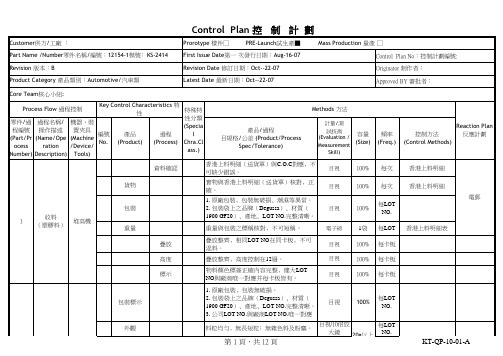
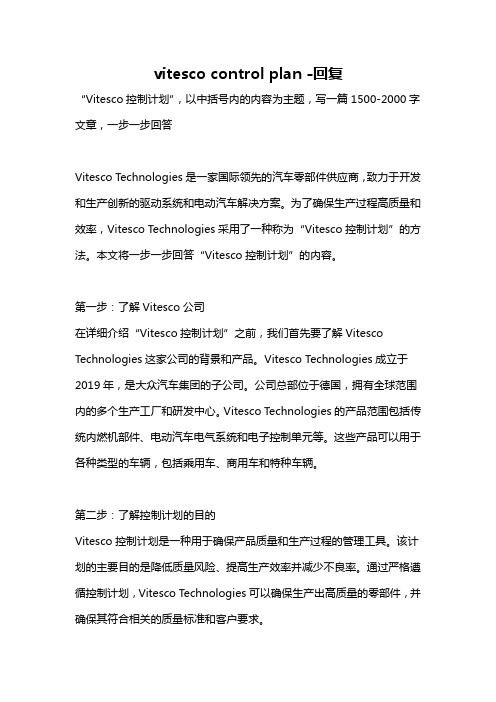
汽车零部件喷漆控制计划Control Plan自动
control plan (控制计划)

links to 连接到
Process OP# Process Product/Process
Flow
Operation Characteristics
SPEC
Metrology %R&R, %PT
Cpk / Date (sample size)
Charting Method
Sampling Plan/
Process
Characteristic 工艺特性
Process
Control 工艺控制
4
Control Plan Content (What) 控制计划内容(什么)
Control plans integrate process flow,控制计划要结合工艺流程 critical process characteristics,危急工艺特性 preventative maintenance, 预防性维护
Charting Method
Quality Assurance Audit
Sampling Plan/ Frequency
Reaction Plan (OOCAP)
PROCESS CONTROL PLAN
Equipment Setup
Preventive Maintenance
Maint. PM
Responsible Area
10
FMEA vs Control Plan FMEA 对 控制计划
步骤
Step
部件
KPIV
FMEA
潜在失效模式 潜在失效影响 严重度
Potential Failure Mode
Potential Failure Effects
SEV
控制计划Control_Plan经典讲解

50 机加工 60 成品组装
…
数控车床 #3
装配夹具 XYZ-012
…
深度
安装 正确
* 2+/-0.1mm 深度仪
5件
每小 时
X—R图 隔离并调 节设备
零件安装位 目测 置正确
5件 每小 检查单 隔离并通
时
知工长
…
…
…
…
控制计划检查表
➢在制定控制计划时是否使用了控制计划方法论? ➢为了便于选择产品/过程特殊特性,是否已明确了所有已知的顾客 关注事项? ➢是否将所有产品/过程特殊特性纳入控制计划? ➢制定控制计划时候是否使用了PFMEA? ➢是否已明确要求检验的材料规范? ➢控制计划是否涉及从进货(材料/零部件),加工/装配包括包装的 全过程? ➢是否已明确工程性能试验要求? ➢是否具备控制计划所要求的量具和试验设备? ➢如要求,顾客是否已批准控制计划? ➢供方和顾客之间的测量方法是否一致?
表格栏目说明
表格栏目说明
7) 主要联系人/电话 填入负责控制计划的主要联系人姓名和电话号。 8) 核心小组 填入负责制定控制计划最终版本的人员的姓名和电话号。建议将所有小组 成员的姓名、电话号和地址都包括进所附的分配表中。 9) 供方/工厂批准/日期 如必要,获取负责的制造厂批准。
表格栏目说明
失效发现得太迟的后果
控制计划--概述
控制计划的目的:
➢按顾客要求制造出优质产品 ➢总体系设计、选择和实施增值性控制方法 ➢减少过程和产品变差 ➢对控制零件和过程的体系进行书面描述
控制计划--方法
为了达到过程控制和改进的有效性,应对过程有一个基本的了解。 通过建立一个多方论证的小组,并利用所有可用的信息来制定控 制计划
浅谈控制计划(CONTROLPLAN)的三个阶段

浅谈控制计划(CONTROLPLAN)的三个阶段控制计划(Control Plan)是产品质量管理的重要工具之一,用于确保产品在制造过程中能够达到预期的质量要求。
控制计划一般包含三个阶段:前控制、过程控制和后控制。
下面对这三个阶段进行详细的讨论。
一、前控制阶段前控制阶段是制定控制计划的第一步,主要目的是在产品正式投产之前,通过对设计、工艺和生产过程进行评估和分析,确定合适的控制措施,以及相应的监控指标和检验手段。
前控制的主要任务有:1.收集和分析相关数据:需要对产品的设计和工艺进行深入的研究和分析,收集相关的数据,包括产品的功能要求、制造工艺参数、原材料要求等信息。
2.评估和优化设计和工艺:通过对产品的设计和工艺进行评估,发现可能存在的问题和风险,提出改进措施,并进行优化。
3.制定控制计划:基于前期的研究和分析结果,制定相应的控制计划,明确需要进行的控制措施、监控指标和检验手段等。
4.建立产品质量标准:根据产品的设计要求和市场需求,建立相应的产品质量标准,明确产品的质量目标和要求。
二、过程控制阶段过程控制阶段是制造过程中最关键的环节,主要是根据前控制阶段制定的计划进行实施和监控,以确保产品制造过程达到预期的质量要求。
过程控制的主要任务有:1.建立过程监控体系:根据前控制阶段确定的监控指标和检验手段,建立完善的过程监控体系,包括监控点的选择、监控频率的确定等。
2.实施过程控制:根据控制计划,实施相应的过程控制措施,如控制工艺参数、制定操作规范、执行5S管理等,以确保产品制造过程的稳定性和可控性。
3.检验和测量:根据控制计划中的检验手段,对产品进行检验和测量,及时发现和纠正可能存在的问题和异常情况,并采取相应的措施进行改进和调整。
4.数据分析和反馈:根据过程控制过程中产生的数据,进行分析和统计,评估过程的稳定性和能力,及时反馈给相关人员,以便进行改进和优化。
三、后控制阶段后控制阶段是在产品制造完成后,对产品进行最终的检验和评估,以确保产品符合质量要求,并对整个控制计划进行评估和总结。
汽车零部件喷漆控制计划Control Plan自动

机器设备/装置、 夹具/工装或工具 Machine,Device,
Jig,Tools,For MFG
编 No.
号
特性Characteristics 产品Product 过程Process
特殊 特性 分类 SC Class
产品/过程 范围/公差Product/Process
Specification/Tolerance
方
法Methods
评价/测量技术 Evaluation/Me-
asurement Technique
样本Sample 容量Size 频率Freq.
控制方法
反应计划
Control Method Reaction Plan
3 上件Loading
上件检验 Checking
供方/工厂Supplier/Plant:
供方代 Code:
号
Supplier 其它批准/日期(如需要)Other Approval/Date (If Req'd.) :N.A
顾客其它程批准/日期(如需要)Other Approval/Date (If Req'd.):N.A
零件/过 程编号 Part/Pro cesss number
TEL:
核心小组Core Team:项目横向小组Project Team 销售科、技术科、质量科、采购科、物流科、生产车间Sales Dept\Technical Dept\Quality Dept\Production Dept\Stock Dept\Logistics Dept
供方/工厂批准日期Supplier/Plant Approval/Date:N.A
control plan的作用
control plan的作用
Control plan是指控制计划,是质量管理体系中的重要文件之一,它的作用主要体现在以下几个方面:
1. 控制过程,控制计划主要用于控制生产过程中的关键特性和
参数,确保产品的质量稳定性。
通过设定合适的控制点和控制标准,可以有效监控生产过程中的关键环节,及时发现并纠正可能导致产
品质量问题的因素,从而保证产品符合质量要求。
2. 标准化,控制计划可以帮助企业建立标准化的作业程序和工
艺流程,明确各项质量控制活动的责任人和操作方法,为生产过程
提供明确的指导,有利于提高工作效率和减少操作失误,从而保证
产品质量的稳定性和一致性。
3. 问题预防,通过制定控制计划,企业可以在生产过程中预先
识别可能存在的问题和风险,并采取相应的控制措施和预防措施,
以防止质量问题的发生,提高产品的合格率和一致性。
4. 持续改进,控制计划也为持续改进提供了重要的依据和支持。
通过对控制计划的执行情况进行监控和分析,企业可以及时发现生
产过程中存在的问题和不足,从而有针对性地进行改进和优化,不断提升产品质量和生产效率。
总之,控制计划在质量管理体系中扮演着至关重要的角色,它通过规范生产过程、预防问题发生、持续改进等方式,有效地保证产品质量的稳定性和一致性,是企业质量管理工作中不可或缺的重要组成部分。
控制计划control-plan
27.3 为了达到过程控制的有效性,应不断评价控制
方法以达到其有效性,例如:当出现过程或过
程能力的重大变化时,应对控制方法进行评
价。
.
16
27.4 在选择控制方法时,应把重点放在: ◆ 满足所有顾客的要求; ◆ 控制过程,而不是产品; ◆ 预防而不是发现; ◆ 把目标定在自然容限,而不是产品规格容限; ◆ 防错而不是检验; ◆ 管理控制方法。
.
2
4、控制计划(CP)的目的: 提供结构性的途径;最大限度地减少过程和产品变 差;使控制计划在整个产品寿命周期中得到保持和 使用,确保按顾客的要求制造出优质的产品。
5、控制计划(CP)实施的时机和范围:
公司内所有的产品(包括:新产品和常规产品-老 产品和旧产品) 6、控制计划对用来最大限度减少过程和产品变差的体系 作了简要的书面描述。控制计划不能替代包含在详细的 操作者指导书中的信息。
重 级 失效 度 过程
度 别 起因 数 控制
S
/机理 O 预防
现行 过程 控制 探测
风 探险 测顺 度序 D数
RPN
建议 措施
责任及
目标 完成 日期
措施结果
严 频 探 风险 采取的 重 度 测 顺序
措施 度 数 度 数 S O D RPN
零件/ 过程 编号
过程 名称/ 操作 描述
机器、
装置、 夹具、
.
14
26、样本容量/频率: 当需要取样时,列出相应的样本容量和频率。 ■ 试生产控制计划中的样本容量/频率应比 生产控制计划中的样本容量/频率严。 ■ 注意:抽样原则。 ◆ 采用合理的抽样计划; ◆ 样本应能足于区分特殊原因变差和共 同原因变差。
.
15
Control_Plan控制计划

控制计划--益处 控制计划--益处 --
质量:控制计划方法论减少了浪费并提高了在设计、 质量:控制计划方法论减少了浪费并提高了在设计、制 减少了浪费并提高了在设计 造和装配中产品质量。 造和装配中产品质量。 顾客满意度: 顾客满意度:控制计划集中将资源用于与对顾客来说重 要的特性有关的过程和产品,降低成本。 要的特性有关的过程和产品,降低成本。 交流:作为一个动态文件,控制计划明确并传达了产品 交流:作为一个动态文件,控制计划明确并传达了产品/ 过程特性、控制方法和特性测量中的变化。 过程特性、控制方法和特性测量中的变化。 特性 中的变化
表格栏目说明
表格栏目说明
7) 主要联系人 电话 ) 主要联系人/电话 填入负责控制计划的主要联系人姓名和电话号。 填入负责控制计划的主要联系人姓名和电话号。 8) 核心小组 ) 填入负责制定控制计划最终版本的人员的姓名和电话号。 填入负责制定控制计划最终版本的人员的姓名和电话号。建议将所有小组 成员的姓名、电话号和地址都包括进所附的分配表中。 成员的姓名、电话号和地址都包括进所附的分配表中。 9) 供方 工厂批准 日期 ) 供方/工厂批准 工厂批准/日期 如必要,获取负责的制造厂批准。 如必要,获取负责的制造厂批准。
控制计划--概述 控制计划--概述 --
控制计划不能替代包含在详细的操作 者指导书的信息。 者指导书的信息。 控制计划作为一动态文件, 控制计划作为一动态文件,反映当前 使用的控制方法和测量系统。 使用的控制方法和测量系统。
控制计划--表格 控制计划--表格 --
表格栏目说明
表格栏目说明
1) 样件、试生产、生产 ) 样件、试生产、 表示适当的分类: 表示适当的分类: 样件——在制造过程中,进行的尺寸 在制造过程中, 样件 在制造过程中 测量、材料和性能试验的描述; 测量、材料和性能试验的描述; 试生产——在样件试制后试生产,进 在样件试制后试生产, 试生产 在样件试制后试生产 行的尺寸测量、材料和性能试验的描述; 行的尺寸测量、材料和性能试验的描述; 生产——在正式生产中,产品 过程特 在正式生产中, 生产 在正式生产中 产品/过程特 过程控制、 性、过程控制、试验和测量系统人全面文 件化描述。 件化描述。 2) 控制计划编号 ) 如适用时,输入控制计划文件编号以用于追溯。对于多页的控制计划则填入页码( 如适用时,输入控制计划文件编号以用于追溯。对于多页的控制计划则填入页码(第 页共 页) 3) 零件编号、最新更改等级 ) 零件编号、 填入被控制的系统、子系统或部件编号。适用时, 填入被控制的系统、子系统或部件编号。适用时,填入源于图样规范的最近工程更改 等级和/或发布日期 或发布日期。 等级和 或发布日期。 4) 零件名称 描述 ) 零件名称/描述 填入被控制产品/过程的名称和描述 过程的名称和描述。 填入被控制产品 过程的名称和描述。 5) 供方 工厂 ) 供方/工厂 填入制定控制计划的公司和适当的分公司/工厂 部门的名称。 工厂/部门的名称 填入制定控制计划的公司和适当的分公司 工厂 部门的名称。 6) 供方代码 ) 填入按采购机构要求的识别号
Control Plan 控制计划

概述
• 描述了过程的每阶段所需的控制措施,包括保证所有的 过程输出将处于控制状态的进货、(IQC、仓储)、加工 (外包加工的运输过程)、QC、出厂和阶段性的要求 • 在正式生产运行当中,控制计划提供了用来控制特性的 过程监测和控制方法
• 反映了与所期望的不断更新和改进的过程的改变状况相 对应的战略
• 产品特性是正常工装寿命性能的一个非常重要的度量
以操作人员为主的过程
• 对操作人员的知识和控制具有敏感性和依赖性 • 特殊过程特性是操作者的知识和控制
应用检查表进行控制计划评审
VISTEON CONFIDENTIAL
课程结束
VISTEON CONFIDENTIAL
-- 这一结构性方法为产品和过程提供了一完整的评 价。 -- 控制计划识别过程特性并帮助识别导致产品特性 变差的原因
建立控制计划的好处
• 顾客满意程度: —— 控制计划集中将资源用于与对顾客来说重要 的特性有关的过程和产品。 —— 将资源正确分配在这些重要项目上有助于在 不影响质量的情况下,降低成本。
• · 在这类过程当中,设备的设定是关键的变量。对产品特性的能力研究 表明如果设定适当,则操作具有很高的能力和稳定性。设定规范成为 影响产品特性的过程特性;
• · 过程特性的控制类别包括首件检验规程,以及对机器是否按批准的设 定卡正确设定的验证; • · 对产品特性进行测量以保证设定正确,并且没有产生异常的特殊原因。 在一般情况下,检验之间可以使用批控制。
建立控制计划
• 建立一个多专业的工作小组
• 过程流程图;
• 系统/设计/过程失效模式及后果分析; • 特殊特性清单; • 从相似零件得到的经验; • 跨功能小组对过程的了解;
• 设计评审报告;
控制计划(control plan)

3
塑料喷射造型 1-5
18
Machine No.
1-5
19
控制计划(control plan)
工序特性
批准
发行日期:
姓名
日期
修订日期:
客户质量
供应商质量经理 供应商Mfg经理
修订本 : 记录:
控制计划文件中记载有有序的生产工序和控制。如果产品的特性是关键 特征(CF),那么要在上面打个‘*’号。
特性 产品特性
卡
器设定
5 pcs 1st piece
hourly
buy-off per run
x-bar-R chart Check Sheet
5 pcs
每小时
x-bar-R chart
1st Piece buyEach set-up off
Inspector verifies settings
1.45
隔离并调整
产品 /工序 规 格
度量方法
尺寸
方法 样品
频率
分析方法
风险因素: 0
Eff. Date: 修订日期:
Cpk
如果不在控制范围内 的反应
控制区域
*
外表
无瑕疵
*
固定孔位置
无瑕疵
流水线
缩痕 Hole "X&t piece buyoff 1st piece buyoff
Machine No. 1-5
Fixture #10 Machine No. 1-5
20
*
21
*
22 模具装备
尺寸 周长合适
25 ±1mm
Gap 3 ± .5mm
Gap 3 ± .5mm
Fixture #10 Check gap to fixture 4 locations
控制计划( Control Plan)

Prototype Production 样件量产Size 容量Freq.频率目视每托每批进料检验报告★光谱分析仪1个样块每批1.光谱分析报告2.核对供应商检验报告★1.拉力机2.布氏硬度计1件每批1.拉力检验报告2.布氏硬度检验报告3.核对供应商检验报告材料标识目视每托每批原材料色标标准看板10进料检验Process 过程铝锭表面清洁、无污垢,包装材料需防水,产品干燥。
按照原材料色标标准标识Reaction Plan 反应计划隔离、退货DIE CAST ALUMINUM ALLOY ANSI #383力学性能:抗拉强度≥310Mpa 屈服强度≥150Mpa 延伸率≥3.5%布氏硬度BHN ≥75隔离、退货1.隔离供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述隔离、拒收Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Pre-launch Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):DIE CAST ALUMINUMALLOY ANSI #383化学元素含量:Si9.5~11.5,Fe ≤1.3,Cu2-~3,Mn ≤0.5,Mg ≤0.1,Sn ≤0.15,Ni ≤0.3,Zn ≤3,其它≤0.5,剩余:AlCore Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法Key Contact /phone:主要联系人/电话 :铝锭外观顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》力学性能DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》材料成分Part/Proce ss Numb er 零件/过程编号控制计划 Control Plan表单编号:XX.T/ED-CP-01 版本号:A/0Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):XXX 汽车零部件有限公司样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):叉车隔离2.上报仓库主管3.重新标识4.重新放置样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员调整,合格后再生产;1.除气搅拌静置10分钟后开样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知生产相关负责人整改,合格后再生产;3.通知压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知修模组相关负责人整改,合格后再生产;3.上报压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):顶杆印顶杆凸出、凹进≤0.3mm样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员修模,合格后再生产。
Control Plan控制计划

页 共 页) 3) 零件编号、最新更改等级 填入被控制的系统、子系统或部件编号。适用时,填入源于图样规范的最近工程更改 等级和/或发布日期。 4) 零件名称/描述 填入被控制产品/过程的名称和描述。 5) 供方/工厂 填入制定控制计划的公司和适当的分公司/工厂/部门的名称。 6) 供方代码 填入按采购机构要求的识别号
通知工长
隔离并调 整
实例操作
零 过程名称/ 件 操作描述 / 过 程 编 号 40 冲压成型
50 机加工
60 成品组装
…
机器、装 置
夹具、工 装
特性
编 产品 过程 号
冲床 #2 模具#222
数控车床 #3
装配夹具 XYZ-012
…
有孔
深度
安装 正确
特
殊 特 性
产品/过程规 范/公差
分
方法
评价/测量
表格栏目说明
表格栏目说明
特性:
18)编号 必要时,填入所有适当文件相互参照用的编 号。
19)产品 产品特性为在图纸或其它主要工程信息中所 描述的部件、零件或总成的关键尺寸或性能。
20)过程 过程特性是与被识别产品特性具有因果关系 的过程变量(输入变量)。
21)特殊特性分类 顾客可以使用独特的符号来识别那些诸如影 响顾客安全、法规符合性、功能、配合或外 观的重要特性。
特
殊 特 性
产品/过程 规范/公差
分
类
订单要求
方法
评价/测量
样本
技术
容量 频率
控制方法
目测
3包 每批 进料单
1 材料 成份
控制计划(control plan)[优质ppt]
![控制计划(control plan)[优质ppt]](https://img.taocdn.com/s3/m/d607372bcc7931b765ce15bd.png)
22、特殊特性分类: 22.1 填入顾客指定的或整车厂(OEMs)要求的或公 司内部确定的(包括与顾客等效的特殊特性符 号)产品和/或过程的特殊特性符号。或者这 一栏可空着用来填写未指定的特性。 22.2 顾客可以使用独特的符号来识别那些诸如影响 顾客安全、法规符合性、功能、配合或外观的 重要特性。 22.3 这些特殊特性符号主要是用来识别那些诸如影 响顾客安全、法规符合性、功能、配合或外观 的重要特性,这些特殊特性的符号标识为“关 键”、“主要的”、“安全的”、“重要的”。 注:但特性的重要性等级很高(如:安全、关 键、重要特性)时,顾客通常要求使用计量 类量具。
一、控制计划(CP)概要介绍
1、控制计划(CP)的概念: 指ControlPlan(控制计划)的英文简称。 C(Control)控制 P(Plan)计划
2、控制计划(CP)的定义: 提供过程监视和控制方法,用于对特性的控制,是对
3、ISO/TS 16949:2002质量管理体系对APQP的要求: 解释说明:
■ 美国三大汽车厂(OEMs:福特、通用和戴姆勒-克莱斯 勒)和意大利菲亚特汽车公司认可的产质量策划的输出 方法为: 控制计划(CP)。
■ 德国大众汽车公司认可的产品质量策划的输出方法为: 质量检验计划。
■ 法国标致-雪铁龙汽车公司认可的产品质量策划的输出 方法为: 质量计划。
■ 日本丰田汽车公司认可的产品质量策划的输出方法为: QC工程图。
控
制
特性
特殊
产品
过程
特性 分类
计
产品/过程 规范/公差
划
方
评价/ 测量 技术
法 样本
容量 频率
控制方法
反应 计划
控制计划
适用产品范围:
最新CP控制计划(control-plan培训内容)教学讲义PPT课件

过操程作名描称述/置机、工器夹装、具装、编号
镗床 1
(样件控 制计划)
1
(试生产 控制计划)
1
120 扩孔
(生产控 制计划)
1
2 3
特性 产品 过程
特殊
特性 产品/过程规 分类 范/公差
方
评价/ 测量 技术
法 样本
容量 频率
控制方法
反应 计划
内孔
ф90±0.02mm 量缸表 1次
10件
检验记录 标识、
CP控制计划(control-plan培训 内容)
3、控制计划(CP)的目的: 提供结构性的途径;最大限度地减少过程和产品变 差;使控制计划在整个产品寿命周期中得到保持和 使用,确保按顾客的要求制造出优质的产品。
4、控制计划(CP)实施的时机和范围:
公司内所有的产品(包括:新产品和常规产品-老 产品和旧产品) 5、控制计划对用来最大限度减少过程和产品变差的体系 作了简要的书面描述。控制计划不能替代包含在详细 的操作者指导书中的信息。
生产控制计划中的内容必须包括产品总成的全尺寸检验和功能/性能试验、 产品最终审核,且其检查的频率和容量可以以抽样的方式进行(生产控制计 划中的全尺 寸检验和功能/性能试验的检查频率和容量一般为每种产品每年 至少一次和一件)。
14、控制计划 与“过程流程图”和“FMEA”的关系:
过程 编号
过程流程图
13、样件控制计划、试生产控制和生产控制计划的区别:
③ 生产 — 在大批量生产中,对产品/过程特性所涉及尺寸测量、材料和性能 /功能试验、过程控制、检验和试验的测量系统作出书面描述(包括:原材料 检验/试验、入库/贮存、生产/制造/加工、作业员首检和自检、检验员过程 巡检/试验、包装、成品/最终检验/试验、全尺寸检验和功能试验、成品入库 /贮存、出货)。
Controlplan控制计划范例
5
烤料
真空焗爐 C12# 含水率 原料LOT追溯
烘料時間
計時器 水份測試儀 記錄
100% 100% 100%
每次
開機生 水分測試報告--IPQC 產 1.生產日報表--生產 每次 2.4M1E查核--IPQC 1.模具保養/清洗一 覽表---模倉 2.模具履歷卡--模倉 1.模具維修單 3.注塑機日常保養記 錄卡--生產 重新調整
每次 每次 每LOT NO. 每LOT 每卡板 每卡板 每卡板
香港上料明細 香港上料明細 電郵
包裝 1 收料 (塑膠料) 堆高機 重量
目視
100% 1袋 100% 100% 100%
電子磅 目視 目視 目視
香港上料明細表
包裝標示
目視
100%
每LOT NO. 每LOT NO.
外觀 2 取料器/ 口模杯
100%
每次 1.注塑參數日常點檢 1.重新調整 表--生產/IPQC 2.4M1E查核-2.4M1E查核--IPQC IPQC
7
壓力
調試
時間 速度
☆ ☆ ☆
符合成型參數參考標准。 符合成型參數參考標准。 符合成型參數參考標准。
不可充填不足﹑缺膠。 縮水,夾水紋參照樣板。 批鋒Max0.03mm,錯位Max0.02mm.
計量/測 試技術 容量 (Evaluation / (Size) Measurement Skill)
頻率 (Freq.)
控制方法 (Control Methods)
Reaction Plan 反應計劃
目視/手試 溫度表
一次 100%
每次 每次 1.露點測試記錄(次 /10日)--設備課 2.生產日報表--生產 1.重新烤料 3.4M1E查核表-2.內部聯絡單 IPQC
control plan的含义

控制计划(Control Plan)是一种质量管理工具,用于确保产品或过程在生产过程中能夶照正确的标准和规范进行生产。
它是质量管理体系的重要组成部分,通过对产品和过程的控制,可以确保产品的质量稳定性和一致性,提高生产效率,降低生产成本,提高客户满意度和市场竞争力。
控制计划通常包括以下内容:1. 确定关键质量特性在制定控制计划时,首先需要确定产品或过程的关键质量特性。
关键质量特性是指直接影响产品质量的特性,通常包括尺寸、形状、表面光洁度、材料强度等。
通过识别关键质量特性,可以有效地引导控制计划的制定方向,并确保重点把控。
2. 制定控制标准在确定了关键质量特性后,需要制定相应的控制标准。
控制标准是指针对关键质量特性所制定的质量要求和限制条件,可以包括尺寸公差、表面粗糙度、质量等级等。
控制标准的设定需要充分考虑产品的实际使用环境和客户的需求,确保产品能够满足质量要求。
3. 制定控制方法制定了控制标准后,需要确定相应的控制方法。
控制方法是指通过什么手段和方式来控制产品或过程的关键质量特性,通常包括工艺参数的设定、设备的校准、作业指导书的编写等。
控制方法应该结合实际情况,确保能够有效地控制产品或过程的质量特性。
4. 制定控制程序在制定控制计划时,还需要制定相应的控制程序。
控制程序是指具体的操作步骤和流程,用于实施控制方法并监控产品或过程的质量状况。
控制程序需要清晰明确,操作简便易行,以便生产人员和质检人员能够准确执行。
5. 确定控制频率在制定控制计划时,需要确定相应的控制频率。
控制频率是指对产品或过程进行控制和监控的频率,可以根据不同的质量特性和重要程度来确定。
一般来说,关键质量特性需要更高的控制频率,以确保产品质量的稳定和一致。
控制计划是确保产品或过程质量稳定的重要手段,它涵盖了确定关键质量特性、制定控制标准、制定控制方法、制定控制程序和确定控制频率等内容。
通过科学合理地制定和执行控制计划,可以有效地提高产品质量,满足客户需求,提升企业的市场竞争力。
Control Plan控制计划

表格栏目说明
25)控制方法 ) 进行控制的简要描述,必要时包括程序编号. 进行控制的简要描述,必要时包括程序编号. 所用的控制应是基于对过程的有效分析.可以使用统计过程控制,检验,计数数据, 所用的控制应是基于对过程的有效分析.可以使用统计过程控制,检验,计数数据,防 错和取样计划等来对操作进行控制.为了达到过程控制的有效性,应不断评价控制方法. 错和取样计划等来对操作进行控制.为了达到过程控制的有效性,应不断评价控制方法. 26)反应计划 ) 规定了为避免生产不合格产品或操作失控所需要的纠正措施. 规定了为避免生产不合格产品或操作失控所需要的纠正措施.这些措施通常应是最接近 过程的人员(操作者,作业准备人员或主管)的职责,并应在计划中清晰地指定. 过程的人员(操作者,作业准备人员或主管)的职责,并应在计划中清晰地指定. 在所有的情况下,可疑或不合格的产品由反应计划指定的负责人员进行清晰地标识, 在所有的情况下,可疑或不合格的产品由反应计划指定的负责人员进行清晰地标识,隔 离和处理. 离和处理.
隔离并调 节设备 隔离并调 节设备 隔离并通 知工长
… …
… …
控制计划检查表
在制定控制计划时是否使用了控制计划方法论? 在制定控制计划时是否使用了控制计划方法论? 为了便于选择产品/过程特殊特性, 为了便于选择产品 过程特殊特性,是否已明确了所有已知的顾客 过程特殊特性 关注事项? 关注事项? 是否将所有产品/过程特殊特性纳入控制计划? 是否将所有产品 过程特殊特性纳入控制计划? 过程特殊特性纳 是否已明确要求检验的材料规范? 是否已明确要求检验的材料规范? 控制计划是否涉及从进货(材料 零部件),加工 零部件),加工/装配包括包装的 控制计划是否涉及从进货(材料/零部件),加工 装配包括包装的 全过程? 全过程? 是否已明确工程性能试验要求? 是否已明确工程性能试验要求? 是否具备控制计划所要求的量具和试验设备? 是否具备控制计划所要求的量具和试验设备? 如要求,顾客是否已批准控制计划? 如要求,顾客是否已批准控制计划? 供方和顾客之间的测量方法是否一致? 供方和顾客之间的测量方法是否一致?
vitesco control plan -回复
vitesco control plan -回复“Vitesco控制计划”,以中括号内的内容为主题,写一篇1500-2000字文章,一步一步回答Vitesco Technologies是一家国际领先的汽车零部件供应商,致力于开发和生产创新的驱动系统和电动汽车解决方案。
为了确保生产过程高质量和效率,Vitesco Technologies采用了一种称为“Vitesco控制计划”的方法。
本文将一步一步回答“Vitesco控制计划”的内容。
第一步:了解Vitesco公司在详细介绍“Vitesco控制计划”之前,我们首先要了解Vitesco Technologies这家公司的背景和产品。
Vitesco Technologies成立于2019年,是大众汽车集团的子公司。
公司总部位于德国,拥有全球范围内的多个生产工厂和研发中心。
Vitesco Technologies的产品范围包括传统内燃机部件、电动汽车电气系统和电子控制单元等。
这些产品可以用于各种类型的车辆,包括乘用车、商用车和特种车辆。
第二步:了解控制计划的目的Vitesco控制计划是一种用于确保产品质量和生产过程的管理工具。
该计划的主要目的是降低质量风险、提高生产效率并减少不良率。
通过严格遵循控制计划,Vitesco Technologies可以确保生产出高质量的零部件,并确保其符合相关的质量标准和客户要求。
第三步:了解控制计划的主要内容Vitesco控制计划主要包括以下几个方面:1. 设计和开发阶段的控制计划:在产品设计和开发阶段,Vitesco Technologies将制定详细的控制计划,以确保产品的质量和性能。
这些计划包括各种检测和测试方法,例如材料分析、元器件测试和电路模拟等。
通过对设计和开发过程的严格控制,Vitesco Technologies可以在产品进入量产阶段之前发现和解决潜在的问题。
2. 零部件采购的控制计划:作为零部件供应商,Vitesco Technologies与许多供应商合作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
供 方 代 号 Supplier 其它批准/日期(如需要)Other Approval/Date (If Req'd.) :N.A Code: 特性Characteristics 方 特殊 特性 分类 SC Class 产品/过程 范围/公差Product/Process Specification/Tolerance
机器设备/装置、 零件/过 过程名称/操作描 夹具/工装或工具 程编号 述Process Part/Pro Machine,Device, Name/Operation 编 号 cesss Jig,Tools,For No. Description number MFG 上件Loading
法Methods 评价/测量技术 Evaluation/Measurement Technique 样本Sample 容量Size 频率Freq. 控制方法 反应计划 Control Method Reaction Plan
机器设备/装置、 零件/过 过程名称/操作描 夹具/工装或工具 程编号 述Process Part/Pro Machine,Device, Name/Operation 编 号 cesss Jig,Tools,For No. Description number MFG
法Methods 评价/测量技术 Evaluation/Measurement Technique 样本Sample 容量Size 频率Freq. 控制方法 反应计划 Control Method Reaction Plan
0~300/0.02游标卡尺 、用封样件偶件镜壳 相配检测,未注明公 1次Once 差按HS-C-04-6中M级 执行,左右件对称 目测Visual 100%
每批Per batch
检验记录 Record sheet
毛坯处理
棉布
表面
清洁
用酒精把毛坯擦干净
每次清洁后
自检Self check
第 1 页,共 5 页
顾客工程批准/日期(如需要)Customer Engineering Approval/Date (If Req'd.):N.A 顾客质量批准/日期(如需要)Customer Quality Approval/Date (If Req'd.):N.A 顾客其它程批准/日期(如需要)Other Approval/Date (If Req'd.):N.A
不允许异色喷涂,只允许同色返喷。
目测Visual
100%
连续Per rack 自检Self check
4
喷漆Painting 温湿度Temperature/ Humidity 底漆喷房 Painting Room 温度Temperature:(20-29)℃ 湿度Humidity: (60±10) % 大于10微米的颗粒量为零 >10 micron particles number zero 5-10μm 0.25-0.3 公斤 温度计thermometer 湿度计Humidity meter 颗粒计数器 Particle counter 膜厚仪 目测Visual 1次Once 2小时2h 记录单Record 及时调整Adjust sheet 记录单Record 及时调整Adjust sheet 记录单Record 及时调整Adjust sheet 记录单Record 及时调节Adjust sheet 检查喷嘴喷枪 Check 及时更换或维 修Change or maintain
1次Once
记录单Sheet
调漆Mixing paint
见附表1
1次Once
投漆后After Supplying
记录单Sheet
2
毛坯处理 外观Appearance 毛坯检查 尺寸 检验Inspect 根据产品图纸要求检测要求尺寸 检验Inspect 零件表面/内侧无飞边、毛刺、划伤、缺料 等外观缺陷 目测Visual 1次Once 每批Per batch 检验记录 Record sheet 隔离、用标识 区分Rejects to be separated 隔离、用标识 区分Rejects to be separated 及时清洗或更 换,an
版次: 1 版本号:A版 记录号: SY/QR.T2-18 No.:1 Version:A Record No.:SY/QR.T2-18 编制日期Date(Orig.): 修订日期Date (Rev.) :
主要联系人电话Key Contact:
核心小组Core Team:项目横向小组Project Team 销售科、技术科、质量科、采购科、物流科、生产车间Sales Dept\Technical Dept\Quality Dept\Production Dept\Stock Dept\Logistics Dept 供方/工厂批准日期Supplier/Plant Approval/Date:N.A
供 方 代 号 Supplier 其它批准/日期(如需要)Other Approval/Date (If Req'd.) :N.A Code: 特性Characteristics 方 特殊 特性 分类 SC Class 产品/过程 范围/公差Product/Process Specification/Tolerance
顾客工程批准/日期(如需要)Customer Engineering Approval/Date (If Req'd.):N.A 顾客质量批准/日期(如需要)Customer Quality Approval/Date (If Req'd.):N.A 顾客其它程批准/日期(如需要)Other Approval/Date (If Req'd.):N.A
机器设备/装置、 零件/过 过程名称/操作描 夹具/工装或工具 程编号 述Process Part/Pro Machine,Device, Name/Operation 编 号 cesss Jig,Tools,For No. Description number MFG
法Methods 评价/测量技术 Evaluation/Measurement Technique 样本Sample 容量Size 频率Freq. 控制方法 反应计划 Control Method Reaction Plan
制
计
划Control Plan
版次: 1 版本号:A版 记录号: SY/QR.T2-18 No.:1 Version:A Record No.:SY/QR.T2-18 编制日期Date(Orig.): 修订日期Date (Rev.) :
主要联系人电话Key Contact:
核心小组Core Team:项目横向小组Project Team 销售科、技术科、质量科、采购科、物流科、生产车间Sales Dept\Technical Dept\Quality Dept\Production Dept\Stock Dept\Logistics Dept 供方/工厂批准日期Supplier/Plant Approval/Date:N.A
洁净度 Cleanliness
1次Once
每周Every week 每批Per batch 每批开机前 One shift 2小时2h 每批开机前 One shift
膜厚thickness 底漆喷涂Primer 喷枪气压 喷枪 喷嘴喷枪Nozzle
1次Once 1次Once
无泄漏、无堵塞No jam、No leakage
目测Visual
1次Once
固定枪
固定枪位置
以15-20cm的垂直枪具
目测Visual
1次Once
记录单Record 及时调节Adjust sheet
第 2 页,共 5 页
控
□样 件Prototype □试生产Pre-launch ■生 产Production 控制计划编号Control Plan No.:PTKZ-302 零件号/最新更改水平Part Number/Latest Change Level: V5-17629E-01 零件名称/描述Part Name/Description: 供方/工厂Supplier/Plant: TEL:
产品Product
过程Process
3
上件检验 Checking
喷涂挂具Tools
产品与挂具匹配 Matching products and rack
采用针对产品的挂具Suited tools
目测Visual
100%
连续Per rack 自检Self check
隔离或返修 Change 隔离或返修 Change
产品Product
过程Process
1
调漆Transportation painting 搅拌时间Mixing time 温湿度Temperature/ Humidity 粘度(底漆,色漆,清 漆)Viscosity (Primer;Paint; varnish) 5-10min 温度Temperature:(20-29)℃ 湿度Humidity: (50-70) % 秒表Stopwatch 温度计thermometer 湿度计Humidity meter DIN4粘度杯DIN4 Cup 100% 每次调漆 Supply 2小时2h 记录单Sheet 及时调整 Timely adjust 及时调整 Timely adjust 添加溶剂或原 漆调整后验证 Adjust and validate
顾客工程批准/日期(如需要)Customer Engineering Approval/Date (If Req'd.):N.A 顾客质量批准/日期(如需要)Customer Quality Approval/Date (If Req'd.):N.A 顾客其它程批准/日期(如需要)Other Approval/Date (If Req'd.):N.A