自动进出料系统技参
电石生产用原料上料、出料系统自动化措施
电石生产用原料上料、出料系统自动化措施[摘要]:近年来中国已成为世界最大的电石生产国,但电石生产所用原料的输送系统自动化程度却一直处于落后水平,绝大多数的输送还是靠人们在现场手动进行操作,通过电气控制来实现原料输送系统的启停。
这种传统的操作方式不但消耗了大量的劳动力,而且人员还存在一定的安全隐患。
因此,提升电石原料输送系统的自动化水平对降低员工的安全风险和劳动强度,提高设备的使用寿命和利用率具有重要意义。
本文主要是根据神木市电石集团能源发展有限责任公司电石炉所用原料上料、出料系统进行自动化改造,电石炉生产用原料上料、出料过程自动化的实现涉及计算机技术、通信技术、控制技术和网络技术等综合集成技术。
[关键词]:雷达料位计;接近开关;卸料小车;自动化1.国内电石生产现状生产过程自动化是指石油、化工、电力、冶金、轻工等工业部门以连续性物流为主要特征的生产过程的自动控制,主要解决各种生产过程中的温度、压力、流量、液位(或物位)、以及成分(或物性)等参数的自动监测和控制问题[1]。
十二五期间,中国电石行业就提出“提高自动化水平和机械化、改善工人劳动环境、降低能耗与物耗”的目标,至今在电石生产的自动化生产方面已经有了一定的提高,而且很多国内企业都在积极探索中,但总体而言,离最终的目标还有一定的距离。
目前由于电石生产所用原料上料、出料输送系统自动化水平落后,所占用的劳动力还是较为明显的,人员的安全得不到有效的保障,所处环境对员工的身心健康造成一定的伤害,再者,设备的利用率和使用寿命得不到有效的发挥。
同时,在生产增值增效,节能降耗以及稳定运行方面也得不到较大的成效,现就针对此现状研究改进的成果进行详细的剖析。
2.原料上料、出料系统自动化2.1.电石生产工艺流程碳化钙(CaC2)俗称电石。
工业品呈灰色、黄褐色或黑色,含碳化钙较高的呈紫色。
其新创断面有光泽,在空气中吸收水分呈灰色或灰白色,能导电,纯度愈高,导电性愈好。
自动上料配料系统方案
物料输送自动上料及配料系统方案一、项目概述锂电池负极材料生产线的前端DCS自动上料及配料系统。
该系统用于以石油炼解后的附产品石焦油为主要原料,通过物理及化学反应生产人工石墨生产线的自动上料、输送,自动配料,自动投放的系统控制,实现系统在线实时监测,信息、故障提醒、生成生产记录、统计报表等。
为业主提供准确可靠的数据报表、产出量报表等。
历史气候情况:该地区属于中亚温湿气候,年平均气温为17.3°C。
其中,一月份最冷,平均气温4.7C,历史上极端最低气温为零下15.1C,七月份最热,平均气温29C,极端最高温曾在8月初出现达40.4C。
全年平均降雨量为1612毫米,最多年份达2264毫米,最少年份只有1237毫米,降雨量集中在4—6月份,占全年的54%,7—9月雨量减少,不到全年的28%。
年相对湿度平均为79%,无霜期年平均为260天左右,年日照时数达1803小时。
石焦油参数:颗粒度(D50)8~10um,常规散装堆积密度为:0.3~0.45,最低为:0.22,挤压后最大密度为:1.1含水率:小于0.2%,物料安息角:,硬度:1-2.工艺流程要求连贯、可靠、严禁出现跑漏冒等恶性事故的发生,确保系统全年正常生产。
生产线按年度需定期检查,提起排除故障隐患。
1、用户需求分析(1)、产品规模生产要求系统具有更大的产能、更高的稳定性;(2)、降低人工上料劳动强度、改善员工工作环境、提高计量精度;(3)、粉体及液体物料均应自动上料、自动计量;(4)、每次生产的不同配方(原料配比)均可在电脑上进行操作;(5)、生产过程实现自动化控制及远程监控,同时可根据操作级别设置就地操作和急停。
(6)、对储料罐设置上限和下限报警,超限停机。
2、项目设计、制造、安装、检验标准DCS自动上料及配料系统在设计、制造和验收过程中应符合国家相关技术规范和标准,并以最新版为准。
包括但不限于下列标准:GB/T9969—2008工业产品使用说明书总则GB/T14436—1993工业产品保证文件GB/T6587—1986电子测量仪器GB/T7724—2008称重显示控制器技术条件JJG555—1996非自动秤通用检定规程QB1563—2003衡器产品型号编制方法GB/T7551—2008称重传感器GB/T14249.1—93 JJG649-90电子衡器安全要求数字称重显示器GB/T14249.2-93电子衡器通用技术要求GB/T5185-1985气焊、手工电弧焊及气体保护焊,焊缝坡口的基本形式与尺寸GB1184形状和位置公差、未注公差的规定GB1901公差与配合尺寸至500mm孔、轴工差带与配合GB/T1804一般公差线性尺寸的未注公差GB1764漆膜厚度测定法JB/TQ4000.3焊接通用技术条件IEC/GB电动机技术标准GB324-88钢焊缝符号表示法GB8923涂装钢材表面锈蚀等级和除锈等级GB9286色漆和清漆漆膜的划格试验JB8产品标牌JB/ZQ4000.3焊接通用技术要求B/ZQ4286-86包装通用技术条件GB4208外壳防护等级分类TJ231(四)GBJ17-88机械设备安装工程施工及验收规范钢结构设计规范GB191-2000包装储运图示标志GB3797-89电控设备第二部分装有电子器件的电控设备GB4064-83电气设备安全设计导则GB14285-93继电保护和安全自动装置技术规程GB/T1459898-91电气装置安装工程电气设备交接试验标准GB1497-85低压电器基本标准二、本方案自动上料及配料系统组成生产线配料主要完从与混料机下部料仓星型给料机下部开始:通过1号物料输送机f2号物料输送机f1~12号下料器—1〜12计量仓f1~12号仓下料排料阀f1~12号水平输送机f1~12号釜口气动球阀止。
自动进出料系统技参
工作动力
液压驱动
Hydraulic driven
2
蘑菇阀尺寸
Mushroom valve dimension
DN-700mm
技术优势Technical advantages
1
蘑菇阀球头采用模压制造,球头表面光洁易清洗;
The head of mushroom valve is manufactured by molding, the head surface is glabrous and easy clean.
Door lock system with safe bolt which is patented designed is independent monitoring and interlock working.It makes the performance be more safe and relibale.
4
新型蘑菇阀具有很高的密封性和准确性,可完全防止内泄漏;
New-fashioned plate flange of mushroom valve is used the secondary process which has very high sealing quality and accuracy.These can thoroughly prevent the inside leak.
D、制冷系统
Refrigeration system
序号
SN
名称
Name
型号/规格/材质
Model/Specifications/Material
数量
Number
1
压缩机型号及数量
Compressor model and
自动料线原理

自动料线原理
自动料线是一种自动化生产设备,能够实现连续的物料输送和自动处理。
其工作原理基于以下几个主要步骤:
1.物料进料:自动料线首先需要通过进料口接收物料。
可以通
过传送带、机械臂等方式将物料放置在进料位,待处理物料数量达到设定值后,自动料线开始工作。
2.物料传送:自动料线利用传送带、输送机械臂等装置将物料
从进料位传送到加工位置。
物料可以沿着直线或曲线路径传送,根据生产需求和设备设计进行调整。
3.自动处理:在加工位置,自动料线会根据设定的处理程序对
物料进行加工、组装或其他操作。
可以使用机器人臂、工作台等设备完成相关操作。
自动处理的过程中,可能需要涉及传感器来检测物料的位置、方向等信息,以实现准确的操作。
4.物料分拣:经过自动处理后,物料可能需要根据不同的要求
进行分类和分拣。
这一过程可以通过机器视觉或其他传感技术进行判别和处理。
自动料线可以根据预设条件将物料导向到不同的出料位,以实现分类和分拣功能。
5.物料出料:最后,自动料线将加工好的物料通过出料口输出。
可以使用机械臂、传送带等方式将物料转移到出料位置,以便后续的包装、贮存或运输。
总结起来,自动料线的工作原理主要包括物料进料、物料传送、
自动处理、物料分拣和物料出料等步骤,通过各种设备和技术的协作,实现物料的自动化连续处理。
这种设备的应用能够提高生产效率、降低劳动强度,适用于各种生产环境和行业。
自动送料装车系统PLC控制系统正文

-自动送料装车系统PLC控制系统设计宜春学院物理科学与工程技术学院自动化专业王强指导老师:唐勇波摘要:利用可编程序控制器(PLC)适应性强、可靠性高、维护方便等特点,采用PLC实现送料装车系统,使物料能够自动传送和装车,减少劳动力,提高生产效率。
本设计以系统的控制要求为出发点,进行了系统的硬件设计和软件设计(如梯形图和指令表等)。
并且采用PLC编程软件GX Developer,对梯形图进行编写,仿真和调试,测试结果表明采用PLC控制器能够达到设计要求。
关键词:PLC;自动送料;硬件设计;软件设计ABSTRACT: Programmable logic controller referred to PLC, It is characterized by high adaptability, high reliability, easy maintenance, etc. This design uses the PLC to realize feed loading system control requirements. And it makes materials automatically transmit and loading, reduce the labor force, improve production efficiency. This design is to control demand as the starting point of the system, introducing the hardware design and software of the system, such as ladder diagram and instruction list. Also this design uses PLC programming software GX Developer to write ladder diagram, simulate and debug. The test results show that adopting PLC can meet the design requirementsKEY WORDS:PLC; Automatic feed; Hardware Design; Software Design总结-目录1. 前言 (1)1.1 系统设计的意义 (1)1.2 PLC的应用现状及发展趋势 (1)1.3 设计的主要内容 (1)2. PLC控制系统的硬件设计 (2)2.1 系统的控制要求 (2)2.2 系统的主电路图 (3)2.3 PLC机型的选择 (4)2.4 PLC容量的估算 (4)2.5 PLC输入、输出模块的选择 (4)2.6 按钮、开关类电器的选择 (4)2.7 熔断器的选择 (4)2.8 继电器的选择 (5)2.9 接触器的选择 (5)3. PLC控制系统的软件设计 (5)3.1 自动送料装车系统流程图 (5)3.2 统计输入、输出点数和选择PLC的型号 (6)3.3 PLC输入、输出端子的分配 (6)3.4 PLC输入、输出端子接线图 (6)3.5 三菱PLC编程软件GX Developer (7)3.5.1 GX Developer简介及功能 (7)3.5.2 使用GX Developer编写梯形图 (7)3.6 PLC控制程序的设计 (10)3.6.1软件设计方法 (10)3.6.2 PLC控制程序的分步设计过程10结论 (13)辞 (14)参考文献 (15)附录 (16)附录1 自动送料装车系统总梯形图 (16)附录2 PLC控制程序总体指令表 (19)总结-总结-1. 前言1.1 系统设计的意义自动送料装车系统是基于PLC控制而设计的系统,该PLC控制系统实现了物料的自动传送和装车功能,代替了过去采用的人力运送物料。
专用数控铣床自动进出料设计

编号:毕业设计说明书题目:专用数控铣床自动进出料系统设计学院:机电工程学院专业:机械设计制造及其自动化学生姓名:学号:指导教师单位姓名:职称:题目类型:☐理论研究☐实验研究☑工程设计☐工程技术研究☐软件开发2014年5月26日本次毕业设计名为专用数控铣床自动进出料系统设计,从研究数控铣床加工中心工作台入手,借鉴国内外先进经验,设计了一个适合与加工中心工作台匹配的自动进出料装置,完成具有动作快速、定位准确以及可以长时间连续作业等优点的自动进出料装置设计,满足了生产和设计的需要,主要设计包括一套专用夹具、输送机构等主要部件。
认真了考虑“实用、安全、经济”等各项因素,进行必要的方案计较后,最终确定最佳方案为专用夹具选用了电动装置作为夹紧装置,设计了压杆及内外压板进行工件的夹紧、定位。
输送机构选用了机电装置,采用了步进电机、滚动直线导轨、滚珠丝杠螺母副和联轴器等进行工件的自动进出料。
设计主要进行了与加工中心工作台匹配的输送机构自动进出料装置以及专用夹具的结构设计,并进行了分析。
论述了采用步进电机、滚动直线导轨、滚珠丝杠螺母副以及电动夹紧装置的优点。
详细介绍了主要部件的结构设计过程及相关的计算校核。
另外汇总了有关技术参数。
关键字:自动进出料;夹具;步进电机;滚珠丝杠副The graduation project dedicated CNC milling machine automatic feeding system design called out, starting from the research bench CNC milling machining centers, advanced experience at home and abroad, has designed a device suitable for automatic access to material processing center table with matching finish with action automatic feeding device designed out fast, accurate positioning and long-time continuous operation, etc., to meet the needs of production and design, the main components of the major design includes a dedicated fixture, transportation agencies.Seriously considering "practical, safe and economical" and other factors, make the necessary care program after finalization.Choose the best solution for special fixtures electric device as a clamping device, designed inside and outside the bar and clamping plate workpiece positioning. Delivery mechanism chosen electromechanical device, using a stepper motor, linear guides, ball screw pair and couplings for automatic access to material of the workpiece.The graduation project dedicated CNC milling machine automatic feeding system design called out, starting from the research bench CNC milling machining centers, advanced experience at home and abroad, has designed a device suitable for automatic access to material processing center table with matching finish with action automatic feeding device designed out fast, accurate positioning and long-time continuous operation, etc., to meet the needs of production and design, the main components of the major design includes a dedicated fixture, transportation agencies.Keywords: automatic access to materials;fixture;stepper motor;ball screw目录引言 (1)1 绪论 (2)1.1 国外数控机床业自动进出料的发展状况及趋势 (2)1.2 国内数控机床业自动进出料的发展状况及存在问题 (2)1.3 课题研究的目的及意义 (3)1.4 课题主要任务 (3)2 总体方案设计 (3)2.1 方案拟定 (3)2.1.1 输送机构的设计方案 (3)2.1.2 专用夹具的设计方案 (5)3 专用数控铣床自动进出料装置机械结构设计 (7)3.1 滚珠丝杠副的设计 (7)3.1.1滚珠丝杠副主要尺寸参数 (7)3.1.2滚珠丝杠副的支承形式 (8)3.1.3 滚珠丝杠副轴向间隙的调整与预紧 (8)3.1.4滚珠丝杠副的计算与选型 (8)3.1.5滚珠丝杠副的安装联接尺寸 (11)3.2 导轨的选型 (12)3.2.1直线滚动导轨副的工作原理与装配方式 (13)3.2.2直线滚动导轨副的计算与选型 (14)3.2.3直线滚动导轨副的安装联接尺寸 (15)3.2.4导轨间隙的调整 (15)3.2.5 导轨材料的热处理 (15)3.2.6 导轨的润滑和防护 (16)3.3 联轴器的选型 (16)3.4 电机的选型 (18)4 专用夹具设计 (20)4.1 定位方案 (20)4.1.1定位方案的选择 (21)4.2 夹紧方案 (21)4.3 夹具装配图 (25)4.4夹具装配图上的尺寸、公差和技术要求 (25)4.5 夹具经济性分析 (26)5 主机支架设计 (27)6 自动进出料装置控制系统简介 (29)7 总结 (30)谢辞 (31)参考文献 (32)引言随着机械制造产业的发展,自动控制系统在工业上的应用越来越广泛,如工业自动化机床控制,计算机控制,机器人等。
基于plc的出料门自动控制系统

基于plc的出料门自动控制系统摘要本研究旨在设计和实现一种基于PLC的出料门自动控制系统,以提高工业生产的自动化水平和生产效率。
该系统通过传感器和执行机构实时监测和控制出料门的开关状态,实现了自动排放和关闭物料的功能。
通过实验和测试,验证了该系统的稳定性和可靠性,为工业生产过程的自动化控制提供了有效的解决方案。
关键词:PLC;自动控制系统;出料门;传感器;执行机构;工业生产AbstractThe purpose of this study is to design and implement an automatic control system for discharge gate based on PLC, in order to improve the level of automation and production efficiency in industrial production. The system adoptssensors and actuating mechanisms to monitor and control the opening and closing of the discharge gate in real time, achieving automatic discharge and closure of materials. Through experiments and tests, the stability and reliabilityof the system are verified, providing an effective solutionfor the automation control of industrial production processes.Keywords: PLC; Automatic control system; Discharge gate; Sensor; Actuating mechanism; Industrial production1.引言随着工业技术的不断发展和进步,自动化生产已成为各行各业提高生产效率和降低成本的重要手段。
URS-2100 loading system (1)
冻干制剂自动进出料系统用户采购要求说明书User’s Requirements Specification数量 2 套(包括相关附件等)买方地址卖方地址版本历史本采购说明适用于以下设备:名称冻干制剂自动进出料系统型号数量共2 套1. 总说明General本项目是一个系统工程项目。
项目编号:2008—03—NP15。
甲乙双方均为此设立项目组和项目经理,项目经理即为联系人。
This project is a system project. Project No: 2008-03-NP15. Both XX and the Vendor should set up a Project Team for this project. Project Manager should be the contact person本用户要求说明书(URS-2102)是对冻干制剂线(西林瓶)自动进出料系统(Automatic Loadingand Unloading System)的设计、制造、材质、控制系统、检查和测试、文件、包装运输发货、安装调试、验证、操作使用培训的说明和最低要求。
This URS-2102 is used for the minimum requirement for design, fabrication, material, control system, FAT, documentation, packing& transportation, installation/commissioning, validation and training for a lyophilisation line (vial) automatic loading and unloading system所有设备的设计、制造、材质、检查和测试、制造厂内测试(FAT)(包括试运行与验证)、用户现场最终检查和测调试(SAT)等活动由卖方负责并由买方人员参加复核及批准,SAT 部分将由双方人员共同实施并签署各项调试、验收的有关报告。
自动进出料系统urs
自动进出料系统用户需求User’s Request Specification文件编号:版本号:编制:审核:批准:1、目的该文件旨在从项目和系统的角度阐述用户的需求,主要包括相关法规符合度和用户的具体需求,这份文件是构建起项目和系统的文件体系的基础,同时也是系统设计和验证的可接受标准的依据。
2、范围本文件的范围涉及到了对此定制冻干机移动式自动进出料系统的要求,供应商应以URS将作为详细设计以及报价的基础。
供应商在设计、制造、组装时必须要按照URS来执行。
3、缩略词列表Term 术语Definition 定义CD Compact Disc压缩磁盘EU-GMP European –Good Manufacturing Practice欧盟药品质量管理规范FAT Factory Acceptance Test出厂验收测试GAMP Good Automated Manufacturing Practices良好的自动生产规范GMP Good Manufacturing Practices药品生产质量管理规范HMI Human Machine Interface人机界面IQ Installation Qualification安装确认ISO International Standards Organization国际标准组织MOC Material Of Construction建筑材料OQ Operational Qualification运行确认Ph Phase阶段P&ID Process and Instrument Diagram.工艺流程图PLC Programmable Logic Controller可编程逻辑控制器RTD Resistance Temperature Device 电阻温度设备SAT Site Acceptance Test现场验收测试SOP Standard Operating Procedures标准操作规程SS Stainless steel不锈钢WFI Water For Injection注射用水EPDM Ethylene―Propylene―Diene tripolym er 三元乙丙橡胶Hypalon 氯磺化聚乙烯4、设备标准设备必须符合以下标准、规范:4.1 GMP 法规●中华人民共和国药典(2010版)●药品生产质量管理规范(2010版)●中华人民共和国药品管理法实施条例4.2 行业标准设计、制造、材料、所有部件的供应以及配置必须基于并符合中国相关规范、要求和准则。
PLC实现自动送料装车系统

PLC实现自动送料装车系统摘要:PLC的定义有许多种。
国际电工委员会(IEC)对PLC的定义是:可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用可编程序的存贮器,用来在其内部存贮执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。
可编程序控制器及其有关设备,都应按易于与工业控制系统形成一个整体,易于扩充其功能的原则设计。
引言:PLC具有通信联网的功能,它使PLC与PLC 之间、PLC与上位计算机以及其他智能设备之间能够交换信息,形成一个统一的整体,实现分散集中控制。
多数PLC具有RS-232接口,还有一些内置有支持各自通信协议的接口。
配料工人收到每天的生产作业表后, 将依次对每种原料进行称重。根据配料的多少, 先计算每种成分的重量,然后在各种成分的料桶中取料,送到电子称上进行称重,最后进行包装。在这个过程中工人工作繁重,出错率高,称重重量无监测,生产数据无纪录等不能保证企业的生产工艺。文中以PC机编程,可编程逻辑控制器(PLC),现场总线技术等现代工控技术为基础,开发了以PC机为上位机, 以PLC作为下位机的自动配料系统。在整个生产过程中,一旦生产计划制定完成,计算机将按照计划对每种原料进行称重,不再需要人工来干预。在这个过程中工人只是进行取料,由计算机通过电子称发来的数据校核重量,减轻了工人的工作负担,提高了工作效率。关键词:通信,传送,配料1 监控系统的结构与功能1.1 监控系统的结构自动配料监控系统由两台计算机作为整个系统的人机界面。
其中一台为主站,完成全部系统参数设定、过程监控、数据记录;另一台作为从站,以主站为依托,主管后配料系统的数据设定、过程监控。
主站直接同三菱PLC系统、前配料秤自动控制仪表和后配料秤相通信。
前配料监控系统现场采用密封型接线盒,防尘、防潮,可确保信号传输可靠。
前配料秤仪表采用专用工业过程控制仪,通过RS一485总线与中控室实现通信,既可独立控制,又可实现PLC联机控制。
设备选型及技术全参数

合同附件三主要备技术参数1、板式给料机规格型号GL80×400生产能力10~45 m3/h输送线速度 1.4-5.4m/min轴中心距4000mm运转方式步进式控料方式闸板式配用动力7.5kw外形尺寸4700×1900×14502、反击锤式破碎机规格型号GXPC100×80生产能力15~25m3/h最大进料粒度150mm出料粒度0-5mm锤头旋转半径500mm配用动力75kw外形尺寸1900×1800×22003、滚筒筛规格型号GS450×150生产能力30~40M3滚筛长度4500mm滚筛直径1500mm配用动力 5.5 Kw外形尺寸5600×1720×2500 4、双轴搅拌机规格型号SJ360×40生产能力30~40M3/h搅拌槽长度3600mm搅拌轴中心距400mm主轴转速46转/min配用动力55 Kw外形尺寸5950×2330×1040 5、可逆移动式输送机胶带机移动速度0.294 m/s胶带机带速 1.0 m/s 胶带宽度600mm轨距900 mm移动机构动力 3.0 Kw 胶带动力 5.5 Kw6、液压多斗挖掘机规格型号DWY50生产能力40-50m3/h 斗臂最大仰角45°斗臂最大俯角30°行走速度0-30m/min料斗容量 4.5×10-2m3配用动力3+7.5+7.5 Kw 外形尺寸12000×2500×3000mm 7、箱式给料机规格型号JXGD80×400生产能力10~45米3/时输送线速度 1.4-5.4m/min输送带宽度800mm控料方式闸板式电机功率7.5Kw外形尺寸4700×1900×14508、强力搅拌挤出机规格型号SJJ300×40生产能力30~40 m3/h搅拌槽长度2450mm搅拌槽宽度1086mm挤出端长度550mm主轴转速57转/min搅拌轴中心距400mm配用动力75kw外形尺寸5600×1400×10009、混料机规格型号PC100×80功率75 Kw生产能力35-45 m3/h运转直径1000mm外形尺寸1250×1680×160010、KQZ自动切条机切条长度900-1300mm切条宽度≦330mm切条高度240mm运条线速度96m/分配用动力Y90L-6-1.1KWY90S-4-1.1KW 外形尺寸2500×650×1140mm 11、QP自动切坯机切割高度240mm往复行程550mm切割频率20次/分配用动力Y132S-4-5.5KWY90L-4-1.5KW 外形尺寸1800×1520×1550mm 12、双级真空挤出机规格型号JKY60/60-40生产能力16000~20000 块/小时泥缸直径600mm挤出压力 4.0Mpa上级转速32转/min下级转速20转/min配用动力75/215 Kw外形尺寸7500×2200×280013、 SK-12真空泵最大抽气量12立方米/分钟吸入压力10.8Mpa极限压力-0.093Mpa转速970转/分钟进出口直径80mm冷却介质水配用动力Y200L1-6-18.5KW外形尺寸2000×600×950mm14、自动码坯系统规格型号ZQM-6功率16.4 Kw生产能力15000块/h(折标砖)码坯夹头数量6夹头每次码坯数量288块KP1码坯运行周期 1.0-2.5min/次最大码坯高度 1.6m夹坯压力0.5Mpa坯垛尺寸1m2坯垛间距250mm适用窑车4600mm×4350mm15、液压步进机最大顶推力153KN×2工作行程1500mm缸体直径Φ125mm活塞直径Φ70mm配用动力Y160L-4-15KW外形尺寸3070×1300×640mm外形尺寸(液压站)900×700×730mm16、 BD摆渡车载重量15000Kg窑车规格 4350×6900mm窑车轨距2640mm配用动力Y132S-6-3KWY80M2-4-0.75KM外形尺寸5200×2860×400mm17、隧道式干燥窑干燥室热源为隧道窑制品冷却余热及部分高温烟热、窑顶空腔换热和车底空气换热。
基于PLC的机械手自动上下料控制系统设计

智能 控制 技术 ・
王学 良
张秋 菊
基 于 P C的饥械 手 自动 上 下料控 制 系统设计 L
5 9
基 于 P C的 机械 手 自动 上 下料 控 制 系统 设计 L
王 学 良, 张秋 菊
( 南大 学 机械 工程 学 院 机械 电子 工程 系 , 江 江苏 无锡
242 ) 1 12
伺 服 系统 和精 确 的位 置传 感 器保 证 机 械 手 动 作 的快 速 与 准 确 定位 。 该 系统 的应 用 , 效 地 缩短 有
了齿轮 磨床 上 下料 时间 , 高 了生产 效 率和整 机 自动化 水 平 。 提 关 键词 : 齿机 ; 下料 系统 ; 磨 上 伺服 系统 ;L PC
21 02年 8月 中 国制 造业 信息化
第4卷 1
第 1 5期
l 机床砂轮 :一 工件安装 座 ;一上下料机械手 14 一 2 3 ;一防护门 ;一 甩油装置;一滑动导轨 ;一上下料机械手 2 8 5 6 7 ;一输送机 ;一气爪 9
图 1 总体方案示意 图
制器 , 是整个控制 系统 的核心 , 主要完成信号 的采 集 和处 理 、 服定 位 控 制 、 伺 自动 上 下 料 控 制及 甩 油
装 置控 制等 功能 。系 统输 入输 出信 息 见 表 1输 出 ,
信 号 主要包 括 4轴 伺 服 系统 的 脉 冲输 出 , 油 装 甩
点信号 , 各气动元件的到位信号以及伺服驱动器的 反馈 信号 等 , 些信 号对 于控 制系 统 的安 全性 和 可 这
靠性 至关 重要 。
机 械 平 】 F运动 机 械 予 l 转 运 动 州 机 械 平2L F运 动 机 械 手2 转 运 动 N
振动给料机系列主要技术全参数

振动给料机系列主要技术全参数1.动力系统参数:振动给料机的动力系统主要由电机、减速器和振动器组成。
主要参数包括电机功率、转速、振动器振幅和频率等。
2.给料能力:给料能力是指振动给料机每单位时间内能够传送的物料数量。
它取决于设备的结构设计、振动力的大小以及物料的性质等因素。
3.输送速度:输送速度是指振动给料机传送物料的速度。
它可以通过调整振动器的振幅和频率来控制。
4.输送距离:输送距离是指物料从振动给料机的进料口传送到出料口的距离。
它取决于设备的长度和斜度。
5.输送角度:输送角度是指物料在振动给料机输送过程中的角度。
它可以通过调整振动角度来控制。
6.输送粒度:输送粒度是指振动给料机能够处理的物料粒度范围。
不同型号的振动给料机有不同的处理能力。
7.振动特性:振动特性是指振动给料机在工作过程中的振动特点。
包括振动频率、振幅、振动方向等。
8.结构材料:振动给料机的结构材料主要包括钢材、铸铁、不锈钢等。
不同的材料可以适应不同的工作环境和物料性质。
9.控制方式:振动给料机可以采用手动控制和自动控制两种方式。
自动控制方式可以实现设备的远程控制、自动停机等功能。
10.维护保养:振动给料机的维护保养主要包括清洗设备、润滑设备、检查电气设备等。
不同型号的振动给料机有不同的维护保养要求。
总之,振动给料机系列主要技术参数涵盖了动力系统参数、给料能力、输送速度、输送距离、输送角度、输送粒度、振动特性、结构材料、控制方式和维护保养等方面。
了解这些参数可以帮助用户选择适合自己需求的振动给料机。
自动化上下料系统的设计
专题描导自动化上下料系统的设计*□林建兵眉山职业技术学院四川眉山620010摘要:针对某企业数控机床加工法兰产品,设计了自动化上下料系统。
介绍了这一自动化上下料系统的供料装置、传输系统、装夹系统,给出了工作流程,并进行了生产验证。
这一自动化上下料系统可靠性好,实现了机床的连续加工,并在一定程度上提高了生产效率与产品稳定性,为中小微制造企业实施升级提供了参考。
关键词:自动化上料下料系统设计中图分类号:TH165 文献标志码:A文章编号=1000-4998(2021)01 -0001 -04Abstract :An automatic loading and unloading system was designed in a company for processing of the flange product by CNC machine tool.The feeding device,transmission system,and clamping system of this automatic loading and unloading system were introduced,the work flow was given,and the production verification was carried out.This automatic loading and unloading system,featuring good reliability,realizes continuous processing of machine tools,improves production efficiency and product stability to a certain extent, and providing a reference for small,medium and micro manufacturing enterprises to implement upgrades.Keywords : Automation Loading Unloading System Design1设计背景“中国制造2025”提出智能制造是五大核心工程之一,装备制造企业要紧密围绕制造领域关键环节,充分集成信息技术,开发智能产品和自主可控的智能装置,紧扣关键工序智能化、关键岗位机器换人、生产过程智能优化控制,建设智能工厂与数字化车间,实现产业升级,技术进步。
大料仓技术参数

大料仓技术参数大料仓(或称大型储存仓、储料仓)是用于存储大量散装物料的设备,广泛应用于矿山、建材、粮食储备等行业。
一个典型的大料仓技术参数可能包括以下内容:1. 容量:大料仓的容量是其最重要的技术参数之一,通常以立方米(m³)为单位。
根据使用需求,容量可以从几十立方米到几千立方米不等。
2. 尺寸:料仓的直径和高度是定义其结构的重要参数。
直径通常从几米到二十几米不等,高度也相应变化,以适应不同场地和储存量的需求。
3. 材料:料仓的材料选择对其耐用性和使用寿命至关重要。
常用的材料包括碳钢、不锈钢、混凝土等。
不同材料具有不同的耐腐蚀性、强度和成本。
4. 出料方式:料仓的出料方式多样,包括重力流出、螺旋输送、皮带输送等。
出料口的设计要保证物料流动顺畅,避免堵塞。
5. 进料方式:进料方式通常设计为顶部进料,可以通过皮带输送机、斗提机等方式将物料送入料仓。
6. 支架结构:料仓需要稳固的支架结构以确保安全。
支架可以是钢结构或混凝土结构,必须有足够的承重能力。
7. 安全装置:料仓设计中应包含必要的安全装置,如避雷针、防爆阀、压力释放系统等,以防粉尘爆炸或其他安全事故。
8. 控制系统:现代料仓通常配备自动控制系统,以实现物料进出的自动化管理,提高操作效率和安全性。
9. 环保要求:料仓的设计还需要满足环保要求,减少物料在储存和输送过程中的扬尘和泄漏。
10. 附加功能:根据特定需求,料仓还可以配备加热、冷却、搅拌等功能,以保持物料的品质或改善流动性。
这些技术参数的具体数值会根据实际的应用场合、储存物料的性质、用户的需求等因素来确定。
设计和制造时需要综合考虑这些因素,以确保料仓的性能和安全。
上料自动化系统(一)

上料自动化系统(一)引言概述:上料自动化系统是一种自动化设备,用于快速、准确地将原材料或半成品投入生产线或加工设备中。
该系统的设计目的是提高生产效率、降低人工成本以及减少人为错误。
本文将从五个方面深入介绍上料自动化系统的原理和应用。
正文内容:1. 系统构成- 上料机械臂:用于搬运原材料或半成品,并将其放置在指定位置。
- 传感器:用于检测物料的位置、形状和重量,确保准确上料。
- 控制器:负责指挥机械臂的动作和与其他设备的通信。
- 输送系统:将原材料从仓库或其他区域输送到生产线或加工设备。
2. 工作原理- 传感器检测:通过对原材料进行扫描、称重或其他方式的检测,确定其位置和状态。
- 数据处理:控制器接收传感器的反馈并根据预设的参数进行判断与计算,确定机械臂的动作。
- 机械臂操作:根据控制器的指令,机械臂将原材料或半成品从指定位置取出并放置在指定位置。
- 输送系统协调:输送系统根据机械臂的动作,实现原材料的顺利输送,保证上料效率。
3. 应用领域- 制造业:上料自动化系统广泛应用于汽车制造、电子产品制造和食品加工等行业,提高生产效率和质量。
- 仓储物流:上料自动化系统可以实现进出库物料的自动化处理,减少人工操作和时间成本。
- 包装行业:通过自动上料系统,可以快速将产品投放到包装线并进行包装,提高包装速度和准确性。
4. 优势与挑战- 优势:上料自动化系统可以提高生产效率、减少人为错误、降低人工成本,提高产品质量。
- 挑战:系统设计和维护成本较高,需要专业知识和技能;不同类型的原材料需要适应不同的机械臂和传感器。
5. 技术发展趋势- 人工智能:通过引入人工智能技术,上料自动化系统可以更加灵活智能地处理各种类型的原材料。
- 机械臂创新:随着机械臂技术的发展,更多功能更强大的机械臂将应用于上料自动化系统中。
- 数据分析:利用大数据分析技术,可以对系统运行情况进行监控和优化,提高系统的稳定性和效率。
总结:上料自动化系统是一种能提高生产效率、降低成本、提高质量的重要设备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SJ0SU9S 9Jn;BJ9dlU91
p
diuei pesq Xe|spslui;q;i/v\lulu09/NG
XWsOfl^^^ogi-Na
pod6ui/v\9!a
£
19l£ ISIV
sdid
p9|IOOJ9SU9PU09
乙
19l£ ISIV口率
J9SU9PU0Q
器曝叙
jsqiu nN
12
开门角度
Open angle
等于90度
Up to 90°
13
视镜方向
Position of viewing port
根据用户要求确定视镜在等高位置方便观察
According to user's requirements
14
门密封条
Sealing strips for doors
T型硅橡胶
T-shaped silicone rubber
序
号
SN
名称
Name
型号/规格/材质
Model/Specifications/Material
数量
Number
1
干燥箱
Chamber
进口AISI 316L不锈钢
1套
2
板层
进口AISI 316L不锈钢
1套
Shelves
尺寸:1525X1495X24mm
12+1层
3
箱门
Door
AISI 316L不锈钢(部分)
6
lusiusjinbsj sisdsse
0屮q;i/v\ spjoooesjoluqoiq/v\6uipuod屮。冋d ueo sjoopjojsdu;s 6ui|B3S psdeqs-i leiosds
w
leusiei/^/suoiieoijiosds/lspoiAi
91UBN
NS
(soiAsp uoipsnoo;usa|os 'sclicl ps|ioo q;i/v\) JSSUSPUOQ
OW)常曝叙 '日
J9;9LU0Jp9dS
sseiu Luni|3q Xq ;ss;sq; ;no psujeo ||esjbsssoq3|qix3|^ 'ssAisqs 'jsqiueqo
技术优势
Technical advantages
1
不锈钢板材均采用进口板材,保证箱体表面光洁度,从而保证无菌要求;
Stainless steel plates are all importation. Ensure the finish of chamber surfaces, and then ensure the asepsis requirement.
door自动上下往复运Fra bibliotek优选翻转式Automatic seesaw motion
19
小门粗糙度
Finish of pizza door
Raw0.4卩m
20
小门驱动电机
Drive motor for pizza
door
德国SEW
21
小门密封
Gaskets for pizza door
真空时硅橡胶0型圈密封
4
平整度
Level
±0.5mm/m
5
板层最低温度
Shelves temperature Min
-55C
6
板层最高温度
+80C
Shelves temperature Max
7
板层温度均匀性
Shelves temperature
Uniformity
±1°C(空载平衡后)
±1°C(soak stage)
8
a
9jn;BJ9dlU9;u6issa
圍聲44探
乙
Bd|/\|gLO
sjnsssjd u6issa
H丑U探
1
sj9;9iuejed soueiujojjsd诲誓噩刊
19l£ ISIV
6uioi-9p
」oj||eqXejds
9
萃乙
|9A9-| V 90UB;S!S9J IOH 00 Hd
舵V冈因碎00Hd
15
门特殊结构
侧面开大门+正面小门
Side door open+Front pizzza door
16
小门材料
Material of pizza door
AISI 316L
17
小门外包壳
External cover of pizza
door
AISI 304
18
小门开启方式
Opening type of pizza
AISI 316L stainless steel (Section)
1套
4
干燥箱视镜
Viewing port (chamber)
DN-150 mm带延时照明灯
DN-150 mm With time delay head lamp
2个
5
验证孔
Validation port
3D设计3D design
1个
O-shaped silicone rubber gasket in vacuum state
正压时硅橡胶M型圈密封
M-shaped silicone rubber gasket under positive pressure
22
进料方式
Feed way
等高进料,进料高度950mm
Equal height, the height for feeding is 950mm
搁板间距
Spacing
120mm
9
干燥箱外形
Chamber type
长方型
Rectangular
10
保温层
Insulation
硅酸铝和聚氨酯发泡材料
Aluminum silicate and polyisocyanurate foam
11
开门方向
Open direction
根据用户要求确定
According to user's requirements
6
安全插销门锁系统
Door lock system with
safe bolt
“东富龙”独特设计
Unique design by Tofflon
1套
7
制品测温探头
Product sensors
Pt-100热电阻A级
Pt-100 Hot resistance A Level
3支
8
导热油温度探头
Temperature sensors
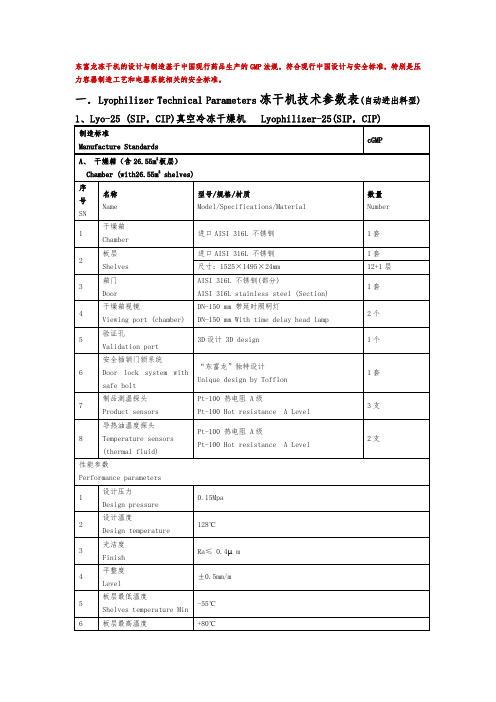
东富龙冻干机的设计与制造基于中国现行药品生产的
力容器制造工艺和电器系统相关的安全标准。
GMF法规,符合现行中国设计与安全标准,特别是压
Lyophilizer Technical Parameters
1
制造标准
Manufacture Standards
cGMP
A干燥箱(含26.55m2板层)
2
Chamber (with26.55m shelves)
(thermal fluid)
Pt-100热电阻A级
Pt-100 Hot resistance A Level
2支
性能参数
Performance parameters
1
设计压力
Design pressure
0.15Mpa
2
设计温度
Design temperature
128 °C
3
光洁度
Finish
Ra< 0.4m