关于焊锡膏及其使用48页PPT
锡膏工艺基础技术资料ppt课件
六、锡膏使用注意事项
保管:
1. 放置冷藏库中 2. 使用开始:与室温相同,基本上在印刷机相同的温度环境下在回温6小时内不可开封 3. 为防止结露问题将一天的使用量放至在室温内回温. 4. 搅拌:使用搅拌设备 5. 在使用时详细记录时间负责人,品名,制造编号,开始使用时间及使用终了时间
网板的清洁:
1. 以抗静电的塑料袋将钢板放入并放在固定置放架保管 2. 置放架不可有污染源,钢板表面注意不可有伤痕,钢板是以铝框有厚度保存,场地须
20 20 20
最多10 wt%小于
20 15 5
七、锡膏常用检验方式
七、锡膏常用检验方式
黏度(Viscosity) a.目的:确保锡膏印刷质量及保持良好的下锡性,确认是否符合标准值,
以及制定误差值 b.规范标准:
★JIS-Z 3284 Annex 6 IPC-TM-650 2.4.34.3 IPC-TM-650 2.4.34.2
的质量。 (3)、当天未使用完的锡膏,不可与尚未使用的锡膏共同置放,应另外存放在
别的容器之中. 锡膏开封后在室温下紧闭罐盖请于24小時内使用完毕
四、保存与使用方法
(4)、锡膏印刷在基板后,建议于4~8小时内置放零件进入回焊炉完成着装。 (5)、换线超过一小时以上,请于换线前将锡膏从钢板上刮起收入锡膏罐内封盖。 (6)、为确保印刷质量,建议每4小时将钢板双面的开口以人工方式进行擦拭。 (7)、室内温度请控制于25±3 ℃,湿度RH30~60%为最好的作业环境。 (8)、锡膏黏度值最佳化为170-200 Pa.s(25℃),最大允许使用范围为170~210 Pa.s
使用中 印刷后保存期限8小时(必须在此期限内置件并过回焊) 放置钢板上不印刷保存期限8小时(静置后印刷第一片 可能状况不佳,第2片恢复)
焊锡膏及其使用
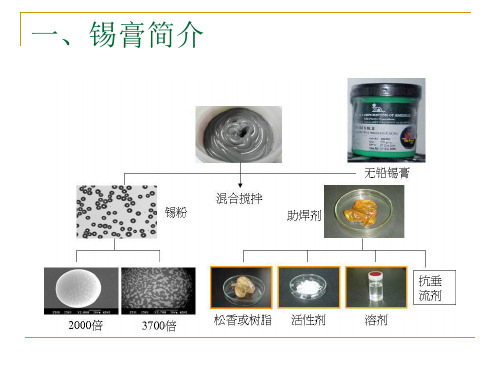
焊锡膏及其使用简介焊锡膏是一种常见的焊接辅助工具,在电子元器件焊接过程中起到重要的作用。
它是由焊锡粉末、活性剂、助焊剂等成分混合而成的,具有黏性并能够在高温下熔化,方便焊接引线和电路板之间的连接。
本文将介绍焊锡膏的基本原理、使用方法以及注意事项。
焊锡膏的成分及原理焊锡膏的成分主要包括焊锡粉末、活性剂和助焊剂。
焊锡粉末是焊接过程中产生的铅、锡等金属元素的主要来源,它能够在高温下熔化并形成焊点。
活性剂的作用是清洁焊接表面,去除氧化物和污染物,提高焊接质量。
助焊剂则能够增加焊锡膏的黏性和流动性,提高焊接的粘接性能。
焊锡膏的原理是通过在焊接表面形成一层薄膜,将焊锡粉末、活性剂和助焊剂等成分均匀地分布在焊接引线和电路板之间。
当加热焊锡膏时,膏体会熔化并将焊锡粉末溶解在一起,形成焊点并与焊接表面进行牢固的粘接。
焊锡膏的使用方法1.准备工作:在使用焊锡膏前,首先需要准备好一些必要的工具和设备,包括焊锡膏、电烙铁、焊锡丝、镊子、酒精和棉签等。
同时,需要确保工作环境通风良好,以避免吸入有害物质。
2.清洁表面:使用酒精和棉签清洁焊接表面,去除油污、氧化物和杂质。
这是保证焊接质量的重要步骤,如果表面不干净,会影响焊接的牢固性。
3.涂抹焊锡膏:使用镊子将适量的焊锡膏涂抹在焊接表面上,要均匀地涂抹,以保证焊点的均匀度。
注意不要使用过多的焊锡膏,否则会导致焊点过大。
4.加热焊接:使用电烙铁将焊接表面加热,使焊锡膏熔化并形成焊点。
在加热过程中,要保持适当的温度和时间,不要过度加热,以避免焊点过热或焊锡膏的挥发。
5.焊接完成后清洁:在焊接完成后,使用酒精和棉签清洁焊点表面,去除焊锡膏的残留物。
这能够提高焊点的外观和质量。
焊锡膏的注意事项1.遵循安全操作:在使用焊锡膏时,要注意安全操作,避免直接接触皮肤和眼睛。
使用时应佩戴手套和护目镜,避免焊接过程中的飞溅和烟尘对身体的危害。
2.注意通风:焊锡膏使用过程中会产生一定的烟尘和挥发物,建议在通风良好的环境下进行操作,以避免吸入有害物质。
锡膏培训资料PPT课件

锡膏印刷机是一种将锡膏按需转 移到印制板上的设备,其工作原
理主要基于丝网印刷技术。
丝网印刷技术利用丝网作为模板, 将锡膏通过刮刀施加压力,从丝 网中挤压到印制板上,形成所需
的电路图形。
印刷过程中,丝网在刮刀的作用 下产生弹性形变,使锡膏通过网 孔转移到印制板上,形成锡膏焊
点。
锡膏印刷的工艺流程
准备丝网
外观检查
电气性能测试
检查焊点外观是否良好,无气泡、无杂质 。
对焊接完成的线路进行电气性能测试,确 保无短路、断路等问题。
清洁处理
记录与归档
使用适当的清洁剂清理残留的锡膏,保持 线路板整洁。
对焊接过程进行记录,并将相关资料归档 保存,以便后续查阅。
05 锡膏的应用实例
手机板的焊接
手机板是现代通讯设备中不可或缺的一部分,其焊接质量直 接影响到手机的使用寿命和性能。锡膏焊接技术广泛应用于 手机板的焊接,以确保电子元件的可靠连接。
使用搅拌机充分搅拌锡膏,使其均匀混 合。
控制炉温曲线,确保回流焊过程中温度 均匀上升,避免局部过热。
预防措施
选用合适的锡膏,确保其具有较好的热 稳定性和流动性。
桥连的产生与预防
预防措施
使用具有较低熔点的锡膏,提高 其流动性。
桥连的产生:在回流焊过程中, 由于锡膏流动不均匀或部分锡膏 过早熔化,导致两个焊点之间形 成桥接。
根据电路板上的焊盘尺寸和间距, 选择合适的丝网目数和网框尺寸。
放置丝网
将丝网放置在网框上,并固定好 边框。
涂布锡膏
将适量的锡膏涂布在丝网上,确 保锡膏均匀分布。
锡膏印刷的工艺流程
放置电路板
将电路板放置在丝网下方,对 准焊盘位置。
印刷锡膏
【培训教材】锡膏基础知识生产工艺及使用问题讲解PPT(P77)

锡膏制造与相关参数
锡膏的特性和各项参数:
组成部分: 锡粉 主要指标:成分和大小
助焊剂 主要指标: 松香,活性剂,触变剂
和溶剂
锡粉的成分直接影响到锡膏 的熔点和可靠性等.锡粉的直 径大小分类按IPC标准可以分 为几类,市场上常见的是三号 和四号锡粉.
锡膏的测试(四):
扩展率测试 : 扩展率是衡量锡
膏活化性能的一个指标
锡膏的测试(五):
溶熔性测试: 试验基板为陶器板
试验温度为锡膏熔点加上 50℃
合格品 不合格品
锡膏的测试(六):
焊接性测试: 试验基板为铜制板
试验温度为锡膏熔点加上 50℃
Sn-Pb-0.4Ag Sn-3Ag-0.5Cu
– 测试方法依照IPC-TM650 的 2.4.43
– 回流后将样板放在10X 或20X的显微镜下观察
– 无成簇或大锡球
显微镜下的锡粉
锡膏的测试(三):
粘度测试 :
– 粘着力测试非常重要, 对于测试在高速贴片过 程中,锡膏对电子元件 的粘接能力
– 粘着力的测试方法依照 IPC-TM-650 的 2.4.44
短路,球徑大小也難一致, 較不適合fine pitch印刷作業。
2、規則型:因為是球形的關係, 球徑大小也較規則,較適合 fine pitch印刷作業,另外球 型粉末在不活性氣體中製造, 所以焊錫氧化率較低。
锡粉的分布图:
锡膏的粘度和触变值:
良好的锡膏粘度值应在 160 Pa •s--240 Pa •s 之间.(PCU-205 10rpm 25℃)
金属含量
锡膏的测试(一):
坍塌测试
– 冷坍塌测试,#1板在25 +/- 5C和湿度为50+/10%的环境下放置30分 钟
焊锡膏的成分及其使用

(残余物的去除)
1. 使用方法(包装)
2/18/2019 6
锡膏的主要参数-1a
合金参数
温度范围 a 固相 b 液相 基质兼容性 焊接强度(结合力)
2/18/2019 7
锡膏的主要参数-1b
• 锡铅合金的二元金相图
A 共熔组成在Pb37/Sn63合金,此是固态与 液态 直来直往的,无浆状存在,且熔点低在183C。 B 纯铅的MP为327C,纯锡2320C,当形成合金 时,则其MP下降以共晶点为最低。
2/18/2019
8
锡膏的主要参数-1c
• 常用合金
• 电子应用方面超过90%的是:
Sn63/Pb37 、Sn62/Pb36/Ag2 、或 Sn60/Pb40
• 2%的银合金随含Ag引脚和焊垫应用的增加而增加。
• 银合金常用于锡铅合金产生弱粘合的场合
2/18/2019
9
锡膏的主要参数-1d
其它应用合金
2/18/2019
13
锡膏的主要参数-2a1
粉粒等级 IPC TYPE 2 IPC TYPE 3 IPC TYPE 4 网眼大小 -200+325 -325+500 -400+635 颗粒大小 45-75 微米 25-45微米 20-38微米
2型用于标准的SMT,间距为50mil,当间距小到30mil时,必须用3型焊膏 3型用于小间距技术(30mil-15mil),在间距为15mil或更小时,要用4型焊膏 这即是UFPT(极小间距技术)
锡膏的主要参数-2d2
• 氧化比率
Sample -325+500 -400+635
% Oxide 0.07 0.11
锡膏的基本概念与特性PPT资料优选版
锡膏产品的基本分类
• 根据焊料合金种类,可分为含铅锡膏与无
铅锡膏;
• 根据清洗方式及有无,可分为松香基锡膏、
水溶性锡膏与免清洗锡膏;
• 根据活性剂种类,可分为纯松香基锡膏、
中等活性松香基锡膏、高活性松香基锡膏 与有机物基锡膏;
锡膏的保存
• 用户方收到锡膏产品后请立即放入冰箱,
在3-7℃ 下进行冷藏保存。请注意不可以对 锡膏进行冷冻保存。
流焊工艺的温度-时间曲线也会有不同。
有铅锡膏回流曲线
在再流焊过程中焊料合金粉末熔化,在助焊剂去除氧化膜的辅助作用下润湿电子元器件外引线端和印刷电路板焊盘金属表面并发生反
• Sn-Pb 锡膏的典型再流焊温度-时间曲线具 应,最终形成二者之间的机械连接和电连接。
根据活性剂种类,可分为纯松香基锡膏、中等活性松香基锡膏、高活性松香基锡膏与有机物基锡膏; 锡膏中合金粉末颗粒的平均尺寸应该不大于丝网网孔尺寸的1/3;
锡膏的基本概念与特性
• 锡膏是由焊料合金粉末与助焊剂/载体系统按照一
定比例均匀混合而成的浆状固体;
• 锡膏的粘度具有流变特性,即在剪切力作用下粘
度减小以利于印刷,而印刷之后粘度恢复,从而 在再流焊之前起到固定电子元器件的作用;
• 在再流焊过程中焊料合金粉末熔化,在助焊剂去
除氧化膜的辅助作用下润湿电子元器件外引线端 和印刷电路板焊盘金属表面并发生反应,最终形 成二者之间的机械连接和电连接。
• 另一方面,锡膏开封使用之后如果还有剩
余且希望在下一轮组装过程中继续使用而 不是废弃,请再次将该锡膏容器密封,但 是不可以放入冰箱内保存,而只是放置在 室温环境下即可。
锡膏印刷前的准备
即使是同一种锡膏,在不同的组装件条件下(如印刷板厚度、组装密度等)再流焊工艺的温度-时间曲线也会有不同。
锡膏——回流焊工艺PPT课件
5)当较小尺寸单元板由于结构安装上的要求需要作圆 角或斜角时,拼板方式必须是铣槽加工艺边;
3、拼板方式:纵横拼板、对拼、正反拼板。对拼适合两 块不规则的电路板,正反拼适合采用双面回流焊工艺 的电路板;
对拼
-
正反拼 32
规则形状采用 V-CUT拼板
-
13
为了保证可维修性,BGA 器件周围需留有3mm 禁布区, 最佳为5mm 禁布区。一般情况下BGA 不允许放置在背 面;当背面有BGA 器件时,不能在正面BGA 5mm 禁布 区的投影范围内布器件;
可调器件周围留有足够的空间供调试和维修;
应根据系统或模块的PCBA安装布局以及可调器 件的调测方式来综合考虑可调器件的排布方向、调测 空间。
5、为了保证印刷和贴片的识别效果,基准点范围内应无其 它走线及丝印;
6、基准点中心距板边大于5mm,并有金属圈保护,基准点中 心1.5mm(60mil)直径范围内开阻焊窗;
7、需要拼板的单板,每块单元板上尽量保证有基准点;
8、对于引线间距≤0.5mm的QFP和球间距≤0.8mm的BGA封装
的器件,为提高贴片精度,要求在IC两对角设置基准点;
偷锡焊盘
未做特别要求时,元件孔形状、焊盘与元件脚形状必
须匹配,并保证焊盘相对于孔中心的对称性(方形元
件脚配方形元件孔、方形焊盘;圆形元件脚配圆形元
件孔、圆形焊盘),以保证焊点吃锡饱满;
-
21
需要过锡炉后才焊的元件,焊盘要开走锡位,方向与过 锡方向相反,宽度视孔的大小为0.5~1.0mm,以防止 过波峰后堵孔;
-
14
SMD元件间距(相同封装)
-
45.锡膏常识(二)ppt
湖南铁道职业技术学院
应 用 电 子 技 术 专 业 教 学 资 源 建 设
影响印刷过程的几个参数是:黏滞度,塌落,黏结时间,暴 露时间,金属含量百分比,颗粒大小,颗粒形状。黏滞度是 很重要同时也很容易被曲解的,至少当测量它的时候是这样。 黏滞度是以泊肃叶为单位的,通常用厘泊和千厘泊来计量。 有两种类型的黏度计用于黏滞度的测量:布鲁克菲尔德和马 尔康姆。布鲁克菲尔德黏度计被认为是工业标准。马尔康姆 黏度计是很有意思的,因为不同于布鲁克菲尔德黏度计所测 的静态黏滞度,它测的是动态黏滞度。
湖南铁道职业技术学院
应 用 电 子 技 术 专 业 教 学 资 源 建 设
锡膏的稳定性: 锡膏在印刷后到回流焊前,要经过传输、贴片等工艺,锡膏 在空气中有一段停留时间。另外,工作环境温度有时也有波 动,而且在新品项目试生产过程中,由于贴片机供料器和器 件封装形式等问题,有些器件要求手工进行贴放,因此锡膏 在空气中停留的时间相对更长一些,这就要求锡膏的稳定性 要好,焊剂的损失要慢,工作寿命要长。
Type4:精细间距印刷时选用球形细粒度焊膏,间距<0.5mm 时,焊膏颗粒尺寸应在20-38um之间。
湖南铁道职业技术学院
应 用 电 子 技 术 专 业 教 学 资 源 建 设
锡膏的黏度(Viscosity):
低黏度的锡膏:V<600 KCPS;
中黏度的锡膏:600 KCPS< V <800KCPS; 高黏度的锡膏:V>800 KCPS; 备注:1mil=0.0254mm
湖南铁道职业技术学院
应 用 电 子 技 术 专 业 教 学 资 源 建 设
锡膏选择的基本原则是: ①合金粉末的颗粒大小及形状;
②金属粉末的含量;
焊锡膏的基本知识PPT共30页

谢谢!
ห้องสมุดไป่ตู้
焊锡膏的基本知识
11、不为五斗米折腰。 12、芳菊开林耀,青松冠岩列。怀此 贞秀姿 ,卓为 霜下杰 。
13、归去来兮,田蜀将芜胡不归。 14、酒能祛百虑,菊为制颓龄。 15、春蚕收长丝,秋熟靡王税。
61、奢侈是舒适的,否则就不是奢侈 。——CocoCha nel 62、少而好学,如日出之阳;壮而好学 ,如日 中之光 ;志而 好学, 如炳烛 之光。 ——刘 向 63、三军可夺帅也,匹夫不可夺志也。 ——孔 丘 64、人生就是学校。在那里,与其说好 的教师 是幸福 ,不如 说好的 教师是 不幸。 ——海 贝尔 65、接受挑战,就可以享受胜利的喜悦 。——杰纳勒 尔·乔治·S·巴顿