DIN EN ISO 3892-2001, 金属材料的转化涂层.单位面积涂层质量的测定.重量分析法
EN12476
EN124764月2000ICS25.220.99英文版本磷酸盐转化膜的金属方法指明要求这份欧洲标准是有CEN提供的在2000年3月10日CEN成员都有义务遵守与CEN /CENELEC内部规章规定的条件,给这个欧洲标准的地位,国家标准,没有任何改动不断更新的名单和参考书目等有关国家标准可能获得的应用,向管理中心或任何CEN会员这份欧洲标准存在三种官方版本(英语,法语,德语)一份版本在任何其他语言所做出的翻译下的责任,CEN会员纳入其自己的语言,并通知管理中心具有相同的地位作为官方版本。
CEN成员是国家标准机构的有奥地利,比利时,捷克共和国,丹麦,芬兰,法国,德国,希腊,冰岛,意大利,卢森堡,荷兰,挪威,葡萄牙,西班牙,瑞典,瑞士和英国。
CEN欧洲标准化委员会秘书中心:rue de Stassart 36, B-1050 Brussels第二页EN 12476:2000内容前言 (1)1范围 (1)2规范参考 (1)3信息要由买方提供 (1)4涂层的类型和指定 (1)4.1涂层类型 (1)4.2转换涂层指定 (2)5采样 (3)6涂层的要求 (3)6.1外观 (3)6.2单位面积涂层的质量 (3)6.3腐蚀抵抗 (3)附件A(详实)指导 (4)附件B(详实)建议 (6)附件C(详实)后处理 (8)附件D(详实)测定的耐腐蚀性 (9)参考书目 (10)前言这份欧洲标准是由CEN/TC 262技术委员会提供的,“金属和无机涂料”,这是由BSI秘书处认证本欧洲标准应考虑的地位,一个国家标准组织对下列国家必将实施这项欧洲标准,本欧洲标准应考虑的地位,一个国家标准无论是出版相同的文字或背书最迟由2000年10月,和冲突的国家标准应撤回在最迟于2000年10月。
根据CEN /CENELEC的国际规则,下列国家的标准化组织必将为实施这项欧洲标准:奥地利,比利时,捷克共和国,丹麦,芬兰,法国,德国,希腊,冰岛,意大利,卢森堡,荷兰,挪威,葡萄牙,西班牙,瑞典,瑞士和英国。
DIN EN 12476-2001 ENG金属磷化转化涂层方法
NA.1 Chemical composition of coating
In addition to the methods specified in this annex, other analytical methods with at least the same precision may be used. The detection of phosphate in a coating shall be taken as proof that it Байду номын сангаасs a phosphate coating (cf. subclause NA.2). To establish that a coating is a manganese phosphate coating, it is sufficient to establish the presence of manganese (for ferrous substrates only) (cf. subclause NA.3). To establish that a coating is a zinc phosphate or a zinc calcium phosphate coating, it is sufficient to establish the presence of zinc or zinc and calcium, respectively (for zinc-free substrates) (cf. subclause NA.5). If neither manganese nor zinc has been detected in a phosphate coating on a substrate of ferrous material, then the coating is certain to be an iron phosphate coating.
紧固件表面处理标准新技术要求
ISO、ASTM紧固件表面处理标准新技术要求所有的碳钢紧固件中约有90%的表面需经过镀或涂履处理,或者带有某些其它添加的表面(密封剂、面涂和润滑),主要是为了提高表面抗腐蚀能力、外观装饰、耐磨性或控制扭矩轴力K因子等要求。
一、紧固件表面处理新标准近几年在紧固件的贸易接单中,客户对紧固件表面涂覆质量、无铬钝化、抗腐蚀能力和装饰色泽也提出更高的要求,及减少氢脆危险的技术措施,尤其是对有涂履高强度紧固件的装配扭矩轴力关系等提出更加严谨的规范要求。
随着金属表面处理的环保、节能及产品品质的提升,不同的涂层上需带有或附加密封剂、面涂和集成或附加润滑的表面涂履处理的新技术和新工艺在不断涌现和攀升,表面涂履的技术规范和质量要求在不断在提升和完善,表面处理标准也在不断地将表面处理的新工艺、新技术和新规范充实到标准中去,这对紧固件企业交货产品的表面处理质量也提出更高要求。
因此,我国紧固件生产企业要尽快去收集和理解紧固件表面处理新标准,加强紧固件表面处理新工艺和新技术的研发进度,提高紧固件表面处理质量,以适应市场和用户的新需求。
从2011年后ISO/TC2/ SC14国际紧固件(表面涂层)分技术委员会和ASTM F16.03美国紧固件涂层分技术委员等国家的标准化组织,对紧固件电镀、非电解锌片涂层(达克罗)和热浸镀锌三个主要的表面处理标准也加快了修订进度,2014年和2015 年ISO 和ASTM都相继推出了紧固件的涂层新标准。
1.1 紧固件电镀标准ISO/TC2/SC14国际紧固件涂层分技术委员推出ISO/PWI 4042-2017《紧固件电镀层》标准,彻底修改现行ISO 4042-1999版标准(GB/T5267.1-2002《紧固件电镀层》);该标准修订考虑到相关国家和地区环保法规要求,六价铬Cr+6和无铬Cr+3钝化的技术发展,增添涂层密封剂、面漆和附加润滑新技术条款,以满足涂层紧固件防腐蚀、外观装饰及装配功能要求,及最大限度地减少氢脆危险及相关去氢技术措施。
TL 52685 0909用于发动机舱隔音的聚醚PUR轻质泡沫材料要求

3.2.2
对液体剂的排斥行为参见第 8.8节和第8.8节
< 1,5 要求还有待确定。
复合材料的分裂,特别是层压铝箔的松动 是不允许的。 与供货状态相比没有变化
3.3 3.3.1
在+55℃和95%相对湿度环境老化48小时后 视觉外观
与供货状态相比,允许有明显的可察觉的 变化,例如,组合材料的分裂或铝箔的松 动。
3.3.2
对液体试剂的抗偏性见第8.8 节和第8.8节
与供货状态相比没有变化
3.3.3 尺寸变化见8.11节
%
3.3.4
3.4 3.4.1
组 件 刚 度 根 据 PV 3585
在-30℃低温老化24小时后
视觉外观
< 1,5
要求还有待确定。
与供货状态相比,允许有明显的可察觉的 变化,例如,组合材料的分裂或铝箔的松 动。
集团标准
编号: 关键词:
55211 聚醚PUR轻质泡沫,聚醚,PUR,切割泡沫,泡沫,无纺布层压,发动机,隔音
TL 52685
版本 2009-09
用于发动机舱隔音的聚醚PUR轻质泡沫
材料要求
类型: 无尾标, A
1
范围
该技术供应规范(TL标准)定义了用于发动机舱的PUR切割泡沫制成的非变形PUR切割泡沫和无纺 布层压成型件的材料要求。
零件在交货时的外观
1.1
视觉外观
表4 单位
要求
所使用的无纺布覆盖层必须在整个表面积 上结合到泡沫基材上。 表面必须没有可见的缺陷,如裂纹或无纺 织物粗糙。 间接可见区域的皱纹可以根据已发布的样 品进行。 冲孔和切割区域的现有边缘必须根据图纸 执行,并且应为黑色或形成为黑色边缘。 锐边不允许。 结构不得在冲压件中分层。 从铝箔切出的现有件必须在整个表面上与 发动机侧的无纺覆盖层结合。
ISO1461-1999德国镀锌标准剖析

© DIN—德国标准化学会。
参考代号:DIN EN ISO 1461:1999-03EN ISO 1461:1999附录NA引用标准(未包括在规范化引用和参考文献中)DIN EN 10204 金属产品的检验文件(包括修改件A1:1995)DIN EN ISO 1460 黑色金属材料表面热浸镀锌涂层-单位面积重量测定法(ISO1460:1992)DIN EN ISO 2064 金属和其他无机涂层-厚度测量相关定义和换算(ISO 2064:1980)DIN EN ISO 2178 磁性基体表面上非磁性涂层-磁性法涂层厚度测量(ISO 2178:1982)ICS 25.220.40描述字:金属涂层、钢制品、热浸镀锌、要求、试验 中文版钢铁制品表面热浸镀锌涂层技术规格和试验方法(ISO 1461:1999)本欧洲标准于1998年11月8日由CEN 批准。
CEN 成员有义务遵守CEN /CENELEC 内部规范,这些规范规定了本欧洲标准不作任何修改而作为国家标准的条件。
有关这些国家标准的最新通知单和文献参考可向管理中心秘书处或任何CEN 成员申请来获得。
本欧洲标准有三种官方版本(英语、法语、德语)。
通报了中央秘书处且由CEN 成员国负责翻译成本国语言的其他版本具有与官方版本相同的效力。
CEN 成员包括以下国家的标准机构:奥地利、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、波兰、葡萄牙、西班牙、瑞典、瑞士和英国。
欧洲标准化委员会管理中心:rue de Stassart 36, 布鲁塞尔B 区1050号○c 1999 CEN :全球范围内任何形式和任何方式的宣传权利归CEN 成员国家所有 参考号:EN ISO 1461:1999 EEN ISO 1461 1999年2月欧洲标准前言国际标准ISO 1461:1999 钢铁制品表面热浸镀锌涂层—技术规格和试验方法,由国际标准化组织(ISO)的ISO/TC107“金属和其他无机涂层技术委员会”制定。
DIN EN ISO C

DIN EN ISO 2808涂料和清漆漆膜厚度的测定前言译文略简介a)b)c)d)1 范围本国际标准描述了一些测量基材上涂层厚度的方法。
方法确定了对以下内容的描述:湿膜厚度,干膜厚度,未固化喷塑涂层厚度。
参考现有的单个标准。
否则将细节描述方法。
本方法的综述参见附录A,适用领域现有的标准和精度被列入单个方法。
此国际标准也定义了关于膜厚的术语。
国际标准也定义了关于膜厚确定的术语。
2 术语参考文件以下参考文件时此文件应用时必不可少的。
作为参考,仅有那些引用版本适用。
对于更新的参考,那么将参考文件的最新版本(包括任何修正过的申请)。
ISO463,几何学产品技术规范(GPS)—尺寸测量设备—机械度盘式指示器的设计和度量衡学特点。
ISO 3611, 外部测量的千分卡尺ISO 4618:2006, 色漆和清漆—术语和定义ISO 8503-1, 在喷涂油漆和相关产品之前对钢铁底材的准备-喷砂清洁钢铁底材的表面粗糙性特点—部分1:ISO表面型材比较仪(对研磨喷砂清洁表面的评估)的规范和定义3 术语和定义鉴于本文件的目的,ISO4618和以下给出的术语和定义适用。
3.1底材将要喷涂涂层的表面[ISO 4618 :2006]3.2涂层施加在底材上的单层货多层的连续的涂层材料层[ISO 4618:2006]3.3膜厚底材表面和涂层膜表面之间的距离。
3.4湿膜厚度刚刚喷涂上的湿膜材料的厚度,在喷涂后立刻测量。
3.5干膜厚度当涂层硬化后,表面的涂层的厚度3.6未固化喷塑涂层的厚度刚喷涂的塑粉的厚度,喷塑后从喷塑烤房出来前测量的塑粉材料的厚度。
3.7相关表面区域1)覆盖的或即将被涂层覆盖的部件的一部分,即涂层的适用性和/或外观很重要的那部分。
3.8试验区域1)相关表面区域的代表部分,将在此部分进行协议次数的单次测量。
3.9测量区域1)进行单次测量的区域3.10最小局部膜厚1)在特定试验样品的相关表面上的局部膜厚的最低值3.11最大局部膜厚1)在特定试验样品的相关表面上的局部膜厚的最高值3.12平均膜厚1)试验区域的所有单次干膜厚度的算数平均值,或膜厚重量分析的测定值。
风电塔筒制、安、验收标准

ISO 12944-5-1998 适用范围 标准号 ISO 12944-6-1998 ISO 12944-7-1998 ISO 12944-8-1998 ISO 9227-1990 DIN 67530-1982 GB/T 1764-1979 GB/T 11373-1989 GB/T 1720-1979 GB/T 8923-1988 GB/T 3098.1-2000 GB/T 3098.2-2000 GB/T 41-2000 紧固件 GB/T 5780-2000 GB/T 95-2002 DIN 267-2-1984 DIN 267-6-1975 DIN 267-13-1993 ISO 3269-6-1975 ISO 4042-1999 ISO 8992-2005 ISO 10684-2004
色漆和清漆 防护漆体系对钢结构的腐蚀防护 第5部分:防护漆体 系 名称 色漆和清漆 防护漆体系对钢结构的腐蚀防护 第6部分:实验室性 能试验方法 色漆和清漆 防护漆体系对钢结构的腐蚀防护 第7部分:涂漆工艺 的实施和管理 色漆和清漆 防护漆体系对钢结构的腐蚀防护 第8部分:新工艺和 维修规范的开发 人造环境中的腐蚀试验 盐雾试验 反射计为涂漆和涂塑平面光泽的评定方法 漆膜厚度测定法 热喷涂金属件表面预处理通则 漆膜附着力测定法 涂装前钢材表面锈蚀等级和除锈等级 紧固件机械性能螺栓、螺钉 紧固件机械性能螺母、粗牙螺纹 六角螺母C级 六角螺栓C级 平垫圈 紧固件交付条件.设计和尺寸精度 紧固件产品等级F 紧固件技术说明,在200℃到700℃使用温度范围内的螺栓力学性 能 紧固件检验 紧固件-电镀镀层 紧固件-螺栓、螺母、双头及螺母的一般要求 紧固件-热浸镀锌
BS EN 756-1996 EN 760-1996 BS EN 760-1996 DIN EN 760-1996
钢铁产品中表面涂层及检测的技术标准
钢铁产品中表面涂层及检测的技术标准发布时间:11-04-26 来源:时代集团南京公司点击量:20824 字段选择:大中小推荐阅读∙涂层耐磨性试验方法的测定标准∙洁净室灯具技术标准∙电力变压器国家标准目录∙如何减少压力变送器的测量误差∙如何调整原子吸收分光光度计吸收灵敏度?∙鼓风机常见故障及处理∙压力校验仪液压压力不稳的处理方法∙引风机振动故障的诊断与分析∙炭素焙烧炉面温度偏高的原因与危害∙智能式仪表的设计要注意的环节∙蒸汽流量测量中流量计总表和分表的误差本标准主要适用于钢铁产品表面涂装。
凡合同文件无非凡要求,其产品表面涂装均应符合本标准规定。
一、涂装前表面处理:所有用于设备制造钢铁原材料,涂漆前均需进行表面除锈处理。
并规定时间范围内涂保养底漆(车间底漆)。
1、喷射除锈前,厚锈层应铲除。
并清除油脂污垢。
喷射或除锈后,钢材表面必须清除浮灰碎屑。
2、对于喷射除锈钢材表面规定两个除锈等级。
其文字叙述如下:Sa2彻底喷射除锈:钢材表面无可见油脂污垢,并且氧化皮、铁锈油漆涂层等附着物已基本清除,其残留物应牢固附着。
Sa21/2非常彻底喷射除锈。
钢材表面无可见油脂、污垢,氧化铁油漆层等附着物,任何残留痕迹应仅点状或条纹状稍微色斑。
3、对于手工动力工具除锈钢材表面,规定有一个除锈等级,其文字叙述如下:St3非常彻底手工动力工具除锈。
钢材表面无可见油脂污垢,并且没有附着不牢氧化皮、铁锈油漆涂层附着物。
除锈后底材显露部分表面应具有金属光泽。
4、“附着物”这个术语可包括焊渣、焊接飞溅物,可溶性盐类等。
当氧化皮、铁锈或油漆层能以金属腻子刮刀从钢材表面剥离时,均应看成附着不牢5、待检查钢材表面应与相应照片进行目视比较。
照片应靠近钢材表面。
评定应良好散射日光下或照度相当人工照明条件下进行。
6、预处理时漆膜厚度及涂料选择如下:a)漆膜(干膜)厚度:15~25μm。
b)涂料品种:无机硅酸锌(车间)底漆、环氧底漆、环氧富锌底漆、磷酸锌底漆、铁红环氧脂底漆等。
液压油箱内部油漆标准中德文

AggregatebaunormKorrosionsschutz durch Beschichtungsstoffe生产标准统计:通过涂层材料来防腐蚀Organisationshinweise, Ausführungsrichtlinien, FertigungshinweiseErsatz fürAB 01-03.05 : 2001-05-02 组织说明,操作准则,生产说明替代AB 01-03.05 : 2001-05-02Inhaltsverzeichnis 目录1 Zweck 目的 (2)2 Anwendungsbereich使用领域 (2)3 Zust?ndigkeiten 责任 (2)4 Vorbereitung der Schutzfl?chen 保护面的准备工作 (3)4.1 Oberfl?chenbeschaffenheit上表面的性质 (3)4.2 Oberfl?chenbehandlung von Stahlbauteilen钢组件的上表面处理 (3)4.3 Beschichtungsfl?chen涂层面 (3)5 Standardbeschichtungssystem für Auenflchen外表面的标准涂层系统 (3)5.1 Grundbeschichtung für normale Beanspruchung适用于一般需求的基本涂层 (3)5.2 Deckbeschichtung für normale Beanspruchung undBetriebsmedium Mineral?l适用于一般需求的涂层以及操作介质矿物油 (3)5.3 Deckbeschichtung mit hherer chemischer Bestndigkeit undSonderbetriebsmedium具有更高化学耐性的覆盖涂层以及特殊操作介质 (4)5.4 Beschichtungsaufbau nach Stahl-Wasserbauvorschrift (siehe AB 01-02.04)依据钢水建造规定(见AB 01-02.04)涂层的构造 (4)5.5 Auswahl des Beschichtungsaufbaus涂层构造的选择 (4)5.6 Lackierspezifikation (Auszug aus RNI 50191)涂刷说明(节选自RNI 50191) (4)5.7 Sonderlackierung (Auszug aus RNI 50191)特殊的涂刷(节选自RNI 50191) (5)6 Sonderbeschichtung nach Kundenwunsch根据客户的需要所做的特殊涂层 (5)6.1 Allgemein总述 (5)6.2 Glanzgrad感光度 (5)7 Allgemeine Hinweise für Einsatz von Beschichtungsstoffen使用涂层材料的一般性说明 (5)8 Besondere Hinweise für die Verarbeitung von Beschichtungsstoffen加工涂层材料的特殊说明 (6)8.1 Allgemein总述 (6)8.2 Schichtdicke涂层厚度 (6)9 Transport und Lagerung korrosionsgeschützter Teile防腐蚀部件的运输和储存 (6)10 übersicht Beschichtungssysteme涂层系统的总览 (7)10.1 Produktbeschreibung:Beschichtungsaufbau Grundbeschichtung, Beschichtungssystem R1产品说明:基本涂层的涂层结构,涂层系统R1 (7)10.2 Produktbeschreibung: Beschichtungsaufbau Deckbeschichtung,für normale Beanspruchung, Beschichtungssystem R2产品说明:适用于一般性用处的覆盖涂层的涂层结构和涂层系统R2 (8)10.3 Produktbeschreibung: Beschichtungsaufbau Deckbeschichtung,für hhere chemische Bestndigkeit, Beschichtungssystem R3产品说明:有更高化学耐性的覆盖涂层的涂层结构和涂层系统R3 (9)10.4 Sonderbeschichtungen für Umgebungseinflüsse nach Tabelle 3用于环境影响的特殊涂层,依据表3 (9)11 Beschichtungsstoffe - Vorzugsmaterial涂层材料——首选材料 (10)12 Bestellbeispiel/Suchbegriff订购举例/搜索关键词 (10)13 Angrenzende Spezifikationen相近的规格说明 (10)14 Beschichtungsstoffverbrauch涂层材料的消耗 (11)14.1 lbehlter nach AB 40-02, AB 40-40, AB 40-41 und AB 40-43储油箱,依据AB 40-02, AB 40-40, AB 40-41 und AB 40-43 (11)14.2 lbehlter nach AB 40-02, AB 40-04 und AB 40-07储油箱,依据AB 40-02, AB 40-04 und AB 40-07 (11)14.3 Ventilst?nde nach AB 02-30.04阀门高度,依据AB 02-30.04 (11)14.4 Pumpenaggregate nach AB 41-15水泵设备,依据AB 41-15 (12)14.5 Motor-Pumpengruppe ABAPG nach RD 51062发动机泵组ABAPG,依据RD 51062 (12)14.6 Ventiltische nach AB 02-35阀门桌台,依据AB 02-35 (12)14.7 Speicherst?nde nach存储状态,依据AB 02-40 (12)15 Normative Verweisung规范性说明 (12)nderungen变更Wurde gegenüber Ausgabe 2001-05-02 komplett überarbeitet.对2001年5月2日的版本加以修订完善Frühere Ausgaben前期版本1994-04-11, 1999-07-07, 2001-05-021994年4月11日,1999年7月7日,2001年5月2日1 Zweck1 目的Diese Norm gibt an, wie die Oberfl?chen von Komponenten und Hydroaggregaten gegen Korrosion zu schützen sind.本标准旨在说明如何保护成分和水利发电机的表层不发生腐蚀。
(整理)DIN50902-金属材料防腐涂层.

DIN 50902-1994 金属材料防腐涂层(概念、应用方法和表面预处理)1、应用范围此标准定义了金属材料防腐涂层的相关概念,提供了应用此种涂层方法综述,描述了表面预处理的各种方法,列举了相关的标准。
2、概念2.1防腐涂层根据此标准,防腐涂层是指一层或多层涂层在金属表面进行使用或者成型,以便于提供防腐功能。
多层涂层参考“防腐系统(DIN 50900-1)。
2.1.1有机涂层根据此标准,有机涂层由2.2中定义的涂层材料组成。
2.1.2无机涂层根据此标准,无机涂层是由金属和非金属通过各种工艺成型而成.(例如,电化学转化或者扩散)。
说明,一些涂层可以被认为既是可转化涂层又是扩散涂层。
2.1.2.1转化涂层转化涂层是指金属底层和另一种介质通过化学和电化学反应形成的涂层。
2.1.2.2扩散涂层扩散涂层指金属底层充分暴露在含有涂层材料的气体或液体介质中,引起涂层扩散进入金属基底。
2.1.3金属加喷漆系统金属加喷漆系统是指金属的和有机涂层的结合,金属的和有机涂层分别起到不同的保护功能。
保护功能比单独的金属涂层和有机涂层加起来还要好。
2.1.4内层内层指防腐涂层的内表面(例如,容器,集装箱和管子)。
2.2涂层材料根据此标准,涂层材料包括液体、浆体、粉末和固体。
这些材料由混合物和其它成分组成,例如涂料、着色剂、颜料,溶剂以及其它添加剂组成。
说明:涂层材料的基本粘结特性指定为必须包含足够数量的粘结剂(DIN 55928-9)。
2.3表面预处理表面预处理包括清理表面,改变质量(例如,使其硬或光滑)并且活化金属表面。
说明:表面预处理不同于表面处理,在后面的3.2.6.4和3.2.6.5中会提到表面预处理。
3、保护涂层:材料和应用4、表面预处理方法5、保护性系统的选择5.1总则涂层系统提供的保护程度依靠它的特性和腐蚀载荷(DIN 50900-3和DIN 55928-1),有许多种腐蚀,或者通过腐蚀环境进行识别(大气腐蚀,底层腐蚀,水线腐蚀或化学腐蚀),或者通过腐蚀行为进行识别(冲刷腐蚀、应力腐蚀、空蚀或腐蚀疲劳)。
DIN EN 12329-2000_金属的防腐蚀保护(中文)

德国标准金属的防腐蚀保护用于铁和钢上的锌的电解镀层及补充处理德语版 EN12329:2000DIN EN 12329ICS 25.220.40Corrosion protection of metals --- Electrodeposited coatings of zincWith supplementary treatment on iron and steel;German version EN 12329:2000金属的防腐蚀保护---用于铁和钢上的锌的电解镀层及补充处理德语版 EN12329:2000欧洲标准EN 12329:2000与德国标准有同等效力。
前言此欧洲标准是由CEN/TC 262 “金属材料的防腐蚀保护”委员会(秘书处BSI)在加强同德国合作的情况下制订的。
材料测试的标准委员会的工作小组NMP 176 “电解镀层”是对与德国合作制订此标准负有责任的部门,并对此标准的使用给出下列指示:如同“变更”一节中所提到的,在德国普遍按照DIN50018-KFW2.0标准中腐蚀测试的方法,将不再包含在这个欧洲标准的范围内。
NMP 176 介绍了除按标准ISO9227的中性盐雾测试(NSS),若有需要,也可按标准DIN50018使用在含有二氧化硫气体的冷凝水-交变气候环境下的测试。
另外还介绍了通常在德国使用的蓝色铬酸盐,若有需要,应统一起来,详细的介绍可在后面的说明DIN50961中获悉。
注意事项:使用此标准时应注意法定的安全规定,例如,危险材料的规定,MAK货物清单, TRK清单和其他技术规则。
在第2段中引用的国际标准可参考相应的德国标准。
(ISO9227见DIN50021)变更对于DIN 50961:1978-06将履行下列更改:a)此标准只涉及到锌镀层。
在DIN EN 50961:1978-06中,镉镀层包括在DIN EN 12300中。
、b)关于概念,请参阅在DIN EN 1403中的定义。
不锈钢表面金属陶瓷涂层技术

摘要近年来,随着现代化工业的不断进步与发展,人们对于材料的性能要求越来越高,其中较为重要的一点便是材料的耐磨性。
众所周知,磨损现象不论在科研实践还是日常生活中都是很常见的,并且若不及时更换调整便极有可能造成严重的安全事故。
因此,如何提高易磨损材料的耐磨性能便显得尤为重要。
锌锅沉没辊是热浸镀锌设备中一种重要零件,我国锌锅沉没辊的辊轴与辊套需要从国外进口,不仅价格昂贵而且磨损严重,平均一周就需要更换一次设备,导致轧制的成本很高。
所以锌锅沉没辊辊轴与辊套的耐磨性是一个越来越受到重视的问题。
本设计旨在制备316L不锈钢表面的耐磨陶瓷涂层来缓解锌锅沉没辊的辊轴与辊套过于严重的磨损,以此延长锌锅沉没辊的辊轴与辊套的寿命,提高生产效率。
我们通常用表面合金化、表面形变强化、表面涂层强化等方法来提高材料耐磨性。
本设计借助钎涂原理,分别以氧化铝和碳化钨作为陶瓷增强相材料,Ni82CrSiB合金为钎料,利用真空钎涂的方法制作出较为耐磨的陶瓷涂层,从而达到提高不锈钢表面耐磨性的要求。
试验结果表明:氧化铝与钎料的润湿效果不够理想,在涂层中没能发现氧化铝相,即以氧化铝作为陶瓷增强相材料无法达到预期目标;而碳化钨颗粒在涂层中分布较均匀,涂层表面光滑,有金属光泽,并且与不锈钢表面冶金结合良好,硬度达到了不锈钢基体的6倍以上,有望大幅提高材料的耐磨性能。
关键词:金属陶瓷涂层;钎涂技术;硬度Brazing Process of Metal-ceramic Coating on Stainless SteelAbstractIn recent years, with the continuous progress and modernization of industrial development, people are increasingly demanding high-performance materials, one of the important points is the wear resistance. As we all know, the wear phenomena both in research and practice is still very common in daily life, and if not timely replacement of adjustments it is very likely result in serious accidents. Therefore, how to improve the wear resistance of the material is particularly important.The zinc pot sink roll is one of the important parts of hot dip galvanizing equipments. The bush of zinc pot sink rolls needs to be imported from abroad, and it is not only expensive but also badly worn., it needs to be replaced once per week, and that would lead to the high cost of rolling. Therefore, the wear resistance of the zinc pot sink roller bearing is a question with more and more attention. This design is in order to prepare the surface of 316L stainless steel wear-resistant ceramic coating to solve the zinc pot sink roll shaft and insert wear too serious problem to extend the life of the equipment andThe main methods of improving the wear resistance for material are surface strain hardening, surface alloying, surface coating strengthened and so on. In this design, we use the braze coating principle, and make the Al2O3 and WC as ceramic reinforcement materials,Ni82CrSiB as the brazing. The method of using the vacuum braze coating to produce more wear-resistant ceramic coating, so as to improve wear resistance of the stainless steel surface requirements. The results showed that: The wetting effect of Al2O3 and brazing filler is not satisfactory, and we could not find alumina phase in the coating, that is to say, Al2O3 as the ceramic reinforcement materials can not achieve the desired goal. However, WC particles in the coating are distributed more evenly. The coating surface is smooth, with a metallic luster, and it is a good metallurgical bond with the stainless steel surface. Its hardness is more than 6 times the stainless steel substrate, and it can be required to improve the wear resistance.Key Words:metal-ceramic coating; braze coating process; hardness目录摘要 (1)Abstract (2)引言 (1)1 文献综述 (2)1.1 陶瓷涂层的分类 (2)1.2 陶瓷涂层的制备方法 (2)1.3 钎涂工艺 (7)1.4钎涂技术分类 (9)1.4.1 按保护气氛分类 (10)1.4.2 按加热方式分类 (12)1.5 钎涂涂层的研究进展 (14)1.5.1 涂层的组织结构 (14)1.5.2 涂层的硬度与耐磨性能 (15)1.6 课题背景及开展研究的意义 (18)1.6.1 课题背景及意义 (18)1.6.2 主要研究内容 (18)2 试验材料、设备与试验方法 (19)2.1 试验材料与成分设计 (19)2.2 试验条件 (21)2.3 试验步骤 (22)2.4测试方法 (23)3 试验结果与分析 (24)3.1 Al2O3涂层 (24)3.2 碳化物涂层 (25)3.2.1 宏观性能 (25)3.2.2 显微组织分析 (26)3.2.3 涂层成分与工艺对组织的影响 (32)3.2.4 力学性能测试 (33)结论 (36)参考文献 (37)附录A(英文文献原文) .................................................................. 错误!未定义书签。
EN12329-中文

标准号:EN12329:2000金属防腐保护-铁或钢的镀锌及辅助热处理前言 (2)介绍 (3)1.范围 (4)2.标准参考 (5)3.术语和定义 (6)4.客户要求 (6)5.名称 (6)概述 (6)热处理 (6)辅助热处理 (6)6.热处理 (6)7.要求 (6)概述 (6)外观 (6)厚度 (6)附着力 (6)防腐蚀 (6)附录 A 铬酸盐镀层 (8)附录 B 设计选择 (9)附录 C 示例 (10)附录 D 小件镀层平均厚度测量方法 (11)2000年9月以前发布的EN12329标准已被废除。
镀锌层铬化处理是为了在部件暴露在腐蚀空气中时,阻止腐蚀物的产生。
当镀层的主要目的是防腐时,通常的措施是在镀锌层上应用铬酸盐或其它化合物。
这是防止白色腐蚀物形成的一个很有效的方法。
镀锌层上在特定条件下(见附表A)形成白色腐蚀物。
特定型号的铬酸盐镀层颜色是为了方便辨别零部件。
1. 范围这份标准定义了在铁或钢表面上电镀锌及其辅助处理的要求。
这份标准中不包括为提高涂料和清漆粘着力的铬酸盐层。
注意:这份标准不单独使用,它是EN1403的重要补充。
使用者应该按照EN1403中的要求定义镀锌层。
2. 参考标准PrEN ISO 3497, 金属覆盖层-金属覆盖层厚度的测试-X线光谱仪测试(ISO/DIS 3497:1998)。
PrEN ISO 3543, 金属及非金属覆盖层-厚度测试-β射线逆散射测试(ISO/DIS 3548:1998)。
EN 1403:1998, 金属防腐保护-电镀镀层-基本要求详述EN ISO 1461 网格钢筋和钢材的热蘸电镀层-说明及测试方法(ISO/DIS 1461:1999)。
EN ISO 1463 金属及氧化物-镀层厚度测试-精微测试方式(ISO/DIS 1463:1982)。
EN ISO 2177 金属覆盖层-覆盖层厚度测试-阳极分解库仑定量法(ISO/DIS 2177:1985)。
涂层机械性能检测相关国家标准
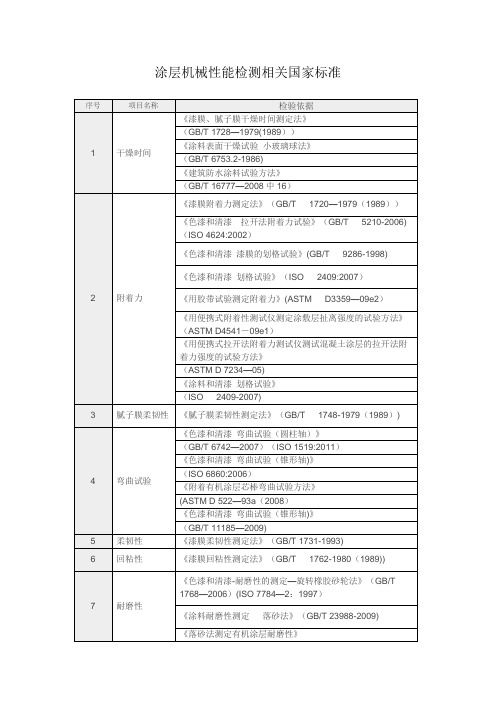
(GB/T 13891-2008)
《镜面光泽试验方法》(ASTM D523—08)
21
耐沾污性
《建筑涂料涂层耐沾污性试验方法》(GB/T 9780-2013)
22
漆膜颜色
《涂膜颜色的测量方法第一部分:原理》(GB/T 11186.1—1989)、《涂膜颜色的测量方法第二部分:颜色测量》(GB/T 11186.2—1989)、《涂膜颜色的测量方法第三部分:色差计算》(GB/T 11186。3—1989)
37
绝缘漆吸水率
《绝缘漆漆膜吸水率测定法》(HG/T 3856-2006)
38
涂层耐冻融循环性
《建筑涂料涂层耐冻融循环性测定法》(JG/T 25—1999)
39
耐溶剂擦拭性
《用溶剂擦拭法测定硅酸乙酯(无机)富锌底漆的耐MEK擦拭性》(ASTM D4752-10(2015))
《采用溶剂擦拭法测定有机涂料耐溶剂擦拭性》
49
耐干擦性
JC/T 423—91中5.12
50
透水性
GB/T 9779-2005中5。9
51
不粘胎干燥时间
GA/T 298-2001中6.1.5
52
玻璃珠撒布试验
GA/T 298-2001中6。1。13
53
玻璃珠牢固附着率
GA/T 298—2001中6.1。14
54
动态抗开裂性
JG/T 157-2004中附录B
79
覆盖裂缝能力
《表面被覆材抗裂拉伸性试验方法》(JSCE-K532-2007)
80
抗压强度
GB 14907—2002中6.4.7
GB/T 22374-2008中6。4。7
铝的铬酸盐处理标准规范
1.1此规格包含铝及铝合金在漂洗和不漂洗铬酸盐酸转化膜条件下所得到具有抗腐蚀保护涂层或其它涂层的要求,这个规格与ISO 10546是相等的。
1.2 铝及铝合金的铬酸盐处理是为了延缓腐蚀,通常包括喷涂类、塑胶类和粘性类上面的有机薄膜,通常保护涂层有一个低的电接触抗阻。
2.参考文献资料2.1 美国材料和实验协会标准:B 117 盐喷雾设备运行的标准实施规程B 602金属及无机涂层的属性抽样试验方法B 767 用重量分析法和其它化学分析法测定电沉积涂层及相关涂层单位面积的质量D 1730 涂漆铝和铝合金表面预处理D 3359 胶带试验用测定粘合性的标准试验方法2.2 ISO标准:ISO 2409 色漆和清漆.交叉切割试验ISO 3768 金属覆盖层中盐雾试验(NSS)试验(NSS试验)ISO 3892 金属材料的转化涂层.单位面积涂层质量的测定.重量分析法ISO 4519 电镀金属层和有关的精加工.计数检查的取样程序ISO/DIS 10546 化学转化膜铝及铝合金上漂洗和不漂洗铬酸盐转化膜2.3 美国联邦标准:NO.141 与喷涂、清漆、喷漆有关材料的检查方法2.4 军方规格:MIL-C-5541铝和铝合金的化学转化膜3. 术语3.1 定义:3.1.1不漂洗---铬酸盐涂层在没有用水漂洗处理后会立即变干.3.1.1.1论述---这种特别涂层是常用于大的铝卷板原材料得到立即的,连续涂层或粘性涂层.3.1.2 漂洗---铬酸盐涂层在烘干前要用水漂洗.3.1.2.1论述---这种涂层通常适用于压延和锻压的铝制加工产品.4.分类4.1 铬酸盐表面处理能的着色基色为褐色:厚镀层(等级1)可提供最大的腐蚀保护,颜色从褐色到黄色;中等层的镀层(等级2)适用像有机薄膜,颜色为原色;薄的镀层(等级3)适用于低的电接触抗阻,涂层从金黄色变成荧光的淡黄色;铬-磷酸盐表面处理(等级4)能适用的范围:颜色从绿色到荧光的淡绿色,第4级涂层与MIL-C-5541的要求是一致的。
电热水器澳洲标准中文版(doc 83页)
电热水器澳洲标准中文版(doc 83页)部门: xxx时间: xxx制作人:xxx整理范文,仅供参考,勿作商业用途澳大利亚/新西兰标准™电热水器第一部分:能量消耗、性能及通用要求标准AS/NZS4692.1:2005本澳大利亚/新西兰联合标准由电热水装置技术委员会(EL-20)编制,分别于2005年9月2日由澳大利亚标准化委员会和新西兰标准化委员会批准。本标准发行日期:2005年9月14日。________________EL-20代理委员会成员单位如下:澳大利亚工商联合会澳大利亚电气和电子制造商协会澳大利亚天然气协会澳大利亚温室效应办公室澳大利亚工业集团澳大利亚不锈钢发展协会新西兰商务部认证中心(澳大利亚)工业、旅游与资源部(英联邦)新西兰能效与节能管理局澳大利亚电气设备符合性测试协会天然气装置供应商协会(新西兰)热交换制造商协会新西兰专业工程师学会新西兰天然气安装工及给排水施工人员协会澳大利亚国家家用电器与设备能效委员会新西兰雇主和制造商协会悉尼自来水公司________________标准随时更新标准是反映科技和系统进步的有效文件,为了保持其通用性,必须定期审查所有标准,并发行新的版本。在各版本之间,可发行修改单。标准还可取消。重要的是,读者自己要保证能使用现行的标准,这些现行标准包括从采购标准以后发行的任何修改单。关于澳大利亚/新西兰联合标准的详细资料,请登录澳大利亚标准网站.au或新西兰标准网站,通过在线目录查找相关标准。另外,两个组织都会发行一份年度打印产品目录,包括所有现行标准的全部详细内容。关于更加频繁的修订、修改和作废的列表或通告,澳大利亚标准协会(Standards Australia)和新西兰标准协会(Standards Newzealand)会提供一些最新的方案。关于这些服务的详细情况,用户宜与其各自国家的标准化组织联系。为了不断进步,我们欢迎提出宝贵的意见,特别鼓励读者及时通知我们任何明显的不准确和模凌两可的内容。请将您的意见按封底上的地址发给澳大利亚标准协会(Standards Australia)和新西兰标准协会(Standards Newzealand)的主管负责人。________________本标准作为DR04388意见草案发行澳大利亚/新西兰标准™电热水器第一部分:能量消耗,性能和通用要求AS 1056.1首次作为AS C316-1957的一部分发行;AS C316-1970修订并重新编成AS 1056-1972;AS 1056-1977修订并重新编成标准AS 1056.1-1985;AS 1056.2 首次发行于1985年;AS 1056.3首次作为标准AS C316-1970的一部分发行;AS C316-1970修订并重新编成AS 1056-1972;AS 1056-1977修订并重新编成AS 1056.3-1985的一部分; 1991年第二版; AS 1056.1-1991、AS 1056.2-1985和AS 1056.3-1991修订、合并重新编成标准AS/NZS4692.1:2005版权所有© 澳大利亚标准/新西兰标准版权所有,翻印必究。未经出版商的书面许可,不得以任何形式或通过任何手段【电子的或机械的(包括影印本)】复制本著作的任何部分。澳大利亚标准协会(Standards Australia)(地址:GPO Box 476,Sydney,NSW 2001)和新西兰标准化协会(地址:Private Bag 2439,Wellington 6020)联合发布。ISBN0 7337 6895 4序言本标准由澳大利亚标准协会(Standards Australia)/新西兰标准协会(Standards Newzealand)联合委员会 EL-020(电热水器具)编制,最终在固定的日期代替了AS 1056.1-1990 《储水式热水器-通用要求》、标准AS 1056.2-1985水式热水器-带有单一外壳的热水器的具体要求》和AS 1056.3-1991《储水式热水器-带有合成外壳的热水器的具体要求》。本标准旨在于固定日期最终代替NZS4602:1998《低压铜储热式电热水器》和NZS4606的第一部分至第三部分以及AS 1056的第一部分至第三部分的新西兰改编本。本标准属于下列标准的一部分:标准AS/NZS4692 电热水器;4692.1 第一部分:能量消耗,性能和通用要求;4692.2 第二部分:最低能量性能标准(MEPS)要求和能量标识。标准AS/NZS4692系列标准的总体目标是促进热水器的高质量、性能和能效水平。标准AS/NZS4692 的各部分汇总如下:(a)第一部分包括试验步骤、最低性能要求以及热水器的其它要求,还包括电动储水式热水器的确定恒定的热损失修订后的试验方法以及确定热水出水量和混合热水出水量的方法。(b)第二部分包括电动储水式热水器和电动热交换式热水器的最低能量性能标准(MEPS)要求,包括了电动储水式热水器“顶级节能奖”标识的具体细则,其结构适合现行立法参考,并与第一部分一起使用。修订后的标准AS/NZS4692标准现在包括以前AS 1361标准包括的热交换式热水器的要求,政府旨在引进冷冻水和沸水分配器的最低能量性能标准(MEPS)水平,这将包括在今后的标准AS/NZS4692.2修正或修订中。冷冻水和沸水分配器的试验方法将作为本标准单独的一部分。为了按照标准AS/NZS4692.2的要求进行管制,按照本标准或AS 1056.1的修改单5或AS 1361的修改单(适合时)的热损失试验在通知之日前具有同等效力,之后只能按照本标准进行试验。所有图表中附注的强制条款的明确声明被视为本标准的要求。为了定义附录的应用场合,本标准已经采用了术语“规范性附录”和“资料性附录”。“规范性附录”属于标准的有机组成部分,而“资料性附录”仅供参考并且属于指导性附录。目录页次第一节范围和总则1.1 范围 (11)1.2 应用 (11)1.3 参考文件 (12)1.4 定义 (14)1.5 其它规范的符合性 (20)第二节设计和构造要求2.1 本节范围 (21)2.2 强度 (21)2.3 与水接触的材料和零部件 (23)2.4 水管件 (24)2.5 水管子 (24)2.6 排水设施 (25)2.7 水套管 (25)2.8 保护支架 (25)2.9 绝热 (26)2.10 维护保养设施 (26)2.11 包装 (27)第三节电气零部件3.1 本节范围 (28)3.2 加热单元 (28)3.3 温度控制装置和热保护装置 (30)第四节标志和使用说明4.1 本节范围 (32)4.2 标志和使用说明 (32)4.3 安装说明 (32)第五节热水器和容器贮存的具体要求5.1 本节范围 (34)5.2 热水出水量/标称量 (34)5.3 水密性 (34)5.4 带有合成外壳的热水器 (35)5.5 有单一外壳的加热器 (41)5.6 自带进水箱的加热器 (43)5.7 恒温控制器 (45)5.8 增压式加热单元 (46)5.9 标记和说明须知 (47)第六节热交换水加热器的具体要求6.1 本节范围 (48)6.2 热水出水量/标称容量 (48)6.3 强度 (48)6.4 自带进水箱的加热器 (49)6.5 恒温控制器-表面接触式 (49)6.6 标志和使用说明 (49)6.7 产品规格 (49)附录A 证实符合本标准的手段 (50)B 标准化的试验条件 (61)C 确定恒定的热损失 (73)D 确定热水出水量 (81)E 混合热水出水量 (87)F 储水式热水器的典型规格 (94)G 不透气容器的压力疲劳测试 (100)H 铜、低压热水器外壳的构造细则 (102)I 配置和确定空气温度传感器的时间常数 (107)J 线性回归 (111)K 水的密度 (113)L 试验室配置 (116)M 确定玻璃状搪瓷上釉衬料可溶性的方法 (119)N 确定水箱热损失的误差 (123)澳大利亚标准/新西兰标准_________澳大利亚/新西兰标准电热水器_________第一部分:能量消耗、性能和总体要求_________第一节范围和总则1.1 范围本标准规定了下列类型电热水器的试验方法以及性能和构造要求。(a)额定热水出水量达到630L或者标称容量达到710L的储水式热水器,包括太阳能、热泵和间接加热系统的储水零部件。(b)加热储水容积达710L的热交换式热水器;(c)使用电阻性加热作为主要能源的热水器,但是热损失和出水的试验方法还是适用于其它类型的热水器(例如太阳能热水器和热泵)。注:1.打算采购超出本标准范围的热水器建议将本标准的相关要求包括在其规范中,典型的产品规格型式见附录F。2.本标准的试验方法还可应用于不在本标准范围内的产品规格。1.2 应用证明符合本标准要求的手段应符合附录A的规定。标准化的试验条件应符合附录B的规定。确认标准的热损失应符合附录C的规定。1.3 参考文件本标准参考了下列文件:AS1210 压力容器1308 电热水器-恒温控制器和热保护切断装置1357 主要用于热水系统的阀门1357.1 第一部分:保护阀门1357.2 第二部分:控制阀门1361 电动热交换式热水器-家用1432 给排水、燃气管件和排水应用的铜管1566 铜和铜合金-轧制扁材1722 惠氏螺纹牙样的管螺纹1722.1 第一部分:密封管螺纹1722.2 第二部分:紧固管螺纹2239 流电(牺牲)的印迹保护2812 金属铆焊-术语词汇表AS3498 给排水产品的授权要求 -热水器和热水储水箱3688 供水-金属管件和接头AS/NZS3161 审批和试验规范-恒温控制器和能量调节器3500 给排水3500.1 第一部分:水设施3500.4 第四部分:加热水设施3823 电器装置的性能-空气调节装置和加热泵3823.1.1 第一部分.1 试验方法-非管道式空气调节装置和加热泵-性能的测试和标定等级4020 与饮用水接触的产品测试4692 电热水器4692.2 第二部分:最低能量性能标准(MEPS)要求和贴标识60335 家用和类似电器装置-安全60335.1 第一部分:通用要求(IEC 60335-1:2001,MOD)60335.2.15 第二部分.15:液体加热器具的特定要求60335.2.21 第二部分.21:特定要求-储水式热水器HB 18 第三方认证和鉴定指南HB 18.28 (ISO/IEC 导则28)产品型号第三方认证方案的总则NZS3501 水、燃气和卫生系统用铜管规范4602 低压铜热储水式电热水器4606 储水式热水器6214 家用热储水式电热水器的恒温控制器和热保护切断装置(只用于交流电)ASTMA 240 铬和铬-镍不锈钢的标准规范S31600 压力容器和通用应用场合的板材和带材BS21 压紧接头用螺纹连接的管材和管件的管螺纹规范。BS EN1652 铜和铜合金-通用应用场合的板材、带材和圆材1044 金属铜焊料BS EN ISO228-1 压紧接头不用螺纹连接的管螺纹公差和牌号ISO/IEC17025 测试和校准实验室胜任能力的通用要求NZBC 新西兰建筑规范G12 给水设施1.4 定义下列术语和定义适用本标准。1.4.1 空气源热泵式热水器由带有一个空气源蒸发器的热泵和一个将热量输送至热水储水式容器的冷凝器组成的一种系统。环境能量从大气的潜伏热和显热收集。1.4.2 粘合型釉瓷涂层附着在容器主要构件上并且能耐受连续暴露至热水的一种涂层,粘合性釉瓷涂层的种类如下:(a)X级涂层 -旨在用于水温不超过70 ℃的粘合型涂层;(b)Y级-溶解性低于X级涂层的粘合型涂层,旨在更加能耐受温度达到70 ℃的水的溶解作用或者在温度超过70 ℃时使用。1.4.3 水套容器四周的夹套及其绝热层。1.4.4 容器热水(或热交换式热水器的传热液)在其中加热、加热和储热或者储热的容器(包括配件)。1.4.5 保护支架用于支撑容器或容器配件的支架、支撑物或约束装置。1.4.6 容积式热水器水从底部或者底部附近进入容器且当其从顶部或顶部抽出时排出热水的一种储水式热水器。容积式热水器有以下几种类型:(a)水槽供水式热水器:一种透气容积式热水器,从分体安装的给水箱供水,给水箱的水位自动保持。(b)自由出水式热水器:一种装有常开出口的容积式热水器,热水根据储水容器的容积排出,流量由进水给水管路上阀门控制。(c)低压热水器:专门设计成工作压力不超过120kPa的一种容积式热水器,可采用透气式,也可采用不透气式。(d)总水源压力式热水器:一种非透气容积式热水器,旨在直接连接至给水系统,并且(i)在澳大利亚,温度/泄压阀(安全阀)的设定值不超过1400KPa;(ii)在新西兰,设计的工作压力超过120KPa。(e)侧进水式热水器:一种低压热水器,带有自由水面,其进口从接在热水器侧面的给水箱供水,热水从位于自由水面下方的出水口抽出。(f)自带水箱的热水器:无自由水面的低压热水器,其中进水通过附着固定在热水器上的给水箱供给。
最新EN12476金属表面磷化处理汇总
E N12476金属表面磷化处理EN124764月2000ICS25.220.99英文版本磷酸盐转化膜的金属方法指明要求这份欧洲标准是有CEN提供的在2000年3月10日CEN成员都有义务遵守与CEN /CENELEC内部规章规定的条件,给这个欧洲标准的地位,国家标准,没有任何改动不断更新的名单和参考书目等有关国家标准可能获得的应用,向管理中心或任何CEN会员这份欧洲标准存在三种官方版本(英语,法语,德语)一份版本在任何其他语言所做出的翻译下的责任,CEN会员纳入其自己的语言,并通知管理中心具有相同的地位作为官方版本。
CEN成员是国家标准机构的有奥地利,比利时,捷克共和国,丹麦,芬兰,法国,德国,希腊,冰岛,意大利,卢森堡,荷兰,挪威,葡萄牙,西班牙,瑞典,瑞士和英国。
CEN欧洲标准化委员会秘书中心:rue de Stassart 36, B-1050 Brussels第二页EN 12476:2000内容前言 (1)1范围 (1)2规范参考 (1)3信息要由买方提供 (1)4涂层的类型和指定 (1)4.1涂层类型 (1)4.2转换涂层指定 (2)5采样 (3)6涂层的要求 (3)6.1外观 (3)6.2单位面积涂层的质量 (3)6.3腐蚀抵抗 (3)附件A(详实)指导 (4)附件B(详实)建议 (6)附件C(详实)后处理 (8)附件D(详实)测定的耐腐蚀性 (9)参考书目 (10)前言这份欧洲标准是由CEN/TC 262技术委员会提供的,“金属和无机涂料”,这是由BSI秘书处认证本欧洲标准应考虑的地位,一个国家标准组织对下列国家必将实施这项欧洲标准,本欧洲标准应考虑的地位,一个国家标准无论是出版相同的文字或背书最迟由2000年10月,和冲突的国家标准应撤回在最迟于2000年10月。
根据CEN /CENELEC的国际规则,下列国家的标准化组织必将为实施这项欧洲标准:奥地利,比利时,捷克共和国,丹麦,芬兰,法国,德国,希腊,冰岛,意大利,卢森堡,荷兰,挪威,葡萄牙,西班牙,瑞典,瑞士和英国。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
EN 3892:2001 (D)
0
Einleitung
Diese Norm gehört zu der Reihe von EN-Normen über metallische Werkstoffe für Anwendungen in der Luft- und Raumfahrt. Die allgemeine Gliederung dieser Normenreihe ist in EN 4258 beschrieben. Diese Norm wurde in Übereinstimmung mit EN 4500-4 erstellt.
Die Europäische Norm EN 3892:2001 hat den Status einer Deutschen Norm. Nationales Vorwort
Die Europäische Vereinigung der Hersteller von Luft- und Raumfahrtgerät (AECMA) ist vom Europäischen Komitee für Normung (CEN) für zuständig erklärt worden, Europäische Normen (EN) für das Gebiet der Luftund Raumfahrt auszuarbeiten. Durch die Vereinbarung vom 3. Oktober 1986 wurde AECMA Assoziierte Organisation (ASB) des CEN. Die vorliegende Norm EN 3892 wurde von AECMA-STAN Fachbereich Werkstoffe unter Mitwirkung deutscher Experten des Normenausschusses Luft- und Raumfahrt erarbeitet. Entsprechend Beschluss 57/9 des Technischen Ausschusses des Beirats des Normenausschusses Luft- und Raumfahrt (NL) im DIN Deutsches Institut für Normung e. V. sind die europäischen Luft- und RaumfahrtNormungsergebnisse zweisprachig, in Deutsch und Englisch, in das Deutsche Normenwerk zu überführen. Aus diesem Grund wurde der Deutschen Fassung dieser EN-Norm die Englische Fassung hinzugefügt.
EUROPÄISCHES KOMITEE FÜR NORMUNG EUROPEAN COMMITTEE FOR STANDARDIZATION COMITÉ EUROPÉEN DE NORMALISATION
Management-Zentrum: rue de Stassart, 36
B-1050 Brüssel
Preisgr. 12 Vertr.-Nr. 3112
— Leerseite —
EUROPÄISCHE NORM EUROPEAN STANDARD NORME EUROPÉENNE
ICS 49.025.30
EN 3892
Juni 2001
Deutsche Fassung
Luft- und Raumfahrt
EN 3892:200 Europäische Norm wurde vom Verband der Europäischen Luft- und Raumfahrtindustrie (AECMA) erstellt. Nachdem Umfragen und Abstimmungen entsprechend den Regeln dieses Verbandes durchgeführt wurden, hat diese Norm die Zustimmung der nationalen Verbände und offiziellen Behörden der Mitgliedsländer der AECMA erhalten, bevor sie CEN vorgelegt wurde. Diese Europäische Norm muss den Status einer nationalen Norm erhalten, entweder durch Veröffentlichung eines identischen Textes oder durch Anerkennung bis Dezember 2001, und etwaige entgegenstehende nationale Normen müssen bis Dezember 2001 zurückgezogen werden. Entsprechend der CEN/CENELEC-Geschäftsordnung sind die nationalen Normungsinstitute der folgenden Länder gehalten, diese Europäische Norm zu übernehmen: Belgien, Dänemark, Deutschland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Luxemburg, Niederlande, Norwegen, Österreich, Portugal, Schweden, Schweiz, Spanien, die Tschechische Republik und das Vereinigte Königreich.
Diese Europäische Norm wurde vom CEN am 2. Mai 2001 angenommen. Die CEN-Mitglieder sind gehalten, die CEN/CENELEC-Geschäftsordnung zu erfüllen, in der die Bedingungen festgelegt sind, unter denen dieser Europäischen Norm ohne jede Änderung der Status einer nationalen Norm zu geben ist. Auf dem letzten Stand befindliche Listen dieser nationalen Normen mit ihren bibliographischen Angaben sind beim Management-Zentrum oder bei jedem CEN-Mitglied auf Anfrage erhältlich. Diese Europäische Norm besteht in drei offiziellen Fassungen (Deutsch, Englisch, Französisch). Eine Fassung in einer anderen Sprache, die von einem CEN-Mitglied in eigener Verantwortung durch Übersetzung in seine Landessprache gemacht und dem ManagementZentrum mitgeteilt worden ist, hat den gleichen Status wie die offiziellen Fassungen. CEN-Mitglieder sind die nationalen Normungsinstitute von Belgien, Dänemark, Deutschland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Luxemburg, Niederlande, Norwegen, Österreich, Portugal, Schweden, Schweiz, Spanien, der Tschechischen Republik und dem Vereinigten Königreich.
Fortsetzung 6 Seiten EN und 6 Seiten Englische Fassung
Normenausschuss Luft- und Raumfahrt (NL) im DIN Deutsches Institut für Normung e. V.
122 72.10
© DIN Deutsches Institut für Normung e.V. . Jede Art der Vervielfältigung, auch auszugsweise,
DEUTSCHE NORM
Luft- und Raumfahrt
Juli 2002
Titanlegierung TI-W64001
Schweißzusatz Deutsche und Englische Fassung EN 3892:2001 ICS 49.025.30
EN 3892
Aerospace series — Titanium alloy TI-W64001 — Filler metal for welding; German and English version EN 3892:2001 Série aérospatiale — Alliage de titane TI-W64001 — Métal d'apport de soudage; Version allemande et anglaise EN 3892:2001