壳体零件模具设计说明
连接器壳体注塑模具毕业设计

连接器壳体塑料注塑模具设计摘要本文是关于连接器壳体塑料注塑模具的设计,通过正确分析塑件工艺特点和ABS材料的性能后,最终设计出一副注塑模。
塑料制品具有原料来源丰富,价格低廉,性能优良等特点。
它在电脑、手机、汽车、电机、电器、仪器仪表、家电和通讯产品制造中具有不可替代的作用,应用极其广泛。
注射成形是成形热塑件的主要方法,因此应用范围很广。
注射成形是把塑料原料放入料筒中经过加热熔化,使之成为高黏度的流体,用柱塞或螺杆作为加压工具,使熔体通过喷嘴以较高压力注入模具的型腔中,经过冷却、凝固阶段,而后从模具中脱出,成为塑料制品。
本文详细介绍了模具的浇注系统、模具成型部分结构、顶出系统、冷却系统、注塑机的选择及有关参数的校核等等设计。
运用CAD、辅助工程PRO/E 等不同的软件分别对模具的设计、制造和产品质量进行分析。
连接器壳体塑料注塑模具设计,采用一般精度,利用CAD、PRO/E来设计或分析注射模的成型零部件,浇注系统,导向部件和脱模机构等等。
针对连接器的具体结构,该模具采用点浇口双分型面注射模具。
由于塑件内侧有小孔,需要设置斜导柱。
通过模具设计表明该模具能达到连接器的质量和加工工艺要求。
综合运用了专业基础、专业课知识设计,其核心知识是塑料成型模具、材料成型技术基础、机械设计、塑料成型工艺、模具CAD\CAM等。
关键词:连接器壳体;注塑模具;CAD;PRO/EThe connector shell plastic injection mold designAbstractThis article is about the connector shell plastic injection mold design, through the technological characteristics of plastics article of correct analysis and the performance of ABS material, the final design out a pair of injection mold. Plastic products have rich raw material sources, low price, good performance, etc. It in computers, cell phones, cars, motors, electrical appliances, instruments and meters, household appliances and communications products manufacturing has irreplaceable function, is widely applied. Injection molding is the main method of forming thermoplastic parts, so the application range is very wide.Injection molding is melt the plastic raw material into the cylinder through the heating, made of high viscosity fluid, pressurized with piston or screw as a tool, makes the melt through the nozzle at high pressure into mold cavity, after cooling and solidification stage, and then out of the mould, plastic products.Mould gating system are introduced in detail in this paper, the structure of the molding part, ejector system, cooling system, selection of injection molding machine and related parameters of checking, etc. Design. Using PRO/E CAD, auxiliary engineering such as different software respectively to the mold design, manufacturing and product quality are analyzed. Connector shell plastic injection mold design, using the general accuracy and the use of CAD, PRO/E to design or analysis of forming parts of injection mould, pouring system, guide parts and demoulding mechanism, and so on. According to the specific structure of the connector, the mould adopts the point gate double parting surface injection mould. Because there are holes plastic parts inside, need to set up the inclined guide pillar. Through the mold design shows that the mould can achieve connector quality and processing technology. Integrated use of the professional basis, professional class knowledge is designed, its core knowledge is the plastic molding mold, material molding technology base, mechanical design, plastic molding process, mould CAD/CAM, etc.Key words: the connector shell; Injection mould; CAD; PRO/E目录1 绪论 (1)1.1前言 (1)1.2模具发展现状及发展方向 (1)1.2.1国内外注塑模具的发展现状 (1)1.2.2国内外注塑模具的发展趋向 (3)1.3本课题的内容和具体要求 (3)1.3.1本课题的内容 (3)1.3.2具体要求 (3)2 零件材料分析及方案论证 (4)2.1零件的材料及材料的特性 (4)2.1.1零件的材料 (4)2.1.2 ABS材料的特点 (4)2.1.3 ABS注射成型工艺参数 (5)2.2 ABS注射成型的原理及工艺过程 (5)2.2.1注射成型的原理 (5)2.3注射模具的基本组成 (6)2.3.1基本组成 (6)3 注射成型机的选择与成型腔数的确定 (7)3.1注射成型机的选择 (7)3.1.1估算零件体积 (7)3.1.2估算零件的质量 (8)3.2锁模力 (8)3.3选择注射机型号及注射机的主要参数 (8)3.3.1注塑成型工艺简介注塑机的初步选择 (8)3.3.2注塑成型工艺条件 (9)3.3.3注塑机的初步选择 (10)3.3.4 XS-ZY-125型注塑机的主要参数如下 (10)3.4注塑机的校核 (10)3.5成型腔数的确定 (12)4 浇注系统的设计 (13)4.1浇注系统的作用 (13)4.2浇注系统的组成 (13)4.3主流道设计 (13)4.4分流道设计 (15)4.5浇口设计 (16)5 成型零件结构设计 (17)5.1分型面的设计 (17)5.1.1分型面选择原则 (17)5.2型腔的分布 (17)5.3凹模的结构设计 (17)5.4凸模的结构设计 (17)5.5成型零件工作尺寸的计算 (18)5.5.1影响塑件尺寸精度的因素 (18)5.5.2模具成型零件的工作尺寸计算 (18)5.6动模板的强度校核 (19)5.6.1厚度计算 (19)6 导向与脱模机构的设计 (20)6.1导向机构的作用和设计原则 (20)6.1.1导向机构的作用 (20)6.1.2导向机构的设计原则 (20)6.2导柱、导套的设计 (20)6.2.1导柱的设计 (20)6.2.2导套的设计 (21)6.2.3导向孔的总体布局 (22)6.3脱模机构的确定 (22)6.4推杆横截面直径的确定与校核 (22)6.4.1推杆横截面直径的确定 (22)6.4.2推杆横截面直径的校核 (22)6.4.3顶杆的形式 (23)6.5复位杆的结构设计 (24)6.5.1复位杆的作用 (24)6.5.2的结构 (24)6.6锁紧块 (24)6.6.1锁紧块的作用 (24)6.6.2锁紧块的设计 (25)6.6.3锁紧块的结构形式 (25)6.6.4锁紧块的具体结构形式 (25)7 侧向分型与抽芯机构的设计 (26)7.1斜导柱抽芯机构设计原则 (26)7.2抽芯机构的确定 (26)7.3斜导柱抽芯机构的有关参数计算 (26)7.3.1抽芯距S (26)7.3.2斜导柱倾斜角α的确定 (27)7.3.3斜导柱直径的确定 (28)7.3.4斜导柱长度的计算 (28)7.4滑块的设计 (29)7.5导滑槽的设计 (30)7.6滑块定位装置 (31)7.6.1作用 (31)7.6.2结构形式 (31)8 成型零件尺寸计算 (32)9 冷却系统 (34)9.1温度调节对塑件质量的影响 (34)9.2对温度调节系统的要求 (34)9.3模具冷却装置的设计 (34)9.3.1冷却装置的设计要点 (34)9.3.2水嘴的结构形式 (34)9.3.3冷却水道的结构 (35)10 模具的可行性分析 (36)10.1本模具的特点 (36)10.2市场前景与经济效益分析 (36)结论 (37)参考文献 (38)致谢 (39)毕业设计(论文)知识产权声明 ............................ 错误!未定义书签。
外壳塑料零件模具设计说明书
外壳塑料零件模具设计说明书1. 需求分析外壳塑料零件用于电子设备、家电、汽车、医疗器械等行业,其设计需要满足以下需求:•外观美观:外壳外观需要符合市场需求,满足人们对于美观的追求。
•结构稳定:外壳需要承受一定的负载,要确保在使用过程中不会出现变形、裂纹等情况。
•抗压、抗拉性强:外壳需要具有一定的抗压、抗拉性能,不易破裂。
•耐温性好:外壳需要在一定温度范围内不会发生熔化、变形等情况。
•材料无毒:外壳所使用的材料需要符合环保要求,不会对人体造成危害。
根据以上需求,我们需要设计出一款外观美观,结构稳定,抗压、抗拉性强,耐温性好,材料无毒的外壳塑料零件。
2. 设计流程2.1 设计软件选择我们选择使用CAD、SolidWorks等设计软件进行外壳塑料零件模具设计。
这些软件具有强大的建模、装配、检查和修改功能,能够更好地满足我们的设计需求。
2.2 外观设计我们可以通过以下方式进行外观设计:•参考市场上已有的产品进行借鉴和创新;•进行3D建模,并通过绘制草图、渲染等技术进行设计和改进;•与专业设计师合作,进行外观设计。
2.3 结构设计针对外壳塑料零件的结构设计,需要考虑以下因素:•材料:选择适当的材料,以保证结构的稳定性和抗压抗拉性能;•尺寸:根据应用场景和需求,选择合适的尺寸和比例;•合理的零件拼接:通过合理的零件拼接方式,确保整个外壳能够满足负载要求。
2.4 模具设计在外壳塑料零件的设计过程中,我们需要考虑模具的设计,确保能够按照设计要求进行制造。
模具设计需要考虑以下因素:•模具选材:根据设计要求,选择适当的材料;•模具结构:通过合理的模具结构设计,提高模具的寿命和生产效率;•模具加工:使用精密的加工设备进行加工,确保模具制造精度和质量。
3. 设计结果通过以上设计流程,我们可以得到一款满足市场需求,符合设计要求的外壳塑料零件模具。
我们可以进行3D打印进行模型验证,或进行小批量生产进行测试。
4.本文介绍了外壳塑料零件模具的设计流程,从需求分析、软件选择、外观设计、结构设计、模具设计和设计结果等方面进行了简述。
壳体零件多工位级进模设计
me c h a n i s m i s a p p l i e d i n d i e d e s i g n a n d k e y p a r t s we r e d e s i g n e d a s i n s e r t s .P r a c t i c e h a s p r o v e d t h a t t h e l a y o u t d e s i g n i s f e a s i b l e a n d t h e d i e s t r u c t u r e i s r e a s o n a b l e . Th e d i e i s
中 图分 类 号 :T G 3 8 6 . 2 文献标识码 : B
Mu l t i — p o s i t i o n p r o g r e s s i v e d i e d e s i g n f o r s h e l l p a r t
ZH ANG Ya n — qi n
( 1 3 ) 第 1 2次 拉 深 ; ( 1 4 ) 冲切产 品 ; ( 1 5 ) 废 料 切
模 具 技 术 2 0 1 3 . No . 5
文章 编 号 : 1 0 0 1 — 4 9 3 4 ( 2 0 1 3 ) 0 5 — 0 0 2 9 — 0 4
2 9
壳 体 零 件 多 工 位 级 进 模 设 计
张 燕 琴
( 东 莞 职业 技 术 学 院 机 电工 程 系 ,广 东 东 莞 5 2 3 8 0 8 )
键, 反 映 了零 件 在 整 个 冲 压 过 程 中 的 工 位 设 置 和各 工位 间 的 相 互 关 系 、 定 位方式 、 材 料 利 用 率 以及 模 具 结 构 设 计 的 合 理 性 。 工 步 排 样 的 优 劣
壳体注塑模具设计说明书
1.绪论模具作为工业产品的重要基础工艺装备,在工业生产中是不可或缺的技术与工具,它不仅直接影响工业产品的水平,也是一个国家工业化程度和机械制造工业技术水平的综合体现。
本设计是应用计算机软件来完成注塑模具的设计。
本题目涉及注塑模具设计、计算机绘图软件应用等方面知识。
1.1塑料模具发展现状我国塑料模具工业从起步到现在,历经半个多世纪,有了很大发展,模具水平有了较大提高。
由于模具生产产品具有精度高、复杂性高、一致性好、生产效率高、消耗低等优良特性,所以在现代工业中将会起到更大的作用,得到更多的应用。
我国的塑料模具发展至今,已能生产精度达2微米的精密多工位级进模,工位数最多已达160个,寿命1~2亿次。
1.2研究注塑模具的意义模具是现代工业发展的基础,许多产业的发展都离不开模具行业的支持。
用模具生产制件所表现出来的高精度、高复杂程度、高一致性、高生产率和低消耗,是其他加工制造方法所不能比拟的。
在模具工业的总产值中,塑料模具约占33%左右。
不同的塑料成型方法使得塑料模具的原理和结构不同。
按照成型方法的不同,塑料模具分为:注塑模具、压塑模具、挤出模具、吹塑模具等。
注塑模具主要用于热塑型塑料制品的成型,近年来也越来越多的用于热固性塑料制品的成型,注塑成型在塑料制品成型中占有很大比重,世界上塑料成型模具的产量半数以上是注塑模具。
现代工业中,消费品外壳的色彩、手感、精度、壁厚等都提出了新要求,塑料外壳设计成为重要的一环。
精密、设计合理(主要针对薄壁制品)的注塑模具将得到越来越多的应用。
1.3现代注塑模具设计方法目前为了应付当前市场多样化的要求,缩短产品制造周期以取得最佳的竞争优势,模具设计中都引入了CAD/CAM/CAE[8](计算机辅助设计/辅助制造/辅助工程)计算机一体化制造技术[3],以提高产品质量,降低成本,增加竞争力。
一般而言,一件完整理想的工业产品,其制造流程为先有原创型的概念设计出原件,配合计算机辅助工程分析技术,再依据分析结果修改、测试,最后再依此设计图经由计算机辅助制造,进行产品自动化生产,上述整个过程均在计算机上进行[10]。
模具毕业设计139油泵壳体的模具设计说明书
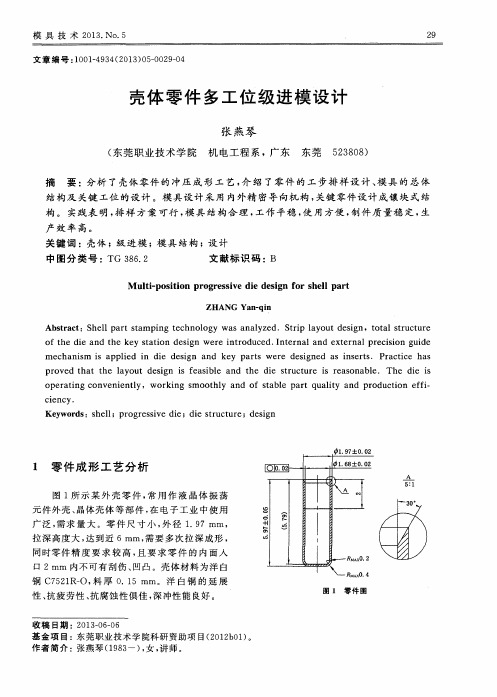
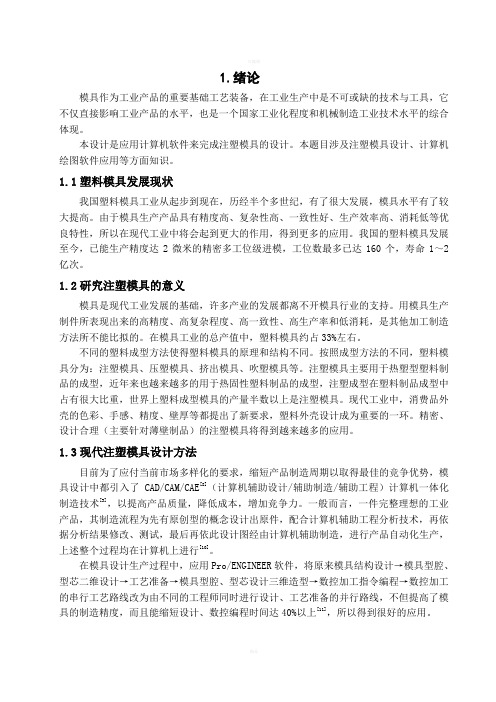
第一章 工艺方案的确定(一)油泵壳体的工艺分析油泵壳体属于圆筒阶梯拉深件,工件材料为08 AL ,厚度0.8mm ,结构简单。
特点是工件要求精度不高,经过两次拉深,冲孔翻边即可。
制件结构对称,属于一般冲裁拉深精度。
模具为普通冲裁拉深模具。
制品在拉深、冲孔、翻边过程中的一些必要的计算和原始数据,将在设计过程中体现。
(二) 毛坯尺寸的确定计算坯料之前,不应考虑到由于板料具有方向性和凸凹模间隙不均匀等原因,拉深后的零件顶端一般都不平齐,通常都需要修边工序,即将不平齐的地方切去。
因此,在计算坯料之前,要在拉深高度方向上加一修边余量。
根据上述坯料展开尺寸在原则,只要预先算出工件的重量、体积和殿开面积并使其相等于一定形状的坯料重量、体积和面积。
即可求得坯料的尺寸。
根据S S =坯件的原则,则坯料为圆形,其直径为0d ,故204S d π=坯由此得:n n d HH ≤+⋅⋅⋅⋅⋅⋅++dn H H 21201234d S S S S π=++=件 (公式1-1)所以0d =(公式1-2)而 1S d h π= (公式1-3)222(2)84S r d r r ππ⎡⎤=-+⎣⎦ (公式1-4) 23(2)4S d r π=-计算结果:s=11152.81mm (公式1-5)(三)判断拉深次数由公式 (公式1-6)式中 n 32 |H H H H ⋯⋯-----分别为每个阶梯高度 n d -----最小阶梯的直径H -----拉伸成直径为n d (最小阶梯直径)的圆筒形件可能达到的最大高度。
计算结果是不能一次拉深。
通过对制件的分析计算,本制件要依次经过拉深、冲孔、翻边三道工序,因此第一道工序是落料和拉深,第二道工序是二次拉深,第三道工序是冲孔和翻边。
从本制件的生产的工艺性和经济性的方案考虑,可以确定本件的生产由如下三套模具完成:第一套模具为落料拉深复合模,完成制件形状的初步确定。
第二套模具为拉深模,完成二次拉深。
外壳注塑模具设计说明书
目录1工艺性能分析和结构方案的确定和所需设备的校核 (1)1.1工艺性能分析和模具方案的确定 (1)1.1.1 工艺性能分析 (1)1.1.2 确定模具结构方案 (2)1.2注射机型号的选定及校核 (2)1.2.1 注射量的计算 (3)1.2.2 锁模力的计算 (3)1.2.3 选择注射机 (3)2浇注系统的设计和排溢系统的设计 (4)2.1主流道的设计 (4)2.1.1 主流道的设计 (4)2.1.2 浇口的设计 (5)2.1.3 分流道的设计 (6)2.1.4 冷料穴的设计 (6)2.1.5 排溢系统的设计 (6)3 成型零部件的设计 ........................................ 错误!未定义书签。
3.1凹模(型腔)的设计..................................... 错误!未定义书签。
3.1.1 凹模直径 ..................................................... 错误!未定义书签。
3.1.2 凹模深度(圆柱部分).......................................... 错误!未定义书签。
3.2凸模(型芯)的设计..................................... 错误!未定义书签。
3.2.1 凸模径向尺寸 ................................................. 错误!未定义书签。
3.3成型塑件侧面型芯的设计................................. 错误!未定义书签。
4侧抽和内抽机构的设计及校核 (7)4.1浇注系统凝料的脱出 (7)4.2推出方式的确定 (7)4.3侧抽零件的设计 (7)4.3.1 抽芯距S的计算 (7)4.3.2 斜销有效长度L的计算 (7)4.3.3 斜销的直径d (7)4.3.4 斜销长度的计算 (8)5 模架的设计 (9)5.1模架的设计和对其的校核 (9)5.1.1 模架的选择 (9)5.1.2 定模座板的设计 (9)5.1.3 侧抽芯滑块的设计 (10)5.1.4 型芯固定板的设计 (10)5.1.5 垫板的设计 (10)5.1.6 垫块的设计和校核 (10)5.1.7 动模座板的设计 (10)6推出机构和复位机构的设计 (11)6.1推出机构和复位机构的设计 (11)6.1.1 脱模力的计算 (11)6.1.2 拉杆直径的确定 (12)6.1.3 推件机构导向的设计 (13)6.1.4 复位机构的设计 (13)7冷却系统的设计和校核 (13)7.1冷却水道的设计 (13)7.1.1 冷却水道的选择 (13)7.1.2 冷却水的体积流量 (13)7.1.3 冷却管道直径的确定 (14)7.1.4 冷却水在管道中的流速 (14)7.1.5 冷却管道孔壁与冷却水之间的传热模系数 (14)7.1.6 冷却管道的总传热面积 (14)7.1.7 模具上应开设的冷却水孔数 (14)参考文献 (15)1工艺性能分析和结构方案的确定和所需设备的校核1.1工艺性能分析和模具方案的确定1.1.1工艺性能分析图1.1 零件图(1)形状:如图所示.该制件为塑料外壳.外形尺寸直径为Φ108mm.壁厚为3mm.高为16mm.形状为圆形壳体。
铝合金壳体压铸模具设计
铝合金壳体压铸模具设计摘要:关键词:压铸模具;三维设计;UG;工艺设计1铝合金后壳闷盖压铸件结构与工艺分析1.1压铸件结构从图1中可看出,该后壳闷盖铸件结构比较简单,铸件壁厚基本均匀,存在两个铸出孔,但是因为铸出孔的壁略厚,热节很容易出现,该压铸件整体壁厚较为均匀,壁厚选择时应综合考量多种因素:压铸件结构、材料性能以及所设计的压铸工艺等,只有采用薄壁或者均匀的壁厚才能要符合各个方面的需求。
1.2铸件外侧边缘的最小壁厚良好的铸件成形条件,要求保持一定的外侧边缘壁厚,边缘壁厚s与深度h的关系为s≥(1/4~1/3)hmm。
当h<4.5mm时,则s≥1.5mm。
1.3压铸材料该压铸件材质为压铸铝合金,其牌号为YZAlSi9Cu4,抗拉强度为240MPa,布氏硬度85HBS,平均收缩率为0.6%。
所选合金引起铸造性能良好,特别适合于压铸。
1.4铸造圆角半径为了使金属液流动更流畅,且很容易气体排出,结构中设计使用铸造圆角,且利用圆角来替代结构锐角还可以避免产生裂纹。
所设计的结构圆角的半径值取决于结构壁厚值,范围一般为0.5~1mm。
1.5脱模斜度选取脱模斜度要综合考量多种因素:铸件几何形状(深度、壁厚、型腔或型芯表面)、粗糙度、加工纹路方向等。
考量上述各因素,所设计铸件的壳体脱模斜度:外表面的α=30′,而其内表面的β=1°。
2压铸工艺参数设计2.1压铸机选择选择压铸机必须先确定锁模力。
锁模力作用有二:一个是用来平衡反压力,以达到锁紧分型面的目的;一个是用来阻止飞溅的金属液,以达到获得目标尺寸精度的目的。
设计的铸件不存在分胀型力,因为此模具是没有侧抽芯的(压铸件无侧孔与侧凹)。
因此F 锁≥KF主=1.25×1288.352=1610.44kN根据上述计算得到锁模力的值还有铸件重量,根据这两个主要因素进行压铸机选择,最后选用机型为:卧式冷室压铸机(2500kN)———J1125型,主要参数:①最大金属浇注量———3.2Kg,②模具厚度———250~650mm,③动模座板行程———400mm,④压射力———143~280kN。
壳体成形模具设计及实验验证
2壳体 成形 工艺方案
根据 壳体 的结构 、尺寸 、公差 以及技术要求 ,有如
下几种冲压成形 工艺方案 :
方 案一 : 落料一冲孔 一压 凸一折弯 一冲 2 e3 4 m 一1 . m 的 ) 孔一压标记单 工序模成形 。 方 案二 : 落料 、冲 孔 、压 凸、折 弯一冲2 ①3 4 m 一 . m 的
专题 ・ 精密模具 墨
ww mo l c e w u d n n t .
壳 体 成 形 模 具 设 计 及 实 验 验 证
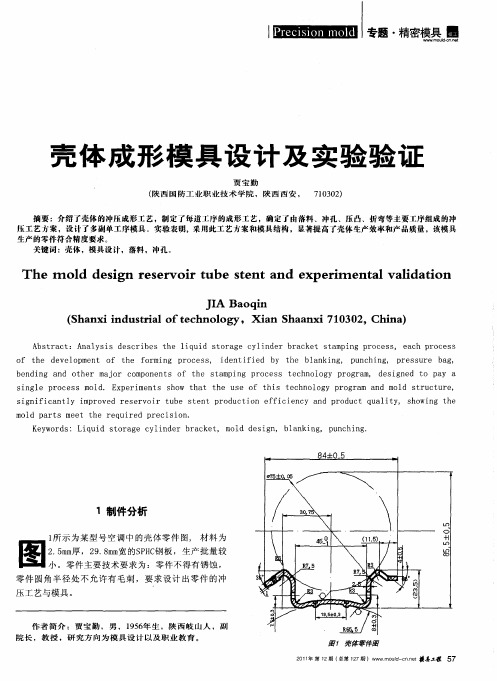
贾 宝勤
( 西 国防 工 业 职 业 技 术 学院 ,陕 西 西 安 , 陕
70 0 ) 1 3 2
摘要 :介绍 了壳体 的冲压成形 工艺 ,制定 了每道工 序的成形 工艺 ,确定 了由落料 、冲孔 、压 凸 、折弯 等主 要工序组 成的冲 压 工艺方 案 ,设 计 了多副单工 序模 具 。实验 表明,采用 此工艺 方案和模 具结构 ,显著提 高 了壳 体生产 效率和产 品质量 ,该模 具 生产 的零件符合精 度要 求。 关键词 :壳 体 ,模具设 计 ,落料 ,冲孔 。
双工器壳体模具设计
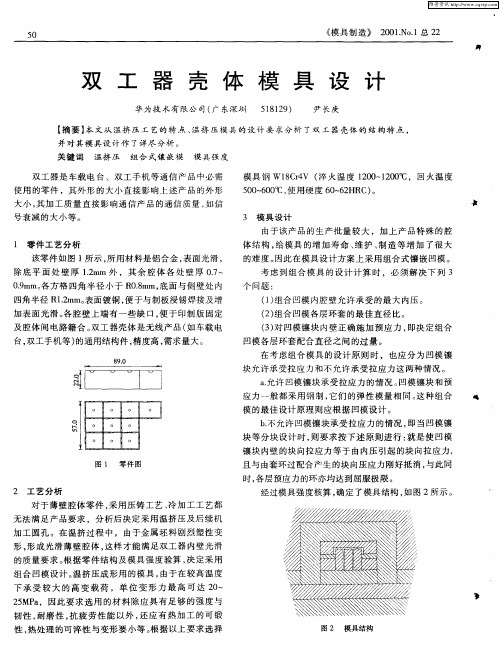
形 , 成 光滑 薄壁 腔 体 , 形 这样 才 能满 足双 工器 内壁光 滑 的质 量要 求 。 根据 零 件结 构 及模具 强 度验 算 , 定采 用 决
组 合 凹模设 计 。 温挤 压成 形 用 的模具 , 由于在 较 高温 度
下 承 受 较 大 的 高 变 载 荷 ,单 位 变 形 力 最 高 可 达 2 - 0
( ) 合 凹模 内腔壁 允许 承受 的最 大 内压 。 1组 ( ) 合 凹模各 层环套 的最佳 直径 比。 2组 ( ) 凹模 镶块 内壁正 确施 加 预 应力 , 3对 即决 定组 合
凹模 各层 环套 配合直 径之 间 的过量 。
在 考 虑组 合模 具 的设计 原 则 时 ,也 应 分 为 凹模 镶 块允许 承 受拉应 力 和不允许 承 受拉 应力 这两 种情 况 。 a允许 凹模镶 块 承受拉 应力 的情 况 。 . 凹模镶 块 和预 应力 一般 都 采用钢 制 , 它们 的弹性 模 量相 同 。 种 组合 这
并 对其模 具设 计作 了详 尽 分析 。 关键 词 温挤 压 组 合 式镶 嵌 模 模 具 强度
双 工器 是 车载 电 台 、双工 手机 等 通信 产 品 中必需
使用 的零件 ,其 外 形 的大 小 直接影 响 上述 产 品 的外形 大 小 , 加 工质 量 直接 影 响通 信产 品 的通信 质量 , 其 如信
1 零 件 工艺分 析
体 结构 , 给模 具 的增 加 寿 命 、 护 、 造 等 增 加 了很 大 维 制
的难 度 。 因此 在模具 设计 方案 上采 用组 合式 镶嵌 凹模 。 考 虑到 组 合模 具 的 设计 计 算 时 ,必须 解 决 下列 3
个 问题 :
该零 件 如图 1 示 , 用材 料是 铝合金 , 所 所 表面光 滑 , 除 底平 面 处 壁 厚 1 mm外 ,其 余 腔 体 各 处 壁 厚 0 ~ . 2 . 7
壳体模具设计与制造内容

壳体模具设计与制造内容壳体模具设计与制造是制造业中的一门重要技术,因为它可以制造出各种形状的产品,并且具有高精度和高效率,能够有效地提高产品的生产效率。
下面就来详细了解一下壳体模具设计的具体内容及相关加工流程。
壳体模具设计是从整体概念出发,分析产品的形状、结构、尺寸、材料、加工性能等因素,确定最优的模具设计方案。
在进行设计时,需要考虑到模具的易加工性、零件的可重复性、加工精度、模具寿命等因素,以确保模具长期使用并且有着稳定的加工效果。
同时,在进行壳体模具设计时,需要考虑到各种加工环节。
例如,金属材料的选择、精度要求、加工工艺、表面处理要求等等。
通常,在进行模具设计的时候需要进行几个关键的阶段,包括:尺寸确定、结构设计、CAD模型制作、模具零部件设计、CNC加工、零件装配、测试检测等。
模具的结构设计是模具设计中最重要的环节之一。
设计师需要依照产品的形状和尺寸,确定模具的各个零件的空间布局和组合关系,使得模具的精度达到要求。
同时,设计师也需要考虑到模具的制造成本和使用寿命等因素,以确保模具的质量和使用寿命。
在模具的制造过程中,通常会采取CNC加工的方式。
CNC 加工技术可以有效提高加工效率和精度,同时还可以保证模具的重复加工精度。
在进行CNC加工的时候,则需要进行数控编程和模拟分析等相关工作。
这些工作需要使用CAD/CAM软件,通过计算机模拟缩小和特征可视化,从而减少模具加工过程中的错误。
在模具的制造过程中,模具零部件的装配是最后一个环节。
模具零部件需要按正确定位、按规定的顺序装配,严格按照设计要求进行加工和检验,确保模具的精度及使用寿命。
总之,壳体模具设计与制造是制造业中非常重要的技术,对于提高产品生产效率、进一步提升产品质量具有关键的作用。
如果你在此领域有兴趣,欢迎进行相关的学习和实践。
壳体零件模具设计
摘要 (2)前言 (4)绪论 (5)1 分析研究零件的工艺性 (11)1.1零件分析说明 (11)1.2工艺方案的确定 (11)1.2.1落料工序 (13)1.2.2弯曲工序 (13)2 模具设计 (13)2.1零件工艺分析 (13)2.2模具结构设计 (13)2.2.1模具结构形式的选择 (13)2.2.2模具结构的分析与说明 (14)2.2工艺参数计算 (15)2.2.1展开尺寸的计算 (15)2.2.2 排样尺寸的计算 (16)2.2.3冲压力的计算 (19)2.2.4压力中心的计算 (20)2.2.5落料凸、凹模的刃口尺寸的计算和公差的确定 (22)2.2.6凹模周界尺寸计算 (26)2.2.7弹性元件的参数计算 (27)2.2.8弯曲工序力的计算 (27)2.2.9弯曲凸模圆角半径 (28)2.2.10弯曲凹模圆角半径 (28)2.2.11弯曲凹模的深度 (28)2.2.12弯曲凸凹模的间隙 (29)2.2.13弯曲凸凹模的尺寸 (29)2.3压力机的选择 (31)2.4模架的选择及压力机的校核 (32)2.5确定装配基准 (32)附录 (33)英语资料翻译....................................................................... 错误!未定义书签。
英语资料:.................................................................... 错误!未定义书签。
中文:............................................................................ 错误!未定义书签。
毕业设计小结 (35)参考文献 (37)冲压制品已在工业,农业,国防和日常生活中的方面得到广泛应用,特别是在机械业中则为突出。
机械产品的外壳大部分是冲压制品,产品性能的提高要求高素质的冲压模具和冲压性能,成型工艺和制品的设计。
塑料外壳注塑模具设计说明书
实训设计说明书课题名称:注塑模具设计说明书.学生姓名:学号:所在学院:汽车工程学院专业:模具设计与制造班级:模具3121摘要根据塑件制品的要求,了解塑件的用途,分析塑件的工艺性、尺寸精度等技术要求,选择塑件制件尺寸。
本模具采用一模二件,侧浇口进料,设计顶出系统及冷却系统,CAD二维装配图及UG 三维图,选择模具合理的加工方法。
附上说明书,系统地运用简要的文字,简明的示意图和计算等分析塑件,从而作出合理的模具设计。
关键词:模具设计;CAD二维图;浇口;冷却系统目录1. 塑件分析和工艺参数的设定 (2)1.1 塑件图 (2)1.2 塑件的结构和特点 (2)1.3 塑件材料的成型特性与工艺参数 (2)1.3.1 PP塑料的材料特性 (2)1.3.2 PP塑料的成型特性 (3)1.3.3 PP塑料的注射成型工艺参数 (3)1.4 塑料外壳的参数 (3)1.4.1 塑件的质量和体积 (3)1.4.2 塑件的投影面积 (4)2. 注射机的选择 (5)2.1 选用注射机的方法和原则 (5)2.2 注射机的选用 (5)2.3 注射机参数的校核 (5)2.3.1 最大注射量的校核 (5)2.3.2 注射压力的校核 (6)2.3.3 锁模力的校核 (6)2.3.4 最大注射成型面积的校核 (6)3. 塑料注射模具设计 (7)3.1 型腔的数目和分布 (7)3.1.1 按注射机的最大注射量确定型腔数 (7)3.1.2 按注射机的额定锁模力确定型腔数 (7)3.1.3 按制品的精度要求确定型腔数 (7)3.1.4 按经济性确定型腔数 (8)3.2 分型面的选择 (8)3.3 型芯和型腔 (9)3.3.1 型芯和型腔的结构设计 (9)3.3.2型腔和型芯尺寸的确定 (9)3.4 整体式圆形型腔侧壁和底板厚度的计算 (10)3.4.1 侧壁厚度的计算 (10)3.4.2 底板厚度的计算 (10)3.5 浇注系统的设计 (11)3.5.1 主流道的设计 (11)3.5.2 定位环的设计 (12)3.5.3 分流道的设计 (12)3.5.4 分流道的分布 (12)3.5.5 拉料杆的设计 (13)3.5.6 浇口的选择 (13)3.5.7 冷料井的设计 (13)3.5.8 塑件在模具中的位置 (13)3.6 注射机最大开模行程的校核 (13)3.7 导向机构的设计 (13)3.7.1 导柱的设计 (13)3.7.2 导套的设计 (14)3.8 推出机构的设计 (15)3.8.1 推杆的设计 (15)3.8.2 复位杆的设计 (15)3.8.3 推板导柱的设计 (16)3.8.4 推板导套的设计 (16)3.8.5 推板的设计 (16)3.8.6 推杆固定板的设计 (16)3.8.7 固定螺钉的选用 (17)3.8.8 支承钉的选用 (17)3.9 温度调节系统的设计与计算 (17)3.10 排气系统的设计 (18)3.11 机架的选用 (18)3.11.1 标准模架型号的选择 (18)3.11.2 模架长度和宽度的确定 (18)3.11.3 确定模架的厚度 (19)3.11.4 动定模板和座板的设计 (19)4. 模具的动作原理 (21)参考文献 (23)1. 塑件分析和工艺参数的设定1.1 塑件图塑件外壳示意图,如图1.1所示。
塑料水龙头壳体模具设计
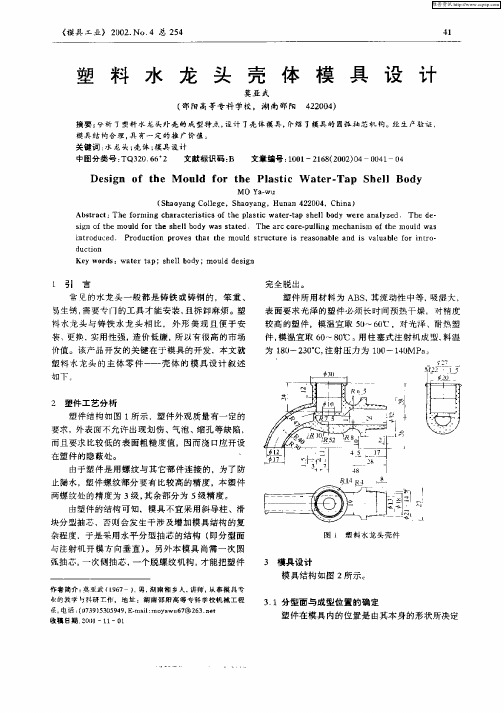
s g ft e mo l o h h l b d ss a e Th r o e p l n c a im ft e mo l s i n o h u d f rt e s el o y wa t t d e a cc r - u l g me h n s o h u d wa i
由塑件的结构可知,模具不宜采用斜导柱、滑 块分型抽芯,否则会发生干涉及增加模具结构的复
杂程 度 ,于是 采用 水平 分型 抽 芯 的结梅 ( 即分 型丽
匡
3 模 具 设 计
% 固 一
图 l 塑 料 水 龙 头 壳 件
与 注射 机开 模方 向垂 直 ) 另外 本 模具 尚需一 次 圆 。
摸具 结 构 合 理 . 有 一定 的推 广 价 值。 具
关 键 词 : 龙 头 ; 体 ; 具 设 计 水 壳 模
中图 分 类号 : Q30 6 T 2 6 2
文 献标 识 码 : B
文 章编 号 :0 1 2 6 (0 2 0 0 4 0 10 — 182 0 ) 4 0 1 4
而且 要求 比较 低 的表 丽粗 糙 度值 ,因而 浇 口应 开设
在塑 件的隐蔽 处 。 、
由于塑 件是 用螺纹 与 其它 部 件连 接 的.为 了防 止漏水 ,塑件螺 纹部分 要有 比较 高的精 度 .本 塑 件 两 螺纹 处的精 度 为 3 . 余 部分 为 5 精 度。 级 其 级
De i n f he s g o t M o d o t Pl s i W a e Ta She l ul f r he a tc t r- p l Bo y d
M 0 Ya WU
( a a g Co l g Sh oy n le e,Sh o a g, Hu a 2 0 4 ay n n n 4 2 0 ,Ch n i a)
壳体工艺分析及模具设计
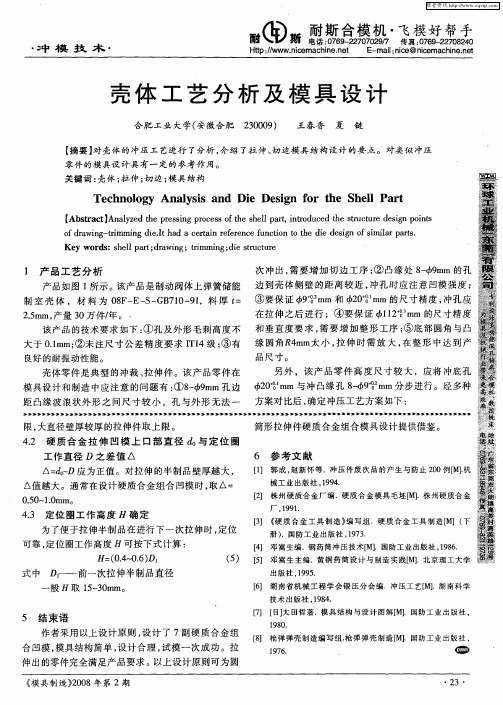
1 产 品 工艺 分 析
次 冲 出 , 要 增 加 切 边 工 序 ; 凸 缘 处 8  ̄ mm 的孔 需 ② -b 9
冲 产品如图 1 所示。 该产品是制动阀体上弹簧储能 边 到 壳 体 侧壁 的 距 离 较 近 , 孔 时应 注 意 凹模 强度 ; m 2 m的尺寸精度 , 冲孔应 制 室 壳 体 ,材 料 为 0F— S G 7 0 9 ,料 厚 t ③ 要保 证 9吾 m和 6 0 m 8 E— — B 1 - 1 = 在 拉 伸 之后 进行 ;④ 要保 证 128mm 的尺 寸 精 度 1 。 25 m, .m 产量 3 0万 件/ 。 , 年
一
( ) [ 邓嵩生主编 黄铜药 5 5 ] . 筒设计与制造实践[]北京理工大 M. 学 出版社, 9. 15 9
[] 湖南省机械工程学会锻 压分会编.冲压工艺[ ] 湖南科学 6 M.
技术 出版 社 ,94 18 .
般 日 取 1 ~ 0 m。 53r a
5 结 束 语
作者 采用 以上 设 计原 则 , 计 了 7副 凸缘 波 浪状 外 形 之 间尺 寸 较 小 ,孔 与 外 形 无 法 一 方案对 比后 ,
限, 大直径 壁厚 较厚 的 拉伸 件取 上 限 。 42 硬 质 合 金 拉 伸 凹 模 上 口 部 直 径 与 定 位 圈 . 筒 形拉 伸件 硬 质合 金 组合 模具 设 计 提供借 鉴 。
需 ⑤ 该 产 品 的技术 要求 如 下 : 孔 及 外 形 毛 刺高 度 不 和 垂 直 度要 求 , 要 增 加整 形 工 序 ; 底 部 圆 角 与 凸 ① 4 拉 在 大于 01 m; 未注尺寸公差精度要求 I1 级 ; . m ② T 4 ③有 缘 圆角 R mm太 小 , 伸 时 需 放 大 , 整 形 中 达 到 产 良好 的耐振 动性 能 。
外壳塑料零件模具设计说明书介绍
(11)在可持续发展和绿色产品被日益重视的今天,“绿色模具”的概念已逐渐被提到议事日程上来。
第二章
2.1外壳塑件的模具设计
外壳型零件如图2-1所示
图2-1外壳型零件
1. 塑件材料为ABS,平均收缩率为0.75%。
2. 5万件。
3. 未注公差取MT5级精度。
第三章 零件的工艺性分析与工艺方案确定
4.1.3
根据塑件注射量大小来选择额定注量
最大注射量的校核公式
nm+m1≤kmp=2*25+4.15≤0.8*125
其中n—型腔的数量 k—注射量最大注射量系数取0.8
m—单个塑件体积 mp—注射机最大注射量
m1—浇注系统所需塑料体积
4.1.4
锁模力的校核公式
Fz=P(nA+A1)<Fp
=120*%80(2*8.103+0.26)<9.0*105
本设计通过对壳型塑料件工艺的正确分析,完成一副一模两腔的塑料模具设计。详细地完成模具成型零件包括垫块、复位杆、浇口套、拉料杆、上模座、推板等的设计,重要零件的工艺参数的选择与计算,推出机构与浇注系统以及其它结构的设计过程,并对产品的制作过程作了介绍。
第一章 绪论
1.1中国模具发展现状
中国的塑料模具虽然在数量、质量、技术等方面都有了很大进步,但与国民经济发展需求、世界先进水平相比,差距仍很大。一些大型、精密、复杂、长寿命的中高档塑料模具每年仍需大量进口。目前国内一些中、低档塑料模具供过于求,市场竞争激烈。
(2)、主流道大端呈圆角,其半径常取r=1——3mm,以减少料流转向过渡时的阻力。R取2mm。
(3)、在保证塑件成型良好的情况下,主流道的长度尽量短,否则将会使主流道的凝料增多,且增加压力损失,使塑料熔体降温过多而影响注射成型。
BMC壳体成型模具的设计与制造

BMC壳体成型模具的设计与制造(转) [引用 2009-02-13 11:19:36]字号:大中小缩水为零,或者负千分之一.材料流动性很好,模具各零件之间不要有间隙,不然会塞得到处都是.我们常用在汽车车灯的反光镜上. 材料耐热.浇口开大些,扇形.主流道用顶管顶出,顶管的针做成锥形,伸到浇口套里面去. 最好针直径8,管外径12.模仁选用:8407 SKD61 2344模架选用:2311 2738上下盖板加装隔热板材温控点设置一般动定模均为4点,也可以设置6点!模具可以做成自动切水口的,模具要加发热棒,模仁要加硬BMC可以压铸,也可以注射,注射的合格率可以达到80-90%,不过注射的玻纤较短,模具要加隔热板,抽真空装置等,拔模要大,要有加热管、探针、溢料槽等等。
BMC是热固性塑料的一种。
BMC(Bulk Molding Compound)又叫团状模塑料,是由不饱和聚酯树脂和其他充填材料、增强材料、固化剂、脱模剂、低收缩剂等经充分混炼捏合后而得到的团状予混物。
可以压铸成型,也可以注射成型。
BMC的注射成型过程是:将已予混好的BMC料团加入具有一定温度的料筒中受热软化,材料随螺杆的旋转而不断受到剪切、摩擦而继续升温,使BMC继续软化呈粘流状态,然后在压力下经喷嘴和流道注射进入高温模具中,受热进入固化过程,此时材料的粘度急剧增加,反应形成玻纤增强、填料填充的网状体型结构。
经过适当时间的保温固化过程后,开模后可取出具有一定光泽表面和机械性能的BMC制品。
固含量 phr 一般控制在14~18phr B—配制低收缩剂时,热塑性树脂粒料在单体苯乙烯中的浓度%常规配制时一般控制在35~45%浓度 UP—UP树脂的加入量 LSA—LSA低收缩剂的加入量,本稿省略了LPA,不分别列出了 LSA一般都采取定向采购,也可以自配,在配方设计时一定要先摸清LSA中热塑性树脂的浓度,浓度的高低直接影响LSA的粘度,粘度过高会影响随后加入粉料时的浸润,有些初入门者往往觉得粘度高时,就认为加些单体苯乙烯St来降粘,用来改善混料时对粉体的湿润,但这不是一个好办法,过量的苯乙烯的加入,在固化时用不完,残留的St会引起许多弊病,诸如强度下降、耐热性变差,甚至在成型中拔高放热峰温度,致使部品表面微裂。
塑料壳体模具设计说明书

Hefei University课程设计C O U R S E P R O J E C T题目:注塑模课程设计系别:机械工程系专业:07材料成型及控制工程(2)班学制:四年姓名:徐斌学号:0706032003导师:周伟2010年9 月10 日目录一.塑件成型工艺性分析 (3)二.分型面位置的确定 (3)三.确定型腔数量和排列方式 (3)四.模具结构形式的确定 (4)五.注射机型号的选定 (4)六.浇注系统的设计 (5)6.1 主流道设计 (5)6.2 主流道衬套的形式 (6)6.3 主流道衬套的固定 (7)6.4 冷料穴的设计 (7)6.5 分流道设计 (8)6.6 浇口的设计 (9)6.7 浇注系统的平衡 (10)6.8 浇注系统凝料体积计算 (10)6.9 .普通浇注系统截面尺寸的计算与校核 (10)6.9.1 确定适当的剪切速率r (10)6.9.2 确定体积流率q (10)6.9.3 注射时间(充模时间)的计算 (11)6.9.4 校核各处剪切速率 (11)七.成型零件的结构设计和计算 (11)八.合模导向机构的设计 (14)8.1 导向机构的总体设计 (14)8.2 导柱的设计 (14)8.3 导套设计 (14)九.脱模推出机构的设计 (16)十.湿度调节系统设计 (17)总结 (19)参考文献 (20)一.塑件成型工艺性分析该塑件是一壳体,塑件壁属厚壁塑件,生产批量大,材料选PS,考虑到主流道应尽可能短,一般小于60mm,过长则会影响熔体的顺利充型,因此采用下列数据:二.分型面位置的确定根据塑件结构形式分型面应选在I上,如下图:三.确定型腔数量和排列方式1.该塑件精度要求不高,批量大,可以采用一模多腔,考虑到模具的制造费用和设备的运转费用,定为一模四腔。
2.型腔排列方式的确定如下图:四.模具结构形式的确定从上面的分析中可知本模具采用一模四腔,双列直排,推件板推出,流道采用平衡式,浇口采用侧浇口,动模部分需要一块型芯,固定板,支撑板。
铝壳体压铸模具设计

实际生产中,在合金已确定的情况下,除了强化熔炼工艺(精炼与除渣)外,还必须改善铸型工艺性(砂模透气性、金属型模具排气及温度),并在不影响铸件质量的前提下提高浇注温度,保证合金的流动性。
造型造芯是根据铸造工艺要求,在确定好造型方法,准备好造型材料的基础上进行的。铸件的精度和全部生产过程的经济效果,主要取决于这道工序。在很多现代化的铸造车间里,造型造芯都实现了机械化或自动化。常用的砂型造型造芯设备有高、中、低压造型机、抛砂机、无箱射压造型机、射芯机、冷和热芯盒机等。
铸件自浇注冷却的铸型中取出后,有浇口、冒口、金属毛刺、披锋和合模线,砂型铸造的铸件还粘附着砂子,因此必须经过清理工序。进行这种工作的设备有磨光机、抛丸机、浇冒口切割机等。砂型铸件落砂清理是劳动条件较差的一道工序,所以在选择造型方法时,应尽量考虑到为落砂清理创造方便条件。有些铸件因特殊要求,还要经铸件后处理,如热处理、整形、防锈处理、粗加工等。铸造是比较经济的毛坯成形方法,对于形状复杂的零件更能显示出它的经济性。如汽车发动机的缸体和缸盖,船舶螺旋桨以及精致的艺术品等。有些难以切削的零件,如燃汽轮机的镍基合金零件不用铸造方法无法成形。另外,铸造的零件尺寸和重量的适应范围很宽,金属种类几乎不受限制;零件在具有一般机械性能的同时,还具有耐磨、耐腐蚀、吸震等综合性能,是其他金属成形方法如锻、轧、焊、冲等所做不到的。因此在机器制造业中用铸造方法生产的毛坯零件,在数量和吨位上迄今仍是最多的。
由于目的不同,热处理的种类非常多,基本主要可分成两大类,第一类是组织构造不会经由热处理而发生变化或者也不应该发生改变的,第二则是基本的组织结构发生变化者。第一热处理程序,主要用於消除内应力,而此内应力系在铸造过程中由於冷却状况及条件不同而引起。组织、强度及其他机械性质等,不因热处理而发生明显变化。对於第二类热处理而言,基地组织发生了明显的改变,可大致分为五类:(1)软化退火:其目的主要在於分解碳化物,将其硬度降低,而提高加工性能,对於球状石磨铸铁而言,其目的在於获得具有甚高的肥力铁组织。(2)正常化处理:主要用改进或是使完全是波来铁组织的铸品获得均匀分布的机械性质。(3)淬火:主要为了获得更高的硬度或磨耗强度,同时的到甚高的表面耐磨特性。(4)表面硬化处理:主要为获得表面硬化层,同时得到甚高的表面耐磨特性。(5)析出硬化处理:主要是为获得高强度而伸长率并不因而发生激烈的改变。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要 (2)前言 (4)绪论 (5)1 分析研究零件的工艺性 (11)1.1零件分析说明 (11)1.2工艺方案的确定 (11)1.2.1落料工序 (13)1.2.2弯曲工序 (13)2 模具设计 (13)2.1零件工艺分析 (13)2.2模具结构设计 (13)2.2.1模具结构形式的选择 (13)2.2.2模具结构的分析与说明 (14)2.2工艺参数计算 (15)2.2.1展开尺寸的计算 (15)2.2.2 排样尺寸的计算 (16)2.2.3冲压力的计算 (19)2.2.4压力中心的计算 (20)2.2.5落料凸、凹模的刃口尺寸的计算和公差的确定 (22)2.2.6凹模周界尺寸计算 (26)2.2.7弹性元件的参数计算 (27)2.2.8弯曲工序力的计算 (27)2.2.9弯曲凸模圆角半径 (28)2.2.10弯曲凹模圆角半径 (28)2.2.11弯曲凹模的深度 (28)2.2.12弯曲凸凹模的间隙 (29)2.2.13弯曲凸凹模的尺寸 (29)2.3压力机的选择 (31)2.4模架的选择及压力机的校核 (32)2.5确定装配基准 (32)附录 (33)英语资料翻译.................................... 错误!未定义书签。
英语资料:................................... 错误!未定义书签。
中文:....................................... 错误!未定义书签。
毕业设计小结 (35)参考文献 (37)冲压制品已在工业,农业,国防和日常生活中的方面得到广泛应用,特别是在机械业中则为突出。
机械产品的外壳大部分是冲压制品,产品性能的提高要求高素质的冲压模具和冲压性能,成型工艺和制品的设计。
冲压制品的成型方法很多。
其主要用于是冲孔,落料,弯曲,拉伸等。
而冲压模,约占成型总数的60%以上。
当然如利用电气控制,可实现半自动化或自动化作业。
冷冲冲裁模主要用于金属制品的成型,它是冲压制品生产中十分重要的工艺装置。
冲压模的基本组成是:上下模座、下模垫板、下模固定板、凹模镶块、抬料钉、导料板、卸料板,导柱导套、卸料板弹钉、卸料板等。
冲裁模成型的广泛适用,正是我这个设计的根本出发点。
关键词:冲孔、落料AbstractStamping products has been extensively applied in the industry, agriculture, national defense and in the daily lives of area, especially in the machinery industry. Mechanical products is the most pressing housing products, and the improvement of product performance requires of high-quality performance stamping molds ,stamping,process and product design.There are many ways of molding products of stamping. Piercing is mainly used for blanking, bending, stretching, etc. And Stamping molds almost form more than 60 percent of the total number. For example ,Electrical Control can be realized as semi-automatic or automatic operation.Cold-metal stamping die mainly used for the molding products, and it is very important in the production of stamping technology devices. The basic component of stamping molds is block model from top to bottom, mould plate, fixed-plate of mould plate, die inserts, raising nails, I. plate , plate unloading I. Introduction sets column, unloading bombs nail plate, plate Discharge and so on.The widely application of blanking moulding is exactly the basic perpose of my design.Key wards:Piercing、Blanking前言模具是现代化的生产重要工艺装备,在国民经济的各个部门都越来越多地依模具来进行生产加工,越来越引起人们的重视,模具也趋向标准化。
随着模具的迅速发展,在现代工业生产中,模具已经成为生产各种工业产品不可缺少的重要工艺设备。
这次毕业设计是在学习完所有模具课程的基础上进行的,是对我综合能力的考核,是对我所学知识的综合运用,也是对我所学知识的回顾与检查。
本次设计是在指导老师认真、耐心的指导下,对模具的经济性、模具的寿命、生产周期、及生产成本等指标下进行全面、仔细的分析下而进行设计的。
在此, 我表示衷心的感他们对我的教诲.冲模是模具设计与制造专业的主要专业课程之一。
它具有很强的实践性和综合性,通过学习这门课程,使我对冲压模具有了新的认识,从中也学到了不少知识,激发了我对冲压模具的爱好。
但因本人经验有限,因此很难避免的存在一些不合理之处,望各位老师批评和指正,以使我的毕业设计做到合理,同时也为我走出校门步入社会打下坚实的基础。
绪论1.1 模具工业在国民经济中的地位模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
用模具制造零件以其效率高,产品质量好,材料消耗低,生产成本低而广泛应用于制造业中。
模具工业是国民经济的基础工业,是国际上公认的关键工业。
模具生产技术水平的高低是衡量一个国家产品制造水平高低的重要标志,它在很大程度上决定着产品的质量,效益和新产品的开发能力。
振兴和发展我国的模具工业,正日益受到人们的关注。
早在1989年3月中国政府颁布的《关于当前产业政策要点的决定》中,将模具列为机械工业技术改造序列的第一位。
模具工业既是高新技术产业的一个组成部分,又是高新技术产业化的重要领域。
模具在机械,电子,轻工,汽车,纺织,航空,航天等工业领域里,日益成为使用最广泛的主要工艺装备,它承担了这些工业领域中60%~90%的产品的零件,组件和部件的生产加工。
模具制造的重要性主要体现在市场的需求上,仅以汽车,摩托车行业的模具市场为例。
汽车,摩托车行业是模具最大的市场,在工业发达的国家,这一市场占整个模具市场一半左右。
汽车工业是我国国民经济五大支柱产业之一,汽车工业重点是发展零部件,经济型轿车和重型汽车,汽车模具作为发展重点,已在汽车工业产业政策中得到了明确。
汽车基本车型不断增加,2005年将达到170种。
一个型号的汽车所需模具达几千副,价值上亿元。
为了适应市场的需求,汽车将不断换型,汽车换型时约有80%的模具需要更换。
中国摩托车产量位居世界第一,据统计,中国摩托车共有14种排量80多个车型,1000多个型号。
单辆摩托车约有零件2000种,共计5000多个,其中一半以上需要模具生产。
一个型号的摩托车生产需1000副模具,总价值为1000多万元。
其他行业,如电子及通讯,家电,建筑等,也存在巨大的模具市场。
目前世界模具市场供不应求,模具的主要出口国是美国,日本,法国,瑞士等国家。
中国模具出口数量极少,但中国模具钳工技术水平高,劳动成本低,只要配备一些先进的数控制模设备,提高模具加工质量,缩短生产周期,沟通外贸渠道,模具出口将会有很大发展。
研究和发展模具技术,提高模具技术水平,对于促进国民经济的发展有着特别重要的意义。
1.2 各种模具的分类和占有量模具主要类型有:冲模,锻摸,塑料模,压铸模,粉末冶金模,玻璃模,橡胶模,瓷模等。
除部分冲模以外的的上述各种模具都属于腔型模,因为他们一般都是依靠三维的模具形腔是材料成型。
(1)冲模:冲模是对金属板材进行冲压加工获得合格产品的工具。
冲模占模具总数的50%以上。
按工艺性质的不同,冲模可分为落料模,冲孔模,切口模,切边模,弯曲模,卷边模,拉深模,校平模,翻孔模,翻边模,缩口模,压印模,胀形模。
按组合工序不同,冲模分为单工序模,复合模,连续模。
(2)锻模:锻模是金属在热态或冷态下进行体积成型是所用模具的总称。
按锻压设备不同,锻模分为锤用锻模,螺旋压力机锻模,热模锻压力锻模,平锻机用锻模,水压机用锻模,高速锤用锻模,摆动碾压机用锻模,辊锻机用锻模,楔横轧机用锻模等。
按工艺用途不同,锻模可分为预锻模具,挤压模具,精锻模具,等温模具,超塑性模具等。
(3)塑料模:塑料模是塑料成型的工艺装备。
塑料模约占模具总数的35%,而且有继续上升的趋势。
塑料模主要包括压塑模,挤塑模,注射模,此外还有挤出成型模,泡沫塑料的发泡成型模,低发泡注射成型模,吹塑模等。
(4)压铸模:压铸模是压力铸造工艺装备,压力铸造是使液态金属在高温和高速下充填铸型,在高压下成型和结晶的一种特殊制造方法。
压铸模约占模具总数的6%。
(5)粉末冶金模:粉末冶金模用于粉末成型,按成型工艺分类粉末冶金模有:压模,精整模,复压模,热压模,粉浆浇注模,松装烧结模等。
模具所涉及的工艺繁多,包括机械设计制造,塑料,橡胶加工,金属材料,铸造(凝固理论),塑性加工,玻璃等诸多学科和行业,是一个多学科的综合,其复杂程度显而易见。
1.3 我国模具工业的现状自20世纪80年代以来,我国的经济逐渐起飞,也为模具产业的发展提供了巨大的动力。
20世纪90年代以后,大陆的工业发展十分迅速,模具工业的总产值在1990年仅60亿元人民币,1994年增长到130亿元人民币,1999年已达到245亿元人民币,2000年增至260~270亿元人民币。
今后预计每年仍会以10℅~15℅的速度快速增长。
目前,我国17000多个模具生产厂点,从业人数五十多万。
除了国有的专业模具厂外,其他所有制形式的模具厂家,包括集体企业,合资企业,独资企业和私营企业等,都得到了快速发展。