平面磨床日常点检表
磨床日常点检记录表

手摇磨床日常点检记录表
设备编号
机台名称
磨床
设备型号
文件编号
NO
点检内容
2022年 月 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 机台是否清洁
2 碰撞,确认工件安装牢固
4
工作台往复运动平稳,换向无冲 击
5 油、水等有无泄漏
6
检查各部位所需润滑油脂是否充 足,油池中的油是否充足
7
检查砂轮是否有裂纹或缺口等缺 陷
8
检查液压系统油量、油压、油温 等是否正常
9
检查机床运转时有无不正常的尖 叫声和冲击声
10 清扫擦拭设备 每周清理切削液箱,更换切削液
11 (变脏变味时)
良好 有问题可用
点 检
√
标 识
故障不可用
△ 计划维修
签 名
点 检 人
×
○
评 估 :
审核:
备注:此表每月底随其它设备点检表一起归档存放保留。
磨床点检表
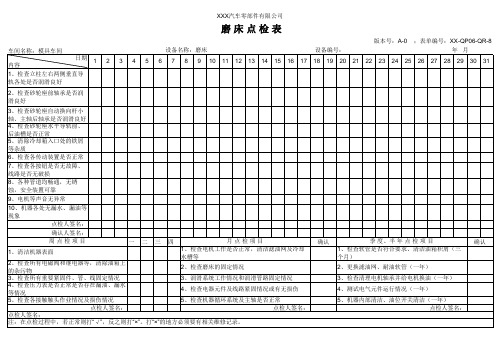
磨床点检表
版本号:A-0 ;表单编号:XX-QP06-QR-8
车间名称:模具车间 内容
设备名称:磨床
设备编号:
年月
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
3、检查清理电机轴承并给电机换油(一年)
4、测试电气元件运行情况(一年)
5、机器内部清洁、油位开关清洁(一年) 点检人签名:
确认
1、检查立柱左右两侧垂直导 轨各处是否润滑良好
2、检查砂轮座前轴承是否润 滑良好
3、检查砂轮座自动换向杆小 轴、主轴后轴承是否润滑良好 4、检查砂轮座水平导轨前、 后油槽是否正常 5、清除冷却箱入口处的铁屑 等杂质 6、检查各传动装置是否正常管道均畅通,无锈 蚀,安全装置可靠
等情况 5、检查各接触触头作业情况及损伤情况
3、润滑系统工作情况和润滑管路固定情况 4、检查电器元件及线路紧固情况或有无损伤 5、检查机器循环系统及主轴是否正常
点检人签名:
点检人签名:
点检人签名:
注:在点检过程中,若正常则打“√”,反之则打“×”。打“×”的地方必须要有相关维修记录。
确认
季 度、半 年 点 检 项 目 1、检查软管是否符合要求、清洁油箱积屑(三 个月) 2、更换滤油网、耐油软管(一年)
9、电机等声音无异常
10、机器各处无漏水、漏油等 现象
点检人签名:
确认人签名:
周点检项目
一二三四
月点检项目
1、清洁机器表面
1、检查电机工作是否正常,清洁滤油网及冷却 水槽等
2、检查所有电磁阀和继电器等,清除油箱上 的杂污物
平面磨床-日常点检标准作业指导书

操作工维修工操作工维修工油位镜1油位目视油位是否达到镜面一半1S ■液压油箱2外观目视无破损、滴漏1S ■切削液箱3外观目视无破损、滴漏1S ■进、回水管路4外观目视无松动、破损、滴漏1S ■外观目视无松动、缺失零件1S ■动作操控无异响、正常出水1S ○接地装置6外观目视接地牢固、无松动1W ■异响耳听无异常响声1S ○异味嗅觉无异臭味1S ○振动目视无异常抖动1S ○温度手拭40度左右(不烫手)1S ○外观目视无破损、固定螺栓松动1S ■配线目视无松动、无裸线1S ■元件、器件、导线8外观目视元器件外观无损伤、导线无损伤、松动1D ■外观目视开关、指示灯无破损1S ■动作操控无松动、反应灵敏1S ○安全防护门、板、罩10外观目视齐全、牢固1D ■导轨11外观目视润滑良好、无磨损变形、无锈斑1S ■外观目视管路无松动、滴漏,无缺失零件1S ■动作操控反应灵敏、功能正常1S ○外观目视无损坏、缺失1S ■动作操控动作灵活、功能正常1S ○外观目视连线无松动,无磨损、变形1S ■动作操控电磁性能良好1S ○外观目视无缺失零部件,磨刀无破损、松动1S ■动作操控整体滑动灵活无卡阻,磨刀无晃动、无异响1S○7油液压、水冷却系统图号各操控杆13部件5水泵设备日常润滑点检标准作业指导书编制:设备动力部设备名称、型号:平面磨床 所属单位:编号:DJ0001-01标记符号:点检状态:○运行中■开机前点检周期:S班 D天 W周 M月 Y年点检周期备注:其他型号同类型设备参照此标准执行。
(用手拭电机温度时,先用手背轻轻靠近一下电机,以免烫伤、触电)点检位置点检部位简图点检基准(标准值)点检方法点检内容点检状态14磨头15电磁吸盘负载系统操纵面板9电气系统液压自动阀12传动电机123456789101112131415。
磨床作业安全检查表

安装螺旋轮时,要戴手套,拿螺旋轮的端面内孔,不准拿螺旋轮的外面
无心磨刀板的刃部要磨钝,以防割破手
不得将超过规格的大料加入。发现大料时要立即取出,防止发生事故
更换砂轮应遵守磨工一般安全规程
装卸工件时,要把砂轮升到一定位置方能进行 磨削前,把工件放到磁盘上,使其垫放平衡。通电后,检查工件被吸牢后才斜飞出或挤 碎砂轮 进刀时,不准将砂轮一下子就接触工件,要留有空隙,缓慢进给 5 平面磨床 自动往复的平面磨床,根据工件的磨削长度调整好限位挡铁,并把挡铁螺丝拧紧
检查结果
序号 检查项目
检查内容
往复变向油阀门必须灵敏可靠,行程挡铁要调整并紧固好 开动砂轮前应将液压传动开关手柄放在"停止"位置上,调节速度手柄放在"最低速度" 位置上,砂轮快速移动手柄应放在"后退"位置上,以防开车时,突然撞击 装工件后,必须检查工件是否装夹牢固可靠 7 万能磨床 液压系统压力应不得低于规定值。油缸内有空气时,可移动工作台两极端位置,排除 空气,以防液压系统失灵造成事故
检查测量加工面,或调整砂轮应停车进行。停车时,应在完成一次行程后,再关车断
磨削工件不得突然加大进刀量、要留有空隙缓慢接近工件。快速进给时要注意不要使
砂轮和工件撞击,以免碰碎砂轮
磨削过程中,机床不准离人。下班时清理场地
工件要夹装牢固,调节行程时注意是否可能要碰撞。第一次行程应用慢进给试验
测量工件调整行程挡块时要停车
加工完毕,应立即将光学镜片遮好。镜片玻璃面上有灰尘或油污,需用软绒布揩试, 在揩试前用高级汽油清洁
检查结果
工件必须夹牢,顶针顶好、牢固方可开车
加油变换齿轮,必须停车
数控平面钻床日常点检保养记录表(20200804232125).pdf

1月
日月年12345678910111213141516171819202122232425262728293031 1Ⅴ
2Ⅴ
3Ⅴ
4Ⅴ
5Ⅴ
6Ⅴ
7Ⅴ
8Ⅴ
9Ⅴ
10Ⅴ
11Ⅴ
13Ⅴ
保养点检项目
操作人签字
16
记
入方法×…………不正常2、停工后再开机前以△注记原停工日期
⊙…………修理完毕3、若多日停工可以大△注记即可
△…………停工
√………….正常1、每日开关前必须实际操作点检第一周第二周第三周第四周
维修工周检
控制按钮是否正常
电气控制系统是否正常
电脑程序是否正常
冷却系统是否正常
排削系统是否正常
液压站抗磨油填补
钻轴传动系统是否有异
常响声
X轴回零是否正常
y轴回零是否正常
自动润滑机是否定时加
注润滑油
油箱温升是否正常
油压系统是否正常
设备日常维护保养点检表
设备名称:数控平面钻床设备编号:2019年保养周期日期NO。
车床磨床日点检记录表

设 备 编 车 间: 序
号
设备 检查内容
平面磨床日点检记录
型M 号7
Q6.3b-6
年
月
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
机床是否清洁
2
机床床身有无漆膜脱落现象
3 工作台面及润滑处有无锈蚀、划伤、研伤
设 备 车 间: 序
号
设备 检查内容
型 C 车床日点检记录
号-
Q6.3b-6
年
月
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
机床是否清洁
2
机床床身有无漆膜脱落现象
3 工作台面及润滑处有无锈蚀、划伤、研伤
4
磨头工作时是否抖动
5 磨头导轨有无研伤、划伤、锈蚀现象
6
工作台面液压泵是否正常
7
冷却液厢里冷却液是否满
8
是否定期更换冷却液
9
冷却液管道是否畅通
10
磨头电机是否正常
11
冷却泵是否正常
12
工作台灯是否亮
13
电器系统是否正常
14
进给手柄是否正常
16
液压部分是否正常
记录人
注:检查项目正常作“√”标记; 检查异常作“△”标记,此时须马上请设备管理员进行确认或维修。 2
4
横拖板、中拖板是否灵活
5
丝杆是否有划伤、研伤、锈蚀现象
6
平面磨床设备日常点检表

设备状态点检周期点检方法
点检标准123456789101电器部分运行日/2次操控良好运行日/2次操控往复运动平稳,无爬行运行日/2次手摸无振动常态日/2次目测正常4.油镜明亮,油液
常态日/2次目测油标刻线以上常态日/2次目测润滑良好,无研伤、拉伤常态日/2次目测无漏油、漏水常态日/2次目测无缺损运行日/2次操控灵敏,无冲击运行日/2次耳听无杂音运行日/2次操控速度正常,往复运动无快慢差4设备外观常态日/2次目测清洁
制造部确认: 设备部确认: Q/SH-QEO-P02-20A1 序号23点检项目机械部分液压系统备注正常“√”异常“X”并对异常内容进行记录说明点检内容
2.液压系统工作。
3.工作台。
1.机器周围点检:操作工
确认:车间设备负责人
备注
2.磨头。
3.液压系统压力。
5.各导轨。
6.机床各部位。
7.零件,
1.液压启动。
山西双环重工集团有限公司
磨床设备日常点检表
点检日期
1.工作台磁吸性能。
1.工作台及磨头。
平面磨床日常点检保养规范

点检部位简图
1 2
4 5 3 6
7
8 9 10 11
12
13
设备日常点检保养规范
设备型号:
所属单位:
标记符号:点检状态:○运行中■开机前 点检周期:S班 D天 W周 M月 Y年
编制:设备动力 部
点检位置
部件 油位镜
图 点检内 点检方
号容
法
1 油位 目视
点检基准(标准值) 油位是否达到镜面一半
1S
○
外观 目视
连线无松动,无磨损、变形
1S
■
负载系统
电磁吸盘
14
13
负载系统
电磁吸盘
14 动作 操控
电磁性能良好
1S
○
14
外观 目视 无缺失零部件,磨刀无破损、松动
1S
■
磨头
15 动作
操控
整体滑动灵活无卡阻,磨刀无晃动、无 异响
1S
○
15
备注:其他型号同类型设备参照此标准执行。(用手拭电机温度时,先用手背轻轻靠近一下电机,以免烫伤、触电)
点检周期
点检状态
操作工 维修工 操作工 维修工
1S
■
液压油箱
2 外观 目视
无破损、滴漏
1S
■
油液压、
切削液箱
3 外观 目视
无破损、滴漏
1S
■
水冷却系
统
进、回水管路 4 外观 目视
无松动、破损、滴漏
1S
■
外观 目视
无松动、缺失零件
1S
■
水泵
5
动作 操控
无异响、正常出水
1S
平面磨床日常点检保养记录表
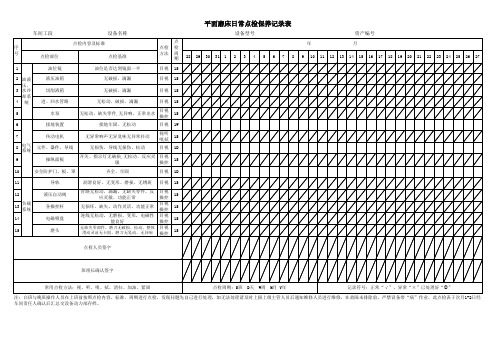
车间工段设备名称点检基准282930311234567891011121314151617181920212223242526271油位镜油位是否达到镜面一半目视1S 2液压油箱无破损、滴漏目视1S 3切削液箱无破损、滴漏目视1S 4进、回水管路无松动、破损、滴漏目视1S 5水泵无松动、缺失零件,无异响、正常出水目视操控1S 6接地装置接地牢固、无松动目视1W 7传动电机无异常响声无异臭味无异常抖动视听嗅拭1S 8元件、器件、导线无损伤、导线无损伤、松动目视1D 9操纵面板开关、指示灯无破损,无松动、反应灵敏目视操控1S 10安全防护门、板、罩齐全、牢固目视1D 11导轨润滑良好、无变形、磨损、无锈斑目视1S 12液压自动阀管路无松动、滴漏,无缺失零件,反应灵敏、功能正常目视操控1S 13各操控杆无损坏、缺失,动作灵活、功能正常目视操控1S 14电磁吸盘连线无松动,无磨损、变形,电磁性能良好目视操控1S 15磨头无缺失零部件,磨刀无破损、松动,整体滑动灵活无卡阻,磨刀无晃动、无异响目视操控1S 资产编号注:白班与晚班操作人员在上班前按照点检内容、标准、周期进行点检,发现问题先自己进行处理,如无法处理请及时上报上级主管人员后通知维修人员进行维修,在故障未排除前,严禁设备带“病”作业,此点检表于次月1-2日经车间责任人确认后汇总交设备动力部存档。
点检周期油液压、水冷却系统班组长确认签字点检人员签字点检方法负载系统点检部位常用点检方法:视、听、嗅、拭、清扫、加油、紧固电气系统年 月点检周期:S班 D天 W周 M月 Y年记录符号:正常“√”、异常“×”已处理好“U ”平面磨床日常点检保养记录表设备型号序号点检内容及标准。
磨床组设备定期保养检查表

序
保养检查项目
每每每季半每
1 量仪磨屑清理、清除
2 检查主轴皮带的松紧
※
3 工作台排水槽磨屑清除
4 主轴箱液位
5 液压油箱吸入口有网
6 润滑油各点通油情况
7 滤油器的检查及清理
※
8 切削液液位
9 水箱及切削液的清洁度
10 尾座
11 砂轮护罩、夹盘
12 主轴精度
13 油压主压力
※带的松紧
※
3 工作台排水槽磨屑清除
4 主轴箱液位
5 液压油箱吸入口有网
6 润滑油各点通油情况
7 滤油器的检查及清理
※
8 切削液液位
9 水箱及切削液的清洁度
10 尾座
11 砂轮护罩、夹盘
12 主轴精度
13 油压主压力
※
14 机床几何精度
※
15 机床定位精度
※
清洗或清除
机能检查
检查
必要时调整或通知维修
检查后必要时更换
给油
注:机床其余配置部件如水泵等的保养按各部件说明书
磨床定期保养检查表
序 号
保养检查项目
每每每季半 日周月度年
1 机台外观护罩
2 砂轮护罩、夹盘
3 冷却箱清洁度
4 主轴箱液位
5 液压油箱吸入口过滤网
6 润滑油各点通油情况
7 滤油器的检查及清理
※
8 切削液液位
10 各润滑点润滑情况
11 尾座润滑及清洁
12 砂轮护罩、夹盘
13 油压主压力
14 电器柜表面
15 电器柜换器过滤网
擦拭、清洗、清除
机能检查
检查
※ 必要时调整或维修
磨床设备点检表

1 检查机床运行范围内无障碍物 无障碍物
白班
目视 中班
晚班
2 检查床身导轨润滑油油位 润滑到位
白班
目视 中班
晚班
3
检查砂轮架主轴润滑油油位
油位计上限与下限之 间
目视
白班 中班
晚班
4
检查液压油箱油位
油位计上限与下限之 间
目视
白班 中班
晚班
5
对尾架套筒油孔加油
润滑到位
白班
目视 中班
晚班
6
检查冷却液水箱水位
液位计上限与下限之 间
目视
白班 中班
晚班
白班
7 空运转砂轮,观察运转情况 运转正常,无拉动 目视 中班
晚班
8
检查冷却液出水情况
出水正常
白班
目视 中班
晚班
9
检查导轨润滑情况
润滑到位
白班
目视 中班
晚班
10 工作完毕将机床各部位归位 各部位复位
白班
目视 中班
晚班
11 下班前,清洁工作台积屑 清洁干净
白班
目视 中班
晚班
白班
ቤተ መጻሕፍቲ ባይዱ12
擦拭导轨面,涂油防锈
清洁干净,防锈
目视 中班
晚班
白班
操作工确认
确
认
中班
栏
操作工确认
晚班
操作工确认
设
设备点检表
设备名称 磨床
设备编号
生产线名
工序名
批准
审核
编制
日期 备注:设备点检时出现异常,不能处理的故障,立即报修
NO
检查项目
基准值
方式
班 次
磨床保养点检表

单位﹕_________________型号﹕__________________编号: _________________ ______年_______月
类
别
日期
保养检查项目
1
2
3
4
5
6
7
8
9
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
日
保
养
1.保持磨床及周围之清洁
2.检查马达运转是否正常
3.磨床的电源开关及控制按钮是否正常
4.检查磨床主轴(砂轮)是否顺时针旋转
5.检查各油路是否畅通
周
保
养
6.每周彻底清扫一次,并检查工作台面之水平度是否正常
月
保
养
7.每月月底清洗水箱及过滤器,并更换切削液
请注意﹕每年1月份和7月份各更换一次油压用油及清洗过滤器
备注:保养结果记录符号: '' V ''表示正常,"×"异常处理中﹔节假日休息时不作任何填写﹗
单位主管:_____________保养人:_____________
平面磨床日常点检表

平面磨床日常点检表
使用部门: 设备名称: 设备编号: 日期:
序号检查保养部位及内容
检查日期及状况12345678910111213141516171819202122232425262728293031
1机台外观是否整齐、清洁
2通电是否良好、导电线有无破损漏电现象3传动系统无异常响声
4液压启动灵活,无冲击,无杂音
5工作台及磨头往复运动平稳,速度正常
6磨头无振动
7工作台磁吸性能良好
8导轨润滑良好、无变形、磨损
9各部位无漏油,冷却系统正常
10操控面板无破损,无松动,反应灵敏
11无缺损零件
填表人
核查人
故障
问题
记录
备注1.每日上班时立即作自主检查,以上项目如有问题,须立刻向主管反应.
2.点检结果良好打"√",点检异常打"X" 休息时打"O" 待修 "△"
3.本表请保养人确实填写,若影响效率、质量、人员安全,请主动呈报检修,以达到预防保养的目的
4、常用点检方法:视、听、嗅、拭、清扫、加油、紧固。
磨床点检表
25
26
27
28
29
30
31
1电气控制开关是否灵敏可靠
2.各手柄操作灵活,定位可靠,放在空位上
3.润滑油系统是否正常,油路是否通畅,是否低于最低油位
4.工作台往复平稳,换向无冲击
5.主轴电机和电气系统是否正常
6.开机空转时,无异响
7.检查砂轮是否有裂纹或缺口等缺陷
操作者设备开机后签名
设备是否开动〔开动打“√”未开动打“◎”〕
检查砂轮是否有裂纹或缺口等缺陷操作者设备开机后签名设备是否开动开动打未开动打检查周期每天记录符号2正常
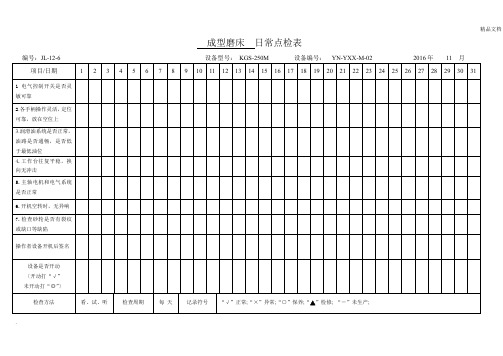
成型磨床日常点检表
编号:JL-12-6设备型号:KGS-250M设备编号:YN-YXX-M-02 2016年11月
项目/日期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
方法
看、试、听
检查周期
每天
记录符号
“√”正常;“×”异常;“○”保养;“▲”检修;“-”未生产;
磨床设备日常点检表

设备编号: 序号 检 查 事 项 周期 1
每日 每日 每日
点检单位主管:
年 点检者:
月
2
3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 # 26 # 28 29 30 31
1 油是否充足
检查各部位所需润滑油是否充足,油池中的
2 检查砂轮是否有裂纹或缺口等缺陷 3 置,以免开机时碰撞 4 正确位置
检查、确认急停旋转按钮必须处于关闭位
检查确认各防护装置完好并处于关闭状态和
每日
5 工件安装牢固
启动油泵前,手动确认行程内无碰撞,确认
每日 每日每日
6 工作台往复运动平稳,换向无冲击 7 油、水等有无泄漏
8 检查机床运转时有无不正常的尖叫声和冲击声 每日 9 检查液压系统油量、油压、油温等是否正常 每日 点 检 者 签 字 1 异 常 情 况 记 录 2 3 4 5 6 7
8 9 10 11 12 13 14 注:在日常点检未发现异常:“√”,休息或放假:“O”,发现异常打“×”应在“异常情况记录”栏予以记录,并联系相关人员处理。
平面磨床日常维护保养点检记录表

设备编号:SB-E005
年月
频
保养日 期
每率 1 2 3 4 5 6 7 8 9 # # # # # # # # # # # # # # # # # # # # # #
日每
日每
日每
日每
日每
日每
日半
年半
年每
年每年每年每年异常情况记录保养人签字
备 每天生产前后都要对设备进行保养,保养后,用“√”表示,“×”表示有异常情况, 注 应在“异常情况记录”栏予以记录,并联系相关人员处理。
设备日常维护保养点检记录表
设备名称:平面磨床
N
保养项目
O
1 周围清洁 2 机身清洁 3 检查机床运转时有无不正常的尖叫声和冲击声 4 润滑垂直和横向导轨及进给机构 5 检查砂轮主轴油位,不足时添加主轴油 6 检清查理液冷压却油液箱油.工位作,台不油足盘时.添床加身液.导压轨油下方回油 7槽 8 清洁各电机轴承,更换轴承润滑脂 9 检查,调整主传动皮带张紧力 10 更换轴承及齿轮部位锂基润滑脂 11 更换砂轮主轴主轴油 12 清洗液压油过滤网 13 更换液压油箱32#液压油,清洁油箱 14 15 16 17 18
设备维护保养点检记录表

注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:浙江佳诚婴童用品有限公司设备日常保养/点检项目表注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:浙江佳诚婴童用品有限公司设备日常保养/点检项目表注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
日常保养/点检项目表注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:日常保养/点检项目表注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号
检查内容
时间
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
311Biblioteka 检查各部位所需润滑油脂是否充足,油池中的油是否充足
开机前
2
检查砂轮是否有裂纹或缺口等缺陷
开机前
3
检查、确认急停旋钮必须处于关闭位置,以免开机时碰撞
开机前
4
检查确认各防护装置完好并处于关闭状态和正确位置
开机前
5
启动油泵前,手动确认行程内无碰撞,确认工件安装牢固
开机后
6
工作台往复运动平稳,换向无冲击
开机后
7
油、水等有无泄漏
开机后
8
检查机床运转时有无不正常的尖叫声和冲击声
工作中
9
检查液压系统油量、油压、油温等是否正常
工作中
10
清扫擦拭设备
下班前
11
每周清理切削液箱,更换切削液(变脏变味时)
备注:
点
检
人
操
作
者
维
修
人
临
检