软板及软硬结合板烘烤参数建议
软硬结合板做法

FPCB板的常规做法以及特例分析常规做法:软板(单双面板、多层板)和软硬结合板。
软板(单双面板、多层板)一.单面板:普通单面板和单面双接触板1.普通单面板:有胶基材和无胶基材叠构:①有胶基材②无胶基材基本流程:下料→化学清洗→贴干膜→曝光→显影→首检/每小时抽检→蚀刻→首检/每小时抽检→去膜→首检/每小时抽检→AOI→化学清洗→烘干120℃15Min→下料→贴上保护膜→层压→首检/每小时抽检→下料→贴补强→层压→首检/每小时抽检→自动认位打孔→首检/每小时抽检→化学清洗→表面处理→首检/每小时抽检→刀模分割→首检/每小时抽检→ET →钢模冲切外形→首检/每小时抽检→FQC→QA→包装出货。
2.单面双接触板⑴上下保护膜开口在同一区域时的做法:CC+CU+CC(纯铜箔+保护膜)。
此时镂空处线宽不能小于8mil;且为防止飘线,CC要压住线路至少20mil;另外要注意上下保护膜错开防止断线。
叠构:纯铜箔+保护膜基本流程:下料→钻孔包装→钻孔→首检/每小时抽检→下料→贴下保护膜→层压→首检/每小时抽检→化学清洗→两面贴干膜→曝光→显影→首检/每小时抽检→蚀刻→首检/每小时抽检→去膜→首检/每小时抽检→AOI→化学清洗→烘干120℃15Min→下料→贴上保护膜→层压→首检/每小时抽检→自动认位打孔→首检/每小时抽检→化学清洗→表面处理→首检/每小时抽检→刀模分割→首检/每小时抽检→ET→钢模冲切外形→首检/每小时抽检→FQC→QA→包装出货。
⑵上下保护膜开口不在同一区域时的做法:CU+CC(无胶基材+保护膜)。
此时CC的胶只能用环氧胶,不可用压克力胶;是走蚀刻PI线。
叠构:无胶基材+保护膜基本流程:下料→化学清洗→贴干膜→曝光→显影→首检/每小时抽检→蚀刻→首检/每小时抽检→去膜→首检/每小时抽检→AOI→化学清洗→烘干120℃15Min→下料→贴上保护膜→层压→首检/每小时抽检→化学清洗→两面贴抗KAPTON ETCH干膜→曝光→显影→首检/每小时抽检→预浸→蚀刻KAPTON→首检/每小时抽检→去膜→首检/每小时抽检→自动认位打孔→首检/每小时抽检→化学清洗→表面处理→首检/每小时抽检→刀模分割→首检/每小时抽检→ET→钢模冲切外形→首检/每小时抽检→FQC→QA→包装出货。
fpc板烘烤标准
fpc板烘烤标准FPC板烘烤标准一、目的本标准规定了FPC板烘烤的工艺要求、操作方法、质量控制及注意事项,以确保产品质量和生产过程的稳定性。
二、适用范围本标准适用于本公司生产过程中使用的FPC板的烘烤工艺。
三、职责生产部门负责实施本烘烤标准,质量部门负责对烘烤过程进行监督和检查,以确保产品质量符合要求。
四、烘烤设备及材料1.烘烤箱:烘烤箱应具备温度控制准确、加热均匀、通风良好等性能,以满足FPC板烘烤的要求。
2.烘烤架:烘烤架应选用非金属材料制作,以避免在高温下产生有害物质。
3.计时器:为确保烘烤时间的准确性,应使用电子计时器进行计时。
4.温度计:为确保烘烤箱内温度的准确性,应使用经过校准的温度计。
五、烘烤工艺要求1.准备工作:检查烘烤箱是否处于良好工作状态,确认温度和湿度是否符合要求。
将烘烤架清洁干净,整齐摆放于烘烤箱内。
2.FPC板放置:将待烘烤的FPC板放置在烘烤架上,注意不要叠放,以免影响烘烤效果。
3.温度设置:根据FPC板的材质和厚度,设置烘烤箱的温度。
一般情况下,温度应控制在80℃~120℃之间。
4.烘烤时间:根据FPC板的材质和厚度,以及烘烤箱的温度,确定烘烤时间。
一般情况下,烘烤时间应在30分钟~1小时之间。
5.冷却:烘烤结束后,取出FPC板,让其自然冷却至室温。
6.检查:检查FPC板是否出现气泡、变形等质量问题。
如有问题,应及时处理并记录。
六、操作方法及注意事项1.在烘烤过程中,应随时观察烘烤箱内的温度变化,避免温度过高或过低影响产品质量。
2.禁止在烘烤箱内放置易燃、易爆物品,以免发生安全事故。
3.在使用温度计时,应确保温度计的准确性和可靠性。
4.在取出FPC板时,应避免触碰到高温区域,以免烫伤。
5.在检查FPC板时,应注意观察其表面是否有气泡、变形等问题。
如有问题,应及时处理并记录。
6.在生产过程中,应根据实际需求和生产计划,合理安排烘烤时间和数量,以确保生产过程的顺利进行。
软硬结合板设计制作指引与流程控制要点
常见结构及工艺流程1+HDI 6L
• 1+1R+2F+1R+1 :1+HDI结构的硬板夹软板结构
L3L4 L2/L5 L25
Board cutting –I/L D/F – I/L exposure – DES –– AOI– B O – Sticking Cover lay – Pressing cover lay – Measuring expansion Coefficient – PE Punch FQC
Total
5 12 µm
31 µm
58 µm
6 12 µm
41 µm 20 µm
512 µm
No-flow PP solder mask
Board cutting –Mech Drill–Shadow Button Image– Button plate I/L D/F – I/L exposure
Stack-up
Coverlay 25um
AD
25um
Copper 17.5um
PI
50um
Copper 17.5um
AD
25um
Coverlay 25um
Cust. Design
Material type
PSR4000 H 150 H
2116 RC57%
17.5um H 50um 17.5um H
stifferner stifferner
45 µm No-flow PP
13 µm 25 µm
coverlay
3 12 µm
50 µm
FCCL
4 12 µm
25 µm coverlay
13 µm
软硬结合板设计制作指引与流程控制要点解析

Flex core
TUC-84P NF 106 70%
NF PP 106 72%
L5 L6
TUC-722-7 2m il(H/0) TUC-72P-7 106 73% H PSR4000 G23K
R1566W 2m il
Norm al106 78 T
L3-L4
GM E suggest material: Panasonic Board cutting –I/L D/F – I/L exposure – DES ---–– AOI– B.O. – Sticking Cover lay – Pressing cover lay – Measuring expansion Coefficient – PE Punch --FQC
L2-L3
Board cutting – Mech. drill –Shadow–Button image -- Button Plating – I/L D/F – I/L exposure – DES –AOI – B.O. – Sticking Cover lay – Pressing cover lay – Measuring expansion Coefficient –PE Punch -- FQC
Board cutting –Mech. Drill–Shadow-- Button Image– Button plate -- I/L D/F – I/L exposure – DES –– AOI– B.O. – Sticking Cover lay – Pressing cover lay – ENIG– Punch Finger--Measuring expansion Coefficient –PE Punch -- FQC Board cutting (Single side FCCL Preparation) NF PP Open – Plasma – B.O. – Pressing(L2&&L34&L5) – Laser Drill –– De-smear – PTH+ Flash –Panel Plate—IL D/F – DES –UV Cut PI -- AOI —B/O Pressing—Laser Drill—Mech. Drill – De-burr – De-smear – PTH+ Flash —Panel Plate—D/F--- DES—AOI—S/M – C/M – ENIG –Pre-Routing – Laser De-cap – Laser Routing – Routing – ET – Pressing stiffener– FQC – Packing
软硬结合板

三、我司所量产的六款软硬结合板 的良率统计表
序 号
华大料号
定单量 生产时间 生产良率
1 D2-005C001 17.085k 16天
75%
2 D2-005C007 2.02k 11天
85.4%
3 M3-008C0100 9.7k
13天
80%
4 M3-008C0119 7.92k 10天
• 3.10--其它特殊情况需要协商处理。
设计示意图
采用点状设计 菲林
七、一些不良品图片
硬板(FR-4)结构图片
讨论:
• 目前硬板流程有两种: • 一种采用激光切割, • 另外一种采用锣机锣槽开窗 • 激光切割的方式沉铜时不需要保护内层覆盖膜,
而锣槽开窗的方式沉铜时需要保护内层覆盖膜, 目前对策是贴红胶带保护,以后量大,还是要贴 红胶带作业?
• (一)、两层软硬结合板: • 华大料号:D2-005C001,D2-005C007 • D2-005C007set图
(二)、三层软硬结合板:
华大料号:M3-011C0119, M3-011C硬结合板
华大料号:M4-011C0390, M4-011C0436, M4-011C0753, M4-011C0754, M4-029C0164
• 3.4--外层线路菲林(GTL面和 GBL面)增加保护内层线路pcs 光学点保护点;
• 3.5--如遇到过渡区有金手指的 产品结构设计保护点;
设计示意图
pcs光学点保护 点
• 3.6--对于走图形电镀工艺的板, 图 形菲林导通孔孔环要比线路导通孔 单边≧0.075mm,同时要保证孔环 边最小间距≧0.075mm;
– 导通孔到产品硬板边缘(过渡区边缘)最小距 离为0.7mm以上,
软硬结合板的设计制作与品质要求

01
Min PTH Hole: 0.3mm
02
Min Line W/S: 0.125mm
03
Board Thickness: 0.45mm
04
EMI Shielding: Single side FCCL
05
Special: Air Gap
SF-PC5000电磁波防护膜厚度的特性
软硬结合板的材料
項目
SF-PC5000
SF-PC1000
总厚
22μm
32μm
绝缘层
5μm
(热融复合)
9μm
(PPS薄膜)
屏蔽层
0.1μm
(银蒸发附膜)
0.1μm
(银蒸发附膜)
异向导电胶层
17μm
23μm
重量
20g/㎡
38g/㎡
企业通用模板
单击此处添加副标题
单击此处添加正文,文字是您思想的提炼,为了演示发布的良好效果,请言简意赅地阐述您的观点。
目 录
为何会有软硬结合板 软硬结合板的用途 软硬结合板的常见结构 软硬结合板的材料 软硬结合板的设计要点 常见结构的软硬结合板工艺流程 制作流程中要求、问题及对策 软硬结合板成品板的品质及测试要求
软板的用途
Sample Project: Mobile SIM Card - Dimple 2 layer FPC Immersion Gold Black Flexible Solder mask Top side Bottom side
软硬结合板的用途
Structure (1+1+2F+1+1) HDI 6 layered Rigid-Flex Double-sided flex inner layer core Application – MP4 iPod Nano
软硬结合板生产及工艺介绍

4层软硬结合板(R+2F+R)
6层软硬结合板(5R+F)
6层软硬结合板(2R+2F+2R)
4层HDI软硬结合板(LCD) R+2F+R)L1/L2盲孔
软硬结合板介绍
RF板生产流程简介
四层软硬板生产流程
生产流程简介
开料
生产流程简介
压膜
曝光
生产流程简介
DES
AOI
CVL 冲切
CVL 切割
流程
控制重点及注意事项
快压 等离子/棕化
叠板
压合 钻孔
管控快压参数,控制包封压不实、气泡、开口处溢胶过大不可有;
清洗板面、粗化PI表面,注意清洗效果,不可以清洗过度,影响 包封表面光泽度;
1.管控AD胶、PP叠偏,叠板时用PIN定定位; 2.控制由于FPC涨缩,造成纯胶、PP叠合偏位; 3.纯胶、PP切割时要根据软板涨缩系数进行调整;
软硬结合板介绍
1. 软硬结合简介 2. 生产流程简介 3. 流程控制重点 4. 性耐性测试
软硬结合板简介
减少电子产品的组装尺寸、重量、避免联机错误,增 加组装灵活性,提高可靠性及实现不同装配条件下的三维 立体组装,是电子产品日益发展的必然需求。软性电路板 (Flexible Printed Circuits,FPC)结构灵活、体积小、重量 轻及可挠曲的特性可满足三维组装需求的互连技术,在电 子通讯产业得到广泛的应用及重视。近年来已有朝向软硬 结合板(Rigid-Flex Board)发展之趋势,其结合FPC及PCB 优点于一身,可柔曲,立体安装,有效利用安装空间。藉 以再缩小整个系统的体积及增强其功能
谢谢各位!!
流程控制重点及注意事项
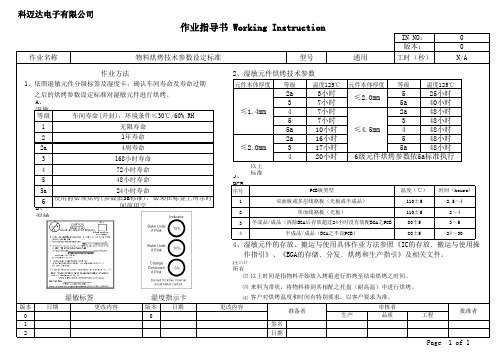
(物料烘烤技术参数设定标准) REV.0
科迈达电子有限公司
作业名称
作业指导书 Working Instruction
IN NO:
0
版本:
0
物料烘烤技术参数设定标准
型号
通用
工时(秒)
N/A
作业方法
1、依照湿敏元件分级标签及湿度卡,确认车间寿命及寿命过期
之后的烘烤参数设定标准对湿敏元件进行烘烤。
A、
湿敏 等级
车间寿命(开封),环境条件≤30℃/60% RH
1
无限寿命
2
1年寿命
2a
4周寿命
3
168小时寿命
4
72小时寿命
5
48小时寿命
5a
24小时寿命
6 B、
使用前必须烘烤(参数依5a标准),必须在标签上所示时 间前用完
湿敏
湿敏标签
版本 日期
更改内容
0
1
2
湿度指示卡
版本
日期
0
2、湿敏元件烘烤技术参数
元件本体厚度 等级
温度125℃ 元件本体厚度 等级
温度125℃
2a 3
3小时 7小时
≤2.0mm
5 5a
25小时 40小时
≤1.4mm
4
7小时
2a
48小时
5
7小时
3
48小时
5a
10小时 ≤4.5mm
4
48小时
2a
16小时
5
48小时
≤2.0mm
3
17小时
5a
48小时
4
20小时 6级元件烘烤参数依5a标准执行
以上
3、 标准
PCB
序号
PCB板类型
(完整版)软硬结合板软板线路设计规范

版本:R-FPCB 软板线路设计规范页码:第 1 页 共 5 页1.0目的:制定软硬结合板软板线路设计指引,为其设计制作提供规范,以保证产品品质符合客户要求。
2.0适用范围:适用于软硬结合板之中软板的制作。
3.0材料类型定义: 3.1 RF-- 软硬结合板 3.2 LPI-- 内层湿膜涂布 3.3 DES-- 显影/蚀刻/剥膜 3.4 SES-- 退膜/蚀刻/退锡 4.0工艺规范:4.1 内层线路菲林制作规范:4.1.1 内层菲林板边需倒角R=5mm ,防止在湿制程卷角卡板;PE 冲孔处的板边需保留铜,增加强度,防止压合Bonding 套PIN 时崩孔,遭成偏位。
4.1.2内层软板贴合加强片、胶带、单PCS 或条贴Cover lay 需在成型区外制作标识线,标识线宽度为 8mil ,对标识线中心贴合;整PNL 或SET 套板贴合需制作贴合对位mark 点,Cover lay 钻出比mark 点直径大0.2mm 的孔。
R=5mmPE 冲孔处保留侗白色为贴合标识线单PCS 或条贴: SET 或PNL 贴合:绿色为Coverlay 钻孔的圆 绿色为Coverlay proflie 棕色为对位贴合mark 点对位处版本:R-FPCB 软板线路设计规范页码:第 2 页 共 5页4.1.3内层软板有插接手指需设计手指成型偏位检验线,公差依客户要求,如没要求,按0.15mm 设计。
4.1.4进行防撕裂。
1、绿色为Coverlay 窗口2、白色为成型 Profile手指偏位检验线挠折区域边缘无大铜箔连线时,可采用如上图白色补强铜设计挠折区域边缘有大铜箔连线时,可采用如上图白色补强大铜箔连线弯折处设计。
版本:R-FPCB软板线路设计规范页码:第 3 页共 5 页4.1.5内层软板需设计导气条,正、反面需错开2mm,单元边的上下层工艺边需错开0.5mm ,用于Cover lay及PP压合时层间导气,防止气泡产生爆板。
2024年软硬结合板市场前景分析
2024年软硬结合板市场前景分析引言软硬结合板是一种集成软件和硬件功能的新型电子产品,通过将软件和硬件相结合,提供更为灵活和高效的解决方案。
本文将对软硬结合板的市场前景进行分析。
市场概述随着科技的发展和应用场景的不断拓展,软硬结合板市场正逐渐崛起。
软硬结合板能够结合软件和硬件的优势,满足市场对于定制化解决方案的需求,因此在物联网、智能家居、工业自动化等领域具有广阔的市场前景。
市场驱动因素1. 物联网的快速发展随着物联网技术的成熟,越来越多的设备和系统需要连接和交互。
软硬结合板具备集成软件和硬件能力,能够快速实现设备的互联互通,满足物联网应用的需求。
2. 智能家居需求增加随着智能家居市场的快速发展,用户对于智能化、便捷化的需求不断提升。
软硬结合板作为智能家居控制中心的核心,能够集成多种功能,实现智能家居系统的统一管理,因此在智能家居领域具有广阔的市场前景。
3. 工业自动化需求推动工业自动化是提高生产效率和质量的重要手段。
软硬结合板能够集成软件和硬件功能,实现生产线的智能化和自动化控制,满足工业自动化的需求,因此在工业自动化领域有良好的市场发展前景。
市场挑战和机遇1. 技术创新和竞争压力软硬结合板市场竞争激烈,技术创新迅速。
为了在市场中占据优势地位,企业需要不断进行技术创新,提供更加高效、稳定和可靠的解决方案。
2. 标准与互操作性问题软硬结合板市场存在多样化的产品和解决方案,标准和互操作性成为市场挑战。
企业需要关注标准制定和产品互操作性,提供符合行业标准的产品和解决方案,以满足市场需求。
3. 可靠性和安全性问题软硬结合板作为关键的信息系统,其可靠性和安全性至关重要。
企业需要重视软硬结合板的可靠性设计和安全加固,确保产品的稳定运行和用户数据的安全保护。
发展趋势和建议1. 聚焦核心技术的研发为了在竞争激烈的市场中脱颖而出,企业需要聚焦核心技术的研发。
通过技术创新,提供更加高效、稳定和可靠的软硬结合板产品,满足市场需求。
浅析FPC检验标准规范
FPC检验标准规范1、目的提供对软性线路板的质量要求和性能要求,作为进料、制程检验、出货评定和依据。
2、范围本规范所指的软性线路板可以是单面板、双面板、多层板或软硬结合板。
3.参考文献:JIS-C5017、JPCA-6202、IPC-6013、IPC-TM-650;4、性能分级,线路板类型及安装使用。
4.1性能分级一般情况下,印制板按使用性能要求的高低分为三级(第1级、第2级和第3级)。
如客户文件未明确注明的情况下,我司均按第2级执行。
4.2线路板类型按软性线路板性能要求的不同,本规范将线路板分为五种类型:第1型:软性单面印制板,包含一个导电层,可以有或无增强层;第2型:软性双面印制板,包含两层具有镀覆通孔的导电层,可以有或无增强层;第3型:软性多层印制板,包含三层或更多层具有镀覆通孔的导电层,可以有或无增强层;第4型:刚性材料组合的多层印制板,包含三层或更多层具有的镀覆通孔的导电层;第5型:软性或软硬结合印制板,包含两层或多层无镀覆通孔导电层。
4.3安装使用的类别A类:在安装过程中能经受挠曲;B类:能连续经受采购文件中规定的各圈挠曲;C类:用于高温环境(超过105℃);经过UL认可。
在客户采购文件未注明的情况下,本规范使用的类别为A类。
5、质量要求按照本规范生产和软性印制板应满足或超过客户采购文件规定的性能级别的全部要求,这些要求适用于软性印制板的所有附连板或样件,并适用于软性印制板成品的交货验收。
5.1定义和术语表护层:在具有定位豁口或圆孔的印制板表面导电图形上,所涂覆的外部绝缘材料层(包括覆膜层和覆被层)。
5.2质量标准内容5.2.1目检印制板的外观特征细节的检验应在放大1.75倍的光学仪器下进行,如果看不清所怀疑的缺陷,则应逐步提高放大镜数(直至40倍)直到确定此缺陷细节为止。
5.2.2外观5.2.2.1印制板边缘挠性印制板的切割边缘应无毛刺、缺口、分层或撕裂。
在刚挠结合板中刚性段边缘出现的缺口或晕圈,只要其延伸到板内的深度未超过边缘至最近导体距离的50%,或不大于2.54mm则可允收。
fpcb烘烤标准
fpcb烘烤标准
"FPCB" 通常指的是柔性印刷电路板(Flexible Printed Circuit Board)。
柔性电路板在生产过程中可能需要经过烘烤等工艺步骤,以确保其性能和稳定性。
然而,具体的烘烤标准可能因制造工艺、产品规格、材料类型等因素而异。
通常,柔性电路板的烘烤标准可能包括以下几个方面:
1.烘烤温度和时间:烘烤过程中的温度和时间是关键因素。
这可
能涉及到预烘烤、焊接后烘烤等不同的阶段。
确保温度和时间设置符合材料和工艺要求,以防止电路板中的材料失去性能或出现问题。
2.湿度控制:对于某些敏感的材料,湿度也是一个重要的考虑因
素。
湿度过高可能导致电路板中的某些材料吸湿,影响性能。
3.热膨胀系数匹配:不同材料的热膨胀系数可能不同,烘烤过程
中需要考虑这些差异,以防止因温度变化引起的应力导致电路板形变或损坏。
4.热风循环:在烘烤过程中,通过使用热风循环系统可以更均匀
地分布温度,确保整个电路板的均匀受热。
要了解具体的FPCB 烘烤标准,建议您参考相关的行业标准、制造商的技术文档、质量控制标准以及国际电工委员会(IEC)等组织发布的相关标准。
在实际生产中,制造商通常会根据其特定的工艺流程和产品要求进行调整。
PCB行业之软硬结合板的设计制作与品质要求

PCB行业之软硬结合板的设计制作与品质要求首先,软硬结合板设计制作是将软件电路板(FPC)和硬件电路板(PCB)结合在一起形成的一种电路板。
软硬结合板的设计制作过程分为以下几个步骤:1.设计规划:确定软硬结合板的功能要求和布局设计,包括确定信号传输路径和布线要求等。
2.硬件设计:根据软硬结合板的功能要求,进行硬件电路设计和布线,选择适当的元件和材料。
3.软件设计:根据硬件电路设计和功能要求,进行软件电路设计和编程,实现软件和硬件的配合和交互。
4.制作工艺:根据软硬结合板的设计要求,选择合适的制作工艺,包括印刷、蚀刻、堆焊、钻孔、贴片等。
5.组装测试:将软硬结合板的元件组装到一起,并进行测试和调试,确保软硬结合板的功能正常。
软硬结合板的设计制作需要满足一定的品质要求,以确保电路板的性能和可靠性。
以下是软硬结合板的品质要求的主要方面:1.性能要求:软硬结合板需要具备一定的电气性能指标,如电阻、电容、电感等参数的要求,以及信号传输的稳定性和可靠性要求。
2.可靠性要求:软硬结合板需要具备一定的可靠性要求,包括耐温性能、抗振性能、抗湿性能等,以确保电路板在不同环境下的正常工作。
3.焊接质量:软硬结合板的焊接质量对电路板的可靠性和性能有重要影响,要求焊接质量良好,焊点牢固,不得出现焊接开裂、焊接短路等问题。
4.材料选择:软硬结合板的材料选择需要符合相关的标准和要求,包括基板材料、元件材料等,以确保电路板的可靠性和性能。
5.测试要求:软硬结合板需要进行一系列的测试和验证,包括电气性能测试、可靠性测试、环境适应性测试等,以确保软硬结合板的品质符合要求。
总结起来,软硬结合板的设计制作与品质要求是PCB行业中重要的一部分。
软硬结合板的设计制作过程分为多个步骤,需要满足一定的品质要求,包括性能要求、可靠性要求、焊接质量、材料选择和测试要求等。
只有满足这些品质要求,软硬结合板才能够达到设计预期的功能和性能,并具备良好的可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Recommendation f or b aking o f F lex a nd R igid-‐Flex P CB
Due to the fact that nearly all Flex and Rigid-Flex boards are constructed with polyimide inside and that this material is highly hydroscopic in its form, it is strongly recommended to bake the boards to reduce the amount of moisture inside the boards before any type of soldering operation. Without such baking there is risk of delaminating, inner-layer separation or cracking of the hole walls.
Below is a recommendation for different surface treatments.
HASL, L ead-‐free H ASL a nd E NIG
Flexible b oard:
Minimum 2 hours at 105° C
Rigid a nd R igid/Flex P CB’s F R-‐4 a nd P olyimide:
PCB's up to 1.0 mm thickness: minimum 2 hours at 120° C
PCB's up to 1.8 mm thickness: minimum 4 hours at 120° C
PCB's up to 4.0 mm thickness: minimum 6 hours at 120° C
Rigid a nd R igid/Flex P CB’s w ith P olyimide / T hermount®:
All PCB thicknesses: minimum 6 hours at 135° C
Dwell or hold time between baking and soldering is dependant upon the storage conditions. At 50 % relative humidity the recommended hold time is maximum 8 hours, yet if the boards can be stored in vacuum or within oven at 35°C, then this 8 hour limit can be prolonged.
Oven c onditions
Basking should take place in clean oven to prevent any form of contamination during the baking process. The boards should also be placed in the oven in such a way that the air can circulate freely around the boards during the baking time.
Solderability c oncerns
All baking can be considered as advanced ageing and therefore may affect the solderability. Therefore the given and temperature above must be seen only as recommendations and the customer shall take responsibility to approve the process
Immersion T in, I mmersion S ilver a nd O SP
Since all of these surface treatments are very sensitive finishes, normal baking is not recommended.
Baking in vacuum oven (below 50 mbar) may be performed at lowered temperatures and reduced times. In all such cases the customer have there own responsibility to approve their process
For further reading on surface finishes please visit and download the PCB Surface Treatments presentation。