端子检验规范(含表格)
AC线插头端子检验规范(含表格)

AC线插头端子检验规范(IATF16949-2016/ISO9001-2015)1.0目的:1.1确保生产所需AC线插头类端子均能正确检验,以确认其符合品质要求。
2.0范围:2.1AC线插头端子包括正标VDE、非标VDE、插头插片、法国头、英国头等;2.2AC线插头端子入料检验和制程材料确认。
3.0职责:3.1IQC负责根据相关WI对来料进行检验。
3.2SQE负责NG处理。
4.0名词定义:无5.0步骤:5.1. 确认以下资料是否完整:●供应商在合格供应商清单上●有零件承认书和工程资料●有公司确认的参考样品备注:如上任何一条不完整,不可进行检验。
5.2 抽样方案:具体参照《检验抽样管理规范》LK-3-E-001中二级检验水准单次抽样计划执行正常检验,采用AQL:MAJ0.25进行抽样。
5.3 检验内容与记录:注:1.表中打*的项目,每批检验须有记录,其它各项在有异常呼需要时备注或附上相关记录2.尺寸规格依据物料承认书或公司零件图中之数据保持二位小数取得,其公差不变;尺寸检验合格时,将实测的最大值与最小值记录于报告中,若有尺寸检验不合格时,将重点检验不合格数据全部记录于检验表单中。
3.对于外观:全部内容都需要检验到位,记录3~5个重要方面即可。
4.检验项目为本公司设备、治具、能力所无法验证之部分的物料,则依供应商之出厂检验报告为保证依据。
5.若客户有特殊要求,依客户要求标准执行。
5.4将检验结果写入“IQC检验报告”中。
5.5将检验结果填入“供应商品质履历表”中。
5.6在外箱贴上“PASS”“REJ”或“WAIVE”标签。
5.7不良处理:如果发现不良则填写“材料不良状况联络单”照会SQE并按不合格品控制程序进行处理。
6.0相关文件:6.1物料承认书6.2公司各产品工程图面6.3进料检验管理程序6.4检验抽样管理规范6.5不合格品控制程序7.0使用表单:7.1 IQC检验报告IQC进料检验报告(2).xls7.2 材料不良状况联络单材料不良联络书.xls7.3 供应商品质履历表供货商品质记录履历表.doc附件:常用端子磅力一览表。
端子检验规范(含表格)
端子类检验规范(IATF16949-2016/ISO9001-2015)1.0目的:确保生产所需端子类材料均能正确检验,保证其符合品质要求。
2.0适用范围:2.1接插件所用的所有端子;2.2端子材料入料检验和制程材料确认。
3.0定义:无4.0步骤:4.1确认以下文件/样品是否完整:4.1.1供应商在合格供应商清单上4.1.2有工程图纸4.1.3有公司确认的参考样品备注:如上任何一条不完整,不可进行检验。
4.2抽样方案具体要求见《抽样检验规范》。
4.3检验内容与记录:NO 项目内容检验设备备注1 包装包装完整、无受损、厂商、标示正确、日期、ROHS等2* 外观外观完好、无刮伤、受损、氧化、变目视/MAJ形电镀、表层不氧化、无水痕、光泽、不粗糙对比AQL0.253* 尺寸依照物料承认书或产品工程图面游标卡尺4 材质确认依照物料承认书或产品工程图面、样品目视供应商提供报告5 铆压磅力测试具体要求见附件一拉力计2PCS/批C=06* 插拔力测试具体要求见附件二拉力计N=5盘C=04.3.1表中打*的项目,每批检验须有记录,其它各项在有异常和需要时备注或附上相关记录。
4.3.2尺寸规格、磅力、插拔力依据物料承认书或公司零件图中之数据保持二位小数(四舍五入)取得,其公差不变;尺寸检验合格时,将实测的最大值与最小值记录于报告中;若有尺寸检验不合格时,将重点检验不合格数据全部记录于检验表单中。
4.3.3所测插拔力数据记录于IQC检验报告的“可靠性”一栏中。
4.3.4插拔力测试:分别从不同的盘中取出端子,再与配套的胶壳进行测试,至少要测5个值;若本盘出现不良,需从本盘中再抽5个端子重新进行测试,后取平均值,若OK则合格。
4.3.5对于外观:全部内容都需要检验到位,记录3~5个重要方面即可。
4.4将检验结果记录于“IQC检验报告”中。
4.5在外箱及每一小包装上贴上“PASS”、“REJ”或“WAIVE”标签。
4.6不良处理:如果发现异常填写“材料不良状况联络单”,并按“不合格品控制程序”进行处理。
接线端子来料检验规范
无
4.0 工作程序
4.1检验类型
抽样检测,参照品质部抽样计划标准书中正常检查一次抽样方案进行抽样检验。
4.2外观检验
外表无刮伤痕迹,无破损现象,倒置无固定螺钉漏出,且有厂商提供的产品合格证明及环保证明。
4.3检测设备
螺丝刀、标准导轨、万用表
4.4 检验方法
4.4.1根据接线端子规格书或图纸,使用卡尺测量,判断是否符合尺寸要求。
5.0 附件及表格
5.1《来料检验报告》LH-QR-71
第三层次文件
接线端子来料检验规范
文件编号:LH-WI-B-08
版 次:A.0
生效日期:2019-09-20
编制:日期:
审核:日期:
批准:日期:
版本变更历史
版本
页次
变更内容简单描述
生效日期
A.0
3
新发行
2019/09/20
1.0 目的
规范接线端子来料检验,保证接线端子来料质量。
2.0 适用范围
适用于本公司所有产品所用接线端子。
4.4.2随机抽取几个接线端子。
4.4.3将抽取的端子逐个安装到导轨上,观察固定的是否牢固,端子有没有出现变形、开裂的现象。
4.4.4使用小一字螺丝刀对接线端子进行反复松紧多次后,螺丝未出现不能打紧的情用表应发出蜂鸣声音;用万用表的红黑表笔分别接触接线端子的一对接线端,万用表发出蜂鸣声即为合格。
端子类检验标准 模版
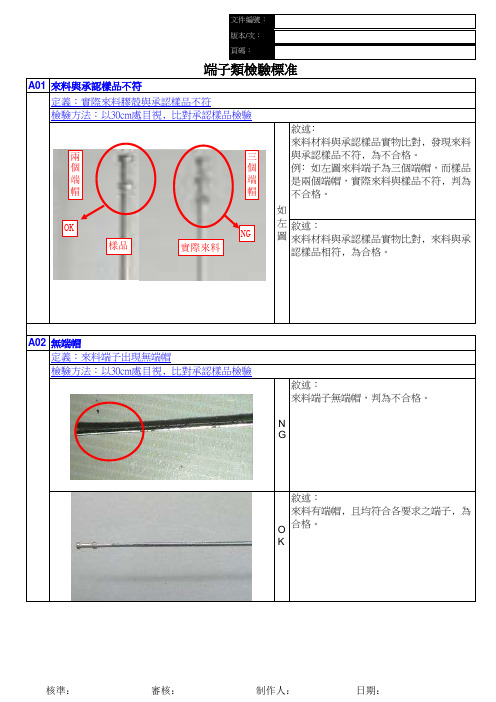
OK 樣品
NG 實際來料
如 左 敘述: 圖 來料材料與承認樣品實物比對﹐來料與承
認樣品相符﹐為合格。
A02 無端帽 定義:來料端子出現無端帽 檢驗方法:以30cm處目視﹐比對承認樣品檢驗
敘述: 來料端子無端帽,判為不合格。
N G
敘述: 來料有端帽﹐且均符合各要求之端子﹐為 O 合格。 K
核準:
審核:
敘述:
來料端子上無發黑﹐判為合格。 O K
A06 端子彎曲 定義:來料端子有歪斜現象 檢驗方法:以30cm處目視﹐比對承認樣品檢驗:
審核:
制作人N :
日期:
文件編號: 版本/次: 頁碼:
敘述: 端子來料嚴重彎曲﹐判為不合格。
端子類檢驗標准
N G
敘述: 來料端子輕微彎曲﹐且不影響使用﹐判為 合格。 O K
敘述﹕ 來料端子上有氧化生鏽﹐判為不合格。
N G
核準:
審核:
敘述: 制作人:來料端子上無氧日化期生:鏽﹐判為合格。
文件編號:
版本/次: 頁碼:
端子類檢驗標准敘述:
來料端子上無氧化生鏽﹐判為合格。
O K
A05 端子發黑 定義:來料端子上有發黑現象 檢驗方法:以30cm處目視﹐比對承認樣品檢驗
敘述: 來料端子上有發黑﹐判為不合格。 N G
核準:
審核:
制作人:
日期:
A07 端子露銅 定義:來料端子上有露銅現象 檢驗方法:30cm處目視
核準:
審核:
敘述: 來料端子明顯露銅﹐判為不合格。
N G
敘述: 來料端子上無露銅﹐且電鍍好﹐判為合格 。 O K
制作人:
日期:
A08 端子發黃 定義:來料端子上有發黃現象 檢驗方法:30cm處目視
端子检验规范

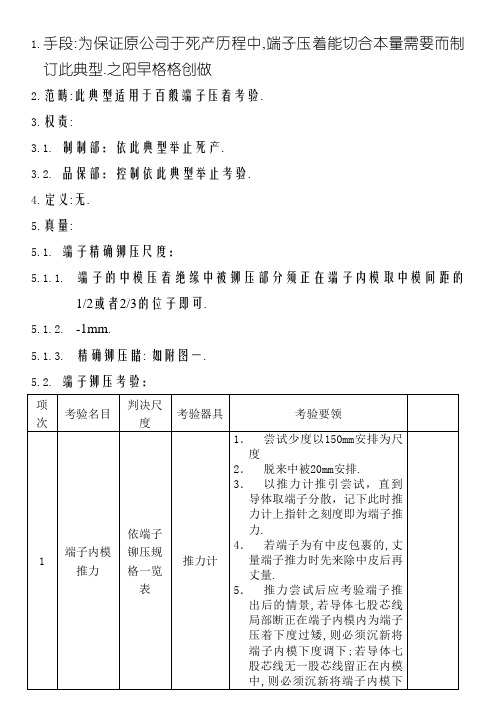
1.目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.2.范围:此规范适用于各类端子压着检验.3.权责:3.1.制造部:依此规范进行生产.3.2.品保部:负责依此规范进行检验。
4.定义:无。
5.内容:5.1.端子正确铆压标准:5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可。
5.1.2.端子的内模压着导体后外露部分须超过0。
2-1mm。
5.1.3.正确铆压见:如附图一.5.2.端子铆压检验:项次检验项目判定标准检验器具检验方法1 端子内模拉力依端子铆压规格一览表拉力计1.测试长度以150mm左右为标准2.脱去外被20mm左右。
3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力.4.若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量。
5.拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着高度过低,则必须重新将端子内模高度调高;若导体七股芯线无一股芯线留在内模中,则必须重新将端子内模高度调低.(除铆压双并线端子外) 6.双并线合铆压在一端子时,端子内模时不得有芯线导体外露。
双并线之拉力在拉力规格范围内即可,不要求符合5条.项次检验项目判定标准检验器具检验方法2 端子内模高度依端子铆压规格一览表分离卡3 端子外模绝缘被覆损伤露芯线或滑出为不允收摇摆导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整.5.3.端子铆压检验标准:项次检验项目判定标准不良图示说明检验方法1外观绝缘外被压着过长不允收。
(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
目视2 绝缘外被压着过短不允收(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落.目视3 尾料切断部分,所剩下之料头超过1mm.不允收量测项次检验项目判定标准不良图示说明检验方法4 外观端子内模有导体外露(分叉).不允收目视5 导体压着过长(导体过于靠近端子头部)不允收,此现象将造成端子不易与H。
端子压接外观检验标准

压接要求
1.压接片顶部必须压紧线皮 2.线皮底部须最少180°贴紧线皮 3.压接片允许开口最多45 °
此处须看到喇口
弹片及端子无损和变形
末端可见线芯
端子压接尺寸及外观要求 (IPQC检查及员工自检) 1.线材的准备(参见线材备线标准) 2.检查剥皮长度、线材长度、芯线剥皮损 伤情况; 3.检验余料长度 4.导体压着区检验 A,压接高度,宽度及压接形状,背面批批 不超过0.1mm B,拉拔力要求(参见《端子压接高度与拉 拔力测量方法指引》 C,导体压接部位必须完全闭合并包含所 有线芯 D,后喇叭口必须可见 E,导体末端必须平齐、伸出压接区 4.绝缘皮压接 A,压接尺寸和压接形状,无特殊要求情 况下压接高度取决于线材的大小, 以能压紧线皮不刺穿为标准 B,摇摆测试,手握离线头6、7cmt处, 上下弯折线90°,无松脱则说明已 压紧,瑞检查线皮无刺破则可接受 C,除压接外线皮无损伤 5. 弹片及端子的配合区区损伤、变形
线股终端在导体铆
端子损伤---NG
端子未紧贴绝缘皮---NG 绝缘皮没有被铆接 端子完全铆压---NG
线皮压接区变形---NG;
压区不可见---NG
余料过长---NG
端
子
压
接
此处须看到绝缘皮和导体
标
准
通用要求
名词 1.绝缘皮检查窗口 2.喇叭口(前/后) 3.刷尾检查窗口 4.锁紧片 5.绝缘铆压区 6.导体压接区 7.端子结合区 8.料带残耳 9.压接柱停止耳朵 此处须看到余料 此处允许出现喇叭口
后喇叭口的高度应 为端子材料厚度的2 倍,有喇叭口,小 于2倍,可接受 此处须看到导体
股线与端子铆接区平齐,可接受; 股线有松散,但无超出铆接端子宽度,可接受
接线端子来料检验规范
接线端子来料检验规范
文件编号:LH-WI-B-08
版 次:A.0
生效日期:201Байду номын сангаас-09-20
编制:日期:
审核:日期:
批准:日期:
版本变更历史
版本
页次
变更内容简单描述
生效日期
A.0
3
新发行
2019/09/20
1.0 目的
规范接线端子来料检验,保证接线端子来料质量。
2.0 适用范围
适用于本公司所有产品所用接线端子。
5.0 附件及表格
5.1《来料检验报告》LH-QR-71
4.4.2随机抽取几个接线端子。
4.4.3将抽取的端子逐个安装到导轨上,观察固定的是否牢固,端子有没有出现变形、开裂的现象。
4.4.4使用小一字螺丝刀对接线端子进行反复松紧多次后,螺丝未出现不能打紧的情况即为合格。
4.4.5将万用表打到欧姆档,红黑表笔短接,万用表应发出蜂鸣声音;用万用表的红黑表笔分别接触接线端子的一对接线端,万用表发出蜂鸣声即为合格。
3.0 定义
无
4.0 工作程序
4.1检验类型
抽样检测,参照品质部抽样计划标准书中正常检查一次抽样方案进行抽样检验。
4.2外观检验
外表无刮伤痕迹,无破损现象,倒置无固定螺钉漏出,且有厂商提供的产品合格证明及环保证明。
4.3检测设备
螺丝刀、标准导轨、万用表
4.4 检验方法
4.4.1根据接线端子规格书或图纸,使用卡尺测量,判断是否符合尺寸要求。
端子检验标准

部门
技质部
材料或规格
/
版本:A
B
Ⅱ
0.25
目视
封样
重量
G≥额定重量的98%(每批抽100个取其平均值)。
C
Ⅱ
0.65
电子秤
性能
1、耐热性:经180℃X2h后,表面无明显变色。
B
Ⅱ
0.25பைடு நூலகம்
烘箱
2.端子与引线连接良好
B
Ⅱ
0.25
实际装配
尺寸
参考图纸
B
Ⅱ
0.25
卡尺
装配
与线圈盘两引线装配良好。
B
Ⅱ
0.25
实际装配
检验要求及注意事项:
1、装配检验每批抽检10个,判定水平Ac/Re=0/1。
项目类别
检测项目及技术要求
特性
抽样水平
AQL值
检验工具
参考图及其它说明
外观
1、端子表面光滑,无明显电镀(镀银,镀锡)不良、伤痕、杂点、杂色、
2、无明显变形、熔接痕、表面无氧化现象。
C
Ⅱ
0.65
目视
封样
具体尺寸见图纸
2、颜色与封样一致且均匀,无变色及颜色不良现象
C
Ⅱ
0.65
结构
按图纸,与封样样品一致。
2、其余项目按封样样品和《抽样标准》执行。
标记
签字
日期
标记
处数
编制/日期
审核/日期
批准/日期
何玉琼2014-3-27
熊杰2014-3-27
张卫民2014-3-27
万佳生活电器
物料类型
五金件
零部件进货检验作业指导书
物料重要等级
接线端子检验标准
2、主体表面杂色、披锋,包装良好,表面光滑、无损伤、刮痕
√
3、端子固定位螺丝松动。接线端子上螺丝不齐全
√
结
构
游标卡尺
1、外形尺寸符合材料确认书。
√
试装
2、螺丝与螺母试装无滑牙,无偏位,无孔位不适。
√
导体为H68铜、含铜50%、镀铬,绝缘材料为防火阻燃的PC料或陶瓷。
电气性能
耐压测试仪
1、耐压:端子承施加于塑胶与螺母之间的,其电压值为4KV/Ac,历时60S的交流,漏电流设定1MA,无超漏击穿现象。
3、针燃试验,用蜡烛燃烤,离接线端子台20-30mm,50S端子台的燃烧物体滴溅到薄纸上不被击穿。
√
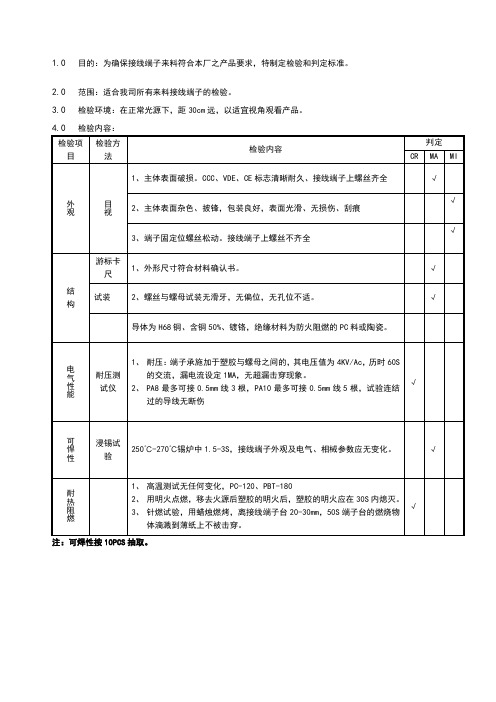
注:可焊性按10PCS抽取。
2、PA8最多可接0.5mm线3根,PA10最多可接0.5mm线5根,试验连结过的导线无断伤
√
可悍性
浸锡试验
250℃-270℃锡炉中1.5-3S,接线端子外观及电气、相械参数应无变化。
√
耐热阻燃
1、高温测试无任何变化,PC-120、PBT-180
2、用明火点燃,移去火源后塑胶的明火后,塑胶的明火应在30S内熄灭。
1.0目的:为确保接线端子来料符合本厂之产品要求,特制定检验和判定标准。
2.0范围:适合我司所有来料接线端子的检验。
3.0检验环境:在正常光源下,距30cm远,以适宜视角观看产品。
4.0检验内容:
检验项目
检验方法
检பைடு நூலகம்内容
判定
CR
MA
MI
外观
目视
1、主体表面破损。CCC、VDE、CE标志清晰耐久、接线端子上螺丝齐全
接线端子成品检验规范
ELETECH ENTERPRISE LTD.ADD: 8E,815 BaiZhang East Road NingBo China 宁波怡泰国际贸易有限公司TEL: 0574- FAX:0574-接线端子抽样检验规范批准页二零零五年四月接线端子成品抽样检验标准一、目的:1、为了确保厂商出货品质2、确保本公司本系列产品品质的一定水准及符合客户要求3、让工厂和公司有一个共同的标准及依据二、适用:本规范适用于所有接线端子三、本规范按IEC 60410正常检查一次抽样方案进行四、本规范合格质量水平AQL规定如下五、抽样:1、抽样时以一张订货单为单位。
2、若为倾向性的缺点,则无论缺点数如何一律判定为退货,由厂商复检改进后再通知本公司派人员去复检。
3、本规范为一般常见之缺点,若有未尽事项,可随时修订或增减之。
若未列出项目有危及人身安全或直接影响产品之特性者为致命缺点或重缺点,其它缺点为轻缺点。
4、检验后在判定上如有争议,则与厂部的品保部门或生产单位主管派人员与公司商讨判定。
六、产品简介该产品是用来连接电线电缆用的。
234三、机构部分No. 不良现象缺失标准检验方法适用机种CR MA MI 备注1 外壳材料不符,规格或等级用错等①按合同和结构数据表核对所有*2 重要外观尺寸不合格②游标卡尺所有*3 塑件阻燃测试失败阻燃测试仪所有*4 螺丝旋转不灵活手感所有*5 螺丝头部不是锥形目测所有*6 螺丝不能压紧对应规格电线手感所有*7 产品中的铜件和螺丝在螺丝完全旋松的情况下掉出来目测所有*备注:螺丝铜件配合要精确.验货时要将螺丝在铜件内旋进,旋出若干次,观察是否灵活.若不灵活要返工.①螺丝为钢,铜件为黄铜②如附图规格L(mm) B(mm) H1(mm) Φ(mm) E1(mm) E2(mm) H2(mm)4mm2 3A 93 17 12.5 2.8 8 5.8 86mm2 6A 115 19 15.5 3.2 9.5 6.2 910mm2 10A 129 20.7 16.5 4.2 11 7.6 1012mm2 15A 138 22.5 19 4.4 12 8.4 10.714mm2 20A 138 25 19 4.7 12 8.4 10.716mm2 30A 163 25.5 20 5.5 14 9.5 1225mm2 60A 185 29 25.5 6.7 16 10.8 1535mm2 80A 206 32.6 27 7.5 17 15 1440mm2 100A 255 45 34.5 9 21.5 20 22.35。
端子检验规范
1.手段:为保证原公司于死产历程中,端子压着能切合本量需要而制订此典型.之阳早格格创做2.范畴:此典型适用于百般端子压着考验.3.权责:3.1.制制部:依此典型举止死产.3.2.品保部:控制依此典型举止考验.4.定义:无.5.真量:5.1.端子精确铆压尺度:5.1.1.端子的中模压着绝缘中被铆压部分须正在端子内模取中模间距的1/2或者2/3的位子即可.5.1.2.-1mm.5.1.3.精确铆压睹: 如附图一.5.2.端子铆压考验:度调矮.(除铆压单并线端子中)6.单并线合铆压正在一端子时,端子内模时出有得有芯线导体中露.单并线之推力正在推力规格范畴内即可,出有央供切合5条.项次考验名目判决尺度考验器具考验要领2 端子内模下度依端子铆压规格一览表分散卡3 端子中模绝缘被覆益伤露芯线或者滑出为出有允支摇晃导体中被压着后需将导线干上下90度蜿蜒三次,查看绝缘被覆是可有益伤或者滑出,若有表面益伤或者滑出,则压着下度须沉新安排.5.3.端子铆压考验尺度:项次考验名目判决尺度出有良图示证明考验要领1中瞅绝缘中被压着过少出有允支.(即绝缘中被过于靠拢导体压着部分或者将绝缘中被直交压着于导体压着部分),此种局里将制成铜丝易断降.目视2 绝缘中被压着过短出有允支(即绝缘中被已真足被压着或者出被端子中模包覆),此种局里将制成端子推力缺累,易脱降.目视3 尾料切断部分,所剩下之料头超出1mm.出有允支量测项次考验名目判决尺度出有良图示证明考验要领4中瞅端子内模有导体中露(分叉).出有允支目视5 导体压着过少(导体过于靠拢端子头部)出有允支,此局里将制成端子出有简单取H.S.G真配.目视6 端子内模压着突嘴过大(超出内模的1/3)出有允支.目视7 导体压着过短(即导体已真足被压着或者出被端子内模包覆)出有允支,此种局里将制成端子推力缺累,易脱降.目视8 端子的功能端出有成有启心,变形,扭直等出有良且应必须包管电气功能及真配OK.无目视9 端子镀层部分出有成有刮伤,露黄,氧化收乌等出有良.无目视10 端子弹片出有成刮伤露黄刮伤,且弹片无上翘,下陷,变形等.无目视11 端子的内模出有成有启心,错位,且反里毛边过大.无目视5.4.端子的压着推力请参照UL486A:。
端子检验规范标准

1.目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规2.围:此规适用于各类端子压着检验.3.权责:3.1.制造部:依此规进行生产.32 品保部:负责依此规进行检验.4.定义:无.5.容:5.1.端子正确铆压标准:5.1.1.端子的外模压着绝缘外被铆压部分须在端子模与外模间距的1/2或2/3的位置即可.5.1.2.端子的模压着导体后外露部分须超过0.2-1mm。
5.1.3.正确铆压见:如附图一.nznn5.2.端子铆压检验:项次检验项目判定标准检验器具检验方法1端子模拉力依端子铆压规格一览表拉力计1.测试长度以150mmE右为标准2.脱去外被20m左右。
3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。
4.若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量.5.拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子模为端子压着高度过低,则必须重新将端子模高 度调高;若导体七股芯线无一 股芯线留在模中,则必须重新 将端子模高度调低.(除铆压双 并线端子外)6. 双并线合铆压在一端子时,端 子模时不得有芯线导体外露 . 双并线之拉力在拉力规格围即 可,不要求符合5条.53端子铆压检验标准:检验项目判定标准 检验器具检验方法依端子端子模咼 度铆压规 格一览 表分离卡 端子外模绝缘被 覆损伤 露心线或滑出 为不允 收摇摆导体外被压着后需将导线做上下 90度弯曲三次,检查绝缘被覆是否 有损伤或滑出,若有表面损伤或滑 出,则压着高度须重新调整。
I宀检验项目判定标准不良图示说明检验方法绝缘外被压着过长不允收。
(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
rtnn外观检验项目外观绝缘外被压着过短不允收(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。
尾料切断部分,所剩下之料头超过1mm不允收判定标准端子模有导体外露(分叉).不允收ftm不良图示说明rtnn检验方法导体压着过长(导体过于靠近端子头部)不允收,此现象将造成端子不易与H.S.G实配。
端子检验规范标准
1.目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规2.围:此规适用于各类端子压着检验.3.权责:3.1.制造部:依此规进行生产.32 品保部:负责依此规进行检验.4.定义:无.5.容:5.1.端子正确铆压标准:5.1.1.端子的外模压着绝缘外被铆压部分须在端子模与外模间距的1/2或2/3的位置即可.5.1.2.端子的模压着导体后外露部分须超过0.2-1mm。
5.1.3.正确铆压见:如附图一.nznn5.2.端子铆压检验:项次检验项目判定标准检验器具检验方法1端子模拉力依端子铆压规格一览表拉力计1.测试长度以150mmE右为标准2.脱去外被20m左右。
3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。
4.若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量.5.拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子模为端子压着高度过低,则必须重新将端子模高 度调高;若导体七股芯线无一 股芯线留在模中,则必须重新 将端子模高度调低.(除铆压双 并线端子外)6. 双并线合铆压在一端子时,端 子模时不得有芯线导体外露 . 双并线之拉力在拉力规格围即 可,不要求符合5条.53端子铆压检验标准:检验项目判定标准 检验器具检验方法依端子端子模咼 度铆压规 格一览 表分离卡 端子外模绝缘被 覆损伤 露心线或滑出 为不允 收摇摆导体外被压着后需将导线做上下 90度弯曲三次,检查绝缘被覆是否 有损伤或滑出,若有表面损伤或滑 出,则压着高度须重新调整。
I宀检验项目判定标准不良图示说明检验方法绝缘外被压着过长不允收。
(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
rtnn外观检验项目外观绝缘外被压着过短不允收(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。
尾料切断部分,所剩下之料头超过1mm不允收判定标准端子模有导体外露(分叉).不允收ftm不良图示说明rtnn检验方法导体压着过长(导体过于靠近端子头部)不允收,此现象将造成端子不易与H.S.G实配。
端子检验标准

重量
G≥额定重量的98%(每批抽100个取其平均值)。
C
Ⅱ
0.65
电子秤
性能
1、耐热性:经180℃X2h后,表面无明显变色。
B
Ⅱ
0.25
烘箱
2.端子与引线连接良好
B
Ⅱ
0.25
实际装配
尺寸
参考图纸
B
Ⅱ
0.25
卡尺
装配
与线圈盘两引线装配良好。
B
Ⅱ
0.25
实际装配
检验要求及注意事项:
1、装配检验每批抽检10个,判定水平Ac/Re=0/1。
2、其余项目按封样样品和《抽样标准》执行。
标记
签字
日期
标记
处数
编制/日期
审核/日期
批准/日期
何玉琼2014-3-27
熊杰2014-3-27
张卫民2014-3-27
万佳生活电器
物料类型
五金件
零部件进货检验作业指导书
物料重要等级
重要类
第 1 页 共 1 页
零部件名称
端子
文件编号
WJ/QR-DZBZ-0111
检查方法
常规抽检
部门
技质部
材料或规格
/
版本:A
项目类别
检 测 项 目 及 技 术 要 求
特性
抽样水平
AQL值
检验工具
参考图及其它说明
外观
1、端子表面光滑,无明显电镀(镀银,镀锡)不良、伤痕、杂点、杂色、
2、无明显变形、熔接痕、表面无氧化现象。
C
Ⅱ
0.65
目视
封样
具体尺寸见图纸
2、颜色与封样一致且均匀,无变色及颜色不良现象
端子检验规范标准

1.目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规.2.围:此规适用于各类端子压着检验.3.权责:3.1.制造部:依此规进行生产.3.2.品保部:负责依此规进行检验.4.定义:无.5.容:5.1.端子正确铆压标准:5.1.1.端子的外模压着绝缘外被铆压部分须在端子模与外模间距的1/2或2/3的位置即可.5.1.2.端子的模压着导体后外露部分须超过0.2-1mm。
5.1.3.正确铆压见: 如附图一.5.2.端子铆压检验:项次检验项目判定标准检验器具检验方法1 端子模拉力依端子铆压规格一览表拉力计1.测试长度以150mm左右为标准2.脱去外被20mm左右。
3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。
4.若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量.5.拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子模为端子压着高度过低,则必须重新将端子模高度调高;若导体七股芯线无一股芯线留在模中,则必须重新将端子模高度调低.(除铆压双并线端子外)6.双并线合铆压在一端子时,端子模时不得有芯线导体外露.双并线之拉力在拉力规格围即可,不要求符合5条.项次检验项目判定标准检验器具检验方法2 端子模高度依端子铆压规格一览表分离卡3 端子外模绝缘被覆损伤露芯线或滑出为不允收摇摆导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。
5.3.端子铆压检验标准:项次检验项目判定标准不良图示说明检验方法1外观绝缘外被压着过长不允收。
(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
目视2 绝缘外被压着过短不允收(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。
目视3 尾料切断部分,所剩下之料头超过1mm.不允收量测项次检验项目判定标准不良图示说明检验方法4 外观端子模有导体外露(分叉).不允收目视5 导体压着过长(导体过于靠近端子头部)不允收,此现象将造成端子不易与H.S.G实配。
端子检验记录表

生产批号 生产日期
检验结果 07:30-09:00 09:30-11:30 13:00-15:00 15:00-17:00
检验数量 不合格数
19:00-21:00 测量仪器 目视 VGA高清显示仪 VGA高清显示仪 VGA高清显示仪 目视 目视、二次元 目视、老虎钳 目视、老虎钳 二次元 目视 目视 目视、放大镜 老虎钳 膜厚测试仪 盐雾试验箱 融锡炉 二次元 二次元 二次元 二次元 二次元 二次元 二次元 二次元 二次元 VGA高清显示仪 插拔力测试仪 插拔力测试仪 插拔力测试仪 环保测试仪 审核: 表单编号: 判定 备注/封样
端子检验记录表
模 号 产品名称 规格型号
检验要求 端子绕盘方向正确,无反盘异常 MARK清晰可见,无MARK混料异常 大小脚之间、各台阶过渡处、头部及舌片无裂痕及压痕 大小脚及开口倒角清晰、加强筋、压筋清晰可见 大小脚及头部无变形,端子端正排列于料带上 外 观 端子倒刺无下榻偏低及断裂异常 插板类锥形头端子折弯45°,无断裂张开异常 大小脚及头部折弯90°,无裂痕及断裂发生 毛边≤0.03mm,倒钩毛边不允许超过料带的1/2 每盘接头≤3个且3米内不允许接头(客户特殊要求除外) 每盘缺PIN段数≤3段,每段缺PIN≤5PCS 无发黑、发白、发黄及裸铜不良 附着力良好,折弯前后无镀层脱落异常 电 镀 镀层标准 Sn: Ni: 小时 (开口或内径) (功能区对称度)
机 台 号
序 号 项 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 27 28 29 30 31 环 试 尺 目
盐雾测试按标准文件执行 关键尺寸一: 关键尺寸二: 关键尺寸三: 关键尺寸四: 寸 尺寸五: 尺寸六: 尺寸七: 尺寸八: 尺寸九:
接线端子检验标准完整版
1.0目的:为确保接线端子来料符合本厂之产品要求,特制定检验和判定标准。
2.0范围:适合我司所有来料接线端子的检验。
3.0检验环境:在正常光源下,距30cm远,以适宜视角观看产品。
4.0检验内容:
检验项目
检验方法
检验内容
判定
CR
MA
MI
外 观
目 视
1、主体表面破损。CCC、VDE、CE标志清晰耐久、接线端子上螺丝齐全
√
2、主体表面杂色、披锋,包装良好,表面光滑、无损伤、刮痕
√
3、端子固定位螺丝松动。接线端子上螺丝不齐全
√
结
构
游标卡尺
1、外形尺寸符合材料确认书。
√
试装
2、螺丝与螺母试装无滑牙,无偏位,无孔位不适。
√
导体为H68铜、含铜50%、镀铬,绝缘材料为防火阻燃的PC料或陶瓷。
电气性能
耐压测试仪
1、耐压:端子承施加于塑胶与螺母之间的,其电压值为4KV/Ac,历时60S的交流,漏电流设定1MA,无超漏击穿现象。
3、针燃试验,用蜡烛燃烤,离接线端子台20-30mm,50S端子台的燃烧物体滴溅到薄纸上不被击穿。
√
注:可焊性按10PCS抽取。
2、PA8最多可接0.5mm线3根,PA10最多可接0.5mm线5根,试验连结过的导线无断伤
√
可悍性
浸锡试验
250℃-270℃锡炉中,接线端子外观何变化,PC-120、PBT-180
2、用明火点燃,移去火源后塑胶的明火后,塑胶的明火应在30S内熄灭。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
端子类检验规范
(IATF16949-2016/ISO9001-2015)
1.0目的:
确保生产所需端子类材料均能正确检验,保证其符合品质要求。
2.0适用范围:
2.1接插件所用的所有端子;
2.2端子材料入料检验和制程材料确认。
3.0定义:
无
4.0步骤:
4.1确认以下文件/样品是否完整:
4.1.1供应商在合格供应商清单上
4.1.2有工程图纸
4.1.3有公司确认的参考样品
备注:如上任何一条不完整,不可进行检验。
4.2抽样方案
具体要求见《抽样检验规范》。
4.3检验内容与记录:
NO 项目内容检验设备备注
1 包装包装完整、无受损、厂商、标示正确、
日期、ROHS等
2* 外观外观完好、无刮伤、受损、氧化、变
目视/MAJ
形电镀、表层不氧化、无水痕、光泽、
不粗糙对比AQL0.25
3* 尺寸依照物料承认书或产品工程图面游标卡
尺
4 材质
确认依照物料承认书或产品工程图面、样
品
目视供应商提
供报告
5 铆压
磅力
测试具体要求见附件一拉力计2PCS/批
C=0
6* 插拔
力测
试具体要求见附件二拉力计N=5盘
C=0
4.3.1表中打*的项目,每批检验须有记录,其它各项在有异常和需要时备注或附上相关记录。
4.3.2尺寸规格、磅力、插拔力依据物料承认书或公司零件图中之数据保持二位小数(四舍五入)取得,其公差不变;尺寸检验合格时,将实测的最大值与最小值记录于报告中;若有尺寸检验不合格时,将重点检验不合格数据全部记录于检验表单中。
4.3.3所测插拔力数据记录于IQC检验报告的“可靠性”一栏中。
4.3.4插拔力测试:分别从不同的盘中取出端子,再与配套的胶壳进行测试,至少要测5个值;若本盘出现不良,需从本盘中再抽5个端子重新进行测试,后取平均值,若OK则合格。
4.3.5对于外观:全部内容都需要检验到位,记录3~5个重要方面即可。
4.4将检验结果记录于“IQC检验报告”中。
4.5在外箱及每一小包装上贴上“PASS”、“REJ”或“WAIVE”标签。
4.6不良处理:如果发现异常填写“材料不良状况联络单”,并按“不合格品控制程序”进行处理。
5.0相关文件:
5.1物料承认书
5.2公司各产品工程图面书5.3进料检验程序
5.4检验抽样管理规范
5.5不合格品控制程序
6.0使用表单:
7.1 IQC检验报告
IQC进料检验报告
(2).xls
7.2 材料不良状况联络单
材料不良联络书.xl
s
7.3 供应商品质履历表
供货商品质记录履
历表.doc
7.0附件一:常用端子磅力一览表
端子名称线材铜丝规格铜丝磅力(N)整体包胶皮磅力
(N)
SIN-BT、鲨鱼刺≥0.5mm2 30+40/-0 45+50/-0
端子厚度<0.38mm 7x0.14 10+10/-0 13+15/-0 9x0.10
7x0.11
≤26AWG(面积0.13mm2) 13+10/-0 15+15/-0 12x0.15 25+15/-0 30+20/-0 ≤24AWG(面积0.2mm2)
≤22AWG(面积0.3mm2) 30+20/-0 50+30/-0 ≤20AWG(面积0.5mm2) 40+35/-0 50+30/-0 ≤18AWG(面积0.75mm2) 60+50/-0 7070/-0
端子厚度≥
0.38mm
≤22AWG(面积0.3mm2) 40+20/-0 50+30/-0
≤20AWG(面积0.5mm2) 65+35/-0 70+30/-0
≤18AWG(面积0.75mm2) 110+50/-0 120+70/-0
备注:
1、端子没有胶皮铆合的则不要求包胶皮磅力。
2、面积或线规≤18AWG(面积0.75mm2)可以用吊重20磅力一分钟不脱落代替测试。
3、工程图纸有注明特殊要求的以工程图纸为准。
德信诚培训网
更多免费资料下载请进: 好好学习社区
附件二:常用端子插拔力一览表
端子
插拔力
拔出力 端子 插入力
拔出力 端子 插入力 拔出力 端子 插入力 拔出力
端子
插入力
拔出力
PH-2P 2.2.4 0.6 XH/XHB-2P 3.4 0.9 5264-2P 3.5 0.4 TJC1-2P 2.0 1.3 TJC2-2P 3.0 1.5 PH-3P 2.3.0 0.7 XH/XHB-3P 4.4 1.0 5264-3P 3.5 0.6 TJC1-3P 2.5 1.5 TJC2-3P 3.5 2.0 PH-4P 2.3.5 1.0 XH/XHB-4P 5.4 1.1 5264-4P 4.0 1.0 2510-2P 2.5 0.5 JAE-2P 3.0 0.4 PH-5P 2.3.5 1.0 XH/XHB-5P 7.0 1.1 5264-5P 4.9 1.3 2510-5P 3.5 0.8 JAE-4P 5.0 0.8 PH-6P 2.4.0 1.3 XH/XHB-6P 8.0 1.1 5264-6P 6.0 1.3 2510-6P 3.5 1.0 JAE-7P 9.0
1.2
PH-7P 2.4.9
1.5
XH/XHB-7P 9.0
1.2
5264-7P
6.2
1.5
2510-10P
6.0
1.4
250
0.6/单PIN 0.2/单PIN PH-8P 2.6.0 1.5 XH/XHB-8P 11.0 1.3 5264-8P 7.0 1.5 SM-2P 2.0 0.4 PH-9P 2.6.2 1.5 XH/XHB-9P 12.0 1.8 5264-9P
7.2
1.5 SM-3P
2.5 0.5 PH-10P 2.7.0 1.7 XH/XHB-10P 1
3.0 1.8 5264-10P 10.0 1.7 SM-4P 3.0 0.8 PH-11P 2.7.2
1.8
XH/XHB-11P 14.0 2.0 5264-11P 11.0 1.8 SM-9P 7.0 2.0 PH-12P 2.10.0 1.8 XH/XHB-12P 15.0 2.1 5264-12P 11.5 1.8 大4P 7.0 2.0 PH-13P 2.11.0 1.9
XH/XHB-13P 15.0
2.2
5264-13P 12.0
1.9
3.96
5.0
0.6。