尺寸制程管控对应表
最新制程能力表

最小R角
最大锣刀直径 最小锣刀直径 Slot位到锣边最小距离:D1 Slot位到Slot最小距离:D2 导线到锣边最小距离:D3
锣板 非电镀孔到锣边最小距离:D4
PTH半孔生产能力
金手指中心到外型公差及金手 指边到成型边最小间距
V-坑
啤板 电测 飞针测试 FQC 包装
孔到边公差 锣板外型公差 上下V坑线对准度 上下V坑深度偏差 余厚控制精度 坑位置精度 V坑到V坑的距离公差 V坑角度及公差 最小冲孔 啤Slot孔最小公差 啤边外围公差 啤板厚度 啤板板料 最小测试Pad宽度
0.15--1.0mm
80%以上 字宽8mil 字高48mil
6mil/36mil 4mil/30mil
6mil 0.15mm
4mil 0.3mm以上,key爪≥0.5mm
0.3mm以上 10--40um 5-30um
1:6 1-40um
1:6 0.4mm 0.4mm
2um 0.2-0.5um 0.8-1.2um Au:1-3u〞,Ni:100-150u〞
0.3mm
1:8
3/3mil独立线距,独立必须保证在4.5mil 以上独立PAD到PAD,PAD到线间距≥ 4.5mil
±0.05mm ±0.05mm
-0.2mil
1:8 1:8 20-um 1:10 0.2mm ±0.05mm 1/2-1OZ:3/3mil 2OZ:4/4mil 3-4OZ:5/6mil ±20% 3/3mil 1:8 1:8 ≥300V
±3mil(特殊控制±2mil)
≥0.20mm
长±2mil,宽+0/-1mil 长±3mil,宽±2mil 孔边到孔边≥0.35mm
OSP、化金、化银、化锡±0.075mm 有无铅喷锡板±0.075mm
最新线规对照表-英标 美标尺寸
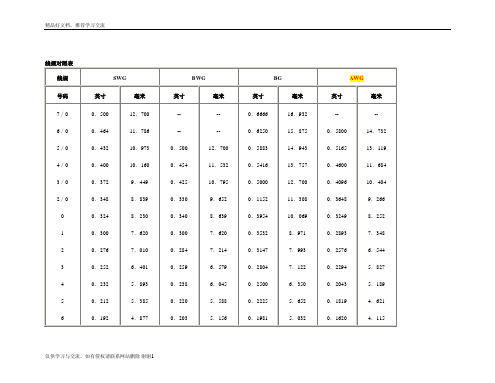
多条铜线导体资料
相关文档下载
医疗废物培训记录
时间: 2018年4月12日
地点:三楼会议室
参加人员:白巧玲,宋滨朴,贾翠肖,李义芝,张宝军,丁卫
主讲人:史三岭
内容:
1、医疗废物的分类:
(1)感染性废物被病人血液、体液、排泄物污染的物品;传染病病人或者疑似传染病病人产生的生活垃圾;病原体的培养基、标本和菌种、毒种保存液;各种废弃的医学标本;废弃的血液、血清;使用后的一次性使用医疗用品及一次性医疗器械
(2)损伤性废物医用针头、缝合针;各类医用锐器,包括:解剖刀、手术刀、备皮刀、手术锯等;载玻片、玻璃试管、玻璃安瓿等
(3)病理性废物手术及其他诊疗过程中产生的废弃的人体组织器官等;医学实验动物的组织、尸体;病理切片后废弃的人体组织、病理腊块等
(4)药物性废物废弃的一般性药品;废弃的细胞毒性药物和遗传毒性药物;废弃的疫苗、血液制品等
(5)化学性废物医学影像室、实验室废弃的化学试剂;废弃的过氧乙酸、戊二醛等化学消毒剂;废弃的汞血压计、汞温度计。
尺寸公差与配合标准表
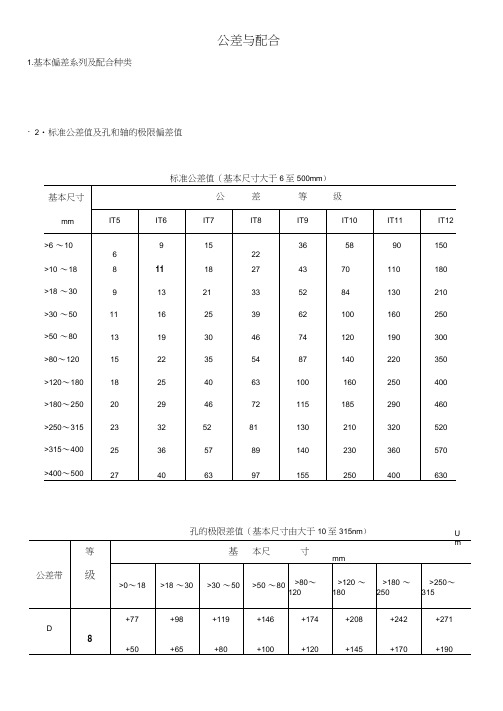
1.基本偏差系列及配合种类・2・标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm )公差与配合U 孔的极限差值(基本尺寸由大于10至315nm )等基本尺寸公差带级>0〜18 >18 〜30 >30 〜50 >50 〜80>80〜120>120 〜180>180 〜250>250〜315+18 +21 +25 +30 +35 +40 +46 +52 ▼ 70 0 0 0 0 0 0 0+27 +33 *39 +46 +54 +63 +72 +81 ▼80 0 0 0 0 0 0 0+43 +52 +62 +74 + 87 +100 +115 +130 ▼ 90 0 0 0 0 0 0 0+70 +84+100 +120 +140 +160 +185 +210 100 0 0 0 0 0 0 0+110 +130 +160 +190 +220 +250 +290 +320 ▼ 110 0 0 0 0 0 0 0+2 +2+3 +4 +4 +4 +5 +56-9 -11 -13 —15 -18 -21 -24 -27+6 +6 +7 +9 +10 +12 +13 +16 ▼ 7-12 —15 -18 -21 —25 -28 -33 —36+8 +10 +12 +14 +16 +20 +22 +258-19 -23 -27 -32 -38 -43 —50 —56-9 —11 -12-14 —16-20-22 -256-20 -28 -24 -33 -38 -45 -51 -57—5 —7 -8-9 -10-12—14 -14 ▼ 7-23 -28 -33 -39 -45 —52 —60 —66-3 -3-3—4 —4 —4 —5 —58-30 —36 -42 —50 -58 —67 -77 -86-15 -18-21—26-30—36-41 -476—26 -31 -37 -45 —52 —61 -70 -79-11 —14 —17-21 -24-28-33 —36 ▼ 7-29 —35 -42 —51 -59 -68 -79 88轴的极限偏差(基本尺寸由于大于10至315nm)形状和位置公差(摘自GB1182〜1184- 80)圆度和圆柱度公差U m主参数d(D)图例Oj _____.J p ~i L公差等级主参数d(D) mm应用举例>610>10〜18>18〜30>30〜50>50〜80>80〜120>120〜180>180〜250>250〜315>315〜400>400〜5005 2 3 4 5 7 8 910 安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
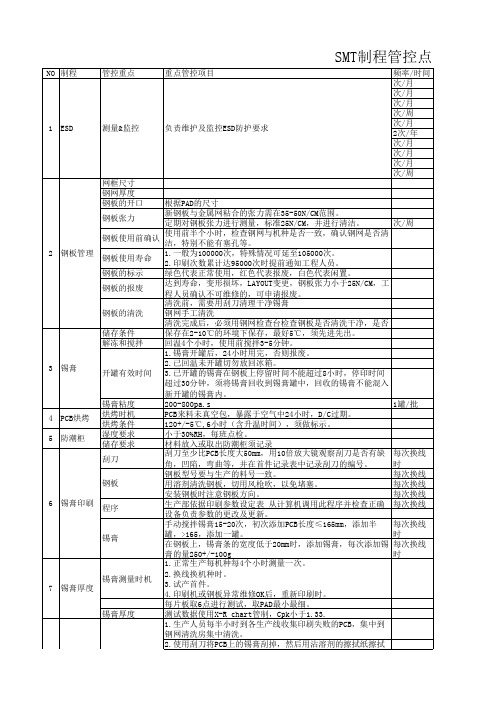
SMT制程管控重点
料正确地安装Feeder上。
1.当机器缺料报警时,操作员从高速机料台上取下对应的
Feeder,记下其站号。
2.操机员按<<SMT料站表>>进行料号,规格,Fra bibliotek商的核对,如有替
代料必须和<SMT生产履历表>中标注相同, 确认无误后通知领
班或其它操机员进行核对
3.备料和换料时,必须取下一颗零件,并贴在和此物料相应
BGA,QFP放置极性为右下角, SOP,SOJ,PLCC放置极性为面向对
料人向外;管状IC极性为向下。
9.4 当TARY 盘IC不满整盘时,注意在开机前输入IC的位置。
9.5 换料时,对物料及Feeder注意轻拿轻放。 1.温湿度敏感零件在静电袋拆封和使用完毕时,要填写<<SMT物
料拆封记录表>>并保留其静电袋直到整包零件全部置件完毕并
经过REFLOW后才可丢弃。
2.当在室温条件下拆开零件真空包装后,如包装内湿度卡的指
IC零件的拆封
示大于材料的湿度要求时(材料的包装表面有标注),须烘烤。 3.拆封的IC在室温条件下放置超过72小时后必须烘烤。
4.当在室温条件下IC拆封后,不需要立即上线生产的,需放入防
潮柜中防潮; 超过48小时不使用的须用真空包装机密封。
手动搅拌锡膏15-20次,初次添加PCB长度≤165mm,添加半 每次换线
锡膏
罐,>165,添加一罐。
时
在钢板上,锡膏条的宽度低于20mm时,添加锡膏,每次添加锡 每次换线
膏的量250+/-100g
时
1.正常生产每机种每4个小时测量一次。
锡膏测量时机
2.换线换机种时。 3.试产首件。
管道尺寸(英制与公制对照表)

管道尺寸(英制与公制对照表)英寸是长度单位。
1 英寸= 2.539999918 厘米(公分)。
英寸或[吋]是使用于联合王国(UK,即英国(英联邦)的长度单位。
美国等国家也使用它。
在台湾与香港,“英寸”通常写作“吋”。
英寸的常用简写为[in]或["]“吋”是近代新造的字,念作“英寸”,属汉字中一字念两音的字,其他如“浬”念作“海里”等,借用中国传统的长度单位“寸”,并加口旁以示区别。
一、尺寸:DN15(4分管)、DN20(6分管)、DN25(1寸管)、DN32(1寸2管)、DN40(1寸半管)、DN50(2寸管)、DN65(2寸半管)、DN80(3寸管)、DN100(4寸管)、DN125(5寸管)、DN150(6寸管)、DN200(8寸管)、DN250(10寸管)等。
二、把1英寸分成8等分: 1/8 1/4 3/8 1/2 5/8 3/4 7/8 英寸。
相当于通常说的1分管到7分管,更小的尺寸用1/16、1/32、1/64来表示,单位还是英寸。
如果分母和分子能够约分(如分子是2、4、8、16、32)就应该约分。
英寸的表示是在右上角打上两撇,如1/2"如DN25(25mm,下同)的水管就是英制1"的水管,也是以前的8分水管。
DN15的水管就是英制1/2"的水管,也是以前的4分水管。
如DN20的水管就是英制3/4"的水管,也是以前的6分水管外径与DN,NB的关系如下:公称管子尺寸(NPS)/in 0.25 0.5 0.75 1.0 1.25 1.5 2.0 2.5 3.0 4.0 6.0 公称直径(DN)/mm 6 15 20 25 32 40 50 65 80 100 150公称管子尺寸(NPS)/in 8.0 10.0 12.0 14.0 16.0 18.0 20.0 24.0 36.0 42.0 48.0 公称直径(DN)/mm 200 250 300 350 400 450 500 600 900 1000 1200管子规格及有关数据公称直径英寸外径近似内径壁厚相当于无缝管普厚/加厚mm "mm mm mm mm 15 4分21.25 15 2.75/3.25 22 20 6分26.75 20 2.75/3.5 25 25 1寸33.5 25 3.25/4 32 32 1.2寸42.25 32 3.25/4 38 40 1.5寸48 40 3.5/4.25 45 50 2寸60 50 3.5/4.5 57 70 2.5寸75.5 70 3.75/4.5 76 80 3 88.5 80 4/4.75 89 100 4 114 106 4/5.0 108 125 5 140 131 5/5.5 133 150 6 165 156 5/5.5 159 200 8 219 207 6 219 250 10 273 259 7 273 300 12 325 309 8 435350 14 377 9 485400 16 426 9 535450 18 478 9 590500 20 529 9 640600 24 630 10 755700 28 720 10 860800 32 820 975国际管道尺寸对照表N.D INCH STANDARD METRIC INCH COPPER PVC PE DUCTILE 15A 1/2" 21.7 20 21.5-22.0 2220A 3/4" 27.2/28.5 26 27.0-27.6 2625A 1" 34.0 30 28.24 30 32 34.0-34.7 3432A 1-1/4" 42.7 38 34.59 35 38 42.0-42.8 4840A 1-1/2" 48.6 44.5 40.95 45 48 48.0-48.9 6050A 2" 60.6 57.0 54.05 55 60 60.0-61.1 7665A 2-1/2" 76.3 76.1 66.75 70 76 76.0-77.3 8980A 3" 89.1 88.9 79.85 85 89 89.0-90.5 9890A 3-1/2" 101.6100A 4" 114.3 108.0 106.27 110 114 114.0-115.9 118 125A 5" 139.8 133.0 131.67 140 140 140.0-142.3 144 150A 6" 165.2 159.0 157.68 160 165 165.0-167.6 170 200A 8" 216.3 219.0 208.48 216 216.0-218.8 222 250A 10" 267.4 267.0 260.50 267 267.0-270.1 274 300A 12" 318.5 323.9 312.11 318 318.0-321.3 326 350A 14" 355.6 368.0 363.72 378 400A 16" 406.4 419.0 414.52 429 450A 18" 457.2 457.2 465.32 480 500A 20" 508.0 508.0 516.94 532 550A 22" 558.8 558.0 567.74600A 24" 609.6 619.0 619.35 635 650A 26" 660.4700A 28" 711.2。
IPQC管控重点

IPQC開料管控重點
2.裁板:對裁成小pnl的尺寸進行測量長和寬,看是否在MI 要求范圍內,公差為:±1mm,裁出的板不可是斜的,可用 直角規看四個角是否呈直角。
《一》分條機管控點:
(1)、裁板之前先看開料圖,確認基板方向是否正確,防 呆擋板是否有使用。經緯向是否有做區分。
《二》剪床管控重點:
(1)、尺寸確認好後兩邊的螺絲必須鎖緊,以防滑動導致 尺寸偏移。經緯向是否有做區分。
(5)顯影之前先確認好油墨反沾實驗是否 oK,如有油墨反沾需先對顯影機進行保養清潔。
(6)顯影首件需做氯化銅實驗確認是否有 顯影不淨的。
(7)後烤好的板需馬上從烤箱拿出來放在 已後烤OK區,避免混料;後烤出來的板重點檢驗 有無溢墨、起泡、防焊下氧化等不良。
IPQC文字管控重點
《六》文字: 作業流程:
IPQC噴錫管控重點
5.其它:(1)松香槽的更換頻率(一周清槽一次) (2)上松香後的板放置時間不得超過3min,以免
松香攻擊防焊油墨造成側蝕過大。 (3)錫爐的溫度最高不可超過275 ℃。 (4)除銅頻率(每班除銅一次) (5)風刀口及導軌需定時清理。 (6)首件和末件需過IR看有無錫面發黃。 (7)1.6mm(含)以上的板不可重工。 (8)錫厚管控:大銅面:不低於80U”,3*3mm的
前處理---印刷---烘烤---轉下制程 管控重點: 1.前處理:酸洗濃度的確認; 2.印刷:確認有無防呆Pin;檢查有無偏位、文字缺
損、模糊等不良。 3.烘烤:單面文字烘烤時間、溫度:30min 150 ℃
雙面文字烘烤時間、溫度:第一面: 15min 150 ℃;第二面: 30min 150 ℃
IPQC文字管控重點
(3)鎳槽電流不可超過1.5A。 (4)鎳槽藥水生產周期不可超過3MTO。 (5)負片文字化金不可重工,以免文字變色。 (6)重工板剝金時必須剝干淨,然後還要烘烤再 重工,重工好後需做漂錫實驗看吃錫是否良好。 (7)負片流程的板磨刷過後四邊需包膠。 (8)測量鎳金厚度以3*3mm的PAD為准。(如是 COB的板需測最小的PAD)
尺寸公差和配合标准表
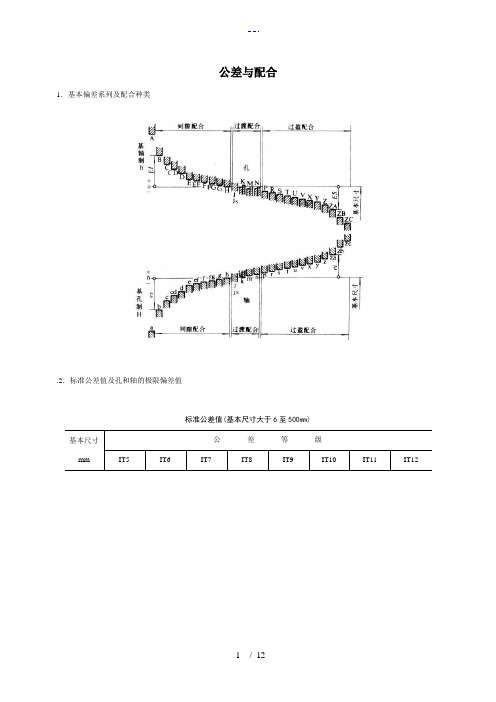
公差与配合1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm)基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm主参数d(D)图例公差等级主参数d(D) mm应用举例>6~10>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315>315~400>400~5005 1.5 2 2.5 2.5 3 4 5 7 8 9 10 安装E、C级滚6 2.5 3 4 4 5 6 8 10 12 13 15动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
7 4 5 6 7 8 10 12 14 16 18 20千斤顶或压力油缸的活塞,水泵及减速器的轴颈,液压传动系统的分配机构8 6 8 9 11 13 15 18 20 23 25 279 9 11 13 16 19 22 25 29 32 36 40 起重机、卷扬机用滑动轴承等10 15 18 21 25 30 35 40 46 52 57 63直线度和平面度公差μm主参数L图例公差等级主要参数L mm应用举例≤10>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~6305 2 2.5 3 4 56 8 10 12 15 普通精度的机床导轨6 3 4 5 6 8 10 12 15 20 257 5 6 8 10 12 15 20 25 30 40 轴承体的支承面,减速器的壳体,轴系支承轴承的接合面8 8 10 12 15 20 25 30 40 50 609 12 15 20 25 30 40 50 60 80 100辅助机构及手动机械的支承面,液压管件和法兰的连接面10 20 25 30 40 50 60 80 100 120 150平行度、垂直度和倾斜度公差μm主参数L、d (D)图例公差等级主参数L、d(D)mm应用举例≤10>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~6305 56 8 10 12 15 20 25 30 40 垂直度用于发动机的轴和离合器的凸缘,装D、E级轴承和装C、D级轴承之箱体的凸肩6 8 10 12 15 20 25 30 40 50 60 平行度用于中等精度钻模的工作面,7~10级精度齿轮传动壳体孔的中心线7 12 15 20 25 30 40 50 60 80 100 垂直度用于装F、G 级轴承之壳体孔的轴线,按h6与g6连接的锥形轴减速机的机体孔中心线8 20 25 30 40 50 60 80 100 120 150 平行度用于重型机械轴承盖的端面、手动传动装置中的传动轴同轴度、对称度、圆跳动和全跳动公差确良μm主参数d(D)、B、L图例公差等主参数d(D)、B、Lmm 应用举例级>3~6 >6~10>10~18 >18~30>30~50>50~120>120~250>250~5005 3 4 56 8 10 12 156和7级精度齿轮轴的配合面,较高精度的快速轴,较高精度机床的轴套6 5 6 8 10 12 15 20 257 8 10 12 15 20 25 30 40 8和9级精度齿轮轴的配合面,普通精度高速轴(100r/min以下),长度在1m以下的主传动轴,起重运输机的鼓轮配合孔和导轮的滚动面M 12 15 20 25 30 40 50 60 表面粗糙度表面粗糙度R a值的应用X围粗糙度代号光洁度代号表面形状、特征加工方法应用X围ⅠⅡ除净毛刺铸、锻、冲压、热轧、冷轧用于保持原供应状况的表面微见刀痕粗车,刨,立铣,平铣,钻毛坯粗加工后的表面可见加工痕迹车,镗,刨,钻,平铣,立铣,锉,粗铰,磨,铣齿比较精确的粗加工表面,如车端面、倒角微见加工痕迹车,镗,刨,铣,刮1~2点/cm2,拉,磨,锉滚压,铣齿不重要零件的非结合面,如轴、盖的端面,倒角,齿轮及皮带轮的侧面、平键及键槽的上下面,轴或孔的退刀槽看不见加工痕迹车,镗,刨,铣,铰,拉,磨,滚压,铣齿,刮1~2点/cm2IT12级公差的零件的结合面,如盖板、套筒等与其它零件联接但不形成配合的表面,齿轮的非工作面,键与键槽的工作面,轴与毡圈的摩擦面可辨加工痕迹的方向车,镗,拉,磨,立铣,铰,滚压,刮3~10点/cm2IT8~IT12级公差的零件的结合面,如皮带轮的工作面,普通精度齿轮的齿面,与低精度滚动轴承相配合的箱体孔微辨加工痕迹的方向铰,磨,镗,拉,滚压,刮3~10点/cm2IT6~IT8厅级公差的零件的结合面;与齿轮、蜗轮、套筒等的配合面;与高精度滚动轴承相配合的轴颈;7级精度大小齿轮的工作面;滑动轴承轴瓦的工作面;7~8 级精度蜗杆的齿面不可辨加工痕迹的方向布轮磨,磨,研磨,超级加工IT5、IT6级公差的零件的结合面,与C级精度滚动轴承配合的轴颈;3、4、5级精度齿轮的工作面暗光泽面超级加工仪器导轨表面;要求密封的液压传动的工作面;塞的外表面;活汽缸的内表面注:1. 粗糙度代号I为第一种过渡方式。
管径公制英制对照表及常用尺寸转换
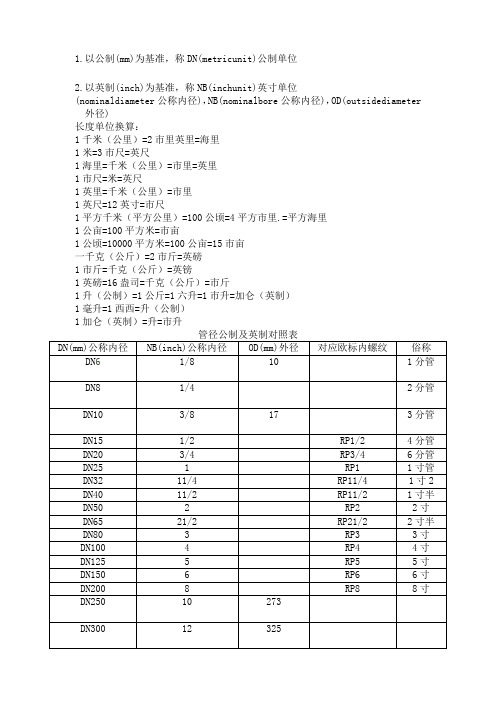
1.以公制(mm)为基准,称DN(metricunit)公制单位
2.以英制(inch)为基准,称NB(inchunit)英寸单位
(nominaldiameter公称内径),NB(nominalbore公称内径),OD(outsidediameter 外径)
长度单位换算:
1千米(公里)=2市里英里=海里
1米=3市尺=英尺
1海里=千米(公里)=市里=英里
1市尺=米=英尺
1英里=千米(公里)=市里
1英尺=12英寸=市尺
1平方千米(平方公里)=100公顷=4平方市里.=平方海里
1公亩=100平方米=市亩
1公顷=10000平方米=100公亩=15市亩
一千克(公斤)=2市斤=英磅
1市斤=千克(公斤)=英镑
1英磅=16盎司=千克(公斤)=市斤
1升(公制)=1公斤=1六升=1市升=加仑(英制)
1毫升=1西西=升(公制)
1加仑(英制)=升=市升
1英寸=8英分=,4分==半寸,6分==3/4寸。
PCB制程能力尺寸公差设计规范_相互

21
22
23
限制:原稿線路PAD與PAD之間距至少0.25mm(不足0.25時需建議客戶開天窗不作隔線 下墨)
單邊 0.065mm 單邊 0.065mm 單邊 0.1mm 0.08mm 0.08mm 0.1mm 0.13
24
25
26
限制:原稿線路PAD與PAD之間距至少0.3mm(不足0.3時需建議客戶開天窗不作隔線下 墨)
Laser 孔之 底銅要求
16
All Types
COB金線拉力保證 線寬/線距 pitch (min) PAD 大小 底銅 Annular Ring (Min) 底銅 Annular Ring (最佳值)
5g以上 Min. 0.1mm
限制:客戶原稿設計至少線寬線距5mil/5mil--如COB面有盲孔設計者客戶原稿設計至少線寬線距 5.5mil/5.5mil 限制 1:蝕刻銅厚 1oz以下之產品 , 限制 2:當 pitch=0.5mm其線路 pad只能設 0.32,mask0.37故 成品 BGA之 pad為 0.24mm(min)--需告知客戶 避免 Laser孔偏移 ,需增加管制站做技術管控
能力
+/-20% +/-20% +/-20% +/-20% +/-20% +/-20% +/-10% 單邊 0.1mm 單邊 0.1mm 單邊 0.15mm 單邊 0.075mm 單邊 0.075mm 單邊 0.1mm 0.08mm 0.08mm 0.1mm 0.1mm
備註
當客戶原稿設計已無補線寬之補償空間時須 另外協定規格(工程問題回饋單)
19
當客戶原稿設計已無補線寬之補償空間時須 反應客戶修改Layout(工程問題回饋單)
管径规格尺寸对照表
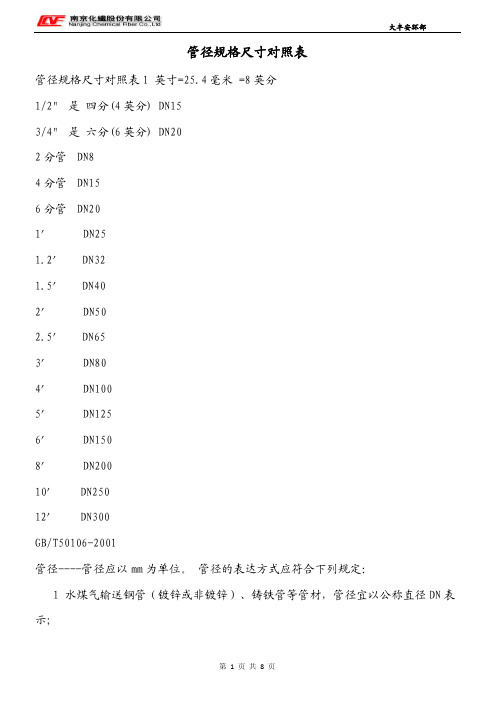
管径规格尺寸对照表管径规格尺寸对照表1 英寸=25.4毫米 =8英分1/2" 是 四分(4英分) DN153/4" 是 六分(6英分) DN202分管 DN84分管 DN156分管 DN201′ DN251.2′ DN321.5′ DN402′ DN502.5′ DN653′ DN804′ DN1005′ DN1256′ DN1508′ DN20010′ DN25012′ DN300GB/T50106-2001管径----管径应以mm为单位。
管径的表达方式应符合下列规定:1 水煤气输送钢管(镀锌或非镀锌)、铸铁管等管材,管径宜以公称直径DN表示;2 无缝钢管、焊接钢管(直缝或螺旋缝)、铜管、不锈钢管等管材,管径宜以外径×壁厚表示;3 钢筋混凝土(或混凝土)管、陶土管、耐酸陶瓷管、缸瓦管等管材,管径宜以内径d表示;4 塑料管材,管径宜按产品标准的方法表示;5 当设计均用公称直径DN表示管径时,应有公称直径DN与相应产品规格对照表。
建筑排水用硬聚氯乙烯管材规格用de(公称外径)×e(公称壁厚)表示(GB 5836.1-92)给水用聚丙烯(PP)管材规格用de×e表示(公称外径×壁厚)关于DN与De的区别:。
1、DN是指管道的公称直径,注意:这既不是外径也不是内径;应该与管道工程发展初期与英制单位有关;通常用来描述镀锌钢管,它与英制单位的对应关系如下:。
4分管:4/8英寸:DN15;。
6分管:6/8英寸:DN20;。
1寸管:1英寸:DN25;。
寸二管:1又1/4英寸:DN32;。
寸半管:1又1/2英寸:DN40;。
两寸管:2英寸:DN50;。
三寸管:3英寸:DN80(很多地方也标为DN75);。
四寸管:4英寸:DN100;。
De主要是指管道外径,一般采用De标注的,均需要标注成外径X壁厚的形式;。
主要用于描述:无缝钢管、PVC等塑料管道、和其他需要明确壁厚的管材。