米特绕线机用张力器说明书
绕线机操作说明书
核准
審核
制作
日期
三﹑決定繞線資料之使用步序之范圍﹐即需的指定起始步序和結束步序。
起始步序指定﹕
“起始步序”(輸入號碼)“輸入”(設定范圍0-999)
“結束步序”(輸入號碼)“輸入”(設定范圍0-999)
設定步序號碼時﹐若不需要更改可直接按“輸入”即可﹐如按錯數字進可按“清除”鍵將數字設為零﹐重新輸入﹔設定步序號碼時﹐結束步序須大于或等于起始步序﹐否則無法啟動繞線。
繞線機操作說明書
設備名稱
繞線機
設備功能
自動繞線
文件編號
設備編號
廠商
版本
A0
一﹑打開電源﹐待繞線機回至待機狀態﹐這時﹐可按“步序設定” “輸入”后﹐即
進入資料編輯狀態﹐此時可根據要求設定﹐設定完成后按步序設定退出編輯。
二﹑在設定起繞點和幅寬時﹐除了用數字鍵來設定位置資料外﹐也可以按“跳段”或“退段”使排線杆移動。
绕线机作业指导书
绕线机作业指导书引言概述:绕线机是一种用于电子元器件绕线的专用设备,它能够自动完成绕线的工作,提高生产效率和质量。
本文将为大家介绍绕线机的作业指导书,包括操作步骤、注意事项和常见问题解答等内容。
一、操作步骤:1.1 准备工作在操作绕线机之前,需要进行一些准备工作:1.1.1 确认绕线机的工作状态:检查绕线机的电源是否正常,各个部件是否完好,是否需要进行维护和保养。
1.1.2 准备绕线材料:根据绕线的要求,准备好合适的绕线材料,并确保其质量和长度符合要求。
1.1.3 设置绕线参数:根据绕线的要求,设置好绕线机的参数,包括绕线速度、绕线张力等。
1.2 开始绕线在准备工作完成后,可以开始进行绕线操作:1.2.1 将绕线材料固定在绕线机上:将绕线材料的一端固定在绕线机的绕线头上,并确保其牢固可靠。
1.2.2 调整绕线机的位置:根据需要,调整绕线机的位置,使其与绕线目标位置对齐。
1.2.3 启动绕线机:按照绕线机的操作说明,启动绕线机,并根据需要调整绕线速度和张力。
1.3 完成绕线在绕线过程中,需要注意以下几点:1.3.1 监控绕线过程:在绕线过程中,及时观察绕线的情况,确保绕线的质量和效果。
1.3.2 调整绕线参数:如果发现绕线不符合要求,可以根据需要调整绕线机的参数,如绕线速度、张力等。
1.3.3 完成绕线后的处理:在绕线完成后,及时将绕线材料固定好,清理绕线机和工作区域,确保绕线机的安全和整洁。
二、注意事项:2.1 安全操作在使用绕线机时,需要注意以下安全事项:2.1.1 确保工作区域安全:在操作绕线机时,需要确保工作区域的环境安全,避免杂物和其他人员干扰。
2.1.2 穿戴个人防护装备:操作绕线机时,应穿戴好个人防护装备,如手套、护目镜等,避免意外伤害。
2.1.3 注意电源安全:在操作绕线机之前,需要确保电源的安全,避免电源过载或短路等情况发生。
2.2 绕线质量控制为了保证绕线的质量,需要注意以下几点:2.2.1 绕线材料的选择:选择合适的绕线材料,确保其质量和性能符合要求。
张力控制器说明书TC-608P

迴授式張力控制器盤面型TC-608P(內建LOAD CELL 放大檢出)(具通訊功能)使用操作說明書1.前言非常感謝您採用本公司開發TC-608P迴授式張力控制器(以下簡稱608P)。
在使用608P之前,為了充分地發揮608P的功能,以及確保使用者的安全,請先閱讀本說明書,以利方便日後的配線設計,參數設定及了解異常現象發生的原因與處理方法,請妥善保管本說明書。
當您使用中出現任何疑點本手冊無法提供您解決方案時,請您與本公司連絡,我們將竭誠為您服務,並請您繼續採用本公司的產品以及批評指教。
2.注意事項:.不可在送電中實施配線、或拆裝608P控制器的連接器。
.608P控制器的端子均為控制器的迴授信號與輸出信號接點,請勿作為他用。
.608P控制器的輸出端絕對不可連接至AC電源,及異電壓進入。
.請勿拆卸控制器外殼及做控制器零件的耐壓測試。
.電源是否為AC 220V ±10%輸入608P端子1,2接點。
3.TC-608P原理介紹本控制器是依據生產線上使用條件之設定捲取或放料以及物料生產所需的張力值,TC-608P會依設定以及LOAD CELL所傳回的感測值作比較計算後,修正輸出指令,以改變剎車力或捲取扭力的大小,自動達成實際張力和設定需求張力相同的高精度張力控制系統。
4.特點介紹:.高精度,高可靠性。
.張力值可以自行定義為:kg / N / LB。
.可直接接LOAD CELL輸入,數位化歸零與倍率調整功能設計,方便操作。
.數位化設計,特性不變。
.具人性化設計,易操作。
.具張力設定值、張力實際值輸出指令多功能顯示。
.具有主速加、減速增益延遲時間輸出功能。
.具參數停電記憶功能。
.具啟動增益功能,可補償啟動機械靜摩擦力。
.具停機張力打折功能,可克服停機張力過大問題。
.具RS-485通訊介面,可與PLC以及PC通訊。
.■ 標準規格外殼尺寸 : 96mm X 96 mm 開孔尺寸 : 92 mm X 92 mm電 源 電 壓AC 220 V + 10%硬 體 規 格1 組 LOAD CELL 輸入 0 ~ 4 mV 輸入, 浮動式歸零與放大2組AI (選配) DC 0~10V 輸入,12 bit 解析度,輸入阻抗200K 1組AO (1組選配) DC 0~10V 輸出,最大10mA ,12 bit 解析度 4組DI 乾接點或晶體方式(Low Active) 2組RELAY DO Relay A 接點 5A 250VAC/30VDCRS-485 MODBUS 通訊 (選配) 通訊採用RS-485介面 MODBUS RTU 協定,可由通訊啟動、修正、指定輸出、讀取等操作。
绕线机操作说明
绕线机操作说明绕线机操作说明1.产品概述1.1 产品名称:绕线机1.2 产品型号:[填写产品型号]1.3 产品功能:用于对电线、电缆等材料进行绕线作业2.安全注意事项2.1 在操作绕线机前,请仔细阅读并理解本操作说明书,并确保操作人员具备相关的操作经验和技能。
2.2 确保绕线机的电源已经断开,并进行必要的安全隔离措施。
2.3 避免触摸绕线机的旋转部件,以免造成伤害。
2.4 在清洁和维护绕线机时,务必关闭电源,并拔掉插头。
3.绕线机操作流程3.1 准备工作3.1.1 将绕线机放置在平稳的工作台上,并确保其稳定性。
3.1.2 检查绕线机的电源连接是否正常。
3.1.3 根据需要,选择合适的绕线模具。
3.1.4 准备好需要绕线的电线、电缆等材料。
3.2 绕线前工作3.2.1 打开绕线机电源,并确认机器处于正常工作状态。
3.2.2 检查绕线模具的安装是否正确,确保其固定牢固。
3.2.3 调整绕线机的绕线速度和张力,以适应所使用的材料。
3.3 绕线操作3.3.1 将需要绕线的材料固定在绕线机的位置上,并留出足够的材料长度。
3.3.2 启动绕线机,并逐渐将材料引入绕线模具中间的孔中。
3.3.3 在绕线过程中,保持材料的张力稳定,确保绕出的线圈整齐、紧密。
3.3.4 根据需要,调整绕线机的速度和张力,以获得最佳的绕线效果。
3.4 绕线后处理3.4.1 当绕线完成后,关闭绕线机电源,并切断电源供应。
3.4.2 将绕线好的产品从绕线机上取下,并进行必要的修整和整理。
3.4.3 清理绕线机及周围的绕线残留物,并进行日常维护保养。
附件:1.绕线机产品说明书2.绕线机维护手册3.绕线模具选择手册法律名词及注释:1.版权:指对作品的独创性表现形式给予的法律保护。
著作权法是主要的法律依据。
2.商标:指商品或服务在市场上的标记,用以区别同类商品或服务。
商标法是主要的法律依据。
3.专利:指对新发明、新设计或者新型实用技术的法律保护。
伺服放线器张力器说明书
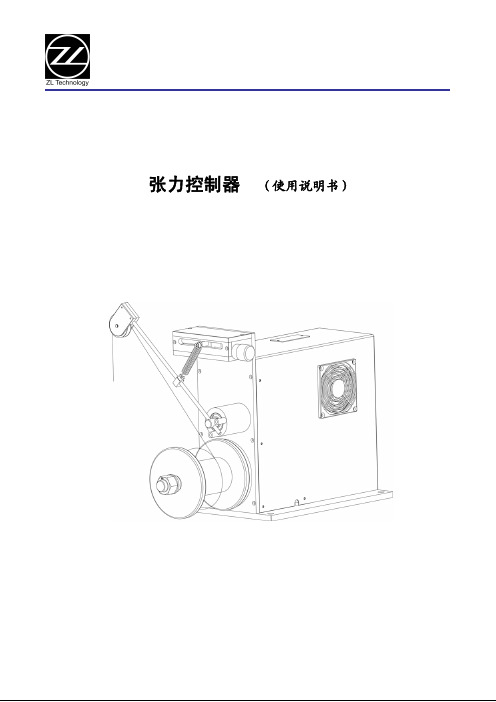
张力控制器 (使用说明书)东 莞 市 张 力 机 电 科 技 有 限 公 司一、产品概述伺服张力控制器是采用主动送线方式替换传统的被动送线方式,通过对马达速度的控制来达到稳定张力值的新一代张力控制器, 本产品附载有反馈张力稳定系统,,能自动实现张力稳定平衡。
运行指示灯在正常运行时不亮,当断线或停机时指示灯亮;二、性能指标输入电源:220V输入信号:24V温度要求:0℃~45℃湿度要求:40%~80%RH三、安装说明(单位:mm)四、外形结构(根据型号不同有相应的结构差异,以实物为准。
)调整与操作1、使线材按图中虚线所示走线方式通过张力器,开启开关,运行指示灯亮。
2、根据用户自身所需张力,调节张力调节旋钮或改变滑块的位置,使输出张力达到要求且张力杆工作角度合适如图三所示。
3、当绕线机需要挂线时,通过信号输入,接入24V电压,使张力杆只需摆动较小的角度就可启动张力器,此时张力杆正常工作角度如图四所示。
图 三 图 四注:张力杆在工作时,在角度合适的位置有一定的摆动幅度,如工作时张力杆尾部紧贴弹力胶,需相应的调整张力或改变电机的转速。
张力调整方式:旋转调节旋钮对张力的影响较小(微调),左旋减小张力,右边增加张力;移动滑块对张力的影响较大(正常调节),上移增加张力,下移减小张力。
电机的设置请参照第六项。
五、电机设置1、设置电机转速D5状态 ON OFF ON OFF ON OFF ON OFF ON OFF ON OFF ON OFF ON OFF D6状态ON ON OFF OFF ON ON OFF OFF ON ON OFF OFF ON ON OFF OFF D7状态ON ON ON ON OFF OFF OFF OFF ON ON ON ON OFF OFF OFF OFF D8状态ON ON ON ON ON ON ON ON OFF OFF OFF OFF OFF OFF OFF OFF转速(r/min)220 280 360 450 570 72090011501440180023002880 3600 5760 720014400注:电机出厂转速为280r/min,根据需要可相应的改变。
绕线机说明书.
深圳市兴锐达電子机械有限公司SHENAHEN XINRUIDA ELECTRONICS TECHNOLOGY CO .LTO地址:深圳市宝安区龙华镇赤岭头工业区十七巷二号邮编:518109TEL:*************FAX:0755-******** 网址: E-mail:*********************目錄一、功能介紹 (2)二、面板介紹 (2)三、按鍵指引 (2)四、數值顯示窗功能 (3)五、狀態指示燈介紹 (4)繞線機資料設定編輯 (4)六、設定專案資料說明 (4)七、選擇專案資料說明 (4)繞線資料設定方式 (5)八、設定啟始步序及結結步序 (5)九、設定繞線資料 (5)十、圖例說明 (5)繞線資料變更修改 (5)特殊繞線功能介紹 (6)繞線技巧討論 (7)系統內部功能設定 (8)特殊功能設定 (9)保證書 (11)保修卡 (12)一、功能介紹:◆本電腦控制器系採用最新同步隨耦式排線,精准度極高,在超速排線中不會有擋機現象。
◆超高智慧模式,具自我檢測功能,包括設定錯誤、超速追蹤及速度校準。
◆採最新式交換式電源供應器,穩定性佳。
◆具遊標量尺功能,可輕易測得繞線寬度,啓繞點。
◆於運轉中,可隨意改變主軸馬達速度,排線器隨之同步隨耦。
◆主軸馬達啓動後,速度爬昇時間可依機種特性隨意更改。
◆具排線超速偵測功能,能自動降低主軸速度至最穩定狀態。
◆運轉速度RPM及生産量,於運轉中及停車時自動切換顯示。
◆超大記憶容量,可存取1000組步序。
◆一組RS-485介面,可與個人電腦連線,以便統合管理繞線資料。
◆刹車時間及次數選擇,可依機械特性、線逕大小及速度快慢自行設定,一次、兩次或三次。
二、面板介紹:三、按鍵指引:=共十個鍵,爲設定各項資料之數據。
╋=該鍵爲運轉中,微調主軸速度用,可隨意昇降其速度,原設定速度值隨其更改並輸入記憶體=該鍵爲排線器遊標尺功能,可於停車時作遊標尺測定啓繞點及寬度,亦可於資料設定時直接以遊標值做資料設定“存入”動作。
缠绕机说明书

一概况化工部静密封检测中心和南京化工大学静密封研究室与我厂精诚合作。
根据国内外标准及各项技术要求,在研究和剖析了国外先进产品的基础上,优选最佳生产工艺参数,研制开发生产静密封垫片专用设备。
其中气动,数控缠绕垫片全套设备生产线,在国内处于领先地位。
专项研制的气动数控缠绕机,生产出的缠绕垫片经过各项国家技术标准测试,其外观质量和内在质量均达到国内外标准技术要求。
本机是缠绕式密封垫片生产过程,实施缠制工艺的专用非标设备。
采用一定结构参数成型金属带与非金属填料带相间交替在芯片与槽形压紧轮之间连续滚压成型。
采用气动元件及电磁元件,有效的控制径力及切向力,确保生产工艺参数恒定,可控。
选用金属长带和非金属长带通过导向轮系同步,自动进给实现绕制过程自动化,排除手工操作的影响,保证产品质量的稳定。
与缠绕垫片专用控制器配套使用,可实现垫片宽度尺寸的预置及钢带拉紧力的自动衰减,自动控制缠绕垫片的外型尺寸,缠绕垫片的焊接实现自动滚焊(通径较大);汽动断带,提高生产效率数倍。
二结构本机根据缠绕垫片工艺参数要求,主要由动力装置,传动系统,导向系统,气压控制系统,数字自动控制系统所组成。
导向系统是由金属带盘,填料盘以及过渡轮,导向轮预成型轮,活动摇臂构成轮系支架。
并与压紧轮在同一定位基准,以保证各轮位于同一中心平面内,成盘带的摇臂视缠绕直径大小可相应调节。
主轴转速视缠绕直径大小选取(直径大选取低速,否则易断石墨填料带).气压控制系统是由过滤减压阀,电磁阀,调压阀,阻尼阀,气缸等组成。
缠绕过程的径向压紧力由气源(0—0.8Mpa)经过减压阀—电磁先导换向阀—调压阀—气缸活塞推动压紧轮而实现。
压紧力大小根据垫片公称压力(磅级)和公称通经大小,以及垫片材质而异,由调压阀来控制。
阻尼阀调节消除压紧轮冲击力。
金属带切向拉力由连接钢带盘上的电磁摩擦阻力矩而产生,通过调节调压器的激磁电压大小而控制阻力矩大小。
数字控制系统是由传感器和专用数字控制器等构成。
绕线机操作流程
绕线机操作流程
本文档旨在介绍绕线机的操作流程,以帮助操作人员正确、高
效地使用绕线机完成任务。
请按照以下步骤进行操作:
1. 准备工作准备工作
- 检查绕线机的状态是否正常,确保没有损坏或松动的零件。
- 准备好所需的线材、绕线轴和其他绕线工具。
2. 设置绕线机设置绕线机
- 将绕线轴安装到绕线机上,并固定好。
- 调整绕线机的张力控制装置,以适应不同线材的要求。
3. 设置绕线参数设置绕线参数
- 根据具体需要,设置绕线机的参数,如绕线速度、绕线张力等。
- 确保设置正确的参数,以避免线材断裂或绕线不牢固等问题。
4. 开始绕线开始绕线
- 将线材固定在绕线轴上,并将其引导到绕线机的导线通道中。
- 启动绕线机,并按照设定的参数进行绕线。
- 注意观察绕线过程中的情况,如线材是否正常运行、绕线是否均匀等。
5. 完成绕线完成绕线
- 当需要绕线的长度或次数完成后,停止绕线机的运行。
- 将绕线机上的绕线轴取下,并将绕线好的线材妥善存放。
6. 清理和维护清理和维护
- 关闭绕线机的电源,并进行清洁工作。
- 定期检查绕线机的各个部件,确保没有损坏或异常磨损的部分。
- 如发现问题,及时维修或更换部件,以保证绕线机的正常运行。
以上即为绕线机的操作流程,希望能对操作人员在使用绕线机时提供一定的指导和帮助。
如有任何疑问或困难,建议及时请教相关人员或专业人士。
绕线机操作手册

绕线机操作手册介绍绕线机是一种用于线材绕制和绕线的设备。
本操作手册旨在向操作人员提供关于绕线机的正确使用和操作的指南。
安全注意事项- 在操作绕线机之前,确保已经仔细阅读并理解了本操作手册中的所有内容。
- 操作人员应知晓和理解绕线机的工作原理和操作步骤,同时遵守相关的安全规定。
- 在进行任何维护、调整或更换配件之前,务必将绕线机断开电源,并等待机器完全停止运行。
- 使用绕线机时,操作人员应戴上适当的个人保护装备,如手套和护目镜。
绕线机操作步骤1. 将绕线机连接到电源,并确保电源接线正确无误。
2. 打开绕线机的电源开关,并等待机器初始化。
3. 根据需要,调整绕线机的绕线速度和张力控制。
4. 将待绕线的线材固定在绕线机的夹持装置上。
5. 按下启动按钮,绕线机开始工作。
6. 监视绕线过程,确保线材按照预定要求进行正确绕制。
7. 在完成绕线后,按下停止按钮,绕线机停止工作。
8. 断开绕线机的电源,关闭电源开关。
维护和故障排除- 定期清洁绕线机的表面和机械部件,以确保其正常运行。
- 如果绕线机出现异常响声、异味或其他不寻常情况,立即停止使用,并联系维修人员进行检查和维修。
- 遵循维护计划,及时更换损坏或老化的配件,确保绕线机的正常使用和安全性。
总结本操作手册提供了绕线机的操作指南,包括安全注意事项、操作步骤和维护要点。
请操作人员在使用绕线机之前,仔细阅读并遵守本操作手册中的所有指导,并确保安全操作和正常绕线机的运行。
注意:本操作手册提供的信息仅供参考,具体操作和维护步骤可能因绕线机型号和制造商而异。
在实际操作中,请始终遵循绕线机制造商提供的具体操作手册和指导。
张力控制器操作说明
第一章 MC系列张力控制器介绍1.1、MC系列张力控制器特点◆ 张力控制器控制普通三相异步电机能输出各类所需机械特性。
可输出理想的卷绕特性。
◆ 张力控制精度高,调节简单。
◆ 高效节能,静止保持力矩输出时电机不发热,能耗较力矩电机节省50%以上,投资回收周期大约3-4个月。
◆ 结构简单可靠,只有电机、控制器两个部件,长寿命,免维护。
◆ 批量使用可降低环境温度4~8℃,提高电网功率因数,减少变压器增容投资。
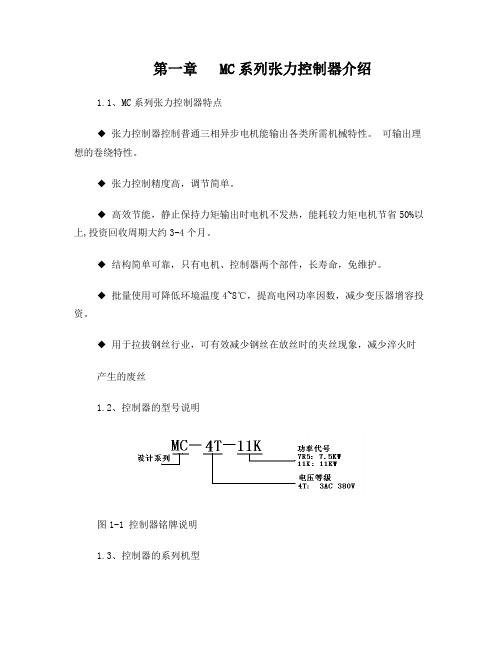
◆ 用于拉拔钢丝行业,可有效减少钢丝在放丝时的夹丝现象,减少淬火时产生的废丝1.2、控制器的型号说明图1-1 控制器铭牌说明1.3、控制器的系列机型表1-1 控制器系列机型说明第二章控制器的安装及端子配线2.1、控制器的外形尺寸图2-1 控制器外形图表2-1 控制器外形尺寸2.2、控制器的端子功能及配线2.2.1 产品端子配置图2-2 MC-4T7R5及以下功率等级图2-3 MC-4T11K及以上功率等级2.2.2主回路端子功能MC-4T1R5~MC-4T15KR/L1 S/L2 T/L3 ⊕1⊕2/B1B2 ? U/T1 V/T2 W/T3端子符号端子名称及功能说明R/L1、S/L2、T/L3 三相交流输入端子⊕1、⊕2/B1直流电抗器连接端子,出厂时用铜排短接⊕2/B1、B2 制动电阻连接端子⊕1、 ? 直流电源输入端子;外置制动单元的直流输入端子U/T1 、V/T2、 W/T3 三相交流输出端子2.2.3 端子配线图2-4 端子配线图(以MC-4T7R5为例)A、控制回路端子功能分类端子符号功能说明数字输入+24V +24VPLCX1 启动信号输入端子COM +24V地,X1的公共端模拟输入+10V 模拟输入参考电压(上表和配线图中未涉及的端子为厂家预留的端子,请勿接线,否则可能会发生误动作,危害人生及设备生产安全!)第三章操作面板使用说明3.1操作面板按键说明3.2操作实例下例为将设定电机极数为6级电机的实际操作步骤。
机械张力器使用说明书
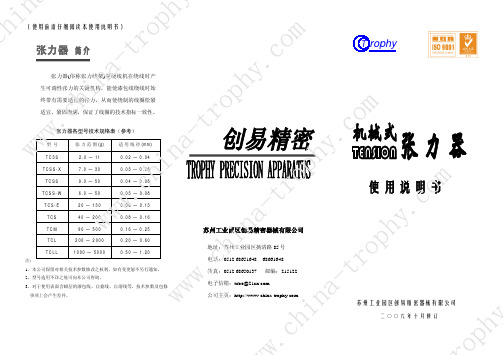
ww - . 型 号
张 力 范 围 (g)
适 用 线 径 (mm)
w na y TC3S
2 .0 — 11
0.02 — 0.04
i ph TCSS-X
7.0 — 30
0.03 — 0.06
h o m TCSS
9.0 — 50
0.04 — 0.08
c r 使 用 说 明 书o TCSS-W
6.0 — 50
0.03 — 0.08
. t c TCS-E
20 — 130
0.06 — 0.13
w - . TCS
40 — 200
0.08 — 0.16
ww a y TCM
90 — 500
0.16 — 0.25
in h TCL
200 — 2000
0.20 — 0.60
h op 注:
TCLL
1000 — 5000
0.50 — 1.20
张力调节旋钮
(工作时) 张力杆
T rophy
!注意: 1、调整结束开始工作,张力杆的工作角度如与安装静态时的角 度一样,或是一开机后,张力杆猛地呈水平状,则请务必再重 新调整张力,以免张力器各部件造成非正常磨损,而降低使用 寿命。 2、张力器正常使用时,在装换漆包线时,请检查阻尼轮上是否 有残留漆包线断头,以免再次开机时卷入阻尼轮中引起张力无 规则变化。 3、如果张力反复调整仍无效,请确认选用型号是否正确,或及 时与我公司联系。
in ph (使用前请仔细阅读本使用说明书) ch ro om 张力器 简介
a-t y.c 张力器(俗称张力线架)是绕线机在绕线时产 n h 生可调性张力的关键机构,能使漆包线绕线时始 i p 终带有需要适宜的张力,从而使绕制的线圈松紧 h o m 适宜、紧固饱满,保证了线圈的技术指标一致性。
绕线机说明书.
深圳市兴锐达電子机械有限公司SHENAHEN XINRUIDA ELECTRONICS TECHNOLOGY CO .LTO地址:深圳市宝安区龙华镇赤岭头工业区十七巷二号邮编:518109TEL:*************FAX:0755-******** 网址: E-mail:*********************目錄一、功能介紹 (2)二、面板介紹 (2)三、按鍵指引 (2)四、數值顯示窗功能 (3)五、狀態指示燈介紹 (4)繞線機資料設定編輯 (4)六、設定專案資料說明 (4)七、選擇專案資料說明 (4)繞線資料設定方式 (5)八、設定啟始步序及結結步序 (5)九、設定繞線資料 (5)十、圖例說明 (5)繞線資料變更修改 (5)特殊繞線功能介紹 (6)繞線技巧討論 (7)系統內部功能設定 (8)特殊功能設定 (9)保證書 (11)保修卡 (12)一、功能介紹:◆本電腦控制器系採用最新同步隨耦式排線,精准度極高,在超速排線中不會有擋機現象。
◆超高智慧模式,具自我檢測功能,包括設定錯誤、超速追蹤及速度校準。
◆採最新式交換式電源供應器,穩定性佳。
◆具遊標量尺功能,可輕易測得繞線寬度,啓繞點。
◆於運轉中,可隨意改變主軸馬達速度,排線器隨之同步隨耦。
◆主軸馬達啓動後,速度爬昇時間可依機種特性隨意更改。
◆具排線超速偵測功能,能自動降低主軸速度至最穩定狀態。
◆運轉速度RPM及生産量,於運轉中及停車時自動切換顯示。
◆超大記憶容量,可存取1000組步序。
◆一組RS-485介面,可與個人電腦連線,以便統合管理繞線資料。
◆刹車時間及次數選擇,可依機械特性、線逕大小及速度快慢自行設定,一次、兩次或三次。
二、面板介紹:三、按鍵指引:=共十個鍵,爲設定各項資料之數據。
╋=該鍵爲運轉中,微調主軸速度用,可隨意昇降其速度,原設定速度值隨其更改並輸入記憶體=該鍵爲排線器遊標尺功能,可於停車時作遊標尺測定啓繞點及寬度,亦可於資料設定時直接以遊標值做資料設定“存入”動作。
卷绕机操作手册

锂电池半自动动力电池卷绕机机型:JYDL-75-150操作维护手册地址:中国.广东省东莞市望牛墩镇官洲工业区电话Tel:传真Fax:目录一、安全注意事项 (1)二、概述 (4)●装置概要●原理简图●主要特性三、技术规格 (5)●规格●主要指标●对原辅材料之要求四、装置的组成 (7)五、装置的安装调整 (7)六、机器的调试 (8)七、操作流程 (11)●开机检查及参数设定●手动操作●自动操作八、故障与排除方法 (17)九、维护保养 (19)本操作维护手册仅供参考,若有更改恕不另行通知。
一、安全注意事项使用前,请熟读“安全注意事项”及“使用说明书”,以使安全、正确地使用产品。
产品操作须由专业技术人员实行。
本注意事项的目的系为防止因错误使用而引起伤害事故,请在正确理解所有内容后使用。
表示若违反此警告事项,将有死亡或重伤之虞。
表示若违反此注意事项,将有受伤及损坏物品之虞。
为使用户正确使用,本说明书关联项目中亦有注明务请用户遵守的各种事项。
●环境勿于易燃易爆气体环境、腐蚀性环境、易沾水环境及易燃物附近使用。
否则有火灾、触电、受伤之虞。
安装、接线、运转、操作、检点、故障分析等作业须由专业技术人员实行,否则有火灾、触电、受伤之虞。
勿在通电状态下进行移动、安装、接线、检点等作业(务必在切断电源后方可实施),否则有触电之虞。
●安装请将产品可靠安装在平整之现场,并留有足够的操作空间,否则有触电、受伤之虞。
安装后须将装置壳体接地,否则有触电之虞。
●接线务请遵守电源输入电压的额定范围,否则有触电、受伤之虞。
请勿强行弯曲、拉扯、夹插连接用电缆,否则有火灾、触电之虞。
请勿擅自拆卸、更改、更换电、气路组件,否则有产品毁坏,人为触电、受伤之虞。
●运转请勿在装置工作时拆卸、更换电、气路组件或零部件,否则有受伤及损坏装置之虞。
●维修·点检电源刚切断时(30秒之内)请勿触摸电路的接线端子,否则有因残留电压引起触电之虞。
气源切断时请勿通过人机接口控制气缸动作,否则气源接通后会有气缸动作引起受伤之虞。
张力控制器操作说明
张力控制器操作说明张力控制器操作说明1、引言本文档是关于张力控制器的详细操作说明,包括了器件的基本概述以及使用方法。
通过阅读本文档,用户将能够准确地了解张力控制器的功能和操作步骤。
请您在使用前仔细阅读本文档,并按照操作步骤进行操作。
2、产品概述张力控制器是一种用于控制电缆或绳索等线性材料张力的设备。
它通过调整输出力来实现对线性材料的张力控制,从而确保材料在运动过程中的稳定性和准确性。
3、产品特点张力控制器具有以下特点:3.1 高精度控制:能够精确调节张力大小,确保线性材料的稳定性。
3.2 大范围调节:能够适应不同种类及规格的线性材料,满足不同用户的需求。
3.3 易于操作:设备控制简单,操作方便,用户无需专业培训即可上手操作。
3.4 多种安全保护功能:具备过载保护、过热保护、紧急停止等功能,确保设备使用安全。
4、安装4.1 选择合适的安装位置:安装位置应稳固可靠,保证设备在运行过程中不会发生晃动。
4.2 固定设备:使用螺栓或其他固定装置将设备固定在安装位置上。
5、连接线性材料5.1 将线性材料通过张力控制器的导线通道。
5.2 确保线性材料连接牢固,避免发生松动导致误差。
6、调节张力6.1 打开设备电源,将设备调到待机状态。
6.2 调节控制面板上的张力调节旋钮,逐步调整输出张力大小。
6.3 监测线性材料的张力变化,根据需要进行微调。
7、常见故障排除7.1 故障现象:设备无法启动。
解决方法:检查电源是否连接正常,确认电源开关是否打开。
7.2 故障现象:设备运行中断。
解决方法:检查线性材料是否被卡住,清理卡住的地方,确保材料畅通。
附件:本文档无附件内容。
法律名词及注释:张力:指物体在受到外力作用下,产生的抗力大小。
张力器使用说明

目 录1.关于安全注意2.概要,注意事项及测定不良时的确认事项3.U-505张力器的原理4.U-505张力器各部件说明5.U-505张力器操作顺序6.输入数值的方法6-1 输入单位数值的方法6-2 Belt宽度或Belt原始数值的输入6-3 Span长度的输入7.UNITTA产Timeing Belt规格一览表8.KEITU产V型Belt规格一览表9.UNITTA产齿轮Belt标准值一览表10.U-505的规格一览11.After-sales service的保证1.关于安全注意■请在使用之前必须认真阅读安全注意事项之后正确操作。
■该注意事项是为了未然防止操作员及周围人的安全而制定的,因此务必遵守。
■下列标识说明了不当操作可能会导致的危害和损害。
■下列标识区分了遵守规定的程度不同。
表示不能进行操作,“禁止”的意思。
表示必须要实行,是“强制内容”避免冲击及抛出。
禁止分解,改造。
·故障,引发火灾的原因 ·火灾,中伤,触电的原因 禁止在易燃易爆场所内使用 不能与水、溶剂等接触。
·丙烷,汽油等易燃易爆性环Mic禁止在有水、油的环境操作有误时会有生命及受重伤的危险。
操作有误时会有生命及受重伤的可能性。
操作有误时可能会受伤及损害物品。
境中使用可引发爆炸,火灾 中使用。
使用前必须确认切断发动机 在室外使用时,遇到雷雨天气电源及设备的停止状态。
请切断电源后移到安全的地方。
保管时勿放在湿度重,灰尘 修理时勿用稀释剂、汽油。
多,高温的场所。
勿放在摇晃、倾斜、不安定 Brake Arm式Mic的Arm部分是自主 的场所。
式pipe,所以不能强度的弯曲。
·避免掉下来时伤人 另不要弯曲Mic前端20毫米处和 请勿在直射光线,热天气下 Connector的下端;Mic(sensor) 的车内等高温环境中使用。
及Arm部;Code式Mic和·机械变形,故障的原因 电磁sensor2.概要,注意事项及测试不良时的确认事项■概要音波式Belt张力器(U-505)是把与Belt机能有最大关系的取付张力,利用音波解析简单正确的测出张力的装置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
张力器说明书
张力器包括壳体、L形连杆、钓鱼杆、半圆形凸轮、弹簧、摩擦轮、摩擦轮轴,半圆形凸轮活动连接在壳体内的销轴上,钓鱼杆一端与半圆形凸轮相连接,另一端连接一个过线轮,弹簧的一端连接在半圆形凸轮靠近外边缘处,另一端连接在壳体上,摩擦轮轴穿在壳体的侧壁上,处于壳体外一端与摩擦轮连接,处于壳体内的一端与连接于L形连杆的摩擦块相接触,L形连杆与连杆轴活动连接,L形连杆也与半圆形凸轮圆弧形边缘相接触,连杆轴固定在与壳体相贴合的调整机构上,连杆轴通过调整机构带动可沿垂直于摩擦轮轴的轴线方向移动;壳体上还可设置一个气缸,汽缸轴的末端顶住L形连杆;本发明能精细控制漆包线的张紧力,且不容易发生断线。
1、一种绕线机用的张力器,包括壳体、L形连杆、钓鱼杆、半圆形凸轮、弹簧、摩擦轮、摩擦轮轴,其特征在于:半圆形凸轮有一个偏离圆心的通孔,通孔中心至半圆形凸轮圆弧形边缘的距离逆时针旋转时由小到大,半圆形凸轮通过这个通孔活动连接在一个固定于壳体内的销轴上,钓鱼杆的一端与半圆形凸轮靠近通孔处相连接,钓鱼杆的另一端连接一个过线轮,弹簧的一端连接在半圆形凸轮靠近外边缘处,另一端连接在壳体上,所述的摩擦轮轴穿在壳体的侧壁上,一端处于壳体外且与摩擦轮连接,另一端处于壳体内,所述的L形连杆通过两个悬臂连接处的通孔活动连接在连杆轴上,所述的连杆轴固定在与壳体相贴合的调整机构上,所述的连杆轴通过调整机构带动可沿垂直于摩擦轮轴的轴线方向移动,L形连杆靠近摩擦轮轴的悬臂连接一个摩擦块,此摩擦块与摩擦轮轴处于壳体内的一端相接触,L形连杆远离摩擦轮轴的另一悬臂内侧与半圆形凸轮圆弧形边缘相接触。
2、根据权利要求1所述的绕线机用的张力器,其特征在于:所述的调整机构包括贴合于壳体上的底座,底座上有燕尾槽,一个滑块装于底座的燕尾槽上,滑块平行于燕尾槽中心线有一个螺纹通孔,一根头部处于壳体外的调整螺丝先穿过壳体的侧壁然后穿到滑块的螺纹通孔上,连杆轴固定在滑块上可由滑块带动沿垂直于摩擦轮轴的轴线方向移动。
3、根据权利要求1所述的绕线机用的张力器,其特征在于:壳体上还设置一个气缸,汽缸轴的末端顶住L形连杆远离摩擦轮轴的另一悬臂外侧。
4、根据权利要求1所述的绕线机用的张力器,其特征在于:所述的钓鱼杆和摩擦轮之间还设置一个过线轮,此过线轮装于壳体的外壁上。
5、根据权利要求1所述的绕线机用的张力器,其特征在于:所述的摩擦块由连接于L形连杆的垫块和依次连接在垫块上的弹簧片、摩擦片组成。
6、根据权利要求1所述的绕线机用的张力器,其特征在于:所述的弹簧连接于壳体上的一端位置可移动。
7、根据权利要求1所述的绕线机用的张力器,其特征在于:壳体上还连接一个固定轴。
8、根据权利要求1至7任一项所述的绕线机用的张力器,其特征在于:壳体靠近摩擦轮的边缘连接一个翅片,翅片的尾端有一个过线槽,翅片的中部连接一个清洁部件。
9、根据权利要求8所述的绕线机用的张力器,其特征在于:所述的清洁部件包括一个连接在所述翅片上调整螺栓,螺栓上穿有两个羊毛毡垫片和弹簧,弹簧把两个羊毛毡垫片压在所述翅片上。
10、根据权利要求9所述的绕线机用的张力器,其特征在于:所述翅片和羊毛毡垫片之间还可增设调整垫片。
轮,弹簧的一端连接在半圆形凸轮靠近外边缘处,另一端连接在壳体上,所述的摩擦轮轴穿在壳体的侧壁上,一端处于壳体外且与摩擦轮连接,另一端处于壳体内,所述的L形连杆通过两个悬臂连接处的通孔活动连接在连杆轴上,所述的连杆轴固定在与壳体相贴合的调整机构上,所述的连杆轴通过调整机构带动可沿垂直于摩擦轮轴的轴线方向移动,L形连杆靠近摩擦轮轴的悬臂连接一个摩擦块,此摩擦块与摩擦轮轴处于壳体内的一端相接触,L形连杆远离摩擦轮轴的另一悬臂内侧与半圆形凸轮圆弧形边缘相接触。
上述的绕线机用的张力器,所述的调整机构包括贴合于壳体上的底座,底座上有燕尾槽,一个滑块装于底座的燕尾槽上,滑块平行于燕尾槽中心线有一个螺纹通孔,一根头部处于壳体外的调整螺丝先穿过壳体的侧壁然后穿到滑块的螺纹通孔上,连杆轴固定在滑块上可由滑块带动沿垂直于摩擦轮轴的轴线方向移动。
进一步改进,壳体上还设置一个气缸,汽缸轴的末端顶住L形连杆远离摩擦轮轴的另一悬臂外侧,通过汽缸轴对L形连杆远离摩擦轮轴的另一悬臂外侧施加控制力可以更精确控制漆包线的张紧力。
进一步改进,所述的钓鱼杆和摩擦轮之间还设置一个过线轮,此过线轮装于壳体的外壁上,可以防止漆包线掉线。
上述的绕线机用的张力器,所述的摩擦块由连接于L形连杆的垫块和依次连接在垫块上的弹簧片、摩擦片组成。
上述的绕线机用的张力器,所述的弹簧连接于壳体上的一端位置可移动。
进一步改进,壳体上还连接一个固定轴,方便与外部座体的连接。
进一步改进,上述的绕线机用的张力器,在壳体靠近摩擦轮的边缘连接一
图1所示,壳体1上还设置一个气缸13,气缸13上的汽缸轴的末端顶住L 形连杆2远离摩擦轮轴7的另一悬臂22外侧22b,通过气缸13上的汽缸轴对L 形连杆2远离摩擦轮轴的另一悬臂22外侧22b施加控制力可以更精确控制漆包线的张紧力。
钓鱼杆3和摩擦轮6之间还设置一个过线轮14,此过线轮14装于壳体1的外壁上,可以防止漆包线掉线。
图5所示,摩擦块12由连接于L形连杆2的垫块121和依次连接在垫块121上的弹簧片122、摩擦片123组成。
图1所示,弹簧5连接于壳体1上的一端位置可移动。
壳体1上还连接一个固定轴15,方便与外部座体的连接。
在壳体1靠近摩擦轮6的边缘连接一个翅片16,翅片16的尾端有一个过线槽161,翅片16的中部连接一个清洁部件17。
清洁部件17包括一个连接在翅片16上调整螺栓171,螺栓171上穿有两个羊毛毡垫片172和弹簧173,弹簧173把两个羊毛毡垫片172压在翅片16上,当漆包线穿过两个羊毛毡垫片172之间时可对漆包线进行清洁且增加摩擦力。
翅片16和羊毛毡垫片172之间还可增设调整垫片174。
本发明使用时,漆包线通过翅片16的尾端的过线槽161引向清洁部件17的两个羊毛毡垫片172之间,再到摩擦轮6上绕一圈后经过线轮14穿到钓鱼杆3上连接的过线轮9,最后引向绕线机的绕线机构上,本张力器可以通过调整机构11的调整螺丝113,弹簧5与壳体1连接位置的变化,气缸13上压力变化对漆包线的张紧力进行精细调整,能够充分满足绕线机绕线时张紧力的要求且不容易断线。
以上仅是本发明一个较佳的实施例,本领域的技术人员按权利要求作等同的改变都落入本案的保护范围。
张力器说明书
100002
2010.2
- 8 -。