韩国现代汽车电镀标准
韩国现代汽车电镀标准
车锁零部件镀层标准2007-09-05发布2007-09-06实施韩国现代机电有限公司1. 目的及使用范围颁布本标准是为了统一公司内部镀层标准规范,形成技术指导性文件。
本标准只适用于有防腐、装饰保护要求的车锁零部件,并对其表面镀层要求作出了规定。
2. 参考标准中国汽车行业标准QC/T 625-1999《汽车用涂镀层和化学处理层》中国国家标准 GB/T 10125-1997《人造气氛腐蚀试验——盐雾试验》上汽双龙标准 SES F 204-01 (V4) 《汽车部品用镀锌》日本三菱工业镀锌标准日本三菱工业镀铬标准3. 表面镀层方法及种类3.1方法(见表1)表13.2种类1. 镀锌+钝化(铁基材,锌合金基材)2. 防护装饰性镀铬4. 镀锌+钝化4.1镀锌主要适用于锌合金和铁基材料,镀锌的目的在于强化钝化层的附着力,镀锌表示方法见表2注:a.镀锌层不能太薄,否则耐腐蚀能力就会下降。
b.电镀锌后,对于弹簧件、高强度零件应进行消除氢脆危险性的处理。
c.对有消氢脆处理要求的零部件,必须在图纸上注明“消氢脆处理”字样。
4.2.使用条件界定,见表3表34.3钝化4.3.1电镀锌后,通常用铬酸盐进行钝化处理,形成铬酸盐转化膜。
铬酸盐转化膜的分类、典型外观、耐蚀性要求、使用条件见表4表4注a.NSS试验方法参照标准:GB/T 10125-1997,出现白色腐蚀产物的时间不能低于表4所规定的时间。
b.对锌合金的镀锌钝化,在规定的试验时间内,被测产品表面应无白锈产生,否则视为不良;对于铁基材的镀锌钝化,在规定的试验时间内,产品表面应无白锈和红锈产生,否则视为不良。
c.钝化处理过程中,不得使用Cr6+.d.对于锌合金零部件,也可以直接采取钝化处理,一般是黑色钝化。
4.3.2 若直接在锌合金上钝化处理,其铬酸盐转化膜的分类、典型外观、耐蚀性要求、使用条件见表5表54.3表示方法在所有技术文件中,对零部件的镀锌钝化处理的表示方法均采用表 6 中的标识方法。
现代汽车技术标准MS_652-14(塑料涂装)

5.5 铅笔硬度 参照 ISO 15184 及 JIS K 5600-5-4。
5.6 耐刮擦性能 用表 5 所示的条件刮擦 JIS K 6718 中规定的供试品或以相同条件制作的试验片表面后,根据表 6 对表面 涂层状态进行评价。
表5
项目
条件
荷重(
4.9(0.5)
STROKE(mm)
100±5
摩擦速度(mm/sec)
SOLID 色
7μm 以上
20μm 以上
-
MS652-14 PD-1
METALLIC 色
10μm 以上
20μm 以上
-
MS652-14 PD-2
SOLID 色
10μm 以上
25μm 以上
-
METALLIC 色
10μm 以上
20μm 以上
-
MS652-14 PD-3
SOLID 色 METALLIC 色
EA-SG-006-2
现代-起亚汽车
HYUNDAI KIA MOTO
技 术 标准
规格编号
页数
ENGINEERINGSTANDARD
(SPEC No)MS 652-14
(SHT/SHTS)5/20
表 4(续)
项目
要求事项
PD-0
PD-1
涂层不出现显著的变色、退色、
PD-2
PD-3
试验方法
膨润、裂缝、光泽低下等现象;
② 以导电为目的,需要涂布静电底漆时,其涂层厚度另行协商确定。
③ 将底漆作为 COLOR COAT 使用时(包括 PERL),其涂层厚度另行协商确定。
4)如果没有特别指定试验顺序,就参照表 3 所示的试验顺序;如果无法满足各阶段所要求的规格,就视为
涂层标准MS630-01--译文-OK
适用范围:全部适用工程标准页码:1/6制订人:材料技术和分析组材料规范规格:MS 630-01 标题:涂装——金属制品(防锈)目录1. 范围2. 类型和符号3. 要求4. 试验法5. 检验6. 指示法7. 其他EMS80055 更改目录全部2008年5月23日 C.S.LEEEMS40118 更改涂层厚度3, 4 2004年2月16日M.S.CHOIEMS30364 更改目录3, 4 2003年11月10日M.S.CHOIEMS20074 修订全部内容全部2002年9月30日M.S.CHOIEMSP0021 修订要求全部1993年3月23日J.M.CHO发布英文版本全部1982年1月6日SYM EO NO 变更描述修订页码修订日期修订人制订日期:1982年1月6日参考:编写人:C.S.LEE2008年5月9日审核人:B.G.CHUNG2008年5月13日批准人:J.M.KIM2008年5月13日文件来源见IPIS (ES/MS)管理系统工程标准规格:MS 630-01页码:2/61. 范围本规范适用于鉴定外部部件和内部部件用黑色金属的防锈涂层质量。
2. 类型和符号将涂膜分成表1中所示的类型和符号。
表1类型符号应用类型1FPI-2内部部件1)FPI-2MFPI-3FPI-4类型2FPO-2外部部件2)FPO-2MFPO-3FPO-4FPO-5FPO-5MFPO-6类型3 FPO-A3)超强耐腐蚀部件(镀锌后涂装)FPO-B4)超强耐腐蚀部件(在镀锌或锌合金钢材表面进行涂装)注1)内部部件:在汽车车身内部的组件,也就是说这些部件不会受到风雨的直接或间接影响。
注2)外部部件:在汽车车身外部的组件,也就是说这些部件会受到风雨的直接或间接影响。
此外会部分受风雨影响的部件也应视为外部部件。
注3)必须在电镀锌后涂装,镀锌厚度应为8um以上(含8um),如无特别说明不得使用镍。
注4)应如下说明在镀锌或锌合金钢材表面进行涂装举例:MS121-13——镀锌钢板和钢条MS121-14——锌铁合金电镀钢板和钢条MS191-07——热电镀锌铁合金底层的钢板和钢条MS191-09——电解锌涂装钢板和钢条工程标准规格:MS 630-01页码:3/63. 要求3.1 通用要求3.1.1外观(包括焊接和边缘部件)涂层无气泡、裂缝、剥落、针眼、夹杂异物、毛刺、不光滑、橘皮和其他缺陷,并且底层金属不露出。
EQY-3-95电镀层及化学处理层标准word精品文档24页
EQY-3-95电镀层及化学处理层标准2019年9月26日 8:57电镀层及化学处理层标准(EQY-3-95 代替EQY-3-86)1主题内容与适用范围本标准规定了汽车零(部)件的电镀层和化学处理层的技术规范及膜层的质量要求。
本标准适用于汽车零(部)件的电镀层及化学处理层的质量控制和验收。
2引用标准GB4956-85磁性金属基体上非磁性覆盖层厚度测量-磁性方法GB5270-85金属基体上金属覆盖层-附着强度试验方法GB6458-86金属覆盖层-中性盐雾试验(NSS试验)GB6460-86金属覆盖层-铜加速醋酸盐雾试验(CASS试验)GB6461-86金属覆盖层-对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级GB6462-86金属和氧化物覆盖层-横断面厚度显微镜测量方法GB9792-88金属材料上的转化膜-单位面积上膜层质量的测定-重量法GB/T12610-90 塑料上电镀层-热循环试验3术语3.1主要表面在工件的某些表面上,其镀层或化学处理层对制件的外观和(或)使用性能起着重要作用。
3.2厚度工件的主要表面上,凡是能与直径为20mm的球体相接触的部位上的厚度的最小值。
4 镀覆及化学处理的表示方法4.1电镀表示方法基体材料/镀覆方法·镀覆名称·镀覆层厚度·镀复层特征·后处理4.2化学处理表示方法基体材料/处理方法·处理特征·后处理(颜色)4.3基体材料为钢铁材料时,其符号允许省略。
4.4如果镀层或化学处理层的特征、厚度、颜色及后处理无具体要求时,其符号允许省略。
4.5表示符号4.5.1基体材料表示符号:金属材料用化学元素符号表示,合金材料用其主要成分的化学元素符号表示,非金属材料用国际通用缩写字母表示,如铜用Cu表示,塑料用PL表示。
4.5.2镀覆方法和处理方法的表示符号见表1。
表1方法名称符号备注镀覆方法电镀化学镀机械镀锌铬膜EPCPMPJZnCr化学处理方法化学氧化阳极氧化锰盐磷化锌盐磷化铬酸盐处理(白色)铬酸盐处理(彩色)铬酸盐处理(绿色)铬酸盐处理(黑色)铜及合金钝化COAOMnPhZnPhBCGHP钢铁化学氧化又称发兰包括镀铬阳极松孔磷化无特定要求时只标注Ph磷化无特定要求时只标注Ph简称白钝化简称彩色钝化简称绿钝化简称黑钝化也用于银层钝化表示4.5.3镀层厚度用阿拉伯数字表示,单位为μm。
各个汽车公司各种电镀标准
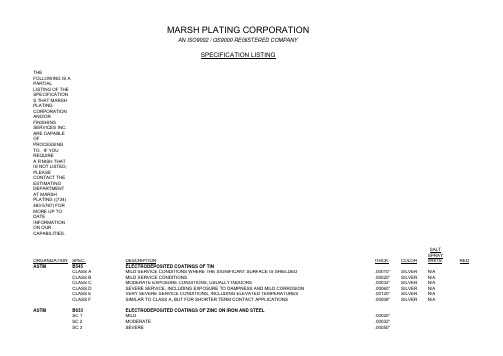
AN ISO9002 / QS9000 REGISTERED COMPANYSPECIFICATION LISTINGTHE FOLLOWING IS A PARTIAL LISTING OF THE SPECIFICATIONS THAT MARSH PLATING CORPORATION AND/OR FINISHING SERVICES INC. ARE CAPABLE OF PROCESSING TO. IF YOU REQUIREA FINISH THAT IS NOT LISTED, PLEASE CONTACT THE ESTIMATING DEPARTMENT AT MARSH PLATING ((734) 483-5767) FOR MORE UP TO DATE INFORMATION ON OUR CAPABILITIES.SALT SPRAY ORGANIZATION SPEC.DESCRIPTION THICK.COLOR WHITE RED ASTM B545ELECTRODEPOSITED COATINGS OF TINCLASS A MILD SERVICE CONDITIONS WHERE THE SIGNIFICANT SURFACE IS SHIELDED.00010"SILVER N/ACLASS B MILD SERVICE CONDITIONS .00020"SILVER N/ACLASS C MODERATE EXPOSURE CONDITIONS, USUALLY INDOORS.00032"SILVER N/ACLASS D SEVERE SERVICE, INCLUDING EXPOSURE TO DAMPNESS AND MILD CORROSION.00060"SILVER N/ACLASS E VERY SEVERE SERVICE CONDITIONS, INCLUDING ELEVATED TEMPERATURES.00120"SILVER N/ACLASS F SIMILAR TO CLASS A, BUT FOR SHORTER TERM CONTACT APPLICATIONS.00006"SILVER N/AASTM B633ELECTRODEPOSITED COATINGS OF ZINC ON IRON AND STEELSC 1MILD.00020"SC 2MODERATE.00032"SC 3SEVERE.00050"SC 4VERY SEVERE.00100"TYPE I AS PLATED WITHOUT SUPPLEMENTARY TREATMENT SILVERTYPE II WITH COLORED CHROMATE CONVERSION COATINGS YELLOW*96TYPE III WITH COLORLESS CHROMATE CONVERTION COATINGS SILVER12TYPE IV WITH PHOSPHATE CONVERSION COATING GRAYASTM B689ELECTROPLATED ENGINEERING NICKEL COATINGSCLASS 5THICKNESS 5 MICROMETERS.00020"SILVERCLASS 25THICKNESS 25 MICROMETERS.00100"SILVERCLASS 50THICKNESS 50 MICROMETERS.00200"SILVERCLASS 100THICKNESS 100 MICROMETERS.00400"SILVERCLASS 200THICKNESS 200 MICROMETERS.00800"SILVERX THICKNESS AS SPECIFIED TBD SILVERTYPE 1NICKEL ELECTROPLATED FROM SOLUTIONS NOT CONTAINING HARDENERS, BRIGHTENERS OR STRESS CONT.SILVERTYPE 2NICKEL ELECTRODEPOSITS USED AT MODERATE TEMPERATURES CONTAINING COMPOUNDS THAT INCREAS.SILVERTYPE 3NICKEL ELECTRODEPOSITS USED AT ELEVATED TEMPERATURES CONTAING COMPOUNDS THAT INCREASE H.SILVERAN ISO9002 / QS9000 REGISTERED COMPANYSPECIFICATION LISTINGTHE FOLLOWING IS A PARTIAL LISTING OF THE SPECIFICATIONS THAT MARSH PLATING CORPORATION AND/OR FINISHING SERVICES INC. ARE CAPABLE OF PROCESSING TO. IF YOU REQUIREA FINISH THAT IS NOT LISTED, PLEASE CONTACT THE ESTIMATING DEPARTMENT AT MARSH PLATING ((734) 483-5767) FOR MORE UP TO DATE INFORMATION ON OUR CAPABILITIES.SALT SPRAY ORGANIZATION SPEC.DESCRIPTION THICK.COLOR WHITE RED ASTM B733AUTOCATALYTIC (ELECTROLESS) NICKEL-PHOSHOROUS COATINGS ON METALSC 0MINIMUM THICKNESS.000004"SILVERSC 1LIGHT SERVICE.00020"SILVERSC 2MILD SERVICE.00050"SILVERSC 3MODERATE SERVICE.00100"SILVERSC 4SEVERE SERVICE.00300"SILVERTYPE I NO REQUIREMENT FOR PHOSPHORUS SILVERTYPE II 1 - 3% PHOSPHORUS SILVERTYPE III 2 - 4% PHOSPHORUS SILVERTYPE IV 5 - 8% PHOSPHORUS SILVERTYPE V10% - PHOSPHORUS SILVERASTM B734ELECTRODEPOSITED COPPER FOR ENGINEERING USESCLASS 5THICKNESS 5 MICROMETERS.00020"COPPERCLASS 12THICKNESS 12 MICROMETERS.00050"COPPERCLASS 20THICKNESS 20 MICROMETERS.00080"COPPERCLASS 25THICKNESS 25 MICROMETERS.00100"COPPERCLASS X THICKNESS AS SPECIFIED TBD COPPERASTM B840ELECTRODEPOSITED COATINGS OF ZINC COBALT ALLOY DEPOSITSGRADE 6THICKENSS 6 MICROMETERS.00025"GRADE 12THICKNESS 12 MICROMETERS.00050"GRADE 18THICKNESS 18 MICROMETERS.00075"TYPE A WITH COLORLESS CHROMATE CONVERSION COATINGS SILVERTYPE B WITH YELLOW CHROMATE CONVERTION COATING YELLOWTYPE C WITH BRONZE CHROMATE CONVERSION COATING BRONZETYPE D WITH BLACK CHROMATE CONVERSION COATING BLACKTYPE E ANY OF THE ABOVE TYPES PLUS ORGANIC TOPCOAT TBDASTM B841ELECTRODEPOSITED COATINGS OF ZINC NICKEL ALLOY DEPOSITSCLASS 1DEPOSITS HAVING 5 - 12% NICKEL, THE BALANCE BEING ZINCGRADE 5THICKNESS 5 MICROMETERS.00020"GRADE 8THICKNESS 8 MICROMETERS.00032"GRADE 10THICKNESS 10 MICROMETERS.00040"TYPE A WITH COLORLESS CHROMATE CONVERSION COATINGS SILVERTYPE B WITH YELLOW CHROMATE CONVERTION COATING YELLOWTYPE C WITH BRONZE CHROMATE CONVERSION COATING BRONZETYPE D WITH BLACK CHROMATE CONVERSION COATING BLACKTYPE E ANY OF THE ABOVE TYPES PLUS ORGANIC TOPCOAT TBDAN ISO9002 / QS9000 REGISTERED COMPANYSPECIFICATION LISTINGTHE FOLLOWING IS A PARTIAL LISTING OF THE SPECIFICATIONS THAT MARSH PLATING CORPORATION AND/OR FINISHING SERVICES INC. ARE CAPABLE OF PROCESSING TO. IF YOU REQUIREA FINISH THAT IS NOT LISTED, PLEASE CONTACT THE ESTIMATING DEPARTMENT AT MARSH PLATING ((734) 483-5767) FOR MORE UP TO DATE INFORMATION ON OUR CAPABILITIES.SALT SPRAY ORGANIZATION SPEC.DESCRIPTION THICK.COLOR WHITE RED ASTM B842ELECTRODEPOSITED COATINGS OF ZINC IRON ALLOY DEPOSITSCLASS 1DEPOSITS HAVING APPROXIMATELY 99% ZINC MASS, BALANCE IRONGRADE 6THICKNESS 6 MICROMETERS.00025"GRADE 12THICKNESS 12 MICROMETERS.00050"GRADE 18THICKNESS 18 MICROMETERS.00075"TYPE A ZINC IRON WITH BLACK CHROMATE CONVERSION COATING BLACKTYPE B ZINC IRON WITH IRIDESCENT YELLOW CHROMATE CONVERSION COATING YELLOWASTM B850POST COATING TREATMENTS OF STEEL FOR REDUCING THE RISK OF HYDROGEN EMBRITTLEMENTDELPHI DX150100CORROSION PROTECTIVE COATINGS - ZINC ALLOY PLATINGDX150101ZINC COBALT YELLOW240 DX150102ZINC COBALT CLEAR96 DX150103ZINC COBALT BLACK240 DX150104ZINC NICKEL YELLOW500 DX150105ZINC NICKEL CLEAR240 DX150106ZINC IRON BLACK288 DX150107ZINC IRON YELLOW288 DX150108TIN ZINC YELLOW N/A DELPHI DX551200CORROSION PROTECTIVE COATINGS - HEXAVALENT CHROMIUM FREE ZINC PLATINGDX5512013U24/0.0001"N/A N/A24 DX5512026U48/0.0002"N/A N/A48 DX5512039U72/0.00035"N/A N/A72 DX55120412U96/0.0005"N/A N/A96 DX5512058K96/24.0003"CLEAR2496 DX55120615K240/24.0006"CLEAR24240 DX5512078K240/96G.0003"CLEAR96240 DX5512088K360/120G.0003"CLEAR120360 DX5512098K480/240G.0003"CLEAR240480 DX5512108K72/48.0003"CLEAR4872 DX5512118K240/120T.0003"CLEAR120240 DX5512129K168/120G.00035"CLEAR120168 DX55121312K240/120G.0005"CLEAR120240 DX5512148K500/96GW.0003"CLEAR96500 DX5512159K120/48G.00035"CLEAR48120 DX5512169D168/120G.00035"YELLOW120168 DX5512179K168/120G.00035"CLEAR120168 DX55121812K240/120 .0005"CLEAR120240 DX5512198K72/24.0003"CLEAR2472 DX5512208K96/48.0003"CLEAR4896AN ISO9002 / QS9000 REGISTERED COMPANYSPECIFICATION LISTINGTHE FOLLOWING IS A PARTIAL LISTING OF THE SPECIFICATIONS THAT MARSH PLATING CORPORATION AND/OR FINISHING SERVICES INC. ARE CAPABLE OF PROCESSING TO. IF YOU REQUIREA FINISH THAT IS NOT LISTED, PLEASE CONTACT THE ESTIMATING DEPARTMENT AT MARSH PLATING ((734) 483-5767) FOR MORE UP TO DATE INFORMATION ON OUR CAPABILITIES.SALT SPRAY ORGANIZATION SPEC.DESCRIPTION THICK.COLOR WHITE RED DX5512213K32/8.0001"CLEAR832 DX5512223K24/8.0001"CLEAR824 DELPHI DX551300CORROSION PROTECTIVE COATINGS - ZINC ALLOY PLATING (HEXAVALENT CHROMIUM FREE)DX551301ZINC COBALT CLEAR500 DX551302ZINC IRON CLEAR600 DX551303ZINC NICKEL CLEAR600 DX551304ZINC IRON COBALT CLEAR500 DX551305ZINC IRON BLACK500 FORD ESB-M1P1-A PLATING, CADMIUM AND ZINCCLASS A VERY SEVERE, EXTERIOR.00050"*0144 CLASS B SEVERE, EXTERIOR.00050"096 CLASS C MODERATE, EXTERIOR OR INTERIOR.00035"048 CLASS D LIGHT, INTERIOR.00015"024 CLASS 1GREEN TO OLIVE DRAB / HEAVY CHROMATE PLUS BLACK DYE / DOUBLE DIP CLEAR GREEN96NA CLASS 2YELLOW CHROMATE / BLACKENING SALT AND OIL DIP YELLOW48NA CLASS 3LIGHT YELLOW CHROMATE / SINGLE DIP CLEAR CLEAR24NAAN ISO9002 / QS9000 REGISTERED COMPANYSPECIFICATION LISTINGTHE FOLLOWING IS A PARTIAL LISTING OF THE SPECIFICATIONS THAT MARSH PLATING CORPORATION AND/OR FINISHING SERVICES INC. ARE CAPABLE OF PROCESSING TO. IF YOU REQUIREA FINISH THAT IS NOT LISTED, PLEASE CONTACT THE ESTIMATING DEPARTMENT AT MARSH PLATING ((734) 483-5767) FOR MORE UP TO DATE INFORMATION ON OUR CAPABILITIES.SALT SPRAY ORGANIZATION SPEC.DESCRIPTION THICK.COLOR WHITE RED FORD ESE-M1P2-A PLATING, COPPER.00015"COPPER NA8FORD ESF-M1P3-A PLATING, CADMIUM AND ZINC (SEVERE).00050"SILVER096 YELLOW.00050"YELLOW96NA CLEAR / BLACK.00050"TBD48NAFORD ESF-M1P4-A PLATING, CADMIUM AND ZINC (MODERATE).00035"SILVER048 YELLOW.00035"YELLOW48NA CLEAR / BLACK.00035"TBD48NA FORD ESF-M1P5-A PLATING, CADMIUM AND ZINC (LIGHT).00015"SILVER024 YELLOW.00015"YELLOW24NA CLEAR / BLACK.00015"TBD24NAFORD ESF-M1P6-A PLATING, CADMIUM AND ZINC (LIGHT).00020"SILVER032 YELLOW.00020"YELLOW32NA CLEAR / BLACK.00020"TBD32NA WSB-M1P9-B PLATING, TIN HOT DIP OVER FERROUS, COPPER OR COPPER ALLOY.00001"SILVERFORD WSB-M1P10-B PLATING, TIN ELECTRODEPOSITED ON FERROUS, COPPER OR COPPER ALLOY.00001"SILVERFORD WSB-M1P11-B PLATING, TIN ELECTRODEPOSITED ON FERROUS, COPPER OR COPPER ALLOY.0004"SILVERFORD ESF-M1P30-A PLATING, COPPERCLASS 1IDENTIFICATION.00010"COPPERCLASS 2DRAWING (LUBRICANT).00020"COPPERCLASS 3ELECTRICAL CONTACT AND WEAR RUN-IN.00030"COPPERCLASS 4SALT BATH AND PACK CARBURIZING.00090"COPPERCLASS 5GAS CARBURIZINGFORD ESF-M1P41-A PLATING, ZINC, SUPPLIMENTARY CHROMATE TREATMENT.00020"YELLOW50FORD ESS-M1P45-A PLATING, ZINC AND CHROMATE (S36).0002"YELLOW72FORD WSD-M1P65-B1PLATING, ELECTROLESS NICKEL, HEAT TREATED.00040"SILVER NA24FORD WSD-M1P65-B2PLATING, ELECTROLESS NICKEL, AS DEPOSITED.00040"SILVER NA NAFORD WSD-M1P85-A1PLATING, ZINC OVER FERROUS SURFACES.00020"SILVER NA24FORD WSD-M1P85-A2PLATING, ZINC OVER FERROUS SURFACES.00032"SILVER NA48AN ISO9002 / QS9000 REGISTERED COMPANYSPECIFICATION LISTINGTHE FOLLOWING IS A PARTIAL LISTING OF THE SPECIFICATIONS THAT MARSH PLATING CORPORATION AND/OR FINISHING SERVICES INC. ARE CAPABLE OF PROCESSING TO. IF YOU REQUIREA FINISH THAT IS NOT LISTED, PLEASE CONTACT THE ESTIMATING DEPARTMENT AT MARSH PLATING ((734) 483-5767) FOR MORE UP TO DATE INFORMATION ON OUR CAPABILITIES.SALT SPRAY ORGANIZATION SPEC.DESCRIPTION THICK.COLOR WHITE RED FORD WSD-M1P85-A3PLATING, ZINC OVER FERROUS SURFACES.0005"SILVER NA96 FORD WSH-M1P86-A PLATING, ZINC COBALT OVER FERROUS SURFACES.00032"SILVER NA240 FORD WSA-M1P87-A1PLATING, ZINC NICKEL, CHROMATED.00032"YELLOW NA768AN ISO9002 / QS9000 REGISTERED COMPANYSPECIFICATION LISTINGTHE FOLLOWING IS A PARTIAL LISTING OF THE SPECIFICATIONS THAT MARSH PLATING CORPORATION AND/OR FINISHING SERVICES INC. ARE CAPABLE OF PROCESSING TO. IF YOU REQUIREA FINISH THAT IS NOT LISTED, PLEASE CONTACT THE ESTIMATING DEPARTMENT AT MARSH PLATING ((734) 483-5767) FOR MORE UP TO DATE INFORMATION ON OUR CAPABILITIES.SALT SPRAY ORGANIZATION SPEC.DESCRIPTION THICK.COLOR WHITE REDFORD WSF-M1P89-A1PLATING, ZINC IRON OVER FERROUS SURFACES.00020"SILVER YELLOW BARREL PLATING.00020"YELLOW96240 BLACK (SILVER FREE)BARREL PLATING.00020"BLACK72336 YELLOW RACK PLATING.00020"YELLOW96336 BLACK (SILVER FREE)RACK PLATING.00020"BLACK72552 BLACK (SILVER)RACK PLATING.00020"BLACK72336FORD WSF-M1P89-A2PLATING, ZINC IRON OVER FERROUS SURFACES.00032"SILVER YELLOW BARREL PLATING.00032"YELLOW96480 BLACK (SILVER FREE)BARREL PLATING.00032"BLACK72552 YELLOW RACK PLATING.00032"YELLOW96960 BLACK (SILVER FREE)RACK PLATING.00032"BLACK721440 BLACK (SILVER)RACK PLATING.00032"BLACK72960 FORD WSE-M1P93-A1PLATING TIN ZINC ALLOY, ELECTROPLATED OVER FERROUS SURFACES.00020"YELLOW72288FORD WSE-M1P93-A2PLATING TIN ZINC ALLOY, ELECTROPLATED OVER FERROUS SURFACES.00032"YELLOW72408FORD WSE-M1P93-A3PLATING TIN ZINC ALLOY, ELECTROPLATED OVER FERROUS SURFACES.00040"YELLOW72504FORD WSE-M1P93-A4PLATING TIN ZINC ALLOY, ELECTROPLATED OVER FERROUS SURFACES.00050"YELLOW72600FORD WSE-M1P93-A5PLATING TIN ZINC ALLOY, MECHANICALLY PLATED OVER FERROUS SURFACES.0003"YELLOW72192FORD WSE-M1P93-A6PLATING TIN ZINC ALLOY, MECHANICALLY PLATED OVER FERROUS SURFACES.0004"YELLOW72240FORD ESB-M2P28-B PAINT PERFORMANCE, FUNCTIONAL EXTERIOR PARTS-SEVERE DUTYFORD ESB-M2P29-B PAINT PERFORMANCE, FUNCTIONAL EXTERIOR PARTS-MODERATE DUTYFORD ESB-M2P30-B PAINT PERFORMANCE, FUNCTIONAL EXTERIOR PARTS-LIGHT DUTYFORD ESB-M64J19-B1FORD ESB-M64J25-A1GM9984001METAL SURFACE PREPARATIONAN ISO9002 / QS9000 REGISTERED COMPANYSPECIFICATION LISTINGTHE FOLLOWING IS A PARTIAL LISTING OF THE SPECIFICATIONS THAT MARSH PLATING CORPORATION AND/OR FINISHING SERVICES INC. ARE CAPABLE OF PROCESSING TO. IF YOU REQUIREA FINISH THAT IS NOT LISTED, PLEASE CONTACT THE ESTIMATING DEPARTMENT AT MARSH PLATING ((734) 483-5767) FOR MORE UP TO DATE INFORMATION ON OUR CAPABILITIES.SALT SPRAY ORGANIZATION SPEC.DESCRIPTION THICK.COLOR WHITE RED GM9984120ELECTRODEPOSITION PRIMER, CATHODIC ELPO FOR SMALL PARTS BLACK TYPE I CONTAIN CHROMIUM AND LEAD BLACKTYPE II CHROMIUM FREE BLACKTYPE III CHROMIUM AND LEAD FREE BLACKTYPE IV CHROMIUM AND LEAD FREE BLACKGM GM1000M RESTRICTED AND REPORTABLE CHEMICALSGM GMW3034ABSENCE OF HEXAVALENT CHROME (CR VI) IN COATINGSGM GMW3044M ELECTROLYTICALLY DEPOSITED ZINC COATINGS3U24/0THICKNESS 3 MICROMETERS.0001"24N/A6U48/0THICKNESS 6 MICROMETERS.0002"48N/A9U72/0THICKNESS 9 MICROMETERS.00035"72N/A12U96/0THICKNESS 12 MICROMETERS.0005"96N/A15U120/0THICKNESS 15 MICROMETERS.0006"120N/A9K96/24THICKNESS 9 MICROMETERS.00035"962415K240/24 THICKNESS 15 MICROMETERS.0006"240248K240/24THICKNESS 8 MICROMETERS.00032"24012015K360/120X THICKNESS 15 MICROMETERS.0006"3601208B240/120X THICKNESS 8 MICROMETERS.00032"24012015B360/120X THICKNESS 15 MICROMETERS.0006"36012015D240/96THICKNESS 15 MICROMETERS.0006"240968D360/120J THICKNESS 8 MICROMETERS.00032"36012015D480/120J THICKNESS 15 MICROMETERS.0006"480120GM GMW3059RESTRICTED AND REPORTABLE SUBSTANCES FOR PARTSGM GMW3200TIN ZINC PLATINGGM GM4254M NICKEL PLATING32 CODE 100THICKNESS 100 MICROMETERS.00400"SILVER16 CODE 50THICKNESS 50 MICROMETERS.00200"SILVER NA CODE 30THICKNESS 30 MICROMETERS.00120"SILVER NA CODE 20THICKNESS 20 MICROMETERS.00080"SILVER NA CODE 10THICKNESS 10 MICROMETERS.00040"SILVERGM GM4298P SALT SPRAY (MIST) TESTAN ISO9002 / QS9000 REGISTERED COMPANYSPECIFICATION LISTINGTHE FOLLOWING IS A PARTIAL LISTING OF THE SPECIFICATIONS THAT MARSH PLATING CORPORATION AND/OR FINISHING SERVICES INC. ARE CAPABLE OF PROCESSING TO. IF YOU REQUIREA FINISH THAT IS NOT LISTED, PLEASE CONTACT THE ESTIMATING DEPARTMENT AT MARSH PLATING ((734) 483-5767) FOR MORE UP TO DATE INFORMATION ON OUR CAPABILITIES.SALT SPRAY ORGANIZATION SPEC.DESCRIPTION THICK.COLOR WHITE RED GM GM4344M CORROSION PROTECTIVE COATINGS, ZINC PLATING3U 24/0THICKNESS 3 MICROMETERS.0001"N/A24N/A 6U 48/0THICKNESS 6 MICROMETERS.0002"N/A48N/A 9U 72/0THICKNESS 9 MICROMETERS.00035"N/A72N/A 12U 96/0THICKNESS 12 MICROMETERS.0005"N/A96N/A 15U 120/0THICKNESS 15 MICROMETERS.006"N/A120N/A 3K 32/8THICKNESS 3 MICROMETERS-PASSIVATION OR CONVERSION COATING-BRIGHT.0001"CLEAR328 6K 56/8THICKNESS 6 MICROMETERS-PASSIVATION OR CONVERSION COATING-BRIGHT.0002"CLEAR568 9K 96/0THICKNESS 9 MICROMETERS-PASSIVATION OR CONVERSION COATING-CLEAR OR LIGHT IRID. BLUE.00035"CLEAR96N/A 12K 120/0THICKNESS 12 MICROMETERS-PASSIVATION OR CONVERSION COATING-CLEAR OR LIGHT IRID. BLUE.0005"CLEAR120N/A 15K 144/0THICKNESS 15 MICROMETERS-PASSIVATION OR CONVERSION COATING-CLEAR OR LIGHT IRID. BLUE.006"CLEAR144N/A 3D 72/48THICKNESS 3 MICROMETERS-PASSIVATION OR CONVERSION COATING-BRIGHT YELLOW.0001"YELLOW7248 6D 96/48THICKNESS 6 MICROMETERS-PASSIVATION OR CONVERSION COATING-BRIGHT YELLOW.0002"YELLOW9648 9D 120/48THICKNESS 9 MICROMETERS-PASSIVATION OR CONVERSION COATING-BRIGHT YELLOW.00035"YELLOW12048 12D 144/48THICKNESS 12 MICROMETERS-PASSIVATION OR CONVERSION COATING-BRIGHT YELLOW.0005"YELLOW14448 6D 120/72THICKNESS 6 MICROMETERS-PASSIVATION OR CONVERSION COATING-YELLOW.0002"YELLOW12072 9D 144/72THICKNESS 9 MICROMETERS-PASSIVATION OR CONVERSION COATING-YELLOW.00035"YELLOW14472 10D 192/96THICKNESS 10 MICROMETERS-PASSIVATION OR CONVERSION COATING.0004"NA19296 12D 168/72THICKNESS 12 MICROMETERS-PASSIVATION OR CONVERSION COATING-BROWN.0005"BROWN16872 6D 144/96THICKNESS 6 MICROMETERS-PASSIVATION OR CONVERSION COATING-OLIVE DRAB.0002"OLIVE14496 9D 168/96THICKNESS 9 MICROMETERS-PASSIVATION OR CONVERSION COATING-OLIVE DRAB.00035"OLIVE16896 12D 192/96THICKNESS 12 MICROMETERS-PASSIVATION OR CONVERSION COATING-OLIVE DRAB.0005"OLIVE19296 15D 240/0THICKNESS 15 MICROMETERS-PASSIVATION OR CONVERSION COATING-YELLOW-BROWN OR OLIVE DRAB.006"YELLOW240N/A 6E 240/72THICKNESS 6 MICROMETERS-ZINC PHOSPHATE/ELECTROCOAT/OIL-BLACK.0002"BLACK24072 9E 336/72THICKNESS 9 MICROMETERS-ZINC PHOSPHATE/ELECTROCOAT/OIL-BLACK.00035"BLACK33672 12E 480/72THICKNESS 12 MICROMETERS-ZINC PHOSPHATE/ELECTROCOAT/OIL-BLACK.0005"BLACK48072 9B 0/72THICKNESS 9 MICROMETERS-DECORATIVE BLACK.00035"BLACK N/A72 15B 0/144THICKNESS 15 MICROMETERS-DECORATIVE BLACK.006"BLACK N/A144AN ISO9002 / QS9000 REGISTERED COMPANYSPECIFICATION LISTINGTHE FOLLOWING IS A PARTIAL LISTING OF THE SPECIFICATIONS THAT MARSH PLATING CORPORATION AND/OR FINISHING SERVICES INC. ARE CAPABLE OF PROCESSING TO. IF YOU REQUIREA FINISH THAT IS NOT LISTED, PLEASE CONTACT THE ESTIMATING DEPARTMENT AT MARSH PLATING ((734) 483-5767) FOR MORE UP TO DATE INFORMATION ON OUR CAPABILITIES.SALT SPRAY ORGANIZATION SPEC.DESCRIPTION THICK.COLOR WHITE RED GM GM4345M CORROSION PROTECTIVE COATINGS, ZINC PLATING3U 24/0THICKNESS 3 MICROMETERS.0001"N/A24N/A 6U 48/0THICKNESS 6 MICROMETERS.0002"N/A48N/A 9U 72/0THICKNESS 9 MICROMETERS.00035"N/A72N/A 12U 96/0THICKNESS 12 MICROMETERS.00050"N/A96N/A 15U 120/0THICKNESS 15 MICROMETERS.006"N/A120N/A 3K 32/8THICKNESS 3 MICROMETERS-PASSIVATION OR CONVERSION COATING-BRIGHT.0001"CLEAR328 6K 56/8THICKNESS 6 MICROMETERS-PASSIVATION OR CONVERSION COATING-BRIGHT.0002"CLEAR568 9K 96/0THICKNESS 9 MICROMETERS-PASSIVATION OR CONVERSION COATING-CLEAR OR LIGHT IRID. BLUE.00035"CLEAR96N/A 12K 120/0THICKNESS 12 MICROMETERS-PASSIVATION OR CONVERSION COATING-CLEAR OR LIGHT IRID. BLUE.00050"CLEAR120N/A 15K 144/0THICKNESS 15 MICROMETERS-PASSIVATION OR CONVERSION COATING-CLEAR OR LIGHT IRID. BLUE.006"CLEAR144N/A 3D 72/48THICKNESS 3 MICROMETERS-PASSIVATION OR CONVERSION COATING-BRIGHT YELLOW.0001"YELLOW7248 6D 96/48THICKNESS 6 MICROMETERS-PASSIVATION OR CONVERSION COATING-BRIGHT YELLOW.0002"YELLOW9648 9D 120/48THICKNESS 9 MICROMETERS-PASSIVATION OR CONVERSION COATING-BRIGHT YELLOW.00035"YELLOW12048 12D 144/48THICKNESS 12 MICROMETERS-PASSIVATION OR CONVERSION COATING-BRIGHT YELLOW.00050"YELLOW14448 6D 120/72THICKNESS 6 MICROMETERS-PASSIVATION OR CONVERSION COATING-YELLOW.0002"YELLOW12072 9D 144/72THICKNESS 9 MICROMETERS-PASSIVATION OR CONVERSION COATING-YELLOW.00035"YELLOW14472 10D 192/96THICKNESS 10 MICROMETERS-PASSIVATION OR CONVERSION COATING.0004"NA19296 12D 168/72THICKNESS 12 MICROMETERS-PASSIVATION OR CONVERSION COATING-BROWN.00050"BROWN16872 6D 144/96THICKNESS 6 MICROMETERS-PASSIVATION OR CONVERSION COATING-OLIVE DRAB.0002"OLIVE14496 9D 168/96THICKNESS 9 MICROMETERS-PASSIVATION OR CONVERSION COATING-OLIVE DRAB.00035"OLIVE16896 12D 192/96THICKNESS 12 MICROMETERS-PASSIVATION OR CONVERSION COATING-OLIVE DRAB.00050"OLIVE19296 15D 240/0THICKNESS 15 MICROMETERS-PASSIVATION OR CONVERSION COATING-YELLOW-BROWN OR OLIVE DRAB.00060"YELLOW240N/A 6E 240/72THICKNESS 6 MICROMETERS-ZINC PHOSPHATE/ELECTROCOAT/OIL-BLACK.0002"BLACK24072 9E 336/72THICKNESS 9 MICROMETERS-ZINC PHOSPHATE/ELECTROCOAT/OIL-BLACK.00035"BLACK33672 12E 480/72THICKNESS 12 MICROMETERS-ZINC PHOSPHATE/ELECTROCOAT/OIL-BLACK.00050"BLACK48072 9B 0/72THICKNESS 9 MICROMETERS-DECORATIVE BLACK.00035"BLACK N/A72 15B 0/144THICKNESS 15 MICROMETERS-DECORATIVE BLACK.00060"BLACK N/A144GM GM4435M PROTECTIVE FINISHES, PHOSPHATE TYPECODE A ZINC PHOSPHATE PLUS PROTECTIVE OIL72 CODE B ZINC PHOSPHATE PLUS PROTECTIVE PAINT72 CODE D ZINC PHOSPHATE NA CODE E ZINC PHOSPHATE PLUS PROTECTIVE WATER BASE WAX24 CODE G ZINC PHOSPHATE PLUS APPROVED ORGANIC SEALER72GM GM4465P HUMIDITY TESTGM GMW4700CORROSION PROTECTIVE COATINGS-ZINC ALLOY PLATINGS.00032"ZN-CO ZINC COBALT400 ZN-FE ZINC IRON480 ZN-NI ZINC NICKEL480AN ISO9002 / QS9000 REGISTERED COMPANYSPECIFICATION LISTINGTHE FOLLOWING IS A PARTIAL LISTING OF THE SPECIFICATIONS THAT MARSH PLATING CORPORATION AND/OR FINISHING SERVICES INC. ARE CAPABLE OF PROCESSING TO. IF YOU REQUIREA FINISH THAT IS NOT LISTED, PLEASE CONTACT THE ESTIMATING DEPARTMENT AT MARSH PLATING ((734) 483-5767) FOR MORE UP TO DATE INFORMATION ON OUR CAPABILITIES.SALT SPRAY ORGANIZATION SPEC.DESCRIPTION THICK.COLOR WHITE RED ZN-CO-FE ZINC COBALT IRON480 GM GM6035M PROTECTIVE FINISHES, PHOSPHATE TYPEHEAVY ZINC PHOSPHATE PLUS PROTECTIVE OIL96AN ISO9002 / QS9000 REGISTERED COMPANYSPECIFICATION LISTINGTHE FOLLOWING IS A PARTIAL LISTING OF THE SPECIFICATIONS THAT MARSH PLATING CORPORATION AND/OR FINISHING SERVICES INC. ARE CAPABLE OF PROCESSING TO. IF YOU REQUIREA FINISH THAT IS NOT LISTED, PLEASE CONTACT THE ESTIMATING DEPARTMENT AT MARSH PLATING ((734) 483-5767) FOR MORE UP TO DATE INFORMATION ON OUR CAPABILITIES.SALT SPRAY ORGANIZATION SPEC.DESCRIPTION THICK.COLOR WHITE RED GM GM6138M PLATING-MULTILAYER ELECTROPLATED/BLACK TYPENI-ALLOY LAYER (NOTE1) THICKNESS 5 MICRONS MIN.0002"ZN N1 ALLOY (NOTE 2) THICKNESS 12.5 MICRONS MIN.0005"BLACK ORGANIC THICKNESS 25 MICRONS MAX.0001"GM GM6280M CORROSION PROTECTIVE COATINGS, ZINC ALLOY PLATINGZN/CO ZINC COBALT PLUS YELLOW CHROMATE YELLOW240 ZN/CO ZINC COBALT PLUS BLACK CHROMATE BLACK240 ZN/NI ZINC NICKEL PLUS YELLOW CHROMATE YELLOW500 ZN/NI ZINC NICKEL PLUS CLEAR CHROMATE CLEAR240 ZN/FE ZINC IRON PLUS BLACK CHROMATE BLACK288 SN/ZN TIN ZINC PLUS YELLOW CHROMATE YELLOW96。
电镀标准rh0387_概述说明以及解释

电镀标准rh0387 概述说明以及解释1. 引言1.1 概述本篇文章旨在对电镀标准rh0387进行概述说明和解释。
我们将首先介绍文章的结构,并阐明研究目的。
1.2 文章结构本文共分为五个主要部分:引言、电镀标准rh0387概述说明、rh0387标准解释、样品测试与检验方法,以及结论和展望。
每个部分都包含有具体的子章节,以便清楚地组织文章内容。
1.3 目的本文的目的是深入了解电镀标准rh0387,并对其定义、背景、重要性和应用范围进行详细说明。
此外,我们还将对该标准文件的结构与组成部分进行解释,以及关键术语和定义进行阐述。
最后,我们将介绍样品测试与检验方法,并对未来发展趋势提出改进建议。
以上是“1. 引言”部分的内容。
2. 电镀标准rh0387概述说明2.1 定义和背景电镀标准rh0387是指国际标准化组织(ISO)制定的有关电镀工艺和技术规范的文件。
它提供了一套全面而系统的指导原则,用于确定电镀过程中所需的材料、设备、工作条件以及测试方法等方面的要求。
这个标准的制定旨在确保产品表面得到均匀、耐久且具有高质量的镀层,以满足客户对产品外观和性能的需求。
2.2 电镀标准的重要性电镀作为一种常见的表面处理技术,在现代工业生产中起着重要作用。
它可以增强金属零件的耐腐蚀性能、改善外观美观度,并且具有提高导电性和导热性等优势。
然而,不合格或者低质量的电镀处理可能会使产品品质下降,甚至导致使用寿命缩短或不可修复的损坏。
因此,制定并遵守适当的电镀标准对于确保产品质量和安全性具有重要意义。
2.3 电镀标准的应用范围电镀标准rh0387适用于各种金属材料的表面电镀处理,包括但不限于钢铁、铜、铝、锌等常见金属。
它涵盖了不同类型的电镀技术,如镀铬、镀锌、电解镍、电镀银等。
同时,该标准还提供了指导原则,用于确定不同应用领域中的特殊要求,例如汽车制造、航空航天、家电和建筑等行业。
以上是对“2. 电镀标准rh0387概述说明”部分内容的详细解释和说明。
日系汽车镀锌标准

≥168小时 ≥288小时
≥168小时 ≥360小时
≥168小时 ≥480小时
≥72小时 ≥96小时
≥72小时 ≥144小时
≥72小时 ≥192小时
≥72小时 ≥240小时
≥72小时 ≥96小时
≥72小时 ≥144小时
≥72小时 ≥192小时
≥72小时 ≥240小时
≥72小时 ≥720小时
≥96小时 ≥720小时
≥48小时 ≥72小时 ≥120小时 ≥72小时 ≥120小时 ≥72小时 ≥120小时 ≥48小时 ≥96小时 ≥72小时 ≥240小时 ≥72小时 ≥240小时 ≥72小时 ≥240小时 ≥72小时 ≥360小时 ≥72小时 ≥360小时 ≥72小时 ≥500小时 ≥192小时 ≥1200小 ≥192小时 ≥1200小 ≥192小时 ≥500小时
耐蚀性要求
白锈
红锈
≥72小时 ≥96小时
≥72小时 ≥144小时
≥72小时 ≥192小时
≥72小时 ≥240小时
≥24小时 ≥48小时
≥24小时 ≥72小时
≥24小时 ≥96小时
≥24小时 ≥144小时
≥72小时 ≥96小时
≥72小时 ≥144小时
≥72小时 ≥192小时
≥72小时 ≥240小时
≥168小时 ≥240小时
汽车厂
电镀标准号
丰田
TSH6524G
本田
HES D2003-04
日系汽车厂电镀标准对照表
标准名称 ELECTROPLATED ZINC COATING (HEXAVALENT CHROME FREE)
镀锌 锌·镍电镀 锡·锌电镀
等级
镀种
镀种代码
现代表面工程技术-电镀和化学镀
电镀的电源发展介绍
• 电镀电源经历了四个发展阶段: (1) 直流发电机阶段这种电源耗能大、效率低、噪声 大, 已经被淘汰。 (2) 硅整流阶段是直流发电机的换代产品, 技术十分成 熟, 但效率低, 体积大, 控制不方便。目前, 仍有许多企业使 用这种电镀电源。 (3) 可控硅整流阶段是目前替代硅整流电源的主流电源, 具有效率高、体积小、调控方便等特点。随着核心器件— ——可控硅技术的成熟与发展, 该电源技术日趋成熟, 已获 得广泛应用。 (4) 晶体管开关电源即脉冲电源阶段脉冲电镀电源是 当今最为先进的电镀电源, 它的出现是电镀电源的一次革 命。这种电源具有体积小、效率高、性能优越、纹波系数 稳定, 而且不易受输出电流影响等特点。脉冲电镀电源是 发展的方向, 现已开始在企业中使用。
• • • • • 电镀概念 电镀原理 电源发展介绍 镀层 电镀作用 电镀方式 几种电镀技术 • • • • • • • 化学镀综述 化学镀概念 化学镀特点 仪器与流程 化学镀预处理 化学镀的镀液 化学镀工艺参数的影 响
一、电镀技术
电镀概念
• 电镀(Electroplating)就是利用电解原理在某 些金属表面上镀上一薄层其它金属或合金 的过程,是利用电解作用使金属或其它材 料制件的表面附着一层金属膜的工艺从而 起到防止腐蚀,提高耐磨性、导电性、反光 性及增进美观等作用。
电镀的检验
• 镀端子的检验是电镀完成后不可缺少的工 作,只有检验合格的产品才能交给下一工 序使用。通常驻的检验项目为:膜厚 (thickness),附着力(adhesion),可焊性 (solderability),外观(appearance),包 装(package).盐雾实(salt spray test), 对于图纸有特别要求的产品,有孔隙率测 试(30U”)金使用硝酸蒸气法,镀钯镍产 品(使用凝胶电解法)或其它环境测试。
MGR ES 21 ZS 05-电镀标准
MG ROVER 集团技术标准发行号:5 MG RES:21 ZS 05题目:页数1/5 日期:2004年4月目录1 欧洲联盟报废车辆指示 5 螺纹精度项目2 概述 6 一般要求3 试验方法7 特殊要求4 适用性和限制性8 图纸说明书的使用1 欧洲联盟报废车辆指示1.1 《欧洲联盟报废车辆指示》(简称ELV)中考虑到了Cr+6的使用和处置,已经在欧洲范围内得到实施。
为确保MG Rover 车辆符合ELV指导方针的要求,含有Cr+6的涂层是不允许的。
选择不含有Cr+6的涂层,能确保MG Rover 车辆满足ELV的要求。
1.2 新的零部件从发布之日起,所有新部件必须符合本标准中不含Cr+6的要求,包括第7小节中扣件镀层标准。
1.3 当前零部件当前零部件应尽早更换,不过这些零部件可以提供符合本标准其他方面的六价铬含涂层。
从2006年1月1日起,零部件必须满足不包含Cr+6的标准要求。
对表面加工的所有变更必须遵循在供应商、表面加工者、MG Rover工程部相关负责人、材料工程和产品变更控制之间事先达成的协议。
2 综述本标准详细说明了不含Cr+6的性能要求,镀锌层是为钢构件提供保护功能。
涂层应采用具有粘合基质的锌或者锌和铝的形式,要采用从有机体或者水状媒介物提取的非电解物质,然后烘干以形成具有粘附性的表层。
该表层不能用作导电接地,不过其性能要求需要该涂层的非导电外层可以应用。
对零部件和紧固件的规范包括精密螺纹项目。
3 试验方法本标准要求下列试验方法。
MGR ES.06.01 MGR ES.30.CT.118 BS EN ISO 1463MGR ES.08.06.109 MGR ES.30.VT.900 7479MGR ES.30.VR.101 MGR ES.30.FP.105BS4 适用性和限制性4.1 适用性镀锌层适用性如下。
4.1.1 比电镀/机械镀锌层要求更高的地方4.1.2 要求去氢脆的地方4.2 限制性该处理对某些应用不适用,下述情况要联系材料工程部进行评估试验。
汽车零部件电镀层
汽车零部件电镀层
本文档介绍了2002年发布的国家标准GB_T5267.1-2002《汽
车零部件电镀层》的完整内容。
文档概述
该标准的适用范围是为了规定汽车零部件电镀层的要求和测试
方法,以确保汽车零部件在正常使用条件下的可靠性和耐久性。
标准内容
该标准主要包括以下几个方面的内容:
1. 术语和定义:定义了与电镀层相关的术语和定义,以便在标
准中的使用中有统一的理解。
2. 电镀层分类:根据电镀层的材料和结构将其分为不同的分类,并对各类电镀层的应用范围进行了说明。
3. 电镀层要求:对不同分类的电镀层提出了具体的要求,包括
镀层厚度、耐蚀性、附着力等方面的指标。
4. 电镀层试验方法:介绍了测试电镀层性能的具体方法和标准,包括厚度测定、耐腐蚀性试验、附着力试验等。
5. 电镀层的检验规则:针对电镀层进行了检验的具体规则和方法,以确保电镀层符合标准要求。
用途和意义
本标准的发布对于保证汽车零部件电镀层质量的稳定性和一致
性具有重要意义。
它为汽车制造商和相关产业提供了参考,使他们
能够选择合适的电镀层以及进行质量控制和检验。
相关标准和法规
在本标准中,涉及到了一些相关的国家标准和法规,包括(在
标准中列出这些相关标准和法规的名称和编号)。
总结
(完整版)GB_T5267.1-2002《汽车零部件电镀层》标准的发布对于规范汽车零部件电镀层质量具有重要意义,为汽车制造商提供了
一系列的要求和测试方法,以确保汽车零部件的可靠性和耐久性。
本标准为相关行业提供了参考,促进了汽车零部件电镀层技术的发展与进步。
现代汽车外观油漆标准
现代汽车外观油漆标准
现代汽车外观油漆标准通常是按照涂装技术规范和质量标准进行的。
常用的标准有:
1.外观缺陷分类标准ISO 9001:该标准对外观缺陷进行详细的分类和描述,如颜色偏差、斑点、气泡、磨痕等。
2.涂层附着力检测标准ASTM D3359:该标准针对涂层的附着力进行测试,主要包括划格、划削和剥离三种测试方法。
3.环境耐久性测试标准:该标准主要测试外观油漆在不同环境条件下的抗氧化、抗紫外线、耐腐蚀等性能。
4.涂料材料规范:该标准主要对涂料材料的化学成分、助剂、颜料等方面进行规范,以保证涂料的质量和稳定性。
以上是现代汽车常用的外观油漆标准,不同车型和涂装工艺可能有所不同,具体标准请参考相关技术文献或者咨询专业技术人员。
汽车零件用电镀锌标准

汽车零件用电镀锌标准SES_F_204-11. 适用范围本标准将对出于防蚀和装饰目的而对汽车零件的金属基体进行的镀锌(以下称镀锌)作出规定。
2. 用语的定义2.1 光泽铬酸盐(Chromate)铬酸盐处理对镀锌生成防蚀皮膜的同时也进行化学研磨作用。
利用化学研磨作用可使镀层表面带有光泽。
包括了因处理方法而抑制了防蚀皮膜的生成,利用化学研磨作用得到光泽面的方法,以及防蚀皮膜生成后用碱液作用得到光泽面的方法。
2.2 有色铬酸盐(Chromate)以防蚀为目的生成的铬酸盐皮膜是有色的.因此,防蚀用铬酸盐皮膜又叫有色铬酸盐.根据皮膜的组成成分铬酸,铬(xCr2O3 yCrO3 Zh2O)的组成比率而显示有多种颜色的变化.呈黄色时,也叫黄色铬酸盐皮膜。
2.3 黑色铬酸盐(Chromate)电镀后,铬酸溶液中附加黑色处理药品后形成的处理液生成铬酸盐皮膜的方法,也叫硝酸皮膜。
2.4黄绿色铬酸盐(Chromate)电镀后,用特殊的含有负离子铬酸盐液进行处理,可以得到防蚀性能良好的厚膜型皮膜.称为绿色铬酸盐或者橄榄绿铬酸盐。
2.5 表面的干涉花纹在较薄的铬酸盐皮膜上,因电镀上面残留有眼睛无法看到的透明薄皮膜,表面受到白色光时,皮膜表面和电镀表面的反射光相互干涉影响,呈彩虹色,干涉花纹便是指这样产生的条纹。
2.6 表面的色泽偏差有色铬酸盐的色调根据皮膜组成而变化,这在铬酸盐处理时容易根据组成及组织条件的变化而变化。
因此即使是同样的配件也会在各个配件上产生色调的差异,也可以说很难在同一表面上得到均一的色调而会产生色斑。
2.7 白色腐蚀生成物锌的腐蚀生成物和盐基性碳酸锌在大部分情况下会生产白色化合物,破坏铬酸盐皮膜使锌露置在腐蚀环境中,这样生成腐蚀生成物(锌锈)。
2.8 赤锈白色锈状态深化下去在金属基体上生成的红色的锈。
3. 种类和记号轿车配件用镀锌的种类根据镀锌质地和厚度如表1所示区分。
表1. 种类和记号*备注:1)记号后的A为光泽铬酸盐处理,1为有色铬酸盐处理,B为黑色铬酸盐处理,G为黄绿色铬酸盐处理。
ksr0013(2019)完稿 汽车零部件的电镀通则.doc
ksr0013(2019)完稿汽车零部件的电镀通则KS汽车零部件旳电镀通那么KSR0013:2001产业标准审议会审议2001年5月18日修订韩国标准协会发行ICS25.220.40;43.040.60韩国产业标准KS汽车零部件旳电镀通那么R0013:20011.适用范围本标准适用于汽车零部件〔以下简称为零部件〕旳金属材料表面旳防腐蚀、防水、装饰为目旳旳电镀(1)〔以下简称为镀金〕旳通那么。
备注〔1〕本标准不适用于磁触媒型镀金。
2.引用标准以下引用标准由该标准引用,且构成该标准旳一部分。
该引用标准适用于其最新版旳标准。
KSA0073氙标准白色光源KSD0022电镀记号旳标记方法KSD0246镀金厚度试验方法KSD0254镀金旳密封性试验方法KSD8302镍金属及镍镀金KSD8317电镀用语KSD8334镀金旳耐蚀性试验方法KSD8343塑料上旳装饰性电镀3.定义在本标准中涉及到旳用语定义除KSD8317以外,以以下内容为准。
a)车内汽车内部旳零部件直截了当或间接不受风、雨淋。
即使零部件位于车体内部,假如其部分直截了当或间同意风、雨淋时,那么视为车外。
b)车外车外是指零部件位于汽车车身外部,直截了当或间同意风、雨淋。
即使零部件位于车体内部,假如其部分直截了当或间同意风、雨淋时,那么视为车外。
c)有效面在零部件用途方面较为重要旳表面,特指符合以下条件旳情况:1〕使用状态当中较为常见旳表面2〕容易磨损或容易出现裂缝旳表面3〕腐蚀或生锈造成功能变化旳表面4〕通常能够用手触摸到旳表面4.镀金旳种类及记号4.1镀金旳种类和材料镀金旳种类按照材料旳种类进行分类,如表1所示:R0013:2001备注〔2〕镀金旳记号以KSD0022为准,只是也能够使用[]内标记旳记号。
备注镀金旳种类以最终镀金种类为准。
4.2使用环境旳等级镀金零部件旳使用环境如表2所示,共分为4个等级:4.3镀金旳形态镀金种类所对应旳镀金形态〔3〕和记号如表3所示进行分类:备注〔3〕相同种类旳镀金当中,性质、形态、方法不尽相同旳镀金〔KSD0022〕。
汽车产品电镀检测标准
汽车产品电镀检测标准检测工具检测项目港艺金塑胶有限公司P-Right Plastic Electroplating Ltd.汽配产品电镀检测标准一、外观检测、验收标准A面通常指产品上最常见的面,表面不可有刮花、发黄、漏塑(底)、水迹等不良,麻点、凸/凹点、气泡、针孔、亮点直径小于0.15mm,点间距在30mm以上,正常目测距离20cm处目视不明显,无手感,亮度符合色板,无刮花(伤),无其它电镀不良现象。
二、安全性能检测验收标准B面通常指产品侧面,表面不可以有发黄、漏塑(底)、水迹等不良现象;表面麻点、凸/凹点、气泡、针孔、亮点直径小于0.2mm,点间距在20mm以上,正常目测距离20cm处目视不明显,无手感无刮伤、颜色对色板。
显露塑(底),特别留意涂绝缘油位不可上镀层,产品不可变形。
目视、1H铅笔橡皮擦5、硬度测试:用中华牌2H的铅笔,施加力度500g/45度斜角划6.5mm长度线,然后用橡皮擦去铅笔痕,产品表面无划伤、印痕。
3、附着力测试:用介刀在产品表面划1×1mm百格,用3M600胶纸贴紧百格处,以目视、介刀、3M600胶纸测试指引及验收标准1、乙醇测试:用软布沾浓度95%的医用酒精,用500g的力度在产品表面来回磨擦50次,镀层无脱落、起泡、变色等不良现像。
2、CASS 盐雾测试:将产品放入试验箱环境为:5%氯化钠溶液+氯化铜0.26g/L、45度夹角用力拉3次,无明显脱镀层(达到4B效果)。
PH:3.1-3.3、温度50±2℃、相对湿度85%以上、饱和桶温度63±2℃、落雾量1.0-2.0ml/80c㎡/h、压缩空气压力1kgf/c㎡连续测试24H产品表面无脱镀层、起C面通常指产品上需要打开或拆开方可见到的面,颜色对色板,表面不可有明泡、变色等不良现象。
目视、盐水、盐雾测试机目视、磨擦机磨擦纸目视、酒精、软布、测试磨擦机表面磨擦300圈,镀层无脱落、起泡、变色等不良现象。
现代汽车技术与电镀工艺的发展
传统的镀铬铸铁活塞环无论是本身的强度,还是耐磨性都不能满足现代发动机的要求。
为了适应发动机高功率化、紧凑化的发展趋势,尤其采用EGR技术所带来的严酷润滑环境,现代发动机的第一道环多采用高强度薄壁不锈钢环,表面进行氮化热处理,继而再镀上一薄层Ni-Co-P-Si3Ti4复合镀层(见图3、图4)。
增加镀层中的Si3Ti4含量,环的耐磨性提高,对缸套的磨损量增加;增加镀层中Co含量,可减少对缸套的磨损量;增加镀层中的P含量,镀层的硬度和脆性增加,可减少对缸套的胶合。
(见表1、表2、表3)除上述工艺以外,活塞环还有采用PVD方法涂复CrN或TiN,或在镀铬表面上犁沟,在沟中喷涂陶瓷等工艺。
轴瓦:大功率发动机上的轴瓦镀层,为了防止镀层中的Sn向钢背基体热扩散形成脆性相,需要上加镀一层镍栅并采用电镀Pb-Sn-Cu三元合金镀层(见图5)。
为了适应ELVD法规,确保不使用含有Pb2+等有害材料,德国DEUTZ公司的G-188轴瓦采用SnCu6镀层(见图6)。
G-199轴瓦采用PVD方法镀AlSn20(见图7)。
缸体、缸套、缸盖:在发动机工作时,缸体、缸套、缸盖要承受拉、压、弯、扭等不同形式的机械负荷,同时还接触高温燃气。
为了保证活塞、连杆、曲轴等零件工作可靠和耐久,缸体、缸盖不能发生机械变形和热变形,过去采用铸铁材料来保证其强度与刚度。
随着材料科学与表面处理技术的发展,全铝型和缸孔中嵌入铸铁缸套型的铝汽缸体在现代车用水冷发动机或空冷发动机上越来越多被采用了。
图8为国外设计的转子发动机的结构图。
转子发动机具有体积小、质量轻、高速性能好等特点,是很有发展前途的新型动力。
缸体是转子发动机的关键件,国外多采用铝合金铸件,缸体的内壁镀一层厚约300μm的Ni—SiC复合镀层,以满足缸体耐热、耐磨、抗刮伤性能的要求。
2.3 悬架技术如图9所示,悬架的作用是将车身与车桥、车轮弹性相连,传递作用在车轮和车身之间的力和力矩,缓和由不平路面传给车身的冲击,并衰减由此引起的振动,以保证汽车正常行驶时的平顺性、操纵稳定性和乘坐舒适性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车锁零部件镀层标准
2007-09-05发布2007-09-06实施
韩国现代机电有限公司
1. 目的及使用范围
颁布本标准是为了统一公司内部镀层标准规范,形成技术指导性文件。
本标准只适用于有防腐、装饰保护要求的车锁零部件,并对其表面镀层要求作出了规定。
2. 参考标准
中国汽车行业标准QC/T 625-1999《汽车用涂镀层和化学处理层》
中国国家标准 GB/T 10125-1997《人造气氛腐蚀试验——盐雾试验》
上汽双龙标准 SES F 204-01 (V4) 《汽车部品用镀锌》
日本三菱工业镀锌标准
日本三菱工业镀铬标准
3. 表面镀层方法及种类
3.1方法(见表1)
表1
3.2种类
1. 镀锌+钝化(铁基材,锌合金基材)
2. 防护装饰性镀铬
4. 镀锌+钝化
4.1镀锌
主要适用于锌合金和铁基材料,镀锌的目的在于强化钝化层的附着力,镀锌表示方法见表2
注:
a.镀锌层不能太薄,否则耐腐蚀能力就会下降。
b.电镀锌后,对于弹簧件、高强度零件应进行消除氢脆危险性的处理。
c.对有消氢脆处理要求的零部件,必须在图纸上注明“消氢脆处理”字样。
4.2.使用条件界定,见表3
表3
4.3钝化
4.3.1电镀锌后,通常用铬酸盐进行钝化处理,形成铬酸盐转化膜。
铬酸盐转化膜的分类、典型外观、耐蚀性要求、使用条件见表4
表4
注
a.NSS试验方法参照标准:GB/T 10125-1997,出现白色腐蚀产物的时间不能低于表4
所规定的时间。
b.对锌合金的镀锌钝化,在规定的试验时间内,被测产品表面应无白锈产生,否则
视为不良;对于铁基材的镀锌钝化,在规定的试验时间内,产品表面应无白锈和红锈产生,否则视为不良。
c.钝化处理过程中,不得使用Cr6+.
d.对于锌合金零部件,也可以直接采取钝化处理,一般是黑色钝化。
4.3.2 若直接在锌合金上钝化处理,其铬酸盐转化膜的分类、典型外观、耐蚀性要求、使用条件见表5
表5
4.3表示方法
在所有技术文件中,对零部件的镀锌钝化处理的表示方法均采用表 6 中的标识方法。
表6
例1:EP/Zn08-B
EP:电镀,Zn08:镀锌层厚度8μm以上,B:篮白钝化处理
例2:CP/C
CP:化学镀,C:彩色钝化处理
4. 防护装饰性镀铬
防护装饰性镀铬层的厚度及耐蚀性(CASS试验)要求见表7
表7
注:
a. 允许采用不同镀层组合和不同厚度,但耐蚀性能必须符合该等级规定的指标
b. 镀镍层建议采用双层或三层镍。
双层镀镍时,其半光亮镍至少应占镀层总厚度的
70%; 三层镀镍时,其半光亮镍至少应占镀层总厚度的60%,三层镀镍的中间镍层至少0.6μm
c. 未注明的均为普通铬,如需采用微裂纹铬或微孔铬,要在相关技术文件中注明“微
裂纹铬为”或“微孔铬”字样。
d. 镀铬层使用三价铬或环保铬,镀层中不含有Cr6+
e. CASS试验参照标准GB/T 10125-1999
f. 在技术文件中要注明镀铬层的类别:亮铬、砂丁铬(珍珠铬)、黑铬
5. 镀层对照
下表(表8)针对车锁类零部件,就新昌的镀层和韩国现代的镀层的基本对应关系作了描述。
表8
注:
以上对照表只作参考用,不作镀层标准指导性文件使用,所有国产开发件的镀层要求均以技术出具的正规技术文件为准。