发现用柴油泡沥青做防腐剂可能是造成螺纹粘扣的原因之一,因为该防腐剂干燥后,在螺纹表面形成了硬度较高的固体,同时发现螺纹防腐后,在螺纹底部易形成沥青的积聚,且在该防腐剂的干燥过程中易造成铁屑等杂物粘结在上面,如果不进行清洗或清洗不干净,就会造成因铁屑或赃物引起的粘扣现象。
2.2 螺纹没有及时清洗或清洗不干净的影响由于应用了上述的防腐方法,给现场清洗螺纹带来一定的困难。
在螺纹清洗时,必须用柴油经过较长时间的软化才能将沥青等清洗干净,如果不及时进行清洗或因各种原因清洗不干净,也会造成螺纹粘扣现象。
2.3 修复铁屑的影响通过调查发现,几乎所有钻具不同程度的带有磁性(无磁钻铤、钻杆除外),这给铁屑、锈渣等粘附在钻具螺纹上提供了条件,由于在修复过程中总会有铁屑产生,而在钻具归位、吊装、运输等过程中,铁屑易粘附在螺纹部位。
双台肩钻具螺纹应力与密封性能影响因素分析

2021年第49卷第1期—20 —石油机械CHINA PETROLEUM MACHINERYV钻井技术与装备A双台肩钻具螺纹应力与密封性能影响因素分析"刘永刚▽尹成先1,2 丁宇奇彳(1.中国石油集团石油管工程技术研究院2.石油管材及装备材料服役行为与结构安全国家重点实验室3.东北石油大学机械科学与工程学院)刘永刚,尹成先,丁宇奇.双台肩钻具螺纹应力与密封性能影响因素分析.石油机械,2021, 49 (1): 20-27.摘要:钻具连接螺纹接头强度和密封性能会对钻具的正常工作产生直接影响。
为了保证油气 开采顺利进行,有必要对钻具螺纹接头进行强度和密封性能分析。
为此,以双台肩超高抗扭钻具连接螺纹为研究对象,考虑螺纹不对称性、螺旋升角以及主副台肩接触和螺纹齿面接触等因素, 建立了包含进刀槽和退刀槽的钻具螺纹接头三维有限元模型。
采用有限元分析方法开展了不同公差配合尺寸、不同载荷形式和不同材料下螺纹接头强度和密封性能分析。
研究结果表明:由于间 隙的存在,极限配合公差尺寸下螺纹应力比名义尺寸下螺纹应力大25%左右,且其副台肩密封失 效;弯矩使螺纹应力和接触压力分布均呈现一侧增大一侧减小的现象,轴向载荷使螺纹应力大幅增大,最大增大了 75%,同时主台肩密封失效;不同材料螺纹应力分布规律相同,在弹性模量减 小%的条件下,螺纹应力以及接触压力均减小8%左右。
因此,极限配合公差尺寸以及过大的轴向载荷会破坏螺纹接头的密封性能,材料对螺纹接头的性能影响不大。
研究结果可为钻具螺纹接头设计和应用提供参考。
关键词:钻具螺纹接头;三维有限元模型;应力;接触压力;进刀槽;退刀槽中图分类号:TE921 文献标识码:A DOI : 10. 16082/j. cnki. issn. 1001-4578. 2021. 01. 003Analysis on the Factors Influencing Thread Stress and SealingPerformance of Double-Shoulder Drilling ToolLiu Yonggang 1,2 Yin Chengxian 1,2 Ding Yuqi 3(1. CNPC Tubular Goods Research Institute ; 2. State Key Laboratory for Performance and Structure Safety of Petroleum Tubular Goods and Equipment Materials ; 3. College of Mechanical Science and Engineering , Northeast Petroleum University')Abstract : The normal operation of drilling tool is direcdy affected by the strength and sealing performance ofits threaded joint. Therefore , in order to ensure the smooth progress of oil and gas production , it is necessary to an alyze the strength and sealing performance of the threaded joints of drilling tools. Taking the connection thread ofdouble-shoulder ultra-high torsion-resistant drilling tool as the research object , the three-dimensional finite element model of the threaded joint of drilling tool including engage groove and retract groove is established by considering thread asymmetry , helix angle, primary-secondary shoulder contact and thread tooth surface contact. In addition , the strength and sealing performance of threaded joint under different tolerance fit sizes, load forms and materialsare analyzed by means of the finite element analysis method. The results show that due to the existence of the gap , the thread stress under the limit fit tolerance dimension is about 25% larger than that under the nominal dimension ,and the sealing of its secondary shoulder fails. Due to the existence of bending moment , the distribution of threadstress and contact pressure presents the phenomenon of increasing on one side and decreasing on the other side.*基金项目:国家自然科学基金项目“极端条件下气井油井管端力学行为及其螺纹密封机理研究”(51574198)。
钻杆旋转台肩螺纹连接结构粘结失效影响因素分析
得金 属材 料局 部 屈服 和流 动 , 这 种金 属 流动 的放 大过 程 导致 了粘 结事 故 的发 生。粘 结 失 效事 故发 生是 非 常复 杂的 , 与钻杆 材 料 、 螺纹 参数 , 涂镀 层 、 螺纹脂、 上 卸扣操 作等 多方面连接 结构 粘 结 失 效 影 响 因素 分析
李 齐富 , 陈 长 青
( 渤海石油装备 第 一机械厂 , 河北 青县 0 6 2 6 5 8 )
摘要 : 旋 转 台肩螺 纹连接 结构粘 结 失效是 钻杆 主要 的 失效形 式之 一 , 发 生位 置 包括 内外螺 纹连接部
LI Qi — f u, CH EN Ch a n g — q i n g
( No . 1 Ma c h i n e r y Wo r k s, CNPCBo h a i Eq u i p me n t Ma n u c t u r i n g C o ., Lt d ., Qi n gx i a n 0 6 2 6 5 8, Ch i n a )
2 0 1 3年 第 4 2卷 第 1 1 期第 2 3页
oI L FI ELD
石 油 矿 场 机 械 EQUI P ME NT
2 0 1 3 , 4 2 ( 1 1 ): 2 3 ~2 6
文 章编 号 : 1 0 0 1 — 3 4 8 2 ( 2 0 1 3 ) 1 1 - 0 0 2 3 — 0 4
中 图分类 号 : TE 9 2 1 . 2 文献 标识 码 : B
An a l y s i s o n Fa i l u r e Ef f e c t o f Ga l l i n g o f Ro t a r y S h o u l d e r e d Th r e a d Co n n e c t i o ns
怎样解决螺纹螺扣锁死问题

怎样解决螺纹螺扣锁死问题改善锁死产品使用注意事项:不锈钢与碳钢具有本质差别,不锈钢具有较好的延展性,使用不当则导致螺丝与螺帽配合后无法旋开。
即俗称的“锁死”或“咬死”。
改善锁死主要可以从以下几个方面考虑:1.正确选择产品:(1)在使用之前先确认产品的机械性能是否能满足使用要求(如螺栓的抗拉强度和螺帽的安全负荷);(2)螺栓的长度选择应恰当,以旋紧后露出螺帽1-2个牙距为准。
2.减少摩擦系数:(1)螺纹必须保持清洁;(2)使用前适当添加润滑剂(如:40#机油,黄油)。
3.正确的操作方法:(1)螺帽必须垂直于螺丝的轴线进行旋合,切勿倾斜;(2)在旋紧过程中,施力必须均匀,用力不可超过安全扭力值(附安全扭力矩表);(3)尽可能选用扭力扳手或套筒扳手,避免使用活动扳手或电动扳手;(4)在高温状态下使用时必须冷却,且使用时不要快速旋转,以免温度急速上升导致锁死(如电动扳手等)。
4.安全扭力矩参考表:(1)使用设备:扭力扳手、台虎钳、相匹配的套筒:(2)螺丝与螺帽性能等级; A2-70、304材质,抗拉强度:700N/mm?, 降伏强度:450 N/mm?;(3)作业模式:把螺丝头部垂直夹于台虎钳上,中间夹一块工件,一个平垫和一个弹垫,再套上螺帽均匀施力,当作用于螺帽上的力达到以下数值时,螺帽无法再顺利旋出。
(4)安全扭力矩表:单位:N.m 规格 M20-2.5 M18-2.5 M16-2.0 M14-2.0 M12-1.75 安全扭矩220 180 150 100 55 规格 M10-1.5 M8-1.25 M6-1.0 安全扭矩 40 40 9 注:以上数据系针对上述实验条件所得,仅供参考。
实际数据受施工条件影响不一,但最大不应超过此力矩。
螺扣咬死包括螺帽和螺栓咬死,栽丝和底扣咬死,这是最常见的问题。
原因分析:a. 上次回装时螺纹未清理干净,螺扣上有毛刺,表面粗糙。
b. 回装前螺纹有过损伤或装配时未涂高温防烧剂、润滑剂或二硫化钼等而盲目地旋上螺帽,导致螺纹咬死。
旋转台肩式螺纹的粘扣问题分析
2 1 材料 因素 .
许用接 触应力 与材 料 的强度 、 度有 关 , A I 硬 按 P SE D P C5 P规定 , 钻杆 接头 内螺 纹 的硬度 应 在 2 5— 8 3 1H W , 服强 度在 8 7~1 3 a 拉 伸强 度 ≥ 4 B 屈 2 1 8MP , 9 5 M a 如上 述指标 没 有 达 到 , 纹 表 面 的接 触 应 6 P , 螺 力就会 降低 。
影 响拆卸 , 即产生 粘扣 现象 , 现场操作 人员 经常说 螺
纹看 着很好 用 着 很 “ 肉” 就 是 因为 螺 纹 变 形 后 , , 不
紧密距 超差 的危 害在 于 , 如正 紧密距过 大 , 牙侧
已经 全部接 触 , 台肩 面 之 间有 距 离 , 而 须继 续 上 紧 ,
同接 头之 间互换 时 , 克服 已发生 的变形 所致 。 需
相互 嵌入 , 即冷焊 在一起 。按 粘扣 发生 的部位 , 可分
收稿 日期 :0 0—0 2 21 8— 4
影 响螺 纹粘 扣 的 因 素是 多 方 面 的 , 至是 几 个 甚 因素 的综合 结果 , 导 致 螺纹 粘 扣 的根本 原 因是 钻 但
具在 连接过 程 中 , 互 接 触 的公 母 螺 纹 螺旋 表 面 存 相
21 0 1年第 3 8卷第 1 期
探 矿 工程 ( 岩土钻 掘工 程 )
4 3
旋 转 台 肩式螺 纹 的粘 扣 问题 分析
王振 志 李艳丽 廖 红玲 , ,
( .- 1 6 家庄 探 矿 机 械 厂 , 河北 6家 庄 0 0 8 ; . 东 天乐 通 信 设 备 有 限公 司 , 东 佛 山 5 80 ) - 50 1 2广 广 2 30
螺纹粘扣的原因

螺纹粘扣是指螺纹连接件在使用过程中,由于螺纹的摩擦力不足以保持连接件的紧固状态,导致连接件松动或脱落的现象。
其原因可能有以下几个方面:
1. 螺纹质量问题:螺纹加工时,可能存在加工精度不足、表面粗糙度不够、螺纹牙型不正确等问题,导致螺纹质量不佳,摩擦力不够,从而导致螺纹粘扣。
2. 材料问题:连接件材料的硬度、韧性、弹性模量等因素也会影响螺纹的紧固力,如果材料本身的性能不佳,也容易导致螺纹粘扣。
3. 紧固力不足:如果螺纹连接件的紧固力不足,即使螺纹质量和材料都很好,也会出现螺纹粘扣的情况。
紧固力不足可能是由于螺纹孔径过大、紧固螺栓或螺母过小、紧固力不够等原因造成的。
4. 使用环境问题:连接件在高温、低温、潮湿等环境下使用时,会影响螺纹的摩擦力和紧固力,从而导致螺纹粘扣。
为了避免螺纹粘扣的问题,可以采取以下措施:
1. 提高螺纹加工的精度和质量,确保螺纹牙型正确、表面光滑。
2. 选择适合的材料,确保材料的性能符合要求。
3. 适当增加紧固力,确保连接件紧固牢固。
4. 注意使用环境,避免连接件在不适宜的环境下使用。
钻具失效分析

• API BULLETIN 5C3
套管、油管、钻杆和管线管 性能计算公式公报
提供了不同管子性能的计
算公式及有关其它发展和应用
的资料。
钻具失效分析
•API RP 7A1 旋转台肩接 头螺纹脂试验推荐作法
规定了钻具螺纹脂的材 料和试验方法。
钻具失效分析
API标准级别
包含了绝大多数管材、工具的尺寸 规格、钢级,解决了互换性问题。
钻具失效分析
钻进过程中钻柱受力
中和点及附近受力 钻柱上不受拉力又不受压力的位置称为
中和点。中和点将钻柱分为下部钻柱和 上部钻柱。 钻头在井底工作不稳定和不均匀送钻操 作,会使中和点移动。 中和点受交变载荷。 钻压不超过钻铤重量的80%,保证中和 点在钻铤上。
钻具失效分析
下部钻柱受力 下部钻柱(钻铤)大部分重量施
钻具失效分析
油田失效统计(2002)
失 效次 数
180
160
155
140
120
100
80
60
40
37
20 1
0
接头
钻杆
钻铤
钻具名称
钻具失效分析
塔指钻具失效
会战初期震击器、钻具稳定器、 转换接头、钢丝绳、取心工具失 效事故多。
目前钻杆失效、工具等失效事故 多。
吊卡事故发生多起。
钻具失效分析
• 几种常见的钻具失效形式
钻具失效分析
• 177.8mm钻铤NC50接头 • 内径57.2mm
BSR=2.54:1 • 内径71.4mm
BSR=2.73:1
钻具失效分析
• 内径=100mm BSR=4.16:1
钻具失效分析
油套管螺纹粘扣原因分析及研究现状
油套管螺纹粘扣原因分析及研究现状马刘宝;朱靖;赖兴涛【摘要】螺纹粘扣作为油套管中最常见的失效形式,一直是国内外石油管应用领域的研究重点.通过对粘扣失效机理的研究,分析了油套管螺纹在制造厂加工装配和油田现场使用过程中螺纹发生粘扣现象的各种原因,介绍了目前国内外抗粘扣技术的研究现状,探讨了进一步研究的方向.【期刊名称】《钢管》【年(卷),期】2011(040)003【总页数】4页(P27-30)【关键词】油套管;螺纹;粘扣;研究现状;原因;分析【作者】马刘宝;朱靖;赖兴涛【作者单位】宝山钢铁股份有限公司钢管条钢事业部,上海201900;宝山钢铁股份有限公司钢管条钢事业部,上海201900;宝山钢铁股份有限公司钢管条钢事业部,上海201900【正文语种】中文【中图分类】TE931+.2油套管的连接螺纹在拧接过程中发生粘扣,是油套管最常见的失效形式之一。
由于粘扣直接影响油套管管柱结构的几何尺寸及密封的完整性,所以是油套管现场使用中的大忌。
油套管抗粘扣性能是考核、衡量油套管产品实物质量水平的重要性能指标,也成为比较各油套管制造厂产品技术质量水平的重要标准。
根据ISO 13679:2002标准的最新定义,粘扣是一种发生在相互接触金属表面间的冷焊(Cold welding)。
这主要是指油套管上卸扣过程中,相互作用的内外螺纹的旋转表面在摩擦力的作用下,由于表面的粗糙度和形状误差的原因,造成从点接触开始,局部接触点上压力过高,超过基体金属屈服点的应力,从而在接触点产生塑性变形直到实际接触面积增加到足够支持其载荷为止,在塑性变形中如果没有镀层存在,或者镀层在切向运动时发生了破裂,则在温度作用下接触点两侧会发生局部再结晶、扩散或熔化等,表面之间极易发生粘合,从而产生冷焊现象。
而在油田实际使用过程和上卸扣实验操作中,通常认为上卸扣后螺纹表面无任何损伤则为完好,否则判定为粘扣。
不同国家、不同制造厂加工的油套管其抗粘扣性能有差别,同一制造厂加工的产品,不同规格、不同批次、不同时间内,其抗粘扣性能也有差别,甚至同一制造厂同一批次、同一时间、同一规格、同样的螺纹表面处理工艺,管体和接箍的化学成分、力学性能、螺纹参数、表面处理、螺纹脂、上卸扣操作等都完全符合API标准的情况下,其抗粘扣性能也有差别。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿日期:2010-08-24作者简介:王振志(1963-),男(汉族),河北石家庄人,石家庄探矿机械厂教授级高级工程师,机械设计专业,硕士,长期从事探矿工程机械研发工作,河北省石家庄市中山西路788号,hb_s h itan @163.co m 。
旋转台肩式螺纹的粘扣问题分析王振志1,李艳丽1,廖红玲2(1.石家庄探矿机械厂,河北石家庄050081;2.广东天乐通信设备有限公司,广东佛山528300)摘要:螺纹粘扣是钻具失效的常见形式。
旋转台肩式螺纹在目前的钻具螺纹中占很大比例。
通过对旋转台肩式螺纹粘扣产生原因的分析,指出材料、加工和使用因素对螺纹粘扣都会产生直接影响。
提出了预防粘扣的主要措施。
关键词:旋转台肩式螺纹;粘扣;钻具;钻具失效中图分类号:P634.8 文献标识码:A 文章编号:1672-7428(2011)01-0043-04Analysis on Thread -sticky i n Rotary -s houldered Th read s/WANG Zhen -zh i 1,LI Yan -li 1,LIAO H ong-li ng 2(1.Shij -i azhuang Exp l o ri ng M achinery P lant ,Sh iji azhuang H ebei 050081,Ch i na ;2.Guangdong T i anle T e lecom Equ i p m ent L t d .,Fuoshan G uangdong 528300,Ch i na)Ab stract :T hread -sticky is a popular fa il u re mode of drilli ng too,l and ro tary -shoulde red thread takes a g reat proportion i n drilling stri ng t hread .By t he analysis on the cause o f thread -sti cky i n rotary -shou l dered t hreads ,it is pu t forwa rd that t he m anufacture m ate ria,l processi ng and opera ti on factor have d irect i nfl uence .T he paper suggested t he m a i n m easures for thread -sti cky prevention .K ey w ords :ro tary -shou l dered thread ;t h read -sticky ;dr illi ng too ;l drilli ng too l fa il ure0 引言旋转台肩式螺纹广泛应用于各种钻具的连接。
钻具在施工中受力情况非常复杂,在正常的旋转钻进中,不仅要承受拉压、扭转、弯曲,还要承受内压、外压、热循环等综合应力的作用,而在整个钻具中螺纹连接部位是最薄弱的环节,在现场使用中钻具失效形式之一便是螺纹粘扣,此类失效约占整个钻具失效的50%以上。
由于螺纹粘扣导致钻具失效事故频繁发生,影响了钻井工程的正常进行。
因此,对旋转台肩式螺纹的粘扣问题进行分析探讨,对预防和减少钻具失效事故有实用意义。
1 粘扣的形式粘扣是一种发生在相互接触金属表面间的冷焊。
根据粘扣的程度,可分为轻度粘扣、中度粘扣和严重粘扣。
轻度粘扣时,螺纹牙型出现轻微变形或局部牙型磨损、掉块,但不影响螺纹的拆卸和使用;中度粘扣时,螺纹拆卸困难,强力拆卸后可见明显的螺纹损伤,如大面积牙型磨损等,如不修复,无法按原设计紧密距使用;严重粘扣时,螺纹副无法卸开,采用破坏手段剖开后,可见螺纹牙侧撕裂,公母螺纹相互嵌入,即冷焊在一起。
按粘扣发生的部位,可分为螺纹中部粘扣、台肩面损伤和其他部位粘扣,螺纹中部(即在螺纹母线中部)粘扣比较常见,约占粘扣现象的80%,其余两种发生的概率较少。
螺纹粘扣的宏观形貌见图1。
图1 螺纹粘扣的宏观形貌2 粘扣产生的原因影响螺纹粘扣的因素是多方面的,甚至是几个因素的综合结果,但导致螺纹粘扣的根本原因是钻具在连接过程中,相互接触的公母螺纹螺旋表面存在一定的粗糙度或形状误差,在摩擦力的作用下从点接触开始,造成局部接触点上的应力非常高,超过螺纹基体屈服点的许用接触应力,从而产生塑性变形,达到一定程度,螺纹接触点两侧会发生局部再结晶、扩散或熔化等变化,表面之间极易粘合形成冷焊。
2.1 材料因素许用接触应力与材料的强度、硬度有关,按API SPEC 5DP 规定,钻杆接头内螺纹的硬度应在285~341H B W,屈服强度在827~1138M Pa ,拉伸强度\965M Pa ,如上述指标没有达到,螺纹表面的接触应力就会降低。
2.2 加工因素造成的螺纹副几何偏差钻具螺纹一般为特梯形螺纹,牙型角、牙侧角、锥度、螺距等均影响螺纹副的几何精度,理想的状态是,除牙顶与牙底留有间隙外,牙侧工作面全接触,但加工中的偏差是必然的。
2.2.1 牙型角与牙侧角偏差当螺纹副的牙型角或牙侧角不一致时(见图2),接触的部位将承受比正常时更高的挤压应力,这种挤压应力的结果,一是使牙型变形,即俗话所说的一边倒,二是接触部位过快、过早地磨损,严重时影响拆卸,即产生粘扣现象,现场操作人员经常说螺纹看着很好用着很/肉0,就是因为螺纹变形后,不同接头之间互换时,需克服已发生的变形所致。
图2 牙型角与牙侧角偏差2.2.2 螺距偏差螺距偏差的后果是造成螺纹副的牙型单侧接触及在螺纹全长上的局部接触,对于单侧接触而言,情况与牙型一边倒相似,对于局部接触,则使螺纹副中的少数几个牙承受载荷,造成牙型变形或表面挤毁,一般螺距偏差造成的粘扣在螺纹全长的中部至螺纹小端的长度上。
2.2.3 锥度偏差锥度偏差使螺纹副全长上的每个牙型的工作高度发生变化,不论是大端或小端接触,同样产生受载不均匀现象。
相关研究人员通过对国内油田发生的钻具粘扣现象的分析发现:外螺纹锥度偏于下限,内螺纹锥度偏于上限都容易造成粘扣现象的发生。
2.2.4 紧密距偏差旋转台肩式螺纹的紧密距是一个很重要的综合参数,在牙型角、锥度、螺距等单项测量合格的基础上,将紧密距的偏差控制得越小,螺纹的精度越高。
理想的状况是,当螺纹副即将拧紧时,即公、母螺纹中径重合时,公母螺纹的2个台肩也接触在一起,再施加到预紧力矩时,螺纹副之间、台肩面之间均产生一个弹性变形,此时的螺纹副就成了一个整体,那么多大的紧密距是适宜的呢?以NC38螺纹为例,API给出的范围是:公螺纹S 2+0.254-0.127,母螺纹(S -S 1)+0.2540(其中:S 为校对塞规与校对环规的配对紧密距值;S 1为校对环规对工作塞规的互换紧密距值;S 2为校对塞规对工作环规的互换紧密距值)。
经推算,公母螺纹之间最大正紧密距0.254mm ,最大负紧密距0.381mm ,此紧密距值经多年实践证明是合理的、可靠的。
这里需要指出的一个问题是,关于紧密距测量的真实性问题,由于部分工厂的检验作业达不到API 所规定的现场检验条件,不使用规定的扭矩锤,螺纹表面不能用油布擦试干净,因此所测螺纹的单面螺距是不真实的,配对紧密距很可能是超差的。
紧密距超差的危害在于,如正紧密距过大,牙侧已经全部接触,而台肩面之间有距离,须继续上紧,造成牙侧过负荷而粘扣;如负紧密距过大,牙侧未接触时,台肩面已接触,此时只有螺纹小端与台肩面受载荷,极易造成螺纹小端及台肩面粘扣。
2.3 使用因素2.3.1 螺纹脂使用不当螺纹脂的作用除了降低螺纹旋合过程中的摩擦系数,在螺纹和台肩面之间形成一层致密的油膜,防止螺纹副干摩擦而损伤表面之外,还有一个更重要的作用是当公母接头上紧后,螺纹脂中的金属颗粒受到压力变形,填充了螺纹副及台肩面之间的间隙,形成/金属圈0,使接触面受载均匀。
但在使用时经常发生螺纹脂选择不当或者使用不规范的情况,例如若台肩处螺纹脂涂抹不均匀,出现了空白处,那么在形成的/金属圈0上就会有间隙和凹口,这样就会使高压钻井液漏失,刺坏台肩和螺纹,冲走螺纹脂及其中的金属填充剂,当继续钻进时,会发生粘扣现象,见图3。
另外,在多年的现场实践中,经常发现有人认为泥浆就可以做润滑液,这种认识是非常错误的,事实上泥浆不但不能做润滑液,而且由于泥浆中的岩液颗粒在螺纹副中扮演了磨粒作用,反而加快了螺纹表面损伤的速度。
2.3.2 操作不当螺纹副的旋合有2点要忌禁,一是未对正,二是旋速太高。
现场作业中处于旋接状态的钻杆均由游图3 由于缺乏螺纹脂而使螺纹粘扣动滑车(大钩)悬吊,滑车中心与转盘中心不对中(或司钻放绳量太大),都将使公、母螺纹的中心线处于斜交状态,此时若强力拧紧,势必造成接触牙型的损伤,更不必说公母对扣瞬间的冲击对螺纹副的损伤了。
现场操作中,凡有规律的螺纹中部粘扣均与上述原因直接相关。
旋速太高时,即便已对正的螺纹也会发生咬牙现象,严重时,其中一螺纹的齿顶就会损伤偶合螺纹的齿面。
2.3.3 旋紧扭矩不合理每一对旋转台肩式螺纹都有其设定的旋紧扭矩,当扭矩过小时,螺纹副之间没有达到预紧状态,在公母接头相互接触的台肩处没有形成足够的负荷,无法产生足够的弹性压缩变形,当钻具受压、振动或发生弯曲时,接头反复摆动,螺纹就会被反复松紧而研磨,导致螺纹变尖(见图4),或者台肩面分离,失去密封作用而发生被刺漏事故,公螺纹也会因为失去台肩面支撑致使在公接头根部与母接头啮合的第一扣附近出现应力集中区而发生根部折断。
图4 扭矩过小,螺纹被反复研磨变尖当旋紧扭矩过大时,牙型侧面和台肩面的载荷都会增大,如超过允用应力,就会发生挤毁现象,如继续下井使用则会产生粘扣。
2.3.4 维护保养不当在运输、吊装的过程中钻具螺纹很容易被磕碰,不管是牙型面还是台肩面,受到损伤的螺纹副再旋紧时,都会对偶合面产生破坏作用,严重时咬入对方体内,即产生粘扣现象。
另外,发生锈蚀的螺纹表面摩擦系数增大后,旋合时也容易造成表面损伤。
3 预防粘扣的措施3.1 适当提高材料硬度,做好表面处理工作目前制造接头的材料有4137H 、35C r M o 、40Cr 等,笔者认为应采用与钢厂协议订货的方式,降低其中的P 、S 含量,这样材料的硬度就可以提高,根据笔者的经验,当P 含量<0.020%,S 含量<0.015%时,材料的淬透性增强,螺纹副中径处的硬度可增加2HRC ,而屈服强度、拉伸强度等物理性能均不降低。
此外,螺纹副的表面处理对于防止粘扣起着至关重要的作用,目前有物理和化学两种手段。
物理手段主要是采用冷滚压、激光或等离子淬火等,目的在于改善表面的粗糙度,并提高硬度。