某核电项目机械贯穿件安装施工管理技术研究
反应堆压力容器安装施工管理
反应堆压力容器安装施工管理发布时间:2021-04-14T02:31:18.598Z 来源:《建筑学研究前沿》2021年2期作者:李仕杰[导读] 反应堆压力容器是现代核电厂的重要设备之一,其安装质量对核电厂安全、正常运行有着很大影响。
江苏核电有限公司江苏连云港 222042摘要:反应堆压力容器是现代核电厂的重要设备之一,其安装质量对核电厂安全、正常运行有着很大影响。
因此,在核电厂建安阶段对于压力容器安装的施工管控就显得尤为重要,必须保证压力容器的各项安装质量满足设计要求,才能确保后续设备正常运行、电站正常运作。
本文介绍了反应堆压力容器安装各阶段的施工管控方法和措施,对同类核电站设备安装管理具有一定借鉴意义。
关键词:反应堆压力容器,设备安装,监督管控引言反应堆压力容器安装工作位于核岛主设备主线施工的关键路径上,其施工进展状态将直接影响到主管道焊接能否开始、并最终影响到冷试节点能否顺利开展;且压力容器属于重要设备,吊装安装风险大、难度高,施工工艺复杂。
因此,对于压力容器安装活动应当严格管控,确保顺利实施,为后续工作开展奠定基础。
一、施工方案审查按照施工方案发布计划,监督施工单位及时完成施工方案的编审批。
反应堆压力容器安装方案属于重大施工方案,需进行专家评审通过后方能发布执行。
施工准备期间,提前要求施工单位及时完成施工方案的编制,并参与了施工方案的审查,主要从施工质量控制、安全风险分析方面进行审查,确保方案满足安装技术要求、可指导现场施工。
各级监督单位审查完成后,组织进行专家评审,根据评审意见修改完善后发布执行。
二、施工先决条件检查根据设备实际到货进展,在安装工作开展前,由监理组织施工先决条件检查,确保设备到货后现场能立即开展施工。
1、作业人员配备:对钳工、起重等作业人员的数量、资质进行审查;重点关注起重工、吊车司机、专职安全员的资质进行审查,核实特种作业人员已取证且在有效期内。
2、施工技术文件:依据施工方案,对施工技术文件《作业指导书》、《安全技术交底》、《吊装组织机构》、质量计划及应急预案的发布情况进行审查;重点审查安全技术交底文件是否对施工活动进行细化讲解,交底文件中是否对类似项目施工中发生的问题进行了经验反馈;审查是否根据应急预案建立了相应组织机构,应急相应流程是否清晰、明确;质量及安全风险分析是否全面、应对措施是否合理有效;参加施工活动的作业人员是否已授权培训合格、经过了安全技术交底;对影响施工开展的不符合项(如压力容器支承、压力容器保温等设备的不符合项)处理情况进行了核查,确保及时关闭。
机械贯穿件安装管理
机械贯穿件安装管理作者:李冉吴中卫来源:《科技信息·下旬刊》2017年第02期摘要:EPR项目为双层安全壳,因此贯穿安全壳的贯穿件与CPR项目有显著不同,长度更长,重量更重,引入、焊接难度加大。
本文从贯穿件预制、引入、安装等,按照施工逻辑顺序对贯穿件安装管理进行简要介绍。
关键词:贯穿件;膨胀节;引入;坡口打磨;焊接变形1.贯穿件简介1.1、贯穿件分类贯穿件为穿过安全壳,连通安全壳两侧管道的特殊管道。
在EPR项目中,贯穿件主要分为以下几种类型:标准型(S);高能量型(H.E.);加热、通风和空气调节型(HVAC);预留型(R);蒸汽和给水贯穿件(S&FW);电气贯穿件(ELEC)。
CPR为单层安全壳,其贯穿件只穿过一个安全壳,而EPR为双层安全壳:部分贯穿件穿过双层安全壳,称为“C”类贯穿件;部分贯穿件仅穿过内部安全壳,称为“I”类贯穿件;部分贯穿件仅穿过外部安全壳,称为“O”类贯穿件。
按照贯穿件中的介质分类,分为以下几种类型:流体介质为水的贯穿件(W);流体介质为气体的贯穿件(G);流体介质为空气的贯穿件(A);流体介质为蒸汽的贯穿件(S)。
本文只介绍机械贯穿件。
1.2机械贯穿件清单除去电气贯穿件外所有类型的贯穿件均为机械贯穿件。
其中预留型贯穿件32个,其余类型的共95个,共127个。
95个机械贯穿件中包含6个IRWST吸水管线贯穿件。
1.3膨胀节外壳土建套管和管线通过连接件和膨胀节相连接。
膨胀节按照管道走向连接在外壳的土建限位套管之上,其主要功能是确保贯穿件在发生位移或者扭曲的情况下,使管道伸缩得到补偿,减小附加应力的影响。
除去IRWST吸水管线贯穿件外,其余的89个贯穿件中有88个安装有膨胀节,1个只经过外壳的“O”类贯穿件无膨胀节。
2.贯穿件安装2.1、贯穿件预制贯穿件本体由于部件、焊口众多,因此为提升现场安装效率,需要提前进行预制,将预制成品再引入,进行安装。
台山一期项目的贯穿件预制工作是由大连宝原承包的。
核电厂安全壳机械贯穿件密封性试验的运行组织

核电厂安全壳机械贯穿件密封性试验的运行组织【摘要】机械贯穿件作为安全壳的一部分,构成反应堆第三道安全屏障,设置在其内外两侧的安全壳隔离阀的密封性能关系到整个反应堆的安全,是核电站安全稳定运行的重要保障之一。
安全壳隔离阀密封性试验是核电机组大修期间的重要试验项目,本文从运行角度对试验的原理和方法进行了阐述、分析。
关键【关键词】核电厂大修;贯穿件;密封性试验1、前言机械贯穿件密封性试验的运行活动是一个专业性较高且非常繁琐的活动。
它不但要求对涉及的系统回路和设备相当熟悉,而且对所需的试验条件、试验方法、手段、试验设备、试验出现问题时可能的原因、相应的对策等都要作到心中有数。
由于贯穿件作业基本都在主隔离下的工作全部完工或者贯穿件对象及相关阀门的检修工作完工后进行的,如果试验不合格,可能导致系统复役延期,进而成为影响大修进度的关键路径。
2、贯穿件试验的原理贯穿试验目的:通过引入外流达到4.2bar.g 的压力,来检查安全壳隔离阀的严密性,以保证在事故工况下泄漏到外界的放射性物质在规定范围之内。
图1常用的试验方法有三种,分别简称为1A法、1B法、1C法。
1A法:如图1所示,以V1作为被试验阀门,关闭V1、V3,开启t1,连接加压装置及流量计到t1;加压V1、V3之间的管道至安全壳设计压力(0.42Mpa.g),并使之维持恒定,测量到的泄漏率是V1和V3的总泄漏率,为保守起见,可将此作为被试验阀V1的泄漏率。
加压介质可以用水,也可以用空气,当用水作介质时,试验期间V1阀门的下游必须泄压,或者连续开关几次阀门t2即可。
1B法:如图1所示,以V1作为被试验阀门,关闭V1、V2、V3,开启t1、t2,连接加压装置到t1,连接流量计到t2;加压V1、V3之间的管道至安全壳设计压力,并使之维持恒定,测量到的泄漏率就是被试验阀门V1的泄漏率。
1C法:如图2所示,以t2作为被试验阀门,关闭V1、V2、V3、t1,关闭t2,将缓冲罐及其与t2之间的管道加压至安全壳设计压力,测量缓冲罐在规定时间内的压降可以计算出t2的泄漏率。
核电工程提高管道焊接进度控制效果的措施
核电工程提高管道焊接进度控制效果的措施发布时间:2021-06-09T05:53:39.227Z 来源:《建筑学研究前沿》2021年6期作者:李杰[导读] 随着经济的发展,我国的核电工程建设的发展也有了改善。
中核工程咨询有限公司北京 100161摘要:随着经济的发展,我国的核电工程建设的发展也有了改善。
核电厂反应堆冷却剂主管道(简称核电厂主管道)连接着反应堆压力容器、蒸汽发生器和主泵,是一回路反应堆冷却剂系统压力边界的重要组成部分,运行中长期承受反应堆冷却剂的高温、高压,其安装焊接质量直接关系到核电厂的运行安全。
国内引进的俄罗斯压水堆核电厂与世界其他压水堆核电厂有较大不同,其他电厂主管道材质多采用奥氏体不锈钢,而俄罗斯压水堆核电厂主管道采用复合钢材料。
该主管道设计使焊接工艺复杂,施工难度大。
本文将对主管道材料进行研究分析,制定焊接工艺参数,并通过焊接工艺评定试验进行验证。
关键词:核电工程;提高管道焊接;进度控制效果;措施引言工艺管道焊口及支架未全部完成会影响系统移交和正常运行,解决此瓶颈问题就必须完成焊口及支架的焊接,完善相应施工记录,有效提高管道焊接进度。
管道施工过程为施工先决条件检查、质量计划开启、管道放线定位、一阶段支架安装、管道和部件就位组装、二阶段支架安装、管段焊接及调整、二阶段支架调整及支架限位件安装、管道清洁、管道及支架安装符合性检查、施工记录整理及质量计划关闭。
焊接是管道施工的核心因素,控制好管道的焊接质量,工程进度将会有很大提高。
1焊接性分析钢材的焊接性主要取决于钢材的化学成分,工程上通常用碳当量估算钢材的焊接性。
采用国际焊接学会(ⅡW)推荐的低合金高强度钢的碳当量公式计算10ГН2МФА合金钢的碳当量,结果为0.51%。
当碳当量为0.4%~0.6%时,钢材的淬硬倾向逐渐明显,焊接时需要采取预热等工艺措施。
估测10ГН2МФА合金钢易淬硬、焊接性差、冷裂纹敏感倾向较大,焊接前需要进行预热,以降低焊接冷却速度,防止焊接裂纹的产生。
基于IEEE标准的电气贯穿件鉴定试验研究
基于IEEE标准的电气贯穿件鉴定试验研究发表时间:2019-09-21T12:23:09.187Z 来源:《基层建设》2019年第19期作者:孙领隆[导读] 摘要:摘要:本文简要介绍了核电厂安全壳电气贯穿件以及相关的鉴定标准,并着重介绍了IEEE317标准的演变历程。
中广核工程有限公司广东省深圳市 518000摘要:摘要:本文简要介绍了核电厂安全壳电气贯穿件以及相关的鉴定标准,并着重介绍了IEEE317标准的演变历程。
阐述了基于IEEE317标准的电气贯穿件鉴定试验方案的制定,并针对核电电气贯穿件的鉴定提供了鉴定试验序列的实例。
结合实践经验,分析讨论了按照IEEE317标准实施鉴定试验过程中存在的问题及解决方法。
相关研究结果可为核电行业应用IEEE标准开展核电设备鉴定提供借鉴。
关键词:电气贯穿件;设备鉴定:IEEE317标准;型式试验1前言核电是可大规模利用的清洁能源,我国主张在确保安全的基础上高效发展核电。
为确保核电厂安全运行,核电厂安全级设备必须通过严格的鉴定才能生产、投运。
鉴于我国多种核电技术路线并存发展的现状,针对不同技术规范核电厂,须采用不同的核电设备鉴定标准、方法和程序。
随着我国核电技术的发展和设备国产化研制的广泛开展,行业内对于核电设备鉴定的重要性的认识也在不断提高,并且对核电设备鉴定标准的应用和实践开展了研究,并提供良好经验反馈。
近年来,我国引进的设备的鉴定须采用美国标准,其中电气设备鉴定基于电气和电子工程师协会(InstituteofElectricalandElectronicsEngineers,简称IEEE)标准,机械设备鉴定基于美国机械工程师学会标准。
美国在核电设备鉴定领域形成了包括联邦法律、核管会监管导则、国家和行业标准的完备的法制、管理和技术体系,所以美国核电设备鉴定标准比较成熟和完善。
本文研究了基于美国IEEE317标准的电气贯穿件鉴定方案,并探讨了在鉴定实施的过程中的有关问题,旨在为行业内应用IEEE标准开展核电设备鉴定提供借鉴。
核电厂中压电气贯穿件绝缘套管的研发

- 59 -工 业 技 术0 引言核电厂中压电气贯穿件是安装在安全壳上供核电厂中压动力电缆贯穿件安全壳的专用电气产品,是1个电气分级1E 级、机械安全2级且受国家核安全局监管的重要设备,主要是由额定电压为6.6 kV、50 Hz 三相供电回路的导体组成的。
电气贯穿件作为安全壳压力边界的组成部分,除了满足电气性能外,还必须保证可靠的密封性,即使在正常和各种事故(包括地震和失水事故等)条件下,仍能保证安全壳压力边界的完整性和电气连续性。
绝缘套管是中压电气贯穿件的关键部件,绝缘套管的性能直接决定了中压电气贯穿件的电气性能和密封性能,同时也为贯穿件的整机性能提供保障。
国内原有核电厂的电气贯穿件均为进口,同时受国外公司对设备的技术保密和产权保护,产品研发并无相关设计和制造的参考资料可以借鉴,需要针对产品需求进行自主研发。
1 绝缘套管的设计绝缘套管的研发过程是一系列活动的集合,主要包括从最初的需求,到问题的分析、概念的设计、方案评价和技术实现等许多方面的内容。
同时作为核级产品,在研发过程中应特别注意其安全性和可靠性,原则上尽可能地采用成熟的制造技术和有使用业绩材料。
1.1 功能需求按照中压贯穿件总体设计的需求,绝缘套管作为结构部件要实现以下3个功能:1)连接固定端板、支撑贯穿导体并承担电气贯穿件开口密封,绝缘套管气体泄漏率指标要小于。
2)处于不同电位之间并承担主绝缘作用,所承载的导体之间进行36 kV 的介电强度试验,在1 min 内无击穿、闪络和电压突降等。
3)作为部件安装到中压电气贯穿件工程样机上,随工程样机进行一系列鉴定试验,在试验前后要保证中压电气贯穿件的功能并维持自身的完整性。
鉴定试验中对绝缘套管起主要影响作用的项目有热老化、辐照、振动、地震、LOCA、雷电冲击和短路电流试验等[1]。
1.2 概念设计概念设计在产品设计中具有重要的地位,其主要目的是针对每个设计需求功能得到1个确定但并不要求详细的解,并通过原理部件间的空间或结构上的关系使它们有机结合起来。
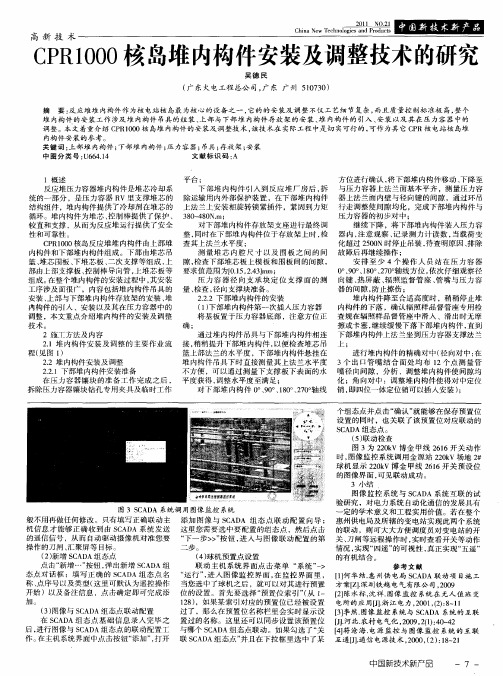
CPR1000核岛堆内构件安装及调整技术的研究
中国新 技术 新产 品
一7 一
Q
Q: — —
Ch na New c o o esan o uc s i Te hn l gi d Pr d t
高 新 技 术
紧插件 并检 查紧 固力矩 值 , 接锁 紧杆 ; 焊 焊 接对 中定 位 销螺 栓锁 紧杆 :按要 求 紧 固对 中定位 销螺 栓并 检查 紧 固力 矩值 ,焊接 螺 栓锁 紧杆 ; 焊 接流 量管 嘴 :在堆 芯 吊篮法 兰上 安装 2 4个流量 管 嘴 , 对焊缝 进行 目视 检查 ; 并 安 装 底部 仪 表 柱 及堆 芯 二 次 支撑 组 件 : 组装 底部 仪表 柱 、 基板 与 能量 吸收组 件等 , 将 基板 焊接 到 能量 吸收 组件 上 ,并 对 焊缝 进行
内构 件 安 装 的 参 考 。 关键 词 : 部堆 内构 件 ; 上 下部 堆 内构件 ; 力容 器 ; 压 吊具 ; 存放 架 ; 安装 中 图 分 类 号 : 6 .4 U6 41 文献标 识 码 : A
1慨 述
平台;
反 应堆 压力 容器 堆 内构 件是 堆 芯冷 却 系 下 部 堆 内构 件 引 入 到 反应 堆 厂房 后 , 拆 统 的一部 分 ,是 压力 容 器 R V里 支撑 堆 芯 的 除 运输 用 内外 部保 护装 置 ,在 下部 堆 内构件 结 构组 件 ,堆 内构件 提 供 了冷却 剂 在堆 芯 的 上 法兰 上安装 相 旋 转锁 紧插 件 ,紧 固到 力矩 l 循 环 。堆 内构 件 为堆 芯 、 制 棒提 供 了保 护 、 3 0- 0N. l 控 8 48 I ; 较 直和 支撑 ,从 而为 反应 堆 运行 提供 了 安全 对下 部堆 内构件 存放 架 支座 进 行最 终调 整, 同时在 下 部堆 内构 件 位 于存 放架 上 时 , 检 性 和可 靠性 。 C R 0 0 岛反应 堆 堆 内构件 由上部 堆 查其 上法 兰水 平度 ; P 10 核 内构件 和下部 堆 内构 件组 成 。下部 由堆芯 吊 测 量 堆 芯 内腔 尺 寸 以 及 围板 之 间 的 间 篮、 堆芯 围板 、 下堆 芯板 、 次 支撑 等组 成 , 二 上 隙 , 查下 部堆 芯 板上 模板 和 围板 间 的 间隙 , 检 部 由上部 支撑 板 、 控制 棒导 向管 , 堆芯 板 等 要求值 范 周为 『 1 ,. ]m; 上 O 524 m , 3 组成 。 整个堆 内构 件 的安装 过程 中 , 安 装 在 其 压 力 容 器 径 向支 承 块 定 位 支 撑 面 的 测 工序 涉及 面很 广 ,内容 包括 堆 内构 件 吊具 的 量 、 查 , 向 支撑块 准备 。 检 径 安装 、 上部 与下 部堆 内构件 存放 架 的安 装 、 堆 2 . 部堆 内构 件 的安装 .2下 2 内构件 的 引入 、安装 以及 其 在压 力 容器 中 的 () 1下部 堆 内构件 第一 次插 入压 力容 器 调整 ,本 文 重点 介绍 堆 内构 件 的安 装及 调整 将 基板 置 于压 力容 器底 部 ,注 意方 位 正 技术 。 确; 通 过堆 内构 件 吊具 与 下部 堆 内构 件相 连 2 施工 方法 _ 内容 及 稍稍 提升 下部 堆 内构 件 , 以便 检 查堆 芯 吊 21堆 内构 件 安装 及 调整 的主 要 作业 流 接 , . 程 ( 图 1 见 ) 篮 上部 法兰 的水 平 度 ,下部 堆 内构 件悬 挂 在 22堆 内构件 安装 及调 整 - 堆 内构 件 吊具 下 时直 接测 量 其 上法 兰水 平 度 2. .1下部 堆 内构 件 安装 准备 2 不方 便 ,可 以通过 测 量下 支撑 板 下 表面 的水 在 压力 容 器 镶块 的准 备 工 作 完成 之后 , 平度 获得 , 整水平 度 至满 足 ; 调 拆 除压力 容器 镶块 钻孔 专 用夹 具及 临 时工 作 对下 部 堆 内构 件 0 、0 、8 。 2 0 轴 线 。9 。 1 0 、7 。
核电站电气贯穿件介绍课件
数字化控制系统在核电站中的应用不断深化,能够提高自 动化水平和安全性,减少人工干预和错误。
新型材料和制造技术
新型材料和制造技术的应用能够提高电气贯穿件的耐久性 和可靠性,降低维修成本。
我国核电站电气贯穿件的技术水平与差距
技术水平
我国核电站电气贯穿件的技术水平已 经有了显著提高,能够满足国内核电 站的建设和运营需求。
故障处理
发现故障时,及时进行排查和 处理,确保电气贯穿件的正常 运行。
记录与报告
对电气贯穿件的维护和检修情 况进行记录和报告,为管理人
员提供决策依据。
常见故障与排除方法
1 2 3
电缆故障
电缆老化、破损或短路可能导致故障。检查电缆 的绝缘层、线芯等部位,更换损坏的电缆。
接触不良
电气贯穿件内部的触头接触不良可能导致故障。 清洁触头表面,紧固连接件,改善触头接触状况 。
导体用于传输电流,通常采用 铜或铝等导电性能良好的材料
。
绝缘层用于隔离导体,防止电 流泄漏,一般采用橡胶、塑料
等材料。
外壳用于保护整个贯穿件,通 常采用金属材料。
电气贯穿件的功能
传输电流
01
电气贯穿件的主要功能是传输电流,以满足核电站各
种设备的用电需求。
隔离与密封
02 电气贯穿件能够隔离不同电位的导体,防止电流在不
湿式电气贯穿件主要应用于核电站 的常规岛和核岛中,用于连接强电 或高电压等级的电气设备。
04
电气贯穿件的安装与维护
电气贯穿件的安装方法与步骤
基础制作
按照图纸要求,制作基础结构 ,包括预埋件、支撑架等。
电缆敷设
根据设计图纸,敷设电缆并做 好标记,确保电缆排列整齐、 无交叉。
核电厂贯穿件简介及设计审查管理探讨

核电厂贯穿件简介及设计审查管理探讨余威;张一木【摘要】核电厂中的贯穿件通常由土建和建安两个不同承包商配合施工完成,且涉及到不同的施工专业,较容易发生贯穿件孔洞遗漏或安装配合不佳等问题。
在AP1000核电厂中,核岛厂房布置非常紧凑,一旦发生上述问题,再进行设计变更会加剧施工难度。
本文从贯穿件的简要介绍和某项目施工中发现的一些问题,提出对AP1000核电厂贯穿件的设计审查管理措施及部分设计优化建议。
%In nuclear power plant, the penetration piece is usually completed by two different contractors that responsible for civil engineering and construction safety, and the construction involves different construction professional, it is easy to occur the problems of hole missing of penetration piece or the poor installation. In AP1000 nuclear power plant, nuclear plant is very compact, in the event of the above problems, the design and changes will intensify the construction difficulty. This paper finds the problems of penetration piece from the brief introduction and project construction to put forward the design review management measures and the optimization suggestions of penetration piece for AP1000 nuclear power plant.【期刊名称】《价值工程》【年(卷),期】2015(000)024【总页数】3页(P3-5)【关键词】核电厂;贯穿件;设计审查管理【作者】余威;张一木【作者单位】国核工程有限公司,上海200233;国核工程有限公司,上海200233【正文语种】中文【中图分类】F284AP1000核电厂中的贯穿件是指为了使机械、电气、结构等部件穿过障碍物而在结构模块的墙体、地板(例如CA01/CA20模块)或者其他普通的混凝土墙体、地板上开辟的通道结构。
核电厂机械贯穿件安装施工管理技术研究
核电厂机械贯穿件安装施工管理技术研究摘要:机械结构贯穿件的具体安装准备工作由安装方和施工单位直接负责施工组织与准备实施,但在具体安装准备和组织实施工作过程中,涉及将受到材料供应商、安装施工单位、设计院、业主等多个外部环境因素的直接影响。
关键词:机械设备;设备安装;工程质量;施工质量1机械设备安装问题探讨1.1设备安装管理措施不够完善在过去进行机械设备安装时,有固定的操作规范和条例可供遵循,但是相关的监督和监管机制却是缺乏已久的,这种情况下容易导致在设备实际安装时比较随意,细节部分容易被忽视,与此同时也影响了机械设备的使用效率,时间一长免不了维修、重装,安装质量和安装成本随之增加。
1.2设备安装程序不够明确由于负责设备安装的工作人员素质不一,在缺乏可行的设备安装程序情况下,设备安装过程中容易因为疏忽大意而出现问题。
有时就算设立了可行的安装程序,工作人员缺乏遵守规则的意识,没有按照规定流程施工,也会导致返工的情况,致使安装效率低下,收尾工作量增加,设备使用过程中出现大大小小的问题。
例如在安装沥青搅拌设备时,如果在安装过程中没有严格实行安装程序,容易导致反复吊装、造成人力和物力资源浪费,严重影响安装效率和成本。
1.3设备安装效果美感不足在对设备安装技术进行评估时,外形是否美观也是考核指标之一,虽然外形美观与否跟机械设备是否正常运行之间关系不大,但是却体现着技术人员严格要求自身技术和工程形象的决心。
在实际安装过程中,一般工作人员会更在意设备安装是否符合技术层面的要求,反而忽视了安装效果的美感。
例如有的大型设备几十组线路,如果在设备安装过程中没有进行美观的布局和按标识进行区分,就会产生混乱,导致信号源与线路对不上。
2安装过程见证与消点机械设备贯穿件焊缝施工技术要点主要内容包括了斜坡口焊缝加工、组合成对零件焊接、焊缝加工外观检验、无损水压检测以及直流水压试验。
上述安装工序在国家质量管理计划中,要求装修安装公司qc、监理、工程设计公司、业主均来到选点现场见证。
XX核安全文化知识竞赛培训题库
XX核平安文化知识竞赛培训题库核电产业的开展离不开社会各方面的理解与共识,公众承受度深化影响着核电产业持续安康开展。
今天,网为大家带来的是xx核平安文化知识竞赛培训题库,希望对大家有帮助~1、四个凡事:凡事有人负责、凡事有章可循、凡事有据可查、凡事有人监视。
2、“两个零容忍”是指违规操作零容忍、隐瞒虚报零容忍。
3、“两个全覆盖”是指覆盖全体持证单位,覆盖所有骨干人员。
4、质量本钱包括:预防本钱、鉴定本钱、内部损失本钱、外部损失本钱。
5、我公司获得的民用核平安设备制造容许证为核平安2、3级,设备类别为压力容器、储罐、热交换器。
6、我公司核电采购物项的验收方法有源地验收、到货检查、供方提供的质量合格证明文件的验收。
7、民共和国国务院令第500号:《民用核平安设备监视管理条例》,已经xx年7月4日国务院第183次常务会议通过,自xx年1月1日起施行。
8、民用核平安设备,是指在民用核设施中使用的执行核平安功能的设备,包括核平安机械设备和核平安电气设备。
9、民用核平安设备设计、制造、安装和无损检验活动适用《民用核平安设备监视管理条例》。
10、民用核设施营运单位,应当对在役的民用核平安设备进展检查、试验、检验和维修,并对民用核平安设备的使用和运行平安承担全面责任。
11、民用核平安设备标准是从事民用核平安设备设计、制造、安装和无损检验活动的技术根据。
12、民用核平安设备标准包括国家标准、行业标准和企业标准。
13、民用核平安设备设计、制造、安装和无损检验单位应当按照《民用核平安设备监视管理条例》的规定申请领取容许证。
14、民用核设施营运单位,应当对民用核平安设备设计、制造、安装和无损检验活动进展质量管理和过程控制,做好监造和验收工作。
15、民用核平安设备制造、安装单位,应当在制造、安装活动开始30 日前,将以下文件报国务院核平安监管部门备案:(一)工程制造、安装质量保证分大纲和程序清单;(二)制造、安装技术规格书;(三)分包工程清单;(四)制造、安装质量方案。
新型热室方案设计探索
p o p i年第20 卷第1期新型热室方案设计探索□梁汝囡彭思王广开吴德慧【内容摘要】在核工业领域中,箱室设备是将特定的操作空间和周围环境空间实施有效隔离的包容设备。
热室,是典型的箱室 设备,外层设有重生物屏蔽,其内部处理或贮存的物料具有强7放射性活度或中子辐射,常用机械手进行操作。
本 文基于某放射性物料处理项目,通过对特殊的工艺需求,如热室尺寸、观察、远距离操作、照明、检修和物料转运等 进行分析,完成了此新型热室的布局和设计,并讨论了其建造的可行性。
【关键词】热室;远距离维修;物料转运【作者简介】梁汝囡(1983.8 ~ ),男,山东肥城人,中国核电工程有限公司高级工程师,硕士;研究方向:箱室设备设计 彭思,王广开,吴德慧;中国核电工程有限公司—、引言箱室设备是核工程尤其是乏燃料后处理厂、放化实验 室、同位素生产及研究设施中常用的一类专用的密封、屏蔽 操作设备。
其主要功能是为操作人员及邻近人员提供必要 的生物屏蔽、密封操作空间和基本操作条件。
热室是装备复 杂操作工具对辐射有很大屏蔽能力的密封箱室设备。
某放射性物料处理项目由于其处理工艺特殊,对热室的 操作、布置、检修和物料转运要求都与传统热室有很大不同,针对这些特殊要求,需要提出一种新型的热室方案以适应工 程需求。
二、常规热室设备简介常规热室设备一般呈“线”布置,通常在热室线中根据操作物项不同或工艺操作不同,在热室线中设置若干热室,热 室之间常常需要保持独立的屏蔽和密封边界,所以传统热室 之间的转运装置要具备屏蔽和密封功能,导致热室间转运装 置结构复杂,并且转运时间较长。
常规热室的最主要的操作工具是使用主从式机械手,由于主从机械手的操作能力的限制,热室的深度尺寸也有极大 限制,所以传统热室基本都是呈“峡谷”形,长度和高度都可 以较大,但是深度尺寸受主从机械手操作范围限制,一般不 超过4m。
常规热室中,对热室内部的观察和监控一般是通过窥视 窗进行,由于热室一般都具备较厚的屏蔽层用于屏蔽热室内 放射性射线,所以,热室的窥视窗一般由多层铅玻璃窗组成三、低温季节时循环冷却水运行模式的优化低温时循环冷却水流量调节的必要性。
核电厂安全壳机械贯穿件密封性试验
核电厂安全壳机械贯穿件密封性试验发表时间:2019-05-20T10:35:45.563Z 来源:《电力设备》2018年第34期作者:陈永生陈晓飞[导读] 摘要:核电厂核岛机械贯穿件是壳内连通壳外的通道,安全壳贯穿件阀门及管道的密封性能直接影响到壳内放射性物质向壳外的泄露。
(国核电站运行服务技术有限公司上海 200233)摘要:核电厂核岛机械贯穿件是壳内连通壳外的通道,安全壳贯穿件阀门及管道的密封性能直接影响到壳内放射性物质向壳外的泄露。
因此,安全壳机械贯穿件阀门密封性试验至关重要。
结合三代核电AP1000机组及二代机组贯穿件的阀门密封性试验介绍该类试验的实施原理和方法。
本方法的有效实施将很好的检验安全壳的泄漏率及安全性能,对其他行业类似密封性试验也有很好的借鉴意义。
关键词:核电厂;安全壳;泄漏率;贯穿件;密封性试验引言:安全壳是防止核电厂核反应堆厂房一旦出现严重的事故时放射性物质逸出的最重要密闭屏障。
安全壳工艺系统贯穿件(又称机械贯穿件)是设置在安全壳筒体并贯穿壳内壳外的通道。
对于安全壳密封性能试验,世界上有核电的国家明确规定:核电站建成装料前须进行初次密封性试验,反应堆运行寿期内须进行定期试验,以检验施工质量及评价失水事故时泄漏的风险,并保证泄漏率在容许限值以内;安全壳泄漏率试验在核电站投运之前的调试期和投运之后的在役期定期进行,通过对结构及附件性能的检验,检查密封性能是否符合设计要求,若不符合,应依此决定对其进行必要的修补。
概述:安全壳系统的密封性试验分为A,B,C三类,其中A类试验为安全壳整体的结构性试验;B类试验包括人员闸门,设备闸门以及电气类贯穿件和燃料转运通道等的密封性试验;C类试验为安全壳机械贯穿件(主要涉及阀门及管道)的密封性试验。
本文主要涉及C类密封性试验。
通过对示例贯穿件采用不同介质(工厂空气或水)并适时采用合适的试验方法来检测贯穿件阀门的密封性能,能很好的说明核电厂此类试验的做法与原理。
华龙一号机械贯穿件安装施工探讨
华龙一号机械贯穿件安装施工探讨摘要:安全壳机械贯穿件是核电厂连接反应堆厂房和外围厂房之间管道的关键部件,对核回路冲洗、二回路水压试验及冷试等重大节点顺利实现至关重要。
本文结合卡拉奇项目华龙一号堆型核岛安全壳机械贯穿件的实际情况,对其安装工作各环节中的施工要点及与土建预应力张拉期间的施工逻辑问题进行探讨。
关键词:华龙一号;机械贯穿件;施工逻辑;施工管理1.系统概况华龙一号堆型双层安全壳机械贯穿件是保证一条或几条管路穿过安全壳时,贯穿管路与双层安全壳内外部紧密地连接在一起的关键性部件,属于反应堆安全壳的一部分,与安全壳一起组成第三道屏障,确保安全壳的气密性完整性的同时还防止放射性物质外泄。
由于机械贯穿件将将贯穿管路与安全壳混凝土中预埋的锚固套筒连接在一起,可将管道荷载传递至安全壳,以实现管道固定支架的作用。
华龙一号堆型的机械贯穿件总体分为以下几部分:安全壳混泥土中的锚固套筒(土建预埋部分);套筒与贯穿管路之间的刚性连接件(封头);接管;波纹管膨胀节;测温、测压管嘴等附件;保温装置(主蒸汽、主给水管道贯穿件);散热片(主蒸汽、主给水管道贯穿件)。
单机组机械贯穿件数量为116个,其中10个为备用机械贯穿件。
根据被传送介质特性和管路功能,主要分为标准流体管道贯穿件(65个)、主蒸汽和主给水管道贯穿件(6个)、高能管道贯穿件(25个)、地坑贯穿件(4个)、通风贯穿件(6个)及备用贯穿件(10个)几种等。
而根据其分布位置情况,有14个机械贯穿件在预应力张拉影响区域。
2.机械贯穿件的安装特点解析华龙一号机械贯穿件的安装存在以下几个方面的特点:2.1与传统M310堆型差异大由于华龙一号的机械贯穿件穿过双层安全壳,与传统M310堆型的贯穿件比较存在体积大、长度长,引入及安装难度更大的特点。
对设备的倒运、存放、安装都提出更高的要求。
2.2交叉施工机械贯穿件遍布整个壳间环形区,标高从-8.8m至+40.75m,与钢平台施工、房间装修、张拉轨道及平台拆除等各项施工活动需穿插进行。
田湾核电站安全壳机械贯穿件隔离阀密封性试验

如前 所 述 ,在 发生 LOCA事 故状 态 下 ,安全 壳 可确保压力 0.39 MPa、温度可达 150 oC的蒸汽空 气混合物 ,24 h内的气体泄漏率不超过安全壳 自 由容积 的 0.2%。 在 LOCA 工况 下 的泄 漏 率 限值
是不 能 直接 进行 检 验 的 ,实 际进行 安 全 壳密 封 试 验 的 时候 ,气 体 的温度 接 近环境 温度 。而相 应于 LOCA工况 下 的压 力 (0.39 MPa)和 环境 温 度 下 进 行气压试验可以测出允许泄漏率 。
2 试验要求与原理
2.1 试 验要 求 考 虑到试 验 过程 尽量 模拟 事故 工况 下 安全 壳
隔离阀的工作状态 ,每个需检查的阀门都应 由主 控室遥控 关 闭或模 拟事故 信号来 关 闭 ,不得另施 加 机械力 (除 了 QEB20AA801,由于其 为手动 阀门 )。
2.2 试 验周 期 国家标准 《压 水堆 核 电厂安全 壳 密封 I生试 验 》
田湾核 电站安全壳机械贯穿件隔离 阀密封性试验
机械密封式电缆贯穿件研制李军格

Value Engineering 0引言为了保证核电站、核反应堆等核装置在正常、设计基准事故和地震工况下压力边界的完整性和电气完整性,防止放射性物质外泄。
在电缆穿墙(壁)时采用贯穿件,贯穿件作为电缆穿墙时保障密封性和电性能要求的重要装置。
插接式电缆贯穿件密封性能容易保证,密封可靠,并且泄漏率可达到极小。
但加工零件多、精度要求较高,制造成本高。
特别是对于大电流动力电缆和要求较高的信号同轴电缆,容易产生插接电极发热过大和信号衰减。
为了满足工程需要,采用不截断电缆,不破坏电缆护套,电缆护套采用机械密封、电缆芯采用密封树脂封堵的密封方案研制了一套试验样机进行验证试验和工程样机的鉴定。
1电缆密封验证试验1.1目的由于电缆为多芯电缆和同轴电缆,采用不截断电缆的贯穿方案,首先要解决电缆密封的问题。
通过电缆封堵验证试验测试其密封性能和电气性能,验证电缆贯穿件的穿墙密封方式能否满足使用要求,为工程样机的设计与研制提供试验依据。
1.2电缆密封验证试验装置电缆贯穿件验证试验装置由真空室、密封组件、氦气室及试验电缆等部分组成(见图1电缆封堵验证试验装置)。
真空室接氦质谱仪,氦气室通过截止阀和减压阀接氦气钢瓶。
1.3电缆的密封电缆密封主要包括电缆护套的机械密封和电缆芯线及芯线与芯线之间的密封。
机械密封组件(见图2电缆密封组件)为两层不锈钢夹板加工后用线切割切开,中间为硅橡胶密封垫,密封垫采用硅橡胶板加工。
电缆芯线之间的密封根据电缆种类和规格,将电缆头外护套剥离,套热缩管并灌注专用密封树脂,固化后用热风使热缩管缩紧,对于带屏蔽网的电缆应将屏蔽网引出。
电缆芯线采用灌胶或锡焊端子密封。
电缆做为密封结构贯穿件的一部分,橡胶密封垫与电缆结合越紧密密封效果越好,但当橡胶比压超过电缆的护套的许用应力时,由于塑性变形不仅会破坏密封性能,同时会影响电缆的电性能。
必须通过控制压盖法兰压紧螺栓的拧紧力矩,在确保密封的前提下尽量减小压紧力。
为了测试机械密封在不同压紧力下的密封性和对电缆电气性能的影响,试验中使用测力扳手测量了压紧螺栓在不同压紧力的情况下的泄漏率及相应电气性能。
核电站安全壳机械贯穿件[实用新型专利]
![核电站安全壳机械贯穿件[实用新型专利]](https://img.taocdn.com/s3/m/0b8da7307f1922791788e885.png)
专利名称:核电站安全壳机械贯穿件专利类型:实用新型专利
发明人:范曼蓉
申请号:CN201621077172.X
申请日:20160923
公开号:CN206097929U
公开日:
20170412
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种核电站安全壳机械贯穿件,其包括封头和位于封头两侧的壳外接管和壳内接管,其中,封头与壳内接管焊接连接,封头与壳外接管为一体设置的锻造件。
相对于现有技术,本实用新型核电站安全壳机械贯穿件中,封头与壳外接管为一体设置的锻造件,可克服焊缝体积检查的难题,适用于不同规范体系的核电站安全要求且便于引入和安装。
申请人:中广核工程有限公司,中国广核集团有限公司
地址:518124 广东省深圳市大鹏新区鹏飞路大亚湾核电基地工程公司办公大楼
国籍:CN
代理机构:广州三环专利代理有限公司
代理人:王基才
更多信息请下载全文后查看。
某项目核取样系统管线应力评定分析
某项目核取样系统管线应力评定分析刘雪林;刘美平;黄飞祥【摘要】The containment of nuclear power station is an important boundary of safety defense.It is very important to ensure the structural integrity and safety of the sampling pipeline when penetrating through the containment.In order to ensure the airtightness and integrity of the containment,expansion joints will be arranged in the mechanical penetration of the containment.However,the expansion joints arranged on the mechanical penetration of the containment will have an effect on the stress calculation of the sampling pipeline;And for different types of mechanical penetration,the type of connection of the expansion joint arranged on it is different,therefore,the influence on the stress calculation of the pipeline is also differ-ent.The methods of stress analysis and assessment by RCC-M code were introduced when welding the expansion joint of the sampling pipeline and mechanical penetration of the containment with focus on the research of the influence of expansion joint arrangement on the A-type mechanical penetration on the stress analysis of the sampling pipeline,and the optimization scheme was given when the pipeline fails to meet RCC-M after taking into account the influence of the expansion joint on pipe stress calculation.The present research provides certain reference for the designers of nuclear power stations.%核电站安全壳是重要的安全防御边界,确保取样管线穿过安全壳时的结构完整性及安全性十分重要.为了确保安全壳的气密性和完整性,会在安全壳机械贯穿件中设置贯穿件膨胀节.但是,安全壳机械贯穿件上设置的膨胀节会对取样管线的应力计算产生影响;而不同类型的机械贯穿件,其上面设置的膨胀节连接形式不同,因此,对管道应力计算时的影响也不相同.介绍了RCC-M规范对取样管线与安全壳机械贯穿件膨胀节焊接时的应力分析和评价方法,重点研究A型机械贯穿件上设置的膨胀节对取样管线应力分析的影响,并给出了考虑贯穿件膨胀节对管道应力计算影响后导致管线不能满足RCC-M时的优化方案.该研究对核电站设计人员有一定的参考价值.【期刊名称】《压力容器》【年(卷),期】2018(035)005【总页数】7页(P60-66)【关键词】机械贯穿件;膨胀节;取样管线;RCC-M规范【作者】刘雪林;刘美平;黄飞祥【作者单位】深圳中广核工程设计有限公司,广东深圳 518057;深圳中广核工程设计有限公司,广东深圳 518057;深圳中广核工程设计有限公司,广东深圳 518057【正文语种】中文【中图分类】TH49;TL351.6;TH123核电站安全壳是重要的安全防御边界,是核电厂防御核放射物外溢的最后一道屏障,确保安全壳的气密性和完整性就变得格外重要[1-3]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
某核电项目机械贯穿件安装施工管理技术研究
作者:李利娟肖赞
来源:《科技视界》2016年第06期
【摘要】本文结合某核电项目机械贯穿件安装施工管理实践,总结了机械贯穿件在安装施工各重点环节的施工管理要点,通过对施工管理实践中遇到的设计和建安施工逻辑协调等方面出现的问题进行分析,探讨了进度、质量和施工协调管理的方法和特点,为后续工程机械贯穿件采购、设计和施工工作都提供了经验反馈。
【关键词】机械贯穿件;施工管理;进度;质量
0 前言
机械贯穿件,是保证一条或几条机械管道贯穿过反应堆安全壳时,将安全壳内部与外部流体管道连接在一起的关键性部件,它属于反应堆安全壳的一部分,构成防止放射性释放到大气中的第三道屏障。
在各种工况下,它既要满足系统管道设计的要求,又必须确保安全壳的气密性和完整性。
1 安装先决条件的落实
机械贯穿件安装前的必要条件和准备工作主要概括为五个要素:施工人员、施工机具、施工对象、施工技术文件、施工场所。
其中,施工人员和施工机具均由安装单位负责落实,施工管理单位无需过多干预。
而施工对象、施工技术文件和施工场所这三个要素的落实,均离不开施工管理人员的协调和落实。
机械贯穿件设备本体的到货,是安装工作得以顺利开展的首要条件。
因此,推动采购部门协调厂家尽快供货和仓储部门开箱检验,成为机械贯穿件进度管理的常态化工作。
特别是二回路主蒸汽和主給水贯穿件,还有RX厂房-3.4米RIS和EAS地坑贯穿件,因施工逻辑的原因,上述机械贯穿件,成为了施工管理中催货工作的重点。
机械贯穿件安装的施工技术指导文件,主要是机械贯穿件安装图、批复的施工方案、安装质量计划。
安装施工方案的审查是其中的重点和难点。
《RX厂房机械贯穿件安装方案》由安装公司负责编制,PRE版报工程公司项目部和监理公司审查。
方案审查的重点包括参考文件是否正确、先决条件是否完备、施工流程与施工工艺是否合理、施工质量的保证措施、安全文明施工措施。
安全壳上预埋套筒的移交进度和施工质量,也是机械贯穿件安装施工管理需要重点关注的内容。
如果套筒过早移交安装公司,考虑到现场建安交叉施工的特殊情况,非常不利于已移交套筒的成品保护。
在移交前,施工管理部须要求安装公司向土建公司提出套筒移交前的处理要求,由土建公司限期完成,并及时完成移交验收单的会签。
2 安装过程见证与消点
机械贯穿件施工要点主要包括坡口加工、组对焊接、焊缝外观检验、无损检测以及水压试验。
上述工序在质量计划中,要求安装公司QC、监理、工程公司、业主均选点见证。
机械贯穿件的安装主要依据机械贯穿件安装图,焊接、无损检测和试压要求主要依据工程公司有关企标,这些参考文件成为各方在机械贯穿件安装质量控制中的主要依据,并且每个过程都要及时形成完整的记录。
贯穿件封头的坡口为设备出厂自带,土建预埋套筒移交安装时也留有坡口,安装公司安装时需要根据相关企标,手工进一步打磨和修整,使其与相应的封头坡口端一致。
在质量计划见证消点中,需重点检查坡口外型尺寸符合技术要求,确保坡口清洁度满足相关要求。
通过见证焊前坡口PT的检验结果,确保坡口表面无裂纹、分层、夹渣等缺陷。
焊缝组对,也要依据相应的企标的要求进行。
一般不锈钢封头采用定位板进行组对,碳钢封头直接用GTAW点固组对。
在质量计划见证消点中,重点检查组对间隙和错边量,确保其数值限定在企标允许的范围之内。
并对照安装图确保封头和土建预埋套筒是对应的,封头的安装方向要和安装图保持一致。
组对定位焊缝也应由资质合格的焊工施焊,并采用与实际产品一致的焊接材料和工艺,焊接参数需符合焊接工艺卡的要求。
若出现问题,不得私自切开定位焊缝重新组对,对此应严格控制。
机械贯穿件的焊接主要涉及封头与套筒的对接焊,也有部分
贯穿件的焊接环境不同于核岛厂房内其他管道的焊接,是因为预埋套筒贯通反应堆厂房内外,在焊接时套筒内空气流速较快,如不采取措施,将严重焊接质量,导致焊缝出现气孔、夹渣等缺陷。
因此,在机械贯穿件的焊接质量控制中,要严格检查防风措施的落实。
对于封头与套筒焊接为异种钢对接焊缝,需进行以下检测:
——组对前的坡口PT;
——异种钢的对接焊缝,打底焊缝需进行PT检验;
——焊接完成后进行100%PT,100%RT。
对于封头与套筒焊接为碳钢对接焊缝,需进行以下检测:
——组对前的坡口PT;
——焊接完成后进行100%PT,100%RT或100%UT。
在现场组装后的承插焊口及夹套管的内管根据要求进行水压试验,水压试验前,焊口焊接完成且无损检测合格。
水压试验时,先连接好临时设施,安装试压装置,安装压力表。
现场贯穿件水压试验压力应根据贯穿件安装图上所给的水压试验压力执行,在设计依据表格中无水压试验压力的,一般为安全壳密封试验用,不需进行水压试验。
水压试验操作准则和验收标准应严格依据相关企标进行。
在试压过程中,特别需要施工管理人员重点关注的是相关安全措施的落实,以及协调安装公司安全员进行全程监护。
如果水压试验结果不合格,在缺陷被修正后,还需再次进行水压试验。
水压试验需要组织安装公司QC、监理、工程公司、业主四方联合见证,并按要求填写《贯穿件试压记录》。
封头与套筒间的环焊缝检验合格后,下一步工作就是对碳钢材质的贯穿件焊接部位应进行涂层修补,不锈钢材质的焊接部位进行酸洗钝化。
机械贯穿件的清洁主要是将液体渗透检验后残留的显像剂去除,若封头尚不具备与管道连接的条件,则应将贯穿件端口及封头部位全部封起保护。
3 讨论与总结
机械贯穿件的安装工作由安装施工单位负责组织与实施,但在具体准备和实施过程中,涉及到供应商、土建施工单位、设计院、业主等多个外部因素的影响。
作为工程总承包单位,现场项目部主要提供的是管理服务,这就需要项目部施工管理部门协调好各类外部接口关系,推动安装工作进度和质量两大主要控制目标的实现。
【参考文献】
[1]机械贯穿件制造图使用说明[Z].某工程公司设计文件.
[2]RX厂房机械贯穿件安装方案[Z].安装公司施工方案.
[责任编辑:王楠]。