IATF16949五大工具精简实用版
16949质量管理体系五大工具

16949质量管理体系五大工具ISO/TS16949质量管理体系建立在品质管理四大工具(PDCA循环、流程规划、统计工具、可视化管理)的基础上,又遵循品质流程改善(QIP)和品质系统评审(QSA)的思想,特别强调了特权供应商的管理和参与的重要性,以及针对客户要求、内部或供应商的定制或定制要求的能力。
ISO / TS 16949质量管理体系由五大工具组成,它们分别是:需求分析、内部审核、供应商管理、管理信息和过程改善。
二、需求分析需求分析是ISO / TS 16949质量管理体系的重要组成部分。
它的目的是使企业能够准确地确定与其客户有关的需求,以实现其目标要求。
在这个过程中,企业要深入了解客户的期望和服务,以及符合客户的任何其他要求的最佳实践。
因此,它不仅能够确保产品的质量,还能更好地满足客户的需求。
三、内部审核内部审核是ISO / TS 16949质量管理体系包括的一项重要内容。
内部审核是一种定期检查和评估企业内部质量管理系统的程序,用于检查其合规性、可持续性和可行性。
内部审核程序由企业内部组织进行,并应该确保其内部质量管理系统持续符合客户和有关要求,以及企业自身的质量保证和可持续发展的目标。
四、供应商管理ISO / TS 16949质量管理体系的一个重要组成部分是对供应商的管理。
供应商管理是一项系统性的管理活动,旨在确保企业的供应商满足企业的合规要求,并能够满足企业日益增长的产品质量需求。
在供应商管理流程中,企业会定期检查和评估供应商,以确保其符合企业质量管理体系的要求,并可以提供安全可靠的产品和服务。
五、管理信息管理信息是ISO / TS 16949质量管理体系的重要组成部分,它旨在为企业的质量管理提供有效的基础。
它涉及企业内部监控和质量改善的一系列活动,同时也用于外部报告,例如客户报告、供应商报告和管理保障审查报告。
管理信息包括企业内部的质量数据和管理过程数据,以及与质量相关的外部数据,可以作为决策支持和指导质量改善程序和活动。
iatf16949五大核心工具培训ppt文档

某电子产品的组装过程乌龟图,其中清晰地描述了各工序的质量特性、测量系统和控制措施。
乌龟图使用示例
矩阵表培训
05
定义
矩阵表是一种用于分析和表示二维数据关系的图表形式,通常由行和列组成,每个单元格包含相应的数据信息。
作用
矩阵表常用于展示和分析不同数据之间的关系,如相关性、相似性、距离等,有助于人们快速、直观地理解数据,发现数据之间的规律和联系。
矩阵表的定义及作用
确定数据范围
在绘制矩阵表之前,需要确定所需数据的范围和内容。
选择合适的矩阵类型
根据需要分析的数据类型和关系,选择合适的矩阵类型,如相关矩阵、差异矩阵、距离矩阵等。
绘制矩阵表
根据选定的矩阵类型和数据,绘制矩阵表,包括行和列的标签、单元格填充等。
数据标准化
为了便于比较和分析,需要对数据进行标准化处理,通常是将数据转化为相对值或标准分。
统计工具
VS
风险评估
FMEA(失效模式与影响分析)是IATF16949核心工具之一,用于评估产品实现过程中可能出现的失效模式及其影响。FMEA能够帮助组织识别潜在的风险点,并采取有效的预防措施,降低质量风险,提高产品的可靠性和稳定性。
FMEA
流程图培训
03
流程图是一种以图形方式描述过程流程的图表,通过将各个步骤和它们之间的相互关系用图形化的方式展现出来,有助于理解和优化过程中的各个环节。
审核准备
审核结果
监督审核
现场审核
五大核心工具介绍
02
流程描述
流程图是IATF16949核心工具之一,用于描述产品实现过程,包括从订单接收至产品交货的全过程。流程图能够清晰地展示每个工序的责任部门、所需资源和可能的风险点,有助于改进流程,降低质量风险。
iatf 16949质量管理体系五大工具版一本通附录 word版
质量管理办法质量成本管理为什么要进行质量成本管理道理很简单,企业建立的质量管理体系不仅应确保产品质量满足顾客的要求,更应减少质量损失\降低成本\增加盈利.如何用较合理的质量成本确保产品质量的提高,是每一个企业都必须面对的课题,质量成本管理为这一课题提供了全方位的解决之道.附质量体系的财务表现如何运用财务数据来分析和报告质量体系的有效性,一般有三个方法:过程成本法、质量损失法、质量成本法。
1、过程成本法过程成本法是指用于分析产品生产或服务提供中任何过程所发生的符合性成本和非符合性成本。
(1)符合性成本指为了满足拥护全部规定的和隐含的需要,现有过程不发生故障情况下而发生的费用。
主要指过程的预防、鉴定、外部保证等方面的投入。
(2)非符合性成本由于现有过程的故障而发生的费用。
主要指过程质量故障造成的损失。
过程成本法着重分析非符合性成本故障的产生原因,寻找降低的方法,为减少损失、降低成本、提供信息、指出改进提供途径。
“过程成本法”一般在需要时进行,没必要定期报告。
2、质量损失法质量损失法是针对由于质量差而产生的内部和外部损失,并按照企业提供产品或服务的具体情况,分别列出内部有形损失和无形损失类目。
典型的外部无形损失是指由于顾客不满意,以及造成抱怨、申诉或索赔等而造成影响今后销售的损失。
典型的内部无形损失是由于返工、人与机械控制不当、失去机会等而造成工作效率降低的后果。
有形损失是指内部和外部故障损失。
如果企业结构单一,有关活动简单或单纯,或质量管理体系不健全,最好采用质量损失法(只统计有形损失),而不必进行复杂的质量成本管理。
3、质量成本法见下面附。
附质量成本法概论1、质量成本的定义质量成本(Quality-related Costs)是指为了确保和保证满意的质量而发生的费用以及没有达到满意的质量所造成的损失。
质量成本是体现产品质量经济性的一个重要方面。
质量成本的高低可以衡量一个企业质量体系运行的有效性,也为质量改进提供依据。
iatf16949五大质量工具详解及运用案例

iatf16949五大质量工具详解及运用案例在汽车行业中,质量管理是至关重要的,因为质量问题可能导致严重的安全隐患和巨大的经济损失。
为了确保汽车制造商和供应商的质量标准,国际汽车任务力量(IATF)制定了一系列质量管理要求,其中包括了五大质量工具,分别是:流程流程图、测量系统分析(MSA)、统计过程控制(SPC)、故障模式与效应分析(FMEA)和8D问题解决方法。
本文将详细介绍这五大质量工具的概念和用途,并提供相关案例以展示它们的运用。
1. 流程流程图(Process Flow Diagram)流程流程图是一种用来描述和分析制造过程的工具,通过可视化地展示各个步骤和流程之间的关系,帮助人们理解整个制造流程,并识别潜在的质量问题和瓶颈。
流程流程图通常以图表的形式呈现,其中包含了输入、输出、关键步骤、检查点和控制点等信息。
案例:一家汽车制造商使用流程流程图来分析其汽车装配流程。
通过绘制装配线的各个步骤和工位,并标注每个步骤的输入和输出,该制造商能够清楚地了解到每个工位的功能和责任。
在制造过程中,该公司发现一个质量问题,通过对流程流程图的分析,他们发现问题出现在一个关键步骤上,因为该步骤的输入与输出不匹配。
通过对该步骤进行调整和改进,该制造商成功地解决了质量问题,提高了产品的质量和效率。
2. 测量系统分析(Measurement System Analysis,MSA)测量系统分析是一种用来评估和确认测量过程的可靠性和准确性的方法。
在汽车制造中,准确的测量是确保产品质量的关键,而测量系统分析则能帮助汽车制造商评估和优化其测量系统,确保其测量结果的可靠性。
案例:一家汽车零部件供应商使用测量系统分析来评估其测量设备的准确性。
通过进行重复性和再现性测试,他们能够确定测量设备的误差和变异程度。
在进行测量系统分析后,该供应商发现一个测量设备存在较大的误差,导致了产品质量的下降。
他们随后采取了纠正措施,修复了该设备,并通过再次进行测量系统分析确认了其准确性和稳定性。
iatf 16949质量管理体系五大工具版一本通 word版

《I A T F16949质量管理体系五大工具最新版一本通》(第2版)附录W O R D版(总24页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--质量管理办法质量成本管理为什么要进行质量成本管理道理很简单,企业建立的质量管理体系不仅应确保产品质量满足顾客的要求,更应减少质量损失\降低成本\增加盈利.如何用较合理的质量成本确保产品质量的提高,是每一个企业都必须面对的课题,质量成本管理为这一课题提供了全方位的解决之道.附质量体系的财务表现如何运用财务数据来分析和报告质量体系的有效性,一般有三个方法:过程成本法、质量损失法、质量成本法。
1、过程成本法过程成本法是指用于分析产品生产或服务提供中任何过程所发生的符合性成本和非符合性成本。
(1)符合性成本指为了满足拥护全部规定的和隐含的需要,现有过程不发生故障情况下而发生的费用。
主要指过程的预防、鉴定、外部保证等方面的投入。
(2)非符合性成本由于现有过程的故障而发生的费用。
主要指过程质量故障造成的损失。
过程成本法着重分析非符合性成本故障的产生原因,寻找降低的方法,为减少损失、降低成本、提供信息、指出改进提供途径。
“过程成本法”一般在需要时进行,没必要定期报告。
2、质量损失法质量损失法是针对由于质量差而产生的内部和外部损失,并按照企业提供产品或服务的具体情况,分别列出内部有形损失和无形损失类目。
典型的外部无形损失是指由于顾客不满意,以及造成抱怨、申诉或索赔等而造成影响今后销售的损失。
典型的内部无形损失是由于返工、人与机械控制不当、失去机会等而造成工作效率降低的后果。
有形损失是指内部和外部故障损失。
如果企业结构单一,有关活动简单或单纯,或质量管理体系不健全,最好采用质量损失法(只统计有形损失),而不必进行复杂的质量成本管理。
3、质量成本法见下面附。
附质量成本法概论1、质量成本的定义质量成本(Quality-related Costs)是指为了确保和保证满意的质量而发生的费用以及没有达到满意的质量所造成的损失。
16949质量体系五大核心工具
TS16949五大工具分别是:产品质量先期筹划〔APQP〕、测量系统分析〔MSA〕、统计过程控制〔SPC〕、生产件批准〔PPAP〕和潜在失效模式与后果分析〔FMEA〕第一:APQP 产品质量先期筹划一、QFD 简介-简单介绍APQP的背景和根本原那么二、APQP详解〔五个阶段〕1〕工程确实定阶段●立项的准备资料和要求●立项输出的结果和记录2〕产品研发阶段●产品研发需要事先考虑和参考的要求和信息,以确保尽可能预防产品设计问题的产生●产品研发阶段输出的结果和记录3〕过程研发阶段●过程研发需要事先考虑和参考的要求和信息,以确保尽可能预防生产中问题的产生●过程研发阶段输出的结果和记录4〕设计方案确实认●进行试生产的要求和必须的输出结果5〕大规模量产阶段●持续改进三、控制方案●控制方案在质量体系中的重要地位●控制方案的要求第二:MSA 测量系统分析测量系统必须处于统计控制中,这意味着测量系统中的变差只能是由于普通原因而不是由于特殊原因造成的。
这可称为统计稳定性;测量系统的变差必须比制造过程的变差小;变差应小于公差带;测量精度应高于过程变差和公差带两者中精度较高者,一般来说,测量精度是过程变差和公差带两者中精度较高者的十分之一;测量系统统计特性可能随被测工程的改变而变化。
假设真的如此,那么测量系统的最大的变差应小于过程变差和公差带两者中的较小者。
一、MSA的目的、适用范围和术语二、测量系统的统计特性三、测量系统变差的分类四、测量系统变差〔偏倚、重复性、再现性、稳定性、线性〕的定义、图示表达方式五、测量系统研究的准备六、偏倚的分析方法、判定准那么七、重复性、再现性的分析方法、判定准那么八、稳定性的分析方法、判定准那么九、线性的分析方法、判定准那么十、量型测量系统研究指南十一、量具特性曲线十二、计数型量具小样法研究指南十三、计数型量具大样法研究指南十四、案例研究第三:PPAP 生产件批准程序PPAP的目的是用来确定供方是否已经正确理解了顾客工程设计记录和标准的所有要求,并且在执行所要求的生产节拍条件下的实际生产过程中,具有持续满足这些要求的潜能,是目前最完善的供应商选择与控制系统。
16949 条文+五大工具

a.预防提供给顾客所要求的产品;
b.产品实现过程所产生的任何预期输出。 注2:法律法规要求可称作为法定要求。
适用范围
本技术规范与ISO9001:2008相结合,规定了用于与汽车相关 产品的设计与开发、生产、安装和服务(若有关时)的质量管 理体系要求。
注:这些要求应关注于精益制造原则,并与质量管理体 系的有效性相联系。
同产品的组织。 当本标准的任何要求因组织信其产品的特点而不适应时,可以考虑对其进行
删减。 除非删减仅限于本标准第七章中那些不影响组织提供满足顾客和适用法律法
规要求的产品的能力或责任的要求,否则不能声称符合本标准。 技术规范中只有与7.3中组织没有产品设计和开发职责有关的部分是允许的
删减。 允许的删减不包括制造过程的设计。
记录应保持清晰、易于识别和检索。
注1:上述“处置”包括废弃。 注2:“质量记录”也包括顾客规定的记录。
4.2.4.1记录保存
组织应规定与质量体系有关的文件和记录的保 存期限,至少满足法规和顾客要求。
5.管理职责
5.1管理承诺
最高管理者应通过以下活动,对其建立、实施质量管理 体系并持续改进其有效性的承诺提供证据:
5.6.1总则
5.6管理评审 5.6.1总则最高管理者应按策划的时间间隔评审质量管理体系,以确保其持续的
适宜性、充分性和有效性。评审应包括评价质量管理体系改进的机会和理评审的记录(见4.2.4)。
5.6.1.1质量管理体系业绩
这些评审应包括对质量体系的所有要素及其业绩趋势的评审,将其作为持续 改进过程的一个基本部分。对质量目标进行监视及对不良质量成本定期报告 和评审是管理评审的一部分内容(见8.4.1和8.5.1)评价结果应予以记录, 至少能证明已实现了以下各项:
IATF16949(质量体系)2016
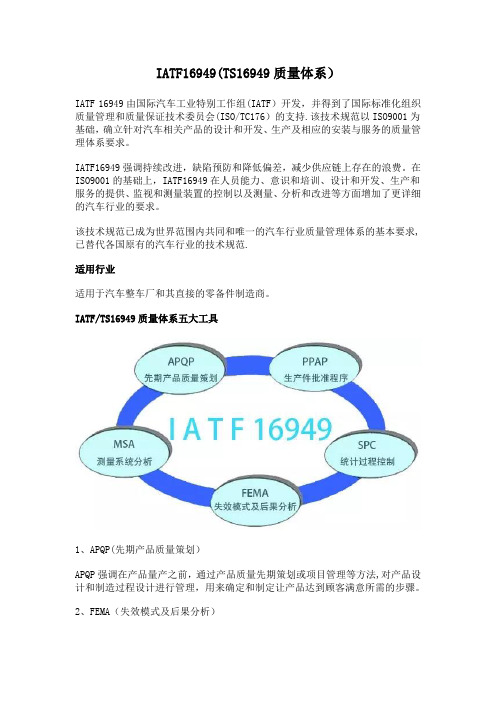
IATF16949(TS16949质量体系)IATF 16949由国际汽车工业特别工作组(IATF)开发,并得到了国际标准化组织质量管理和质量保证技术委员会(ISO/TC176)的支持.该技术规范以ISO9001为基础,确立针对汽车相关产品的设计和开发、生产及相应的安装与服务的质量管理体系要求。
IATF16949强调持续改进,缺陷预防和降低偏差,减少供应链上存在的浪费。
在ISO9001的基础上,IATF16949在人员能力、意识和培训、设计和开发、生产和服务的提供、监视和测量装置的控制以及测量、分析和改进等方面增加了更详细的汽车行业的要求。
该技术规范已成为世界范围内共同和唯一的汽车行业质量管理体系的基本要求,已替代各国原有的汽车行业的技术规范.适用行业适用于汽车整车厂和其直接的零备件制造商。
IATF/TS16949质量体系五大工具1、APQP(先期产品质量策划)APQP强调在产品量产之前,通过产品质量先期策划或项目管理等方法,对产品设计和制造过程设计进行管理,用来确定和制定让产品达到顾客满意所需的步骤。
2、FEMA(失效模式及后果分析)FEMA体现了防错的思想,要求在设计阶段和过程设计阶段,对构成产品的子系统、零件及过程中的各个工序逐一进行分析,找出所有潜在的失效模式,并分析其可能的后果,从而预先采用必要的措施,以提高产品的质量和可靠性的一种系统化的活动。
3、MSA(测量系统分析)MSA是使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量系统误差的主要组成的方法。
4、PPAP(生产件批准程序)PPAP是指在产品批量生产前,提供样品及必要的资料给客户承认和批准,来确定是否已经正确理解了顾客的设计要求和规范。
5、SPC(统计过程控制)SPC 体现了预防和减少变差的思想,是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的.IATF16949的好处1、有利于企业成为汽车顾客的供方,特别是为主机厂配套;2、提高企业的工作效率;3、有利于企业全员以顾客为关注焦点,满足顾客要求质量意识的形成;4、能不断提高顾客对企业提供的产品和服务的满意程度;5、预防产品缺陷,减少不合格品;6、减少了质量管理体系的重复检查和验证;7、有助于企业建立自我检查、发现问题,寻求改进,自我完善的管理机制;8、确保在供应链中的供方/分供方服务的质量体系的全球一致性;9、减少变化和浪费,并全面提高生产效率;10、为全世界的质量体系需求提供一个通用平台;。
iatf16949五大质量工具详解及运用案例
iatf16949五大质量工具详解及运用案例IATF 16949 is a quality management standard for the automotive industry. It sets out the requirements for the design, development, production, installation and servicing of automotive-related products. One important aspect of this standard is the use of five core tools to enhance the quality control process. These tools are designed to improve the effectiveness of the quality management system and provide a systematic approach to problem-solving. In this article, we will explore these five tools in detail and provide real-world examples of their application.1. APQP (Advanced Product Quality Planning):APQP is a structured method that helps organizations plan and develop new products or processes. It provides a framework for identifying potential risks, establishing quality objectives, and defining critical tasks and activities. By using APQP, companies can minimize the risks associated with product development by engaging cross-functional teams and ensuring that all necessary process steps are undertaken.For example, a leading automotive manufacturer used APQP during the development of a new engine model. By involving the design, engineering, and manufacturing teams from the beginning and conducting regular risk assessments, they were able to identify and address potential issues early on. As a result, the final product met the specified quality requirements and was successfully launched in the market.2. FMEA (Failure Mode and Effects Analysis):FMEA is a powerful tool used to analyze and prioritize potential failure modes and their effects. It helps organizations identify potential risks and take preventive actions to mitigate them. The process involves identifying failure modes, estimating their severity, occurrence, and detection, and calculating a Risk Priority Number (RPN) to prioritize actions.A manufacturing company conducting an FMEA on their production line discovered a potential failure mode in one of their critical machines. By analyzing the severity, occurrence, and detection, they realized that the risk of a breakdown was high and could lead to significant customer dissatisfaction. As a result, they implemented preventive maintenance measures, including regular inspections and spare parts inventory management. This proactive approach helped them reduce the risk of machine failure and ensure uninterrupted production.3. MSA (Measurement System Analysis):MSA is used to evaluate the suitability and accuracy of measurement systems used in data collection. It helps organizations identify and eliminate measurement errors, ensuring reliable data for decision-making. MSA includes various statistical methods to assess the measurement system's bias, linearity, stability, and repeatability, among others.In a quality control department, an automotive company noticed inconsistencies in the measurement results of a critical product dimension. By conducting an MSA, they discovered that the measurement equipment used had a significant bias. The company took corrective action by calibrating the equipment and providing training to the operators. Thisimproved the accuracy and reliability of the measurement system, leading to better control over product quality.4. SPC (Statistical Process Control):SPC involves monitoring and controlling production processes through statistical analysis. It helps organizations identify variations and trends, enabling timely corrective actions to maintain process stability and product quality. SPC uses control charts to visualize process data and detect any deviations from acceptable limits.An automotive supplier implemented SPC to monitor the torque applied during the assembly of a critical component. By plotting control charts and analyzing the data, they identified an increasing trend in torque values, suggesting a potential issue with the assembly process. Through a root cause analysis, they discovered a faulty torque wrench and replaced it promptly. This prevented the production of defective components, saving the company from potential recall costs and customer dissatisfaction.5. PPAP (Production Part Approval Process):PPAP is a standardized methodology for approving component or material suppliers. It ensures that purchased parts meet the required quality standards before they are used in production. PPAP includes documentation, samples, and inspection results, providing evidence that the supplier understands customer expectations and can consistently meet them.A manufacturer of automotive electronic components implemented a rigorous PPAP process for their critical supplier selection. By thoroughly reviewing documentation, performing on-site audits, and conducting sampletesting, they ensured that all their suppliers met the necessary quality criteria. This proactive approach reduced the risk of receiving substandard components and improved overall product quality.In conclusion, the five core tools of IATF 16949 - APQP, FMEA, MSA, SPC, and PPAP - play a crucial role in enhancing the quality control process in the automotive industry. These tools offer a systematic approach to identify and address potential risks and ensure the consistent production of high-quality products. By integrating these tools into their quality management systems, organizations can achieve customer satisfaction, reduce costs, and maintain a competitive edge in the market.。
IATF 16949质量管理体系五大工具

➢ PPAP(Production Part Approval Process)
生产件批准程序;
➢ SPC (Statistical Process Control)
统计过程控制;
➢ MSA(Measurement System Analysis)
测量系统分析。
APQP FMEA PPAP SPC MSA
不成 是绩 倒很 数稳 第定 一, , 就 是 倒 数 第 二
一、什么是五大工具?
1.5 SPC的基本介绍
➢ 那么怎么保证产品满足技术上的要求呢?就必须使过程 达到技术稳态。所谓技术稳态,通俗地讲,就是要满足 公差界限。衡量技术稳态的常用指标是过程能力指数 CPK/PPK。
➢ 要计算过程能力指数CPK/PPK,就要进行过程能力研究。
IATF 16949质量管理体系五大工具
2020-03
什么是五大工具?
一、什么是五大工具?
质量管理五大工具包括: ➢ APQP(Advanced Product Quality Planning and Control Plan)
产品质量先期策划和控制计划;
➢ FMEA(Failure Mode and Effect Analysis)
高成 考绩 没波 有动 底大
一、什么是五大工具?
1.5 SPC的基本介绍
➢ 最好的状态是,既满足技术稳态,又满足统计稳态。假 如孩子的考试成绩总是在95分到100分之间,那就是这 样一种状态,既满足技术稳态,又满足统计稳态。
➢ 通过控制图判定统计稳态,通过过程能力研究,判定技 术稳态,既要满足技术稳态,又要满足统计稳态。这就 是SPC统计过程控制要讲的内容。
俺俺 是叫 干过 这程 个能 的力 !研
iatf16949五大质量工具详解及运用案例
IATF 0是一种国际性汽车行业质量管理体系标准,用于确保汽车零部件制造商和供应商满足客户的质量要求。
在IATF 0标准中,对使用质量工具进行过程改进和问题解决的要求被强调。
质量工具是管理和技术人员用来管理和改进组织过程的工具和方法,它们可以帮助企业提高质量、降低成本、提高效率和客户满意度。
1. PDCA循环PDCA循环即是指计划、实施、检查和行动。
它是一种用于解决问题和持续改进的方法。
在IATF 0标准中,要求组织建立并实施适当的PDCA循环,以确保过程的稳定性和改进。
在某汽车零部件生产企业,由于生产工艺过程中出现了频繁的不良品问题,影响了产品质量和交付进度。
经过分析,发现问题主要出在模具设计和加工工艺上。
于是,企业决定建立PDCA循环,通过设立问题解决小组,进行问题分析、制定改进计划、实施方案并跟踪效果。
经过一段时间的努力,不良品率明显降低,生产效率明显提高,客户满意度得到提高。
2. 五大为什么分析法五大为什么分析法是一种通过反复追问为什么来查找问题根本原因的方法。
在IATF 0标准中,要求组织发现问题后,应该使用五大为什么分析法来深入挖掘问题的本质原因。
某汽车零部件生产企业在客户端频繁接到关于产品漏水的投诉,经过初步分析并未找到根本原因。
通过使用五大为什么分析法,发现了产品装配过程中的一个关键环节存在严重的操作失误,导致了产品的密封性能丧失。
企业立即进行了员工培训和技术改进,解决了漏水问题,提高了产品质量。
3. 根本原因分析根本原因分析是一种用于查找问题根本原因的方法。
在IATF 0标准中,要求组织在发现问题后进行根本原因分析,并制定相应的纠正措施。
某汽车零部件生产企业在生产过程中出现了多次机器故障,导致生产计划无法按时完成。
经过根本原因分析,发现故障主要原因是设备长期没有进行定期保养和维护,导致零部件磨损严重。
企业立即建立了定期保养维护计划,并加强了设备管理,有效降低了机器故障率,提高了生产效率。
IATF16949浅析五大工具概念(精编中日版)

11/14
五大工具展開同期性
12/14
2/14
五大工具関連性
明確的要求 暗黙的要求 法律規定的要求 会社追加要求
品質
価格 納期 +α
SPC
MSA
量産生産CP
PPAP
顧 要 客 求
産品実現
産品
満 顧 足 度 客
DFMEA
APQP
予防指南
PFMEA
試作生産CP
作業標準書
持続 改善
変量無駄 減少
3/14oduct Quality Planning
《五大工具》
APQP、FMEA、PPAP、SPC、MSA (IATF16949核心内容)
品質責任者
曹
2018年1月1日
IATF16949 標準普及 国际汽车工作组IATF是由世界上主要的汽车制造商 及协会成立的专门机构、是以ISO9001为基础、结 合QS9000(U.S.)、AVSQ(Italian)、EAQF(French) 、VDA6.1(German)共同的汽车工业质量体系要求在 ISO/TC176的的认可下,制定出了ISO/TS16949: 2002→最新版为IATF16949:2016。
5/14
CP表例(日系QC工程図と同等)
6/14
FMEA定義
Failure Mode and Effects Analysis 失效 模式 后果 分析 故障 モード 影響 解析
失效模式与影响分析即“潜在失效模式及后果分析”简称为 FMEA。在产品设计阶段(DFMEA)和过程设计阶段(PFMEA), 对构成产品的子系统、零件,对构成过程的各个工序逐一进 行分析,找出所有潜在的失效模式,并分析其可能的后果, 从而预先采取必要的措施,以提高产品的质量和可靠性的一 种系统化的活动。 故障・不具合の 防止を目的とした、潜在的な故障の体系的な 分析方法である。、「故障モードとその影響の解析」という意味 で、日本では「故障モード影響解析」と呼ばれています。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10
一、产品质量先期策划APQP
过程设计输出: 过程指导书 • 应依据以下资料制订: -特性矩阵图 -包装标准 -过程参数 -生产者对过程和产品的经验和知识 -搬运要求
-过程的操作者
11
一、产品质量先期策划APQP
过程设计输出: 测量系统分析计划
• 制定一个进行所需的测量系统分析的计划
22
二、过程失效模式和后果分析PFMEA
6、 PFMEA 例表 ▷失效的潜在后果:失效后果是按对下工序操作、顾客装配或最终用户的影响来定义的,
应采用技术语言。对于下工序操作的影响如:定位干涉、定位误差大、不能安装、 导致刀具磨损等;对顾客的影响如:装配干涉、不能压入、压入力过松、螺纹滑牙等 对最终用户的影响如:噪音、漏油、异味、间歇性运转、空转、不能调整等。
6
6.产品保证计划
7.管理者支持
一、产品质量先期策划APQP
3.3 过程设计和开发 输入的内容: 1.DFMEA 2.可靠性和装配特性 3.设计验证 4.设计评审 5.样件制造--控制计划 6.工程图(包括数学数据) 7.工程规范 8.材料规范 9.图样和规范更改 10.新设备、工装和设施要求 11.产品/过程特殊特性 12.量具和有关试验设备要求 13.小组可行性承诺和管理者支持 输出的内容: 1.包装标准 2.产品/过程质量体系评审 3.过程流程图 4.场地平面布置图 5.特性矩阵图 6.PFMEA 7.试生产控制计划 8.过程指导书 9.MSA计划 10.初始过程能力计划 11.包装规范 12.管理者支持
▷严重度(S):针对对下工序操作、顾客装配或最终用户的影响取最严重的后果来评价严重度 值,评价准则应采用FMEA参考手册评价表。
23
二、过程失效模式和后果分析PFMEA
6、 PFMEA 例表 ▷分类:如为识别的产品特殊特性,应采用顾客规定符号标注,与特殊特性表一一对应。 ▷失效的潜在要因:1)针对每一个失效后果来分析,应将所有可能影响的因素都分析到并分行罗列出来。
输出的内容: 1.试生产 2.MSA评价 3.初始能力研究 4.生产件批准 5.生产确认试验 6.包装评价 7.生产控制计划 8.质量策划认定和管理者支持
13
一、产品质量先期策划APQP
产品和过程确认:
试生产 采用与正式生产工装、设备、环境、设施和循环时间来进行试生产
试生产的输出(产品)用来进行如下工作:
▷建议措施:对于严重度9、10的,必须通过设计来制定措施以降低S,对于8以下的,优先考虑针对最高
25
三、统计过程控制SPC
1、定义:应用统计技术对过程个阶段收集的数据进行分析,并适时调整过程,从而达到改进和保证质量 的目的。区别于通过质量检查剔除不合格品的探测控制,从一开始就不产生不合格输出,体现的是质量预 防的控制思路。 2、SPC使用之统计技术: ▷柏拉图(决定控制重点) ▷统计检定 ▷控制图 ▷抽样计划 ▷变异数分析/回归分析 3、统计技术应用: ▷市场分析 ▷产品设计 ▷规格、寿命及耐用性预测 ▷过程控制及过程能力研究 ▷过程改善 ▷安全评估/风险分析 ▷验收抽样 ▷数据分析,绩效评估及不良分析
五种工具基础知识培训
精简版
改进!提升!发展!
目录
◇产品质量先期策划APQP ◇过程失效模式和后果分析PFMEA ◇统计过程控制SPC ◇测量系统分析MSA ◇生产件批准PPAP
2
APQP五个阶段(过程)及各工具关系图
DFMEA 样件CP
PFMEA 试生产CP
MSA SPC PPAP SPC (Ppk≧1.67) (Cpk≧1.33) 生产CP
9
一、产品质量先期策划APQP
过程设计输出:
过程失效模式及后果分析(PFMEA) • PFMEA应在开始生产之前,产品质量策划过程中进行
试生产控制计划
• 是对样件研制后批量生产前。进行的尺寸测量和材料、功能试验的描述 过程指导书
• 应依据以下资料制订:
-FMEA -控制计划
-工程图样、性能规范、材料规范、外观标准和工业标准
16
一、产品质量先期策划APQP
3.5 反馈、评定和纠正措施 输入的内容: 1.试生产
2.MSA评价
3.初始能力研究 4.生产件批准
输出的内容: 1.减少变差
5.生产确认试验
6.包装评价 7.生产控制计划
2.顾客满意
3.交付和服务
8.质量策划认定和管理者支持
17
一、产品质量先期策划APQP
反馈、评定和纠正措施
过程设计开发输出: 过程流程图 • 利用过程流程图来分析机器、材料、方法和人力变化的原因
• 流程图有助于进行PFMEA和设计控制计划
工厂平面布置图 • 确定检测点的可接受性、控制图的位置、目视附具的可用性、中间维修站和贮存区 特性矩阵图 • 用来显示过程参数和制造工位之间关系的分析技术。
7
一、产品质量先期策划APQP
过程设计开发输出: 包装标准 • 如顾客提供包装标准。按顾客要求执行 • 如无,应保证产品在使用时的完整性
产品/过程质量体系评审
• 对供方的质量体系手册进行评审 • 保证所需手册/程序的更改都在相应文件上体现
• 保证控制计划的更改
8
一、产品质量先期策划APQP
▷ 要求:填入对应过程/操作的过程功能要求(针对是产品特性,非过程特性) ▷ 潜在失效模式:针对过程功能要求用技术语言填入的潜在失效模式(注意不分析前序带来的问题)
过程步骤/功能 4个螺丝 规定的螺丝 20:用扭矩枪把座位固定 装配顺序:右前方洞装第一个螺丝 在位置上 螺丝完全固定 螺杆扭矩到加速扭矩的范围 要求 少于4个螺丝 使用错误螺丝 螺丝装在任何其他的洞 螺丝没有完全固定 扭矩太高 扭矩太低 潜在失效模式
持续改进 制订必要的程序、标准和控制方法;
控制计划是重要的输出;
制订和实施时间表。
19
二、过程失效模式和后果分析PFMEA
1、定义:是一种工程技术,用以定义、确认及消除在过程及服务还没有到达顾客前已知的或潜 在的失效、问题等。 2、目的: ▷识别和评价过程功能和要求;
▷识别和评价潜在产品和过程相关的失效模式以及潜在失效对过程和顾客造成的后果; ▷识别潜在装配过程要因; ▷识别聚焦于降低发生率或提高失效探测情况的过程控制的过程变量; ▷确保纠正/预防措施和控制的优先系统的建立。
• 参见PPAP手册
生产确认试验 • 确认由正式生产工装和过程制造出来的产品是否满足工程标准的工程试验
15
一、 产品质量先期策划APQP
产品和过程确认: 包装评价 • 评价产品免受在正常运输中损伤和不利环境下受到保护 生产控制计划 • 对控制零件和过程的体系的书面描述 质量策划认定和管理者支持 • 产品质量策划小组应保证遵循了所有的控制计划和过程流程图 • 小组在制造厂进行其评审并对此工作做正式的认定
减少变差 • 统计技术应作为识别过程变差的工具
•
分析和纠正措施应用来减少变差
顾客满意 • 产品或服务应在顾客环境中完成
•
为了达到顾客满意,供方和顾客应合作以进行必要的改动来纠正缺陷
交付和服务 • 获取的经验为了顾客和供方提供了所需的知识来建议通过减少过程、库存和质量成本达到降低价格,并 为下一个产品提供合理的零件或系统
24
二、过程失效模式和后果分析PFMEA
6、 PFMEA 例表 ▷控制探测:填入对功能要求的检测方法及检测频次的规定,为控制计划编制确定依据。
▷探测率(D):采用的检查方法对产品失效能检测出来难易度的评价,应采用FMEA参考手册的评价标 准。 ▷风险度RPN:S×O×D。 发生率的或探测度的要因来制定措施。而不是使用RPN极限法(如大于90要制定措施),这样会导致 PFMEA开发 时刻意降低RPN值。措施优先考虑降低发生率,其次采取提升探测度措施。 ▷职责/目标完成日期:记录措施的实施部门和日期 ▷措施结果:记录实施的措施和生效日期,重新评价措施实施后的严重度、发生率、探测度,并计算RNP 。(措施是降低发生率而调整了探测度是经常发生的低级错误)
设计责任 确定范围 计划和确定 产品设计和开发 可行性(可制造性和装配设计) 过程设计和开发 产品和过程确定 反馈、评定和纠正 控制计划 X X X X X X X X X X X X X X X X X X
4
仅限制造 X
服务供方 X
一、产品质量先期策划APQP
3、五个阶段(过程): 计划和定义项目;产品设计和开发;过程设计和开发;产品和过 程确认;反馈、评定和纠正措施。 3.1、计划和定义项目 输出的内容: 输入的内容: 1.顾客的呼声 2.业务计划/营销策略 1.设计目标 2.可靠性和质量目标 3.初始材料清单 4.初始过程流程图 5.产品/过程特殊特性初始清单 6.产品保证计划 7.管理者支持
5
3.产品/过程标竿资料
4.产品/过程设想 5.产品可靠性研究
6.顾客输入
一、 产品质量先期策划APQP
3.2 产品设计和开发 输入的内容: 1.设计目标 2.可靠性和质量目标 3.初始材料清单 4.初始过程流程图 5.初始产品和过程特殊特性清 单 输出的内容: 1.DFMEA 2.可靠性和装配特性 3.设计验证 4.设计评审 5.样件制造--控制计划 6.工程图(包括数学数据) 7.工程规范 8.材料规范 9.图样和规范更改 10.新设备、工装和设施要求 11.产品/过程特殊特性 12.量具和有关试验设备要求 13.小组可行性承诺和管理者支持
▷对于生产在工装设计之前启动; ▷包括工厂内的所有能影响制造和装配运作的过程,如材料接受、运输,仓储、搬运或标识。 ▷过程改进后应更新和完善PFMEA。 4、PFMEA假定产品的设计是符合设计意图的,前序的失效不在本过程中去分析,本过程只分析本过程可 能产生的失效及原因。