连接器壳体注塑模具设计
限幅电连接器绝缘盖板注射模设计
的选取 , 如何 保证 顺 利脱模 ; 3 3 ( ) 1×1 。5 m× :0 Om . 1
12: m 孔的成型及与 3 × 19 。5 m孔如何 . m 1 咖 . :1 0m . 朋
相接 ;4 浇 口位置的选取 。 ()
2 模具结构
图 2为模具结构简图。从 以上的塑件工艺分析 可以看 出, 本模具设计过程 中需要多处采用侧抽成 型, 但如果按一般的侧抽机构设计 , 模具结构将相当
维普资讯
第3 期 20 0 6年 9月
机
ห้องสมุดไป่ตู้
电
元
件
V0. 6 N仉 3 12 S p2 0 e. 0 6
C0 佃 ' DNE '- js I
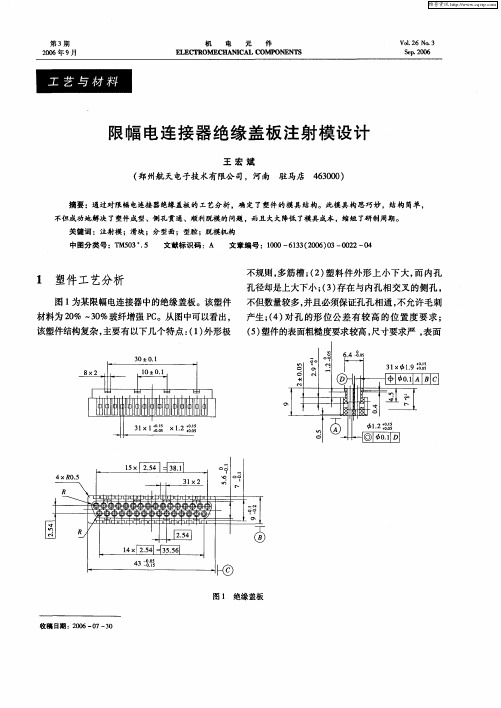
限幅 电连接 器 绝缘 盖 板 注射 模 设 计
王 宏 斌
( 郑州航天电子技术有限公司,河南 驻马店 4 30 ) 60 0
的选择 、 塑料件 的脱模 都是一个较难 解决 的问题。
体结构 , 则会给分型面的选取及塑件的脱模 造成很
大的困难 , 因此本模具在设 计 中采用 开放 的型腔结 构。如图 3 图 2中的 ・A ( 剖面) 所示 , 型腔与侧滑
为解决分型、 脱模 问题 , 势必要增加许多辅助机构 , 这将导致模具成本 的增加和可靠性 的降低, 同时又 延长 了产品的研制周期 。因此 , 如何简化模具结构 、 降低模具成本、 提高模具 的可靠性 、 缩短研制周期 ,
该塑件外形结构复杂 , 凸台、 筋槽 多, 型腔加工
比较困难 , 若用电火花加工 , 则加工成本大大提高 。
而在使用过程中若成型筋槽 的凸台断裂 , 则会 造成
整个型腔板的报废 , 因此型腔采用镶拼结构 较为合
插座壳体注塑模脱模机构设计
[: } E: [: }
-
: I
哥
十
0
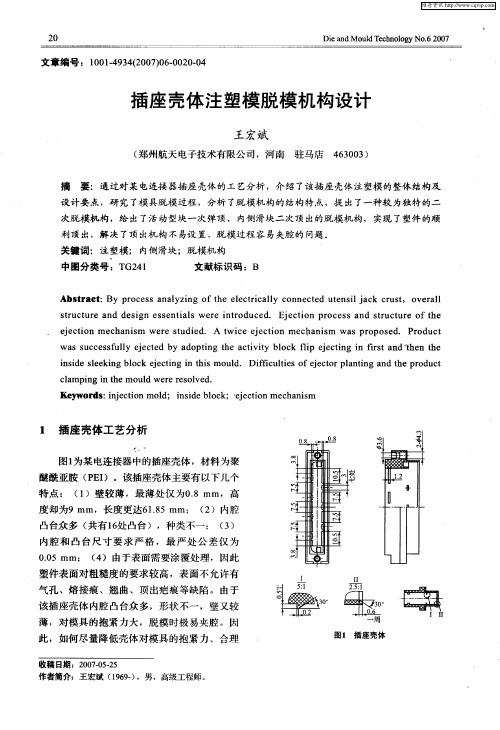
凸台众多 ( 共有l处凸台),种类不一 ; ( ) 6 3
内 腔 和 凸 台尺 寸 要 求 严 格 ,最 严 处 公 差 仅 为 00 .5mm; ( )由于 表 面需 要 涂 覆处 理 ,因此 4
‘
Ab ta t B r c s n lzn fteee tial o n ce tn i j c r s,o eal sr c : y p o e sa ay ig o lcr l c n e td ue sl a k cu t v r l h c y
srcuea dd sg se t l weeito u e . Ee t npo esa dsr cueo e t tr n einesni s r nrd c d jci rcs n t tr ft u a o u h
内测 滑块 兼 起 成型 和顶 出作 用 。
图3 是根据 以上分析设计 的模具结构简图。
从模具 的结构 中可 以看 出,该模具具有 以下特
点:
( )合 理 选 取分 型 面 ,省去 一套 内侧抽 机 1
构 ,简化了模具结构 ,降低了模具成本 ;
( )用 内侧 滑块 兼 起 模 具 的设 计 关键 。
和 断 裂 。因此 , 在做 内侧 滑 块 的机 构 设 计 时 ,
该模具突破传统 的内测滑块单 一成型功能 ,使
2 模 具整体结构 分析
该模 具的重点及难 点在于如何简化成型 内
腔 凸 台 、尽 量 降低 插 座 壳 体 对 模 具 的抱 紧 力 、 合理 设置 顶 出机构 。 根 据 该 插 座壳 体 内腔 共 有 1 处 凸 台 ,且 形 6
塑料外壳注塑模具设计

塑料外壳注塑模具设计1.引言注塑模具是塑料制品生产中不可缺少的工具,它的设计质量直接影响到产品的质量和成本。
塑料外壳注塑模具设计需要考虑产品的形状、尺寸、材料、工艺要求等因素,以确保模具能够满足产品的需求。
2.设计步骤2.1产品分析在进行模具设计之前,首先需要对塑料外壳产品进行分析。
分析产品的形状、尺寸、材料等因素,并明确产品的工艺要求。
根据这些分析结果,确定模具的设计方案。
2.2模具结构设计2.3注模系统设计注模系统是模具中重要的一个组成部分,包括注射机、模芯、模板、射嘴等。
注模系统的设计应该考虑到产品的尺寸、形状、材料等因素,以确保产品能够顺利注射成型。
2.4冷却系统设计冷却系统对于塑料注塑模具的设计至关重要。
冷却系统的设计应该考虑冷却水的流动性、冷却水的温度控制等因素,以确保产品能够快速冷却成型,并且减少产品的变形和缩水等问题。
2.5排气通道设计在注塑过程中,气体会随着塑料的注入而产生。
为了避免产品出现气泡等缺陷,需要在模具设计中合理设计排气通道。
排气通道应该位于产品的薄壁处,且通道尺寸要适当,以确保气体能够顺利排出。
2.6模具材料选择模具的材料选择直接关系到模具的使用寿命和成本。
一般情况下,塑料外壳注塑模具常使用的材料包括铝合金、钢、铜等。
在选择材料时,需要综合考虑模具的成本、使用寿命、抗腐蚀性能等因素。
3.模具设计注意事项在塑料外壳注塑模具设计过程中,需要注意以下几个方面:3.1模具结构的简单性和合理性模具结构要尽量简单,以降低模具的制造难度和成本。
同时,模具结构要合理,能够满足产品的加工要求,并具备良好的生产效率。
3.2模具的加工精度和表面质量模具的加工精度和表面质量直接影响到产品的尺寸精度和表面质量。
因此,在模具设计中,需要考虑到模具加工的精度要求并做出相应的设计。
3.3模具的强度和刚性模具在使用过程中会承受较大的力和压力,因此需要具备良好的强度和刚性。
模具的设计应该综合考虑材料的选择、结构的设计等因素,以确保模具能够承受工作条件下的应力和压力。
塑料材料选择与安全继电器上盖注塑模具设计

塑料材料选择与安全继电器上盖注塑模具设计一、塑料材料选择塑料材料在注塑模具设计中起到至关重要的作用。
不同的塑料材料具有不同的性能特点,在选择合适的塑料材料时需要考虑产品的用途、工艺要求和成本因素。
1.1 产品用途在选择塑料材料时,首先需要考虑产品的使用环境和功能要求。
如果继电器上盖需要具备耐高温、耐腐蚀等特性,可以选择工程塑料如PA66、PBT等。
如果产品主要用途为辅助设备,可以选择普通塑料如PP、PE等。
1.2 工艺要求注塑过程中的工艺要求也是选择塑料材料的重要考虑因素。
例如,如果产品需要具备良好的耐磨性能,可以选择具有较高聚合度的塑料材料。
如果产品需要具备绝缘性能,可以选择聚酰亚胺(PI)等特殊塑料材料。
1.3 成本因素塑料材料价格差异较大,成本因素也是选择塑料材料的重要考虑因素。
一般来说,普通塑料如PP、PE价格较低,而工程塑料如PA66、PBT相对较高。
需要根据产品的市场定位和成本预算来选择合适的塑料材料。
二、塑料材料的特性了解不同塑料材料的特性,有助于在注塑模具设计中选择合适的材料,并提高产品的质量和性能。
2.1 物理特性塑料材料的物理特性包括密度、热膨胀系数、导热系数等。
选择合适的物理特性有助于提高产品的稳定性和使用寿命。
2.2 机械特性塑料材料的机械特性包括抗张强度、弹性模量、冲击强度等。
不同的机械特性适用于不同的产品,根据产品的使用场景和工作条件选择合适的材料有助于延长产品的寿命。
2.3 热学特性塑料材料的热学特性主要包括热变形温度、热导率、热膨胀系数等。
了解热学特性有助于在产品设计中考虑热膨胀和变形等问题,确保产品的稳定性和可靠性。
2.4 电气特性塑料材料的电气特性主要包括电绝缘性、介电常数等。
根据产品的电气要求选择合适的材料可以提高产品的耐电性能和安全性。
三、安全继电器上盖注塑模具设计在安全继电器上盖的注塑模具设计中,需要考虑以下几个关键因素。
3.1 产品尺寸和结构根据安全继电器上盖的尺寸和结构要求进行模具的设计。
D30等径三通注塑模具设计
D30等径三通注塑模具设计D30等径三通注塑模具是一种常用的注塑模具,用于生产管道系统中的三通接头。
在设计这种模具时,需要考虑多个因素,例如模具的尺寸、结构、材料和制造工艺等。
下面是一个关于D30等径三通注塑模具的详细设计说明,总字数超过1200字。
一、模具尺寸设计1.模具整体尺寸:模具的整体尺寸应根据产品的要求确定,通常要考虑到投入产出比和设备的工作空间。
2.管道直径:D30等径三通的直径应根据具体要求确定,尺寸准确度要求较高,所以需要选择合适的工艺和设备。
二、模具结构设计1.模具结构类型:D30等径三通注塑模具结构一般为单模腔或多模腔结构,根据生产需求选择合适的结构类型。
2.模具芯型结构:对于三通注塑模具,通常需要使用可拆卸芯型结构以便于产品的脱模。
三、模具材料选择1.模具材料:选择合适的模具材料是保证模具质量和寿命的关键。
常见的模具材料有P20钢、718钢等。
四、模具制造工艺1.模具结构加工:根据模具设计图纸,分解各个部件,进行加工和装配。
2.模具表面处理:模具表面需要进行打磨和抛光,以确保模具零件的安装精度和表面光洁度。
3.注塑成型工艺:根据模具的设计要求,合理设置注塑机的工艺参数,如注塑温度、注射压力、注射速度等。
五、模具调试和试模1.模具调试:在注塑机上安装和调试模具,调整各个部位的位置和参数,确保模具能够正常运行。
2.试模验证:进行少量试模,检验产品的尺寸精度、外观质量和性能是否符合要求。
六、模具保养和维护1.模具保养:定期清洁和润滑模具,防止生锈和磨损。
2.模具维护:定期检查模具各个部位的磨损程度,及时更换磨损部件,延长模具使用寿命。
以上是关于D30等径三通注塑模具的设计说明,总字数超过1200字。
这种模具的设计需要考虑模具尺寸、结构、材料和制造工艺等多个方面,以确保模具能够满足产品的要求,且具有高精度和稳定性。
模具的设计和制造是一个复杂的过程,需要经验丰富的工程师和专业的制造设备来完成。
连接套注塑模具设计

第一章绪论一、塑料模具设计与制造在国民经济中的地位和作用1.1塑料工业在国民经济中的地位结构泡沫注塑模和反应成型注塑模等之别。
1、压塑模用于塑料制件压缩成型的模具简称压塑模,俗称压模。
压塑模主要用于热固性塑料制品的成型,但也可用于热塑性塑料制品成型。
另外,还可用于冷压成型聚四氟已稀坯件,此种模具称为压锭模。
2、传递模用于塑料制件传递成型的模具称为传递模或称压注塑,俗称挤胶模。
传递模多用于热固性塑料制品的成型。
3、挤塑模用于连续挤出成型塑料型材的模具通称挤塑模,简称模头,俗称机头。
这是又一大类用途很宽、品种繁多的塑料模具。
主要用于塑料棒材、管材、板材、片材、薄膜、电线电缆包覆、带丝、复合型材及异性材的成型加工。
也用于中空制品的制坯成型,此种模具称为型坯模。
4、中空吹塑模将挤出或注射出来的尚处于塑化状态的管状型坯,趁热放置于模具型腔内、立即在管状型坯中心通以压缩空气,致使型坯膨胀而紧贴于模腔壁上,经冷却硬化即可得一中空制品。
凡此种塑料制品成型方法所用的模具,称为中空吹塑模。
中空吹塑模主要用于热塑性塑料的中空容器类的制品成型。
5、热成型模具热成型模具通常以单一的阴模或阳模形式构成。
将预先制备的塑料片材周边紧压于模具周边上,并加热使之软化,然后于紧靠模具一侧抽真空,或在其反面充以压缩空气,使塑料片材紧贴于模具上,经冷却定型后即得到一热成型制品。
此类制品成型所用的模具通称热成型模具。
第二章模具工艺规程的编制零件图如图所示,本塑件的材料采用聚丙稀(pp),其生产类型为大批量.1. 塑件的工艺分析:1.1塑件的原材料分析塑件的材料采用聚丙稀(乳白色)属热塑性塑料,从使用性能上看,该件刚度好,吸水性小,耐热性强,是理想的套类零件的材料,从成型性能上看,该塑件熔料的流动性好,具有铰链特性,成型容易,但收缩大,另外该塑件成型时容易产生缩孔,凹痕,变形等缺陷.成型温度低时,方向性明显,凝固速度比较快,易产生内应力,即模温太低时制品取向显著,熔接强度低,表面无光泽,并会出现流痕;模温太高时,易发生翘曲变形,因此在成型时,注意控制成型温度,浇注系统应该比较缓慢散热.冷却速度不宜过快.1.2塑件的结构和尺寸精度及表面质量分析1.2.1结构分析从塑件图上分析,该零件的总体形状为圆桶形,在高度方向直径方向13处对称开设四个宽度为3mm,深度为长度为11.5mm,高度为1mm的矩形凹槽,在昨端圆环处倒角为0.5*45.四个矩形槽为通槽,与开模方向平行,可直接开模,总体来说该制件结构比较简单,因此模具结构也简单,外形尺寸也比较小.1.2.2尺寸精度分析该零件主要尺寸如:Φ28 Φ19 Φ23 Φ15 等尺寸精度等级为IT14 .有以上分析可见,该塑件的尺寸精度等级中等,对应的模具相关零件的加工精度可以保证.(IT9级)从塑件的壁厚上分析,壁厚最大处尺寸为2.5mm.最小处为2mm,壁厚差均0.5mm,壁厚较均匀,有利于零件的成型.1.3.3表面质量分析该零件要求表面光洁平整,不允许有飞边,毛刺及其他外观上的明显缺陷,色泽均匀协调,不允许有\气泡,裂纹,划痕和缩孔等缺陷,要求表面质量比较高,故不容易实现,因此要注意控制模具成型时的工艺参数.综上述分析,注射时在工艺参数控制的比较好的情况下,零件的成型要求可一得到很好的保证.1.4.4 计算塑件的体积:V=114)2328(14.32⨯-+⨯-4)1328(14.3215+24)1319(14.3-(3 ⨯1 11.5⨯ 4) =1158.82mm 31.5.5计算塑件的质量:根据设计手册查得聚丙稀的密度为0.91g/cm3,故塑件的质量为:W=VP=1158.82⨯0.91⨯103-=1.05g采用一模两腔的模具结构,考虑其外型尺寸,注塑时所须注射压力和工厂现有设备等情况,初步选用注射机为XS-Z-60型.1.6.6塑件的注塑工艺参数的确定查找资料.和工厂实际情况,和工厂的工作经验,聚丙稀的成型工艺参数可作如下选择,试模时,可根据实际情况做适当调整.注射温度: 包括料筒温度和喷嘴温度料筒温度: 后段温度: 160-180中断温度: 180-200前段温度: 200-220喷嘴温度: t/︒c 240-250注射压力: 选用100mp成型时间: 注射时间: 30s高压时间: 0-3冷却时间: 30s保压时间; 选用10s模具温度:80-90第三章注射模具结构设计:1.分型面选择:模具设计中,分型面的选择很关键,他决定了模具的结构,应根据分型面选择原则和塑件成型要求选择分型面.该塑件为中空套筒类零件.表面质量要求较高,为保证制品内外表面成型后质量更佳,成型精度更高.其抽芯方向与开模方向一致.这样设计分型面,可使模具结构简单,减少成型零件的加工难度,又便于塑件成型后出件,故选用该分型面合理.图2-12.确定形腔的排列方式:本塑件在注射时采用一模两件,即模具需要设计两个型腔.综考虑浇系统,模具的复杂程度等因素,拟采用入图所示的形腔排列方式:图2-2 排列方式一采用所示的形腔排列方式的最大优点是,是便于设置抽芯机构,缺点是,熔料进入形腔后.大另一端的料流长度较长,易产生熔接痕,但是考虑本塑件尺寸较小,故成型时没有太大的影响.采用所示的形腔排列方式排列可减少熔接痕,提高熔接部位强度, ,比排列方式一更优异,故选用方式图2-3 排列方式二3.浇注系统设计:3.1主流道设计:图2-4 主流道形式根据设计手册查得XS-Z-60型注塑即喷嘴的有关尺寸喷嘴前端孔径: d=4mm喷嘴前端球面半径: r=12mm根据模具主流道与喷嘴的关系R=R+(1--2)mmd=d.+(0.5--1)mm球面半径R=13mm取主流道的小端直径d=4.5mm为便于将凝料从主流道中拔出,特竟主流道设计成圆锥形,斜度为1—3,经换算得主流道大端直径D= 8.5mm,为使熔料顺利进入分流道,可在主流道出料端设计半径R=5mm的圆弧过度.3.2分流道的设计3.2.1分流道的布局取决于型腔的布局型腔与分流道的布局原则是排列紧凑,缩小模具尺寸,分流道的长度尽量短,锁模力力求平衡,分流道的布置形式有平衡式进料和非平衡式进料两种,根据实际要求,在这里采用平衡式浇口形式。
连接器注塑制造工艺流程

连接器注塑制造工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!连接器注射成型是一种常见的工艺,用于制造各种类型的连接器。
汽车JST连接器注塑模设计
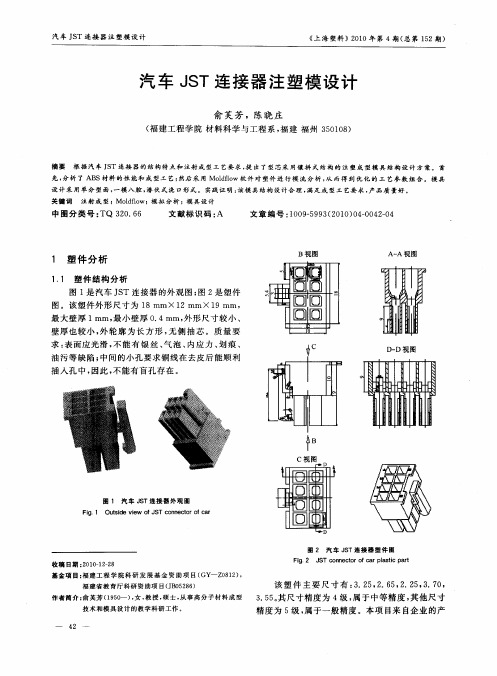
图 3 最 佳 浇 口位 置
F g 3 B s t o a i n i. e t ga e l c t o
最 佳 浇 口位 置 分 析 结 果 , 图 3所 示 。 如
2. 浇 口位 置 的 确 定 2 由 图 3 上 图) 知 : 色 区 域 ( 部 中 心 区 域 ) ( 可 蓝 底
B视 图
A— 视 图 A
最 大 壁 厚 1mm, 小 壁 厚 0 4mm, 形 尺 寸 较 小 、 最 . 外
壁厚也较小 , 轮廓 为长 方形 , 外 无侧 抽芯 。质量 要
- n1
f c 画
回匡
图 2 汽 车 J T连 接 器 塑 件 图 S 收 稿 日期 : 0 0 1 — 8 2 1 — 22
F g 2 J T c n e t ro a ls i a t i S o n c o fc r pa tc p r
基 金 项 目: 建 工 程 学 院 科 研 发 展 基 金 资 助 项 目( - Z 82 , 福 GY 0 1 )
福 建 省 教 育 厅科 研 资 助 项 目( B 5 8 ) J O 26
设计 采用 单分型 面, 一模八 腔 , 潜伏 式浇 口形 式。 实践 证明 : 模具 结构设计 合理 , 该 满足成 型工 艺要求 , 产品质 量好 。
关 键 词 注 射 成 型 ;M odlw;模 拟 分 析 ;模 具 设 计 lfo
中图 分 类 号 : Q 3 0 6 T 2 . 6
摘要
根 据 汽 车 J T 连 接 器 的 结 构 特 点 和 注射 成 型 工 艺 要 求 , 出 了型 芯 采 用 镶 拼 式 结 构 的 注 塑 成 型 模 具 结 构 设 计 方 案 。 首 S 提
连接器注射模设计

i
冀
连
接
器
注
射
模
设
计
赵 利平
广 东科技 学院 ( 广 东东莞 5 2 3 0 8 3 )
【 摘 要】 在连接 器注射模设计 中, 用镶拼 结构的方法 , 可以用一副模 具生产 多种 塑件 , 大大
降低 厂 家的生 产成 本 , 解 决 了以前 一 副模 具 只 能 生产一 种 塑件 的 问题 。 关键词 : 连接 器 ; 拼模 ; 流道 开 关镶 件
所以, 这副模具 可以做 8 0 多种塑件 。以下详细介 绍 。
2 材 料分 析
目前作 为连接器最理想 的塑件材料 为 P A 6 6 , 它 有最佳绝缘 性 , 几乎所有 国际测试机构所认可 的, 由 于它有卓 越的抗泄漏 电流击 穿能力 , 按照 I E C 1 1 2 标 准达到C T I 6 0 0 , 由此可以减少空气和泄漏 电流爬行距
连接 器 模 具是 不 管 你要 多 接器 的技术含量相对较低 , 但是工业连接器在 _ T业控 具 与 其他 类 型 的模 具 不 同 , 俗成 “ 拼模 ” , 模具都是以一个孔 制方面不可或缺 , 发挥着重要 的作用 。从几毫米 的微 少孔都只要一副模具 ,
一套镶件包 括上下镶件 , 左右镶 型连接器到几 吨的重型连接器 , 使一些原本不相搭的 为单位做一套镶件 , 4 , 那 么就做 2 4 套 零件构成一个 “ 和谐 ” 整体 , 连接器在智能控制 、 光伏 件 。如果你 这个 连 接器 最大 位数 为 2
c a n b e a k i n d o f mo l d ma n u f a c t u r i n g a v a r i e t y o f p r o d u c t s ,p r o d u c t i o n i s v e r y a g i l e ,g r e a t l y r e d u c e t h e p r o d u c t i o n c o s t o f ma n u f a c t u r e r , s o l v e t h e b e f o r e a s e t o f mo l d c a n p r o d u c e a p r o d u c t
电源插头上盖注塑模具设计
电源插头上盖注塑模具设计一、引言二、注塑模具设计关键要点1.材料选择:电源插头上盖需要具备耐热、阻燃、绝缘等特性,因此在材料选择上需要考虑使用具备这些特性的工程塑料,如PC、PA等。
2.模具结构设计:电源插头上盖一般是复杂的形状,模具结构的合理设计对于注塑产品的成形效果和生产效率起着至关重要的作用。
模具结构设计要满足以下要点:-确定最佳注塑工艺:包括模具开口方向、射嘴位置、冷却系统等方面。
-分模结构设计:合理的分模结构设计能够方便产品脱模和减少模具的配件数量。
-考虑收缩率和缩水:在模具设计时要考虑材料的收缩率和缩水,以确保产品尺寸的精确度。
-合理的排气系统设计:排气系统的设计要考虑产品形状和注塑过程中产生的气体等。
三、注塑模具设计步骤1.确定产品需求:了解电源插头上盖的功能要求和外观要求,包括产品尺寸、形状和表面质量等。
2.进行3D建模:使用CAD软件进行电源插头上盖的3D建模,包括产品主体和必要的配件等。
3.进行模具结构设计:根据产品需求和注塑工艺要求,设计合理的模具结构,包括分模结构、冷却系统、排气系统等。
4.进行模具布置设计:确定模具开口方向、射嘴位置等。
5.进行模具细节设计:设计模具的各个部分,如模具芯、模具腔、模具滑块、模具底板等。
6.进行模具分析和优化:使用模流分析软件对模具进行分析和优化,以提高注塑过程的流动性和产品质量。
7.进行模具加工和装配:根据设计图纸进行模具加工和装配,确保模具的质量和准确性。
8.进行模具试模和调试:将模具安装在注塑机上进行试模和调试,以验证模具的性能和产品质量。
9.进行模具产前调试:在生产前进行模具产前调试,包括调整注塑工艺参数、排气系统等,以确保模具正常稳定运行。
总结:注塑模具设计是电源插头上盖生产的关键环节,模具结构的合理设计和优化能够提高产品的质量和生产效率。
通过合理选择材料、设计模具结构、进行模具分析和优化等步骤,可以设计出满足市场需求的高质量注塑模具。
毕业设计接线盒塑料模具设计

4.主要参考文献:
[1]模具实用技术丛书编委会.塑料模具设计制造与应用实例[M].机械工业出版社,2002.
[2]翟秀云.塑料自动成型用模具问题的探讨[J].攀枝花学院学报,2002.
[3]陈万林.实用注塑模具手册[M].机械工业出版社,2000-10.
[5]付丽.螺纹自动脱模的注塑模设计[M].轻工机械,2000.第1期.
[5]申开智,叶淑静.塑料成型模具[M].轻工业出版社,1982.
[6]H.加瑞斯.模具工程[M].化学工业出版社,2004-10.
[7]屈华昌.塑料成型工艺与模具设计[M].高等教育出版社,2001.
[8]张索铖.一种自动剪切并分离浇道废料的侧浇口模具结构[J].机电元件,2002-03.
[9]杨占尧.塑料注塑模结构与设计[M].机电高等专科出版社,2005.
5、正确查阅手册、国家标准、教材等相关资料,参考文献要按国标GB7714—87《文后参考文献著录规则》书写。
6、制图规范、线条清晰,图面整洁、文字工整。
7、说明书格式要规范,能够简明扼要说明内容要有必要的简图,表格,计算公式等,且进行规范的编号,参数要注明来源。结论和设计心得要分开章节写。大约25~30页。
2.本毕业设计课题任务的内容和要求(包括原始数据、技术要求、工作要求等):
技术要求:
1、依据塑件的用途、批量大小、形状特点、尺寸精度、材料特征等,分析、确定成型工艺及工艺参数。
2、分析、比较各种成型位置、分型面、浇注系统形式、浇口位置、侧凹孔成型、脱模形式、冷却方式等,初步确定成型方案。
3、画装配结构草图,主要有绘制塑件图,计算塑件体积,选择成型设备,成型零部件的设计与计算,结构零部件的设计与计算,浇注系统的设计与计算,检查模具强度和刚度,检查模具的安装尺寸。
电连接器防尘盖注射模具设计
计 、制造 的复杂程 度 ,选 择塑件 靠近 中部外缘 的上
表 面为分 型面
3 . 4 导 向机构 设计
3 模 具 结构 设 计
电连接器 防尘盖注射 模 具设计
柳 亚输 ,李曙生 ,杨金娥 ,李卫民
( 泰州 职业技术学 院 机电技术学院 ,江苏 泰州 2 2 5 3 0 0)
摘
要 :文章介 绍 了一 种 电连接 器防 尘盖模 具 结构 特 点和 工作 过程 。 选择 合适 分 型位 置 ,满足
了塑件 的质 量要 求 。采 用 注射模 具 制造 塑件 ,然后 再加 工塑件 端部 的侧 孔 ,避 免 了采
第1 3 卷第 3 期 2 0 1 3 年6 月
泰 州 职 业 技 术 学 院 学 报
J o u r n a l o f T a i z h o u P o l y t e c h n i c C o l l e g e
Vo 1 . 1 3 NO. 3
J u n . 2 0 1 3
处 ,如何 选取分 型 面就 变得很 重要 。小模具 由于位 置有 限 ,所 以尽 可能 的简化或 者避免 出现侧 面抽芯
机构 。下面就对 此进行 分析 。
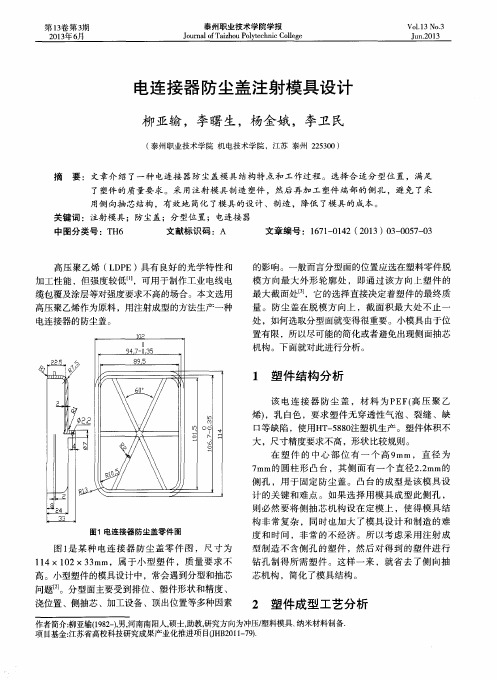
1 塑 件 结 构 分 析
该 电 连 接 器 防 尘 盖 ,材 料 为 P E F ( 高 压 聚 乙 烯) ,乳 白色 ,要 求 塑 件无 穿 透性 气 泡 、裂 缝 、缺 口等缺 陷 ,使用H T 一 5 8 8 0 注 塑机生 产 。塑件体 积不 大 ,尺 寸精度要求 不高 ,形状 比较规则 。
RJ45水晶头接线座塑料模具设计

1绪论
在当今工业生产中,塑料工业业已形成从设计、生产、检测到标准和教学的一整套完整的工业体系,这促进了塑料产品的研发和使用范围,塑料制品的应用从航天领域到日常生活,无所不在。这其中,模具作为成型塑料制件的重要的工艺装备,起到了至关重要的作用。由此可知,模具的设计制造在现今工业生产中至关重要。
RJ45水晶头接线座塑料模具设计
摘要
随着社会的发展,不同品种和功能的塑料的出现,塑料产品与我们的日活中经常接触到的接口设备之一,其主要用于连接网卡端口、交换机、电话等;计算机网络用的RJ45接线座是标准的8位模块化接口。本次毕业设计的题目是“RJ-45水晶头接线座注塑模设计”。该设计主要是通过对塑件的结构形状、尺寸精度和成型要求来进行注射成型工艺的可行性分析,并完成注射模具的设计。其中,塑件的成型工艺分析主要包括:塑料的成型特性、塑件结构特点、表面粗糙度、达到的使用要求和脱模分析。以此来确定型腔数目、分型面位置、浇注方式、脱模方式等。最后完成一幅完整的模具设计总图,包含成型部分、合模导向机构、推出机构、侧向分型抽芯机构、冷却系统等的设计,设计的过程包括了对成型零件的计算、抽芯机构的校核计算等。在设计的过程主要应用了PRO/E软件完成对塑件的实体造型,并对塑件的体积、质量等进行分析,最后通过Auto CAD完成零件图和装配图,并最终完成塑料模具的设计过程。
RJ-45 terminal block is one of the interface device in our daily life that we often come into contact with. It often used for network cards, switches, telephones, etc; Computer network wiring blocks using a standard 8-bit modular interface. The subject of the graduation project is “injection mould design for RJ-45 terminal block ” Through the feasibility analysis the plastic part structure and shape, the size and shape require for injection molding process, and complete the injection mold design.Analyze and determine the die's parting plane, the number of die cavity, gate’s forming, gate’s position and its size. Besides, we need to analysis the stress, the registration and the guide mechanism's design of the dies, the mould emptier design, the cooling system's design, etc. At last, we should finish the die's general assembly drawing.The design have mostly used the Pro/E soft to progress the solid modeling, then analysis the volume and quality of the plastic part. And it has been through the Auto CAD to finish de detail drawing and the assembly drawing, then finish the design processes of injection mold.
四通管接头注塑模具设计

本科毕业设计(论文)通过答辩设计题目:四通管接头的设计系别:机械工程系专业:模具设计与制造班级:姓名:学号:指导教师:完成时间:摘要此毕业设计课题的制品名称为“四通管接头”,用于部件的连接。
制品材料为:ABS(丙烯腈—丁二烯—苯乙烯共聚物),此材料有良好的耐化学腐蚀、表面硬度、加工性和染色性。
制品的壁厚、熔料温度对收缩率影响极小。
ABS有较强的抗冲击强度,且在低温下也不迅速下降。
ABS有一定的硬度和尺寸稳定性,易于成型加工,经过调色可配成任何颜色。
此制品是批量生产,所以我将设计一套塑料成型模具。
在设计模具时需要考虑制品的一些特点。
制品的主要特点是其有一个上下贯穿孔,两侧也有一个贯穿孔,且上下孔相对比较大且深,复杂。
塑件的尺寸精度有一定的要求,外型需光洁不得有划伤,总体尺寸大小适中。
取塑件的最大截面为分型面,大小两孔分别上下放置,左右相同孔位于两侧,需要抽芯。
由于塑件尺寸较小,采用一模两件,能够适应生产的需要,侧浇口去除方便,模具结构孔不复杂,容易保证塑件的质量。
开模后,塑件包紧动模型芯的力比较大,采用推管推出,推出力比较平稳,塑件不易发生变形。
目录前言··(3)一.塑件分析··(4)二.分型面的设计··(6)三.注射机的选择··(7)四.根据制品尺寸,设计成型零部件··(11)五.型腔壁厚计算··(18)六.浇注系统的设计··(21)七.推出机构的设计··(24)八.导柱导向机构的设计··(25)九.侧向分型与抽芯机构··(27)十.温度调节系统的设计与计算··(31)十一.模架的选择··(33)十二.设计说明··(34)十三.模具的装配··(34)十四.试模··(36)十五.修模··(37)后记··(38)参考文献··(39)前言时光转瞬即逝,我在扬州职业大学求学也即将历满三个寒暑,虽不敢说学业有成,却有幸得到诸多师长的殷殷教诲,这是我最大的收获。
塑料注塑模具经典结构180例

塑料注塑模具经典结构180例本书汇集了180例国内外先进而实用的经典模具,采用2D和3D相结合的形式,以结构为主理论为辅,再加以简明的文字叙述,详细介绍了各例模具的工作原理和设计方法。
全书共分10章,主要按照模具的结构类型进行分类,包括后模滑块与斜顶机构、前模滑块机构、后模内滑块机构、滑块二次抽芯机构、滑块中做顶出机构、二次顶出机构、前模顶出与斜顶机构、热流道机构、脱螺纹机构和圆弧抽芯机构,涵盖了塑料注塑模具的多种类型。
书中的每一副模具都体现了各自的特点和难点,并通过了大批量的实际生产验证,结构合理,技术先进,安全可靠。
本书在编写过程中,为了突出重点,使图面更加清晰简洁,特意对一些比较复杂和大型的模具图形进行了适当简化,望读者理解。
本书内容通俗,易学易懂,适用于模具设计与制造的工程技术人员、技术工人和大专院校模具专业的师生阅读。
目录前言第1章塑料注塑模具结构的基本分类和概述1.1 概述1.2 塑料注塑模具结构的基本分类1.3 塑料模具热流道系统介绍第2章后模滑块与斜顶机构20例2.1 滑块机构与斜顶机构介绍2.2 实用范例范例1 无绳电话主机面壳三面滑块机构范例2 电子插件弹簧斜顶机构范例3 电池后盖弹簧斜顶机构范例4 轿车仪表框隧道式滑块机构范例5 反光镜装饰圈推块式滑块机构范例6 汽车接插件滑块中进胶机构范例7 显示器框架斜顶中做顶出块机构范例8 咖啡壶手柄盖斜顶中做顶出块机构范例9 餐用搅拌机杯子哈夫式滑块机构范例10 汽车仪表框四面滑块机构范例11 汽车仪表框针阀式热流道机构范例12 圆筒无顶板滑块机构范例13 电热杯外壳液压缸滑块机构范例14 咖啡壶手柄液压缸抽芯机构范例15 相机外壳液压缸抽芯机构范例16 汽车内饰条活动抽芯机构范例17 分水器壳体液压缸斜抽芯机构范例18 浮动式滑块液压缸抽芯机构范例19 轿车后视镜外壳液压缸滑块机构范例20 吸尘器喷水枪外壳滑块脱螺纹机构第3章前模滑块机构20例3.1 前模滑块机构简介3.2 实用范例范例1 轿车仪表盒前模滑块机构范例2 相机配件前模滑块机构范例3 健身器控制器底盖前模滑块机构遥控器底壳前模滑块机构范例4范例5 电动剃须刀前模滑块机构范例6 轿车遮阳板挂钩前模滑块机构范例7 汽车内顶灯面壳前模内滑块机构范例8 电子词典底壳前模滑块机构范例9 三头连接器前模滑块机构范例10 充电器底壳前模滑块机构范例11 前模内滑块锁紧块中进胶机构范例12 旋钮前模八面滑块机构范例13 咖啡机外壳大型哈夫块机构范例14 电动车电瓶外壳前模哈夫块机构范例15 螺纹接头前模滑块机构范例16 汽车雾灯灯体前模液压缸抽芯机构范例17 冰箱柜前模滑块双液压缸机构手机电池盖前模内滑块机构范例18范例19 翻盖手机主机面盖前模内滑块机构范例20 电动机排气罩前模滑块机构第4章后模内滑块机构20例范例1 基本内滑块小结构两例范例2 电话机底壳后模滑块机构范例3 手机座充内滑块机构范例4 饮料瓶瓶盖内滑块机构范例5 汽车开关面板复合式抽芯机构范例6 反视镜后盖液压缸抽内滑块机构之一范例7 反视镜后盖液压缸抽内滑块机构之二范例8 旋钮帽内滑块机构范例9 按钮帽内滑块机构范例10 球杆接头内滑块机构范例11 汽车转向灯灯体内滑块机构范例12 保护底座内滑块机构范例13 汽车前顶灯灯体内滑块机构范例14 螺母内滑块机构范例15 插座内滑块机构范例16 礼品盒上盖内滑块机构范例17 手机电池盒内滑块机构范例18 粉碎机杯盖后模滑块机构范例19 打浆机杯盖后模滑块机构范例20 对讲机上盖后模滑块机构第5章二次抽芯与滑块顶出机构 30例第6章前模顶出与斜顶机构20例第7章二次顶出机构20例2 第8章特殊机构综合类20例第9章自动脱螺纹机构20例第10章圆弧抽芯机构10例。
制丝设备插头壳体注射模设计

ijc o l t cuea dk yp it i einn , tde emodn rcs n e c o , net nmo s u tr n e ons nd s ig s idt ligpo es dr e t n i d r g u h a j i
a ay e h l t cu e c a a t rsi s p t o wa d t h n q e mo d sr cu e wi a i n l z d t e mo d sr t r h r c e it , u r r o t e u i u l t t r t c vt u c f u h y
2 模 具 结 构 分 析
该模具 的重点及难点在于如何简化型腔结构 、 简
5 .
I
I 令 一
_一
0’
~ ~
1
1
体 外形结 构复杂 , 内腔 不但有环 状 凸
台 , 且具 有 内侧 凹孔 , 而 不但 成 型 困 难, 而且 由于壳体 凸台两边 内腔 对模 具 抱紧力 的不均衡性 , 易造成脱 模 极
CEPC
— —
中国 ・ 昆山— 网 址 : W s j o — WW t. m lc t
.
备 插 壳 注 射 模 设 计 头 体
祁君 星 王 宏 斌 ,
1 . 河南中烟有 限责任公 司驻马店卷烟厂 ( 河南驻马店 2 州航 天电子技 术有 限公 司( . 郑 河南驻马店
弯式电连接器注射模具的设计

曹l 百 百 i. I 盲_r ’ _育 r- 育 百 r
A
去掉定位 块
l
t t
I
,
I
I
定位块
. I
底座
.
1
I
‘ _
I
j
l
t _
.
{ 一 一
、 ,
、 奠 }
模具注射前 ,先将安装好插针 的活动镶块装入
收 稿 日期 :2 0 0 5—0 5—1 7
维普资讯
ห้องสมุดไป่ตู้
机 电 元 件
20 06年
图 2 模 具 结 构 图
该模具虽然结构简单 ,但关系到插针定位和卸 模 的活动镶块 ,却是本模具设计 的关键所在。
∥f “ 。 ¨ ・ ㈡ 0
该 动 瑛 d 蓟 走 角 可 搏 杆 置 空 ,何 模是 动块 否 功 活 馥 挺 棱 较 位 的 间如 卸 ,活 镶 能成 应
地满足产品的要求 ,但 由于产品较小 ,没有设置顶 用的关键 。
维普资讯
第 2期
王宏斌 :弯式 电连接器注射模具 的设计
4 卸 模 架 的设 计
由于 产 品较小 ,没 有设 置顶杆 位 置 的空 间 ,因 此 考虑 从 0 8 .mm宽 的小 凸 台处对产 品施加 卸模 力 ,
保证产 品顺利脱模。此时 ,成型块既参与成型 ,又 起卸模时的顶块作用。为保证受力均匀 ,特在底座
在成型块的半圆槽 内,然后用螺钉将定位块与底座 固定在一起。螺钉 主要起预紧作用,防止活动镶块
3活镶 的 计 动块 设
图3 为活动镶块结构简图 ,该镶块主要 由成型 块、底 座 及 定 位 块 组 成。插 针 固 定 在 底 座 上 , 0 8 m的凸台由底座和成型块共同成型。 .m 使用时,先将成型块和底座装配在一起 , 将插 针的一端插进底座的固定孔中,将插针的另一端搭
连接器壳体注塑模具毕业设计

连接器壳体塑料注塑模具设计摘要本文是关于连接器壳体塑料注塑模具的设计,通过正确分析塑件工艺特点和ABS材料的性能后,最终设计出一副注塑模。
塑料制品具有原料来源丰富,价格低廉,性能优良等特点。
它在电脑、手机、汽车、电机、电器、仪器仪表、家电和通讯产品制造中具有不可替代的作用,应用极其广泛。
注射成形是成形热塑件的主要方法,因此应用范围很广。
注射成形是把塑料原料放入料筒中经过加热熔化,使之成为高黏度的流体,用柱塞或螺杆作为加压工具,使熔体通过喷嘴以较高压力注入模具的型腔中,经过冷却、凝固阶段,而后从模具中脱出,成为塑料制品。
本文详细介绍了模具的浇注系统、模具成型部分结构、顶出系统、冷却系统、注塑机的选择及有关参数的校核等等设计。
运用CAD、辅助工程PRO/E 等不同的软件分别对模具的设计、制造和产品质量进行分析。
连接器壳体塑料注塑模具设计,采用一般精度,利用CAD、PRO/E来设计或分析注射模的成型零部件,浇注系统,导向部件和脱模机构等等。
针对连接器的具体结构,该模具采用点浇口双分型面注射模具。
由于塑件内侧有小孔,需要设置斜导柱。
通过模具设计表明该模具能达到连接器的质量和加工工艺要求。
综合运用了专业基础、专业课知识设计,其核心知识是塑料成型模具、材料成型技术基础、机械设计、塑料成型工艺、模具CAD\CAM等。
关键词:连接器壳体;注塑模具;CAD;PRO/EThe connector shell plastic injection mold designAbstractThis article is about the connector shell plastic injection mold design, through the technological characteristics of plastics article of correct analysis and the performance of ABS material, the final design out a pair of injection mold. Plastic products have rich raw material sources, low price, good performance, etc. It in computers, cell phones, cars, motors, electrical appliances, instruments and meters, household appliances and communications products manufacturing has irreplaceable function, is widely applied. Injection molding is the main method of forming thermoplastic parts, so the application range is very wide.Injection molding is melt the plastic raw material into the cylinder through the heating, made of high viscosity fluid, pressurized with piston or screw as a tool, makes the melt through the nozzle at high pressure into mold cavity, after cooling and solidification stage, and then out of the mould, plastic products.Mould gating system are introduced in detail in this paper, the structure of the molding part, ejector system, cooling system, selection of injection molding machine and related parameters of checking, etc. Design. Using PRO/E CAD, auxiliary engineering such as different software respectively to the mold design, manufacturing and product quality are analyzed. Connector shell plastic injection mold design, using the general accuracy and the use of CAD, PRO/E to design or analysis of forming parts of injection mould, pouring system, guide parts and demoulding mechanism, and so on. According to the specific structure of the connector, the mould adopts the point gate double parting surface injection mould. Because there are holes plastic parts inside, need to set up the inclined guide pillar. Through the mold design shows that the mould can achieve connector quality and processing technology. Integrated use of the professional basis, professional class knowledge is designed, its core knowledge is the plastic molding mold, material molding technology base, mechanical design, plastic molding process, mould CAD/CAM, etc.Key words: the connector shell; Injection mould; CAD; PRO/E目录1 绪论 (1)1.1前言 (1)1.2模具发展现状及发展方向 (1)1.2.1国内外注塑模具的发展现状 (1)1.2.2国内外注塑模具的发展趋向 (3)1.3本课题的内容和具体要求 (3)1.3.1本课题的内容 (3)1.3.2具体要求 (3)2 零件材料分析及方案论证 (4)2.1零件的材料及材料的特性 (4)2.1.1零件的材料 (4)2.1.2 ABS材料的特点 (4)2.1.3 ABS注射成型工艺参数 (5)2.2 ABS注射成型的原理及工艺过程 (5)2.2.1注射成型的原理 (5)2.3注射模具的基本组成 (6)2.3.1基本组成 (6)3 注射成型机的选择与成型腔数的确定 (7)3.1注射成型机的选择 (7)3.1.1估算零件体积 (7)3.1.2估算零件的质量 (8)3.2锁模力 (8)3.3选择注射机型号及注射机的主要参数 (8)3.3.1注塑成型工艺简介注塑机的初步选择 (8)3.3.2注塑成型工艺条件 (9)3.3.3注塑机的初步选择 (10)3.3.4 XS-ZY-125型注塑机的主要参数如下 (10)3.4注塑机的校核 (10)3.5成型腔数的确定 (12)4 浇注系统的设计 (13)4.1浇注系统的作用 (13)4.2浇注系统的组成 (13)4.3主流道设计 (13)4.4分流道设计 (15)4.5浇口设计 (16)5 成型零件结构设计 (17)5.1分型面的设计 (17)5.1.1分型面选择原则 (17)5.2型腔的分布 (17)5.3凹模的结构设计 (17)5.4凸模的结构设计 (17)5.5成型零件工作尺寸的计算 (18)5.5.1影响塑件尺寸精度的因素 (18)5.5.2模具成型零件的工作尺寸计算 (18)5.6动模板的强度校核 (19)5.6.1厚度计算 (19)6 导向与脱模机构的设计 (20)6.1导向机构的作用和设计原则 (20)6.1.1导向机构的作用 (20)6.1.2导向机构的设计原则 (20)6.2导柱、导套的设计 (20)6.2.1导柱的设计 (20)6.2.2导套的设计 (21)6.2.3导向孔的总体布局 (22)6.3脱模机构的确定 (22)6.4推杆横截面直径的确定与校核 (22)6.4.1推杆横截面直径的确定 (22)6.4.2推杆横截面直径的校核 (22)6.4.3顶杆的形式 (23)6.5复位杆的结构设计 (24)6.5.1复位杆的作用 (24)6.5.2的结构 (24)6.6锁紧块 (24)6.6.1锁紧块的作用 (24)6.6.2锁紧块的设计 (25)6.6.3锁紧块的结构形式 (25)6.6.4锁紧块的具体结构形式 (25)7 侧向分型与抽芯机构的设计 (26)7.1斜导柱抽芯机构设计原则 (26)7.2抽芯机构的确定 (26)7.3斜导柱抽芯机构的有关参数计算 (26)7.3.1抽芯距S (26)7.3.2斜导柱倾斜角α的确定 (27)7.3.3斜导柱直径的确定 (28)7.3.4斜导柱长度的计算 (28)7.4滑块的设计 (29)7.5导滑槽的设计 (30)7.6滑块定位装置 (31)7.6.1作用 (31)7.6.2结构形式 (31)8 成型零件尺寸计算 (32)9 冷却系统 (34)9.1温度调节对塑件质量的影响 (34)9.2对温度调节系统的要求 (34)9.3模具冷却装置的设计 (34)9.3.1冷却装置的设计要点 (34)9.3.2水嘴的结构形式 (34)9.3.3冷却水道的结构 (35)10 模具的可行性分析 (36)10.1本模具的特点 (36)10.2市场前景与经济效益分析 (36)结论 (37)参考文献 (38)致谢 (39)毕业设计(论文)知识产权声明 ............................ 错误!未定义书签。
浅谈圆形连接器尾部塑封标准化及其塑封模具设计要点

《装备维修技术》2021年第13期浅谈圆形连接器尾部塑封标准化及其塑封模具设计要点刘广明(苏州华旃航天电器有限公司,江苏 苏州215000)摘 要:车载、地面设备为主的电缆使用环境由于有较高的多余物防控要求,因此在此类环境中使用的电缆端接防护非常重要。
针对此类环境,连接器尾部塑封工艺作为一种可靠性好、制作成本低廉、适用于批产的端接防护工艺被广泛应用。
本文以圆形连接器尾部塑封工艺标准化为主要探讨对象,以塑封连接器尾罩设计、连接器塑封体外形设计、塑封模具通用设计要求几部分内容展开,对圆形连接器尾部塑封设计标准化及其塑封模具设计通用性要求进行浅谈及归纳整理。
关键词:塑封连接器尾罩设计;连接器塑封体外形设计;塑封模具通用设计要求一、塑封相关设计主要依据准则如下:(a)类比法。
类比法可称为借用法或对比法,这是设计产品常用的方法,即设计新产品的结构和零部件时,一般都采用原有的类似产品或零部件结构进行相应的对比,借用原有的产品设计方法和设计经验,作为新设计的参考依据。
(b)继承性和先进性原则。
电缆塑封尾罩设计首先应认真分析已有类似产品在设计上的先进性以及独到之处,根据需要可移植到新的设计中来,这就是设计的继承性原则。
(c)原材料、标准件选用原则。
在满足连接器使用性能的前提下,应尽可能地选用工厂里常用的或市场上容易采购的材料,可以降低原材料的采购成本,从而降低产品的生产成本,缩短研制、加工周期,但选用的材料性能必须符合科研任务书、研制合同等要求。
(d)可加工性和工艺性原则。
电缆塑封尾罩设计后需要经过加工才能形成产品,所以,设计的零部件应具有可加工性,即设计零部件时,应考虑工厂的实际加工工艺水平,如机械加工工艺、电镀工艺、模具工艺(冲压工艺、塑压工艺)、装配工艺水平。
(e)经济性原则。
设计选用零件材料的公差等级、零件的线形尺寸公差、形位公差、零件加工的表面粗糙度等级时,在满足功能结构的前提下,应遵循经济型原则。
(f)最差情况设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本科毕业设计(论文) 题目:连接器壳体塑料注塑模具设计系别:机电信息系专业:机械设计制造及其自动化班级:学生:学号:指导老师:2013年5月连接器壳体塑料注塑模具设计摘要本文是关于连接器壳体塑料注塑模具的设计,通过正确分析塑件工艺特点和ABS材料的性能后,最终设计出一副注塑模。
塑料制品具有原料来源丰富,价格低廉,性能优良等特点。
它在电脑、手机、汽车、电机、电器、仪器仪表、家电和通讯产品制造中具有不可替代的作用,应用极其广泛。
注射成形是成形热塑件的主要方法,因此应用范围很广。
注射成形是把塑料原料放入料筒中经过加热熔化,使之成为高黏度的流体,用柱塞或螺杆作为加压工具,使熔体通过喷嘴以较高压力注入模具的型腔中,经过冷却、凝固阶段,而后从模具中脱出,成为塑料制品。
本文详细介绍了模具的浇注系统、模具成型部分结构、顶出系统、冷却系统、注塑机的选择及有关参数的校核等等设计。
运用CAD、辅助工程PRO/E 等不同的软件分别对模具的设计、制造和产品质量进行分析。
连接器壳体塑料注塑模具设计,采用一般精度,利用CAD、PRO/E来设计或分析注射模的成型零部件,浇注系统,导向部件和脱模机构等等。
针对连接器的具体结构,该模具采用点浇口双分型面注射模具。
由于塑件内侧有小孔,需要设置斜导柱。
通过模具设计表明该模具能达到连接器的质量和加工工艺要求。
综合运用了专业基础、专业课知识设计,其核心知识是塑料成型模具、材料成型技术基础、机械设计、塑料成型工艺、模具CAD\CAM等。
关键词:连接器壳体;注塑模具;CAD;PRO/EThe connector shell plastic injection mold designAbstractThis article is about the connector shell plastic injection mold design, through the technological characteristics of plastics article of correct analysis and the performance of ABS material, the final design out a pair of injection mold. Plastic products have rich raw material sources, low price, good performance, etc. It in computers, cell phones, cars, motors, electrical appliances, instruments and meters, household appliances and communications products manufacturing has irreplaceable function, is widely applied. Injection molding is the main method of forming thermoplastic parts, so the application range is very wide.Injection molding is melt the plastic raw material into the cylinder through the heating, made of high viscosity fluid, pressurized with piston or screw as a tool, makes the melt through the nozzle at high pressure into mold cavity, after cooling and solidification stage, and then out of the mould, plastic products.Mould gating system are introduced in detail in this paper, the structure of the molding part, ejector system, cooling system, selection of injection molding machine and related parameters of checking, etc. Design. Using PRO/E CAD, auxiliary engineering such as different software respectively to the mold design, manufacturing and product quality are analyzed. Connector shell plastic injection mold design, using the general accuracy and the use of CAD, PRO/E to design or analysis of forming parts of injection mould, pouring system, guide parts and demoulding mechanism, and so on. According to the specific structure of the connector, the mould adopts the point gate double parting surface injection mould. Because there are holes plastic parts inside, need to set up the inclined guide pillar. Through the mold design shows that the mould can achieve connector quality and processing technology. Integrated use of the professional basis, professional class knowledge is designed, its core knowledge is the plastic molding mold, material molding technology base, mechanical design, plastic molding process, mould CAD/CAM, etc.Key words: the connector shell; Injection mould; CAD; PRO/E目录1 绪论 (1)1.1前言 (1)1.2模具发展现状及发展方向 (1)1.2.1国内外注塑模具的发展现状 (1)1.2.2国内外注塑模具的发展趋向 (3)1.3本课题的内容和具体要求 (3)1.3.1本课题的内容 (3)1.3.2具体要求 (3)2 零件材料分析及方案论证 (4)2.1零件的材料及材料的特性 (4)2.1.1零件的材料 (4)2.1.2 ABS材料的特点 (4)2.1.3 ABS注射成型工艺参数 (5)2.2 ABS注射成型的原理及工艺过程 (5)2.2.1注射成型的原理 (5)2.3注射模具的基本组成 (6)2.3.1基本组成 (6)3 注射成型机的选择与成型腔数的确定 (7)3.1注射成型机的选择 (7)3.1.1估算零件体积 (7)3.1.2估算零件的质量 (8)3.2锁模力 (8)3.3选择注射机型号及注射机的主要参数 (8)3.3.1注塑成型工艺简介注塑机的初步选择 (8)3.3.2注塑成型工艺条件 (9)3.3.3注塑机的初步选择 (10)3.3.4 XS-ZY-125型注塑机的主要参数如下 (10)3.4注塑机的校核 (10)3.5成型腔数的确定 (12)4 浇注系统的设计 (13)4.1浇注系统的作用 (13)4.2浇注系统的组成 (13)4.3主流道设计 (13)4.4分流道设计 (15)4.5浇口设计 (16)5 成型零件结构设计 (17)5.1分型面的设计 (17)5.1.1分型面选择原则 (17)5.2型腔的分布 (17)5.3凹模的结构设计 (17)5.4凸模的结构设计 (17)5.5成型零件工作尺寸的计算 (18)5.5.1影响塑件尺寸精度的因素 (18)5.5.2模具成型零件的工作尺寸计算 (18)5.6动模板的强度校核 (19)5.6.1厚度计算 (19)6 导向与脱模机构的设计 (20)6.1导向机构的作用和设计原则 (20)6.1.1导向机构的作用 (20)6.1.2导向机构的设计原则 (20)6.2导柱、导套的设计 (20)6.2.1导柱的设计 (20)6.2.2导套的设计 (21)6.2.3导向孔的总体布局 (22)6.3脱模机构的确定 (22)6.4推杆横截面直径的确定与校核 (22)6.4.1推杆横截面直径的确定 (22)6.4.2推杆横截面直径的校核 (22)6.4.3顶杆的形式 (23)6.5复位杆的结构设计 (24)6.5.1复位杆的作用 (24)6.5.2的结构 (24)6.6锁紧块 (24)6.6.1锁紧块的作用 (24)6.6.2锁紧块的设计 (25)6.6.3锁紧块的结构形式 (25)6.6.4锁紧块的具体结构形式 (25)7 侧向分型与抽芯机构的设计 (26)7.1斜导柱抽芯机构设计原则 (26)7.2抽芯机构的确定 (26)7.3斜导柱抽芯机构的有关参数计算 (26)7.3.1抽芯距S (26)7.3.2斜导柱倾斜角α的确定 (27)7.3.3斜导柱直径的确定 (28)7.3.4斜导柱长度的计算 (28)7.4滑块的设计 (29)7.5导滑槽的设计 (30)7.6滑块定位装置 (31)7.6.1作用 (31)7.6.2结构形式 (31)8 成型零件尺寸计算 (32)9 冷却系统 (34)9.1温度调节对塑件质量的影响 (34)9.2对温度调节系统的要求 (34)9.3模具冷却装置的设计 (34)9.3.1冷却装置的设计要点 (34)9.3.2水嘴的结构形式 (34)9.3.3冷却水道的结构 (35)10 模具的可行性分析 (36)10.1本模具的特点 (36)10.2市场前景与经济效益分析 (36)结论 (37)参考文献 (38)致谢 (39)毕业设计(论文)知识产权声明 ............................ 错误!未定义书签。