注塑机与机械手接口
注塑机机械手装机配电手册
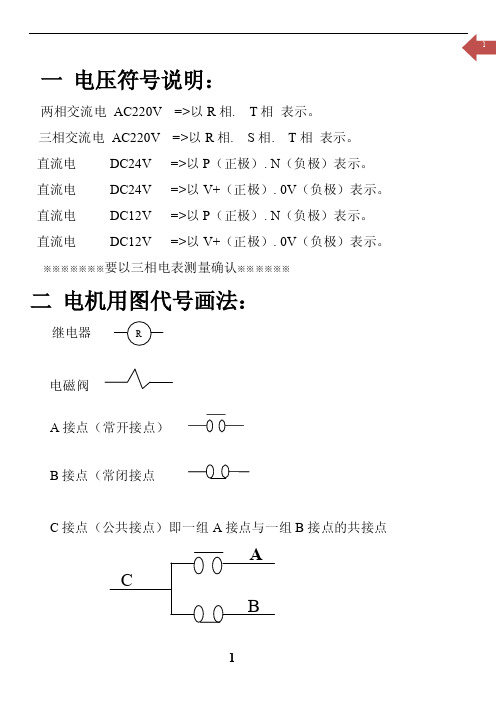
一 电压符号说明: 两相交流电 AC220V =>以R 相. T 相 表示。
三相交流电 AC220V =>以R 相. S 相. T 相 表示。
直流电 DC24V =>以P (正极). N (负极)表示。
直流电 DC24V =>以V+(正极). 0V (负极)表示。
直流电 DC12V =>以P (正极). N (负极)表示。
直流电 DC12V =>以V+(正极). 0V (负极)表示。
※※※※※※※要以三相电表测量确认※※※※※※二 电机用图代号画法: 继电器电磁阀A 接点(常开接点)B 接点(常闭接点C 接点(公共接点)即一组A 接点与一组B 接点的共接点三 造裕机械手信号接线定义:开模安全 12此接点为一“常开接点A(接点)”, 即机械手下降至模内时, 此接点为断路射出机不能开模.关模安全 34此接点为一“常开接点A(接点)”, 即机械手下降至模内时, 此接点为断路射出机不能关模.突模延迟 67此接点为一“常开接点A(接点)”, 即自动时机械手顶针延时时间到, 此接点为短路射出机才能顶出.关模启动 8 9此接点为一“常开接点A(接点)” 且为一瞬间接点, 即自动时机械手下降取物上升后, 此接点为短路直到开模完信号断路, 此接点即断路.开模完成信号11此接点为射出机已开模完成停止信号, 机械手可下降的信号, 需是一组电源输入至机械手, 此信号可为DC12V ,DC24V ,AC220V , 只需更换机械手机身继电器板 RY1 继电器.安全门信号 13此接点为射出机安全门已关上信号, 需是一组电源输入至机械手, 此信号可为DC12V ,DC24V ,AC220V , 只需更换机械手机身继电器板 RY0 继电器.电源 AC220V 14号 15号 电线四机械手信号接线方法:1 开模完成信号:⑴旧型继电器回路射出机。
如开模完成信号开关,没有单独输出则采用下列接法需加一个继电器。
机械手与注塑机联线注意事项

机械手与注塑机联线注意事项
●注塑机符合下列情况之一时,需要将允许合模信号串入合模
电磁阀。
1、注塑机如果选择“机械手不使用”时,允许合模信号输入点
不起作用,
2、如果注塑机没有再循环信号,只有一个合模信号输入点
例如:海天注塑机
3、如果允许合模信号已占用,则用机械手模式信号串入合模电
磁阀
●对于提供全自动运行信号的注塑机,一定要将该信号接到机
械手中。
(全自动信号使用时候,注塑机没有给出全自动信号机械手在进入全自动状态不会下行)
●务必注意电压信号极性,防止接错。
●各厂家注塑机对信号名称叫法不一,一定要弄清其实际功能
再接线。
塑机和机械手的通讯协议
塑机和机械手的通讯协议塑机和机械手通讯协议是为了实现塑机和机械手之间的数据交换和控制操作而制定的一套标准规范。
通讯协议定义了双方通信的格式、数据类型、指令集以及数据传输方式等。
下面将对塑机和机械手通讯协议进行详细介绍。
一、通讯协议的作用通讯协议的主要作用是实现塑机和机械手之间的数据传输和控制操作。
通过通讯协议,塑机可以向机械手发送控制指令,比如移动、抓取、放置等指令,机械手可以接收并执行这些指令。
同时,机械手也可以向塑机反馈当前的状态信息,如位置、速度、力量等。
通讯协议的制定可以确保双方之间的数据传输稳定、可靠,并提高生产效率和精度。
二、通讯协议的标准通讯协议一般由工业标准化组织或相关的行业组织制定,并经过长时间的实践和验证。
目前常见的塑机和机械手通讯协议有以下几种:1. Modbus协议:Modbus是一种通用的串行通信协议,广泛应用于工业自动化领域。
Modbus协议简单、可靠,具有良好的兼容性。
可以通过串口、以太网等方式进行通信。
2. CAN协议:CAN(Controller Area Network)协议是一种广泛应用于工业控制领域的串行通信协议。
CAN协议具有较高的通信速度和可靠性,能够满足实时性要求较高的应用场景。
3. Ethernet/IP协议:Ethernet/IP是用于工业自动化领域的一种开放标准的通讯协议。
Ethernet/IP基于以太网技术,可以实现多种设备之间的数据交换和控制操作。
4. OPC协议:OPC(OLE for Process Control)是一种开放标准的通讯协议,用于实现不同厂商、不同类型设备之间的数据交换和通信。
OPC协议可以通过OPC服务器来实现塑机和机械手之间的通信。
三、通讯协议的内容通讯协议包括以下内容:1.数据格式:通讯协议规定了双方之间的数据格式,如数据帧的结构、字节顺序等。
数据格式的规定可以确保双方之间的数据能够正确地解析和处理。
2.数据类型:通讯协议定义了双方之间所使用的数据类型,如整型、浮点型、字符串等。
甬江塑机接线图及操作步骤

甬江塑机接线图
机械手共使用1、2、3、5、6、7、8、双色 一共8根线,其中,5、6为一组,接注塑机B23和HCOM , 7、8为一组,串联锁模阀, 56、78 为同一组,均可互换。
机械手电源为2相220V 务必接地线
3号线 38A
2号线
注塑机安全
门(B21) 继
电
器
接
线
操作:
1 先将机械手安装到注塑机上。
把安全螺丝拿掉。
将注塑机连接线接到机械手上。
2 调整注塑机行程,决定开模距离后,开模到底,将机械手功能打开,在机械手的手控器上监视画面中有(开模完)信号,然后调整机械手的上下,前后,中心点等。
3 插上气管,按机械手的(教导)按钮,读入01 写至21-50任一模号。
或自行教导动作,详见说明书操作步骤。
4 按机械手(功能)键,将安全门选择为使用,意思就是说当安全门打开时,机械手不会下降,以确保安全。
5 将注塑机选择半自动,将机械手选择全自动。
看一模是否可成功将产品取出,如可以将注塑机与机械手全部选择全自动。
6 中模开关(红色的那个感应开关)仅在三板模时使用,将磁力表做放置于后安全处,让中模开关对准中模,以确保中模在未被拉开时手臂下降造成的损坏。
7 不使用机械手时可将手控器右边的开关拨下,即不使用。
当机械手关闭电源时,务必将复归接头与注塑机连接线插上,不然注塑机不会锁模。
8 机械手使用的气压不得低于5kg.。
9 取产品时,按(时间)键,可慢慢调整机械手前进,吸取的延时时间,最好是调到顶针刚刚顶出,机械手刚好吸取。
10 尽量多看看说明书,上面有所有的正确操作方法。
机械手与注塑机连接点

机械手与注塑机连接点海天:C1=关模、C3=开模、B7=关模完+24V、B21=安全门+24V、B23=循环启动、38A/38B=开模完全力发:146=取出机关模控制、143=顶针退、142=复动开始、141=顶针进、243=安全门、242=关模完、240=开模完台意德:X00=安全门、X03=锁模完、X23=机械手合模、X24=机械手顶针、Y40=关模、Y46=开模、Y54=开模完海太:X000=安全门、X003=锁模完、X403=机械手连锁、X404=机械手顶针、Y030=关模、Y036=开模、Y434=开模完伊之密:X1-01=安全门+24V、X1-13=机械手连锁、X1-14=机械手顶针、X1-15=机械手取出完成、X3-03=锁模、X3-09=开模、X4-24=锁模终止+24V、X4-25=开模终止+24V、X4-26=全自动日本住友:A12/B12=关模、A13/B13=开模、A14/B14=顶针、A15/B15=循环启动、A1/B1=闭模完、A3/B3=全自动、A4/B4=开模完、A5/B5=安全门日本川口:63=顶针、65=循环启动、206=开模、214=关模、258=安全门、297=闭模完、298=全自动、299=开模完、1=0V、3=24V富强鑫双色机:40A/40B=开模完、35A/35B=安全门、34A/34B=关模完、X09=关模、X20=开模、X27=机械手使用、X46/47循环启动日本东洋:0/15=开模完、3/18=安全门、4/19=关模完、4/14=关模、6/16=开模、8/18=循环启动TMC:301=允许合模、302=允许顶进、303=允许顶退、306=机械手不使用、351=安全门、352=全自动、353=合模完、196=开模完、101=安全门、156=合模阀、159=开模阀、176=顶进阀、177=顶退阀SI Sunny 振强:Y120=开模完+26V、Y122=安全门+26V、Y123=全自动、X216=关模锁住、X217=开模锁住、X218=托模锁住、X219=完成信号、注:X216/217反相(有开模完此接点要通),、X219正相(有开模完此接点要断) 台中精机:001/001A=关模、002/002A=开模、012/012A=顶进、013/013A=顶退、032=允许机械手动作+0V、104=安全门、129=允许关模动作+24V申达:B06=关模终、B11=安全门、B22=循环启动、C1=关模、C3=开模、23A/23B=开模完日钢:15/16=安全门、09/10=开模完、05/06=闭模完、17/18=开模、21/22=关模、20/14=循环启动LG:X007=安全门+3、X014=开模、X015=关模、X016=顶针、X017=周期、Y213=开模完+14、Y214=全自动LG:X014=安全门+3、X025=闭模完+3、X030=开模、X040=关模、X042=顶针、X043=循环启动、Y107=全自动+20、Y123=开模完+20、注:20=110V震雄:100=安全门+24V、069=可取出+24V、070=用机械手(不用机械手时,此接点要通)、071=取出中、072=可以顶针、073=取出完成、038=开锁模震雄:00=安全门+401、18=机械手连线、19=成品、20=顶针、21=循环启动、105=开模、108=关模、123=开模完、注:19/21必须通断一次才能做全自动,18在不用机械手时必须常通震雄:00=安全门、32=机械手连线中、33=成品、34=顶针、35=循环启动、67=开锁模、86=开模完德马格:3=闭模+24V、4=顶针+24V、5=开模完+0V、8/9=安全门(如果这个点没用,用23/24代替)震德:OUT2=开模、OUT8 =关模、OUT18 =吹风(开模完)、IN2=安全门、IN12 =机械手连锁(循环启动)、IN13 =可顶针、IN14=取出完成力劲(红星电脑): OUT01 =关模、 OUT03 =开模、 OUT16 =开模完、 IN 11=完全门、 IN 22=循环启动力劲:Y108=关模、Y109 =开模、Y123 =完全门、X120=开模完、X216=允许关模、X=允许顶出、X=取出完成(循环启动)力劲:X09=安全门、X11=关模完、X16=机械手关模锁住、X17=机械手开模锁住、X18=机械手托模锁住、X19=机械手完成信号、Y08=关模、Y09=开模、Y20=开模完、Y22=全自动博创:I02=完全门、I12=可锁模、I13=可顶针、I14=循环启动、Y02=锁模、Y08=开模、Y21=开模完东华:X000=完全门、X023=循环启动、Y000=锁模、Y006=开模、Y014=开模完亿利达:X56=可顶针、X57=循环启动、X40=完全门、Y21=锁模、Y77=开模完。
机械手与注塑机的接线点大全
赛科科技 助您腾飞
诚信 敬业 感恩
“从一开始就精益求精 始终把品质、功能、实用放第一位”
海
C1(C2)=关模 C3(C4)=开模
天 B7=关模完 24V
B21=安全门 24V
B23=循环启动
38A/38B=开模完
“赛科机械手诚邀合作伙伴-------13926897577 邓生”
全
146=取出机关模控 制
SEIKI-3D ROBOT
东莞市赛科机械手制造厂
DONG GUAN SEIKI-3D ROBOT CO.,LTD
注塑机械手装机大全(精简版)
•注塑成型机械手专业制造商
品质成就品牌 •为模塑行业提供柔性自动化 系统
赛科自动化,让您的效益最大化!
中国·东莞
23 SEIKI-3D
说明
注塑机械手安装大全是介绍注塑机械手与注塑机之间的对 应信号点位置,以方便于机械手安装调试工程师的更加高效的 完成安装调试。
SEIKI-3D ROBOT
稳定 高效 精密
SEIKI-3D
X000=安全门
海
X003=锁模完
太
X403=机械手连锁 X404=机械手顶针
Y030=关模
Y036=开模
Y434=开模完
“赛科机械手诚邀合作伙伴-------13926897577 邓生”
A12/B12=关模
日
A13/B13=开模
本
A14/B14=顶针
东 华
X000=完全门 X023=循环启动 Y000=锁模
Y006=开模
浅谈工业机器人在注塑取件自动化中的应用
浅谈工业机器人在注塑取件自动化中的应用摘要:工业机器人是广泛应用于工业领域的多关节机械手,是一个多自由度的机器装置,具有一定的自动性,可依靠自身的控制能力实现各种工业加工制造的功能。
工业机器人被广泛的应用于各个行业中。
在现在的工业4.0、智能制造时代,工业机器人已经出现在注塑周边自动化领域,并和注塑机集成在一起形成一整套智能制造解决方案,注塑取件自动化作为其中的一个重要细分行业,我们执行了很多相关的项目,在此作一个初步的探索,总结相关的经验,探讨一些存在的问题。
关键词:工业机器人;注塑自动化;行业应用分析1.引言这几年,全球工业机器人行业保持快速发展,据数据,全球工业机器人年销量由 2001 年的 7.8 万台增长至 2016 年的 29.4 万台,增幅 277%,近 6 年来(2010-2016),复合年均增长率达 16%,行业呈现出加速发展的趋势。
预计2020 年全球功能工业机器人销售量将接近 50.9 万台,2013 年以来年平均增速16.8%。
其中,我国是增长最快也是需求最大的市场。
预计到2020年中国在全球的市场份额将进一步扩大,届时将有21万台工业机器人在中国销售,占比全球市场份额的40%。
据统计2017年-2020年间,中国工业机器人销量年均复合增长率为27.54%,超过全球14.62%的年均复合增长率。
我国塑料机械不断发展,市场规模逐年扩大。
在经历了2012年市场低点之后,随着下游塑料制品需求量的增加,我国塑料机械市场规模逐年扩大,稳定增长。
2016年,我国塑料机械市场规模达到了637.47亿元,同比增长9.60%,我国已经是世界塑料机械生产大国、消费大国和出口大国。
我国塑机行业十三五规划要求行业保持年均10%增速,按照该增长速度测算,我国塑机市场规模有望在2021年超过1000亿元,按照注塑机在我国塑料机械产值中占比40%-50%估算,注塑机市场规模约500亿元。
与此同时,工业机器人在注塑配套自动化中的运用越来越广,通过工业机器人和注塑机的深度结合,可以高效完成注塑产品的取件、去除水口、火焰修边、激光打标、自动称重、合格不合格品分类放置等一系列注塑生产及其相关的机边自动化工序,极大的减少了注塑周边的人员需求,提高了注塑周边的自动化水平,为注塑企业创造良好的效益,减轻了注塑从业人员的劳动强度。
THL机械手LAN接口操作步骤
THL机械手LAN接口操作步骤
THL机械手LAN接口操作步骤?
答:THL机械手LAN接口操作步骤:
1、先接好气管,让机械手气压表的气压在4kg-8kg之间。
2、打开机械手电源开关,并在注塑机控制板上打开机械手功能键。
3、注塑机开模完成后,先手动放下机械手臂,并调节好手臂下降的位置。
在调试机械手的各行程位置时,首先模开到足够宽的位置,再把机械手气缸里的气放掉,用手慢慢地托下主臂,再逐一进行调试,以免机械手下降时损坏模具及治具。
4、按“手动”键,即可进入手动操作画面,依所须动作,先按“选择”键,再按“动作”键,依次调节好各动作的延时时间,检查安全报警装置,机械手取出异常时能否发生报警,开机之前必须调好检测,以免压模。
5、按产品的要求设定或选择所需要的程式合理进行取物,然后在注塑机自动状态下,按“全自动”键即可进入自动生产。
6、如要修改动作程式:按“停止”键和“修改”键,进入程式修改画面。
7、技术人员可依据不同的模具,输入动作程式“0-99”,确定后按“输入”键确认,再按“停止”键,然后按“全自动”键进入自动生产。
8、其它设定参照设备使用说明书。
中文 欧规12 EUROMAP 12
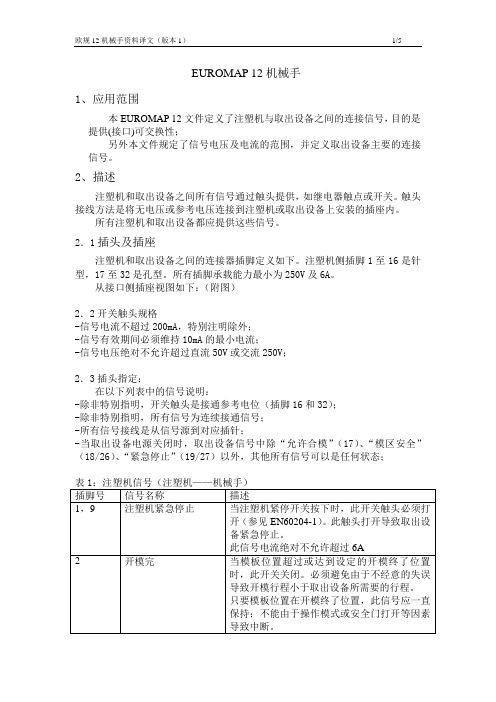
EUROMAP 12机械手1、应用范围本EUROMAP 12文件定义了注塑机与取出设备之间的连接信号,目的是提供(接口)可交换性;另外本文件规定了信号电压及电流的范围,并定义取出设备主要的连接信号。
2、描述注塑机和取出设备之间所有信号通过触头提供,如继电器触点或开关。
触头接线方法是将无电压或参考电压连接到注塑机或取出设备上安装的插座内。
所有注塑机和取出设备都应提供这些信号。
2.1插头及插座注塑机和取出设备之间的连接器插脚定义如下。
注塑机侧插脚1至16是针型,17至32是孔型。
所有插脚承载能力最小为250V及6A。
从接口侧插座视图如下:(附图)2.2开关触头规格-信号电流不超过200mA,特别注明除外;-信号有效期间必须维持10mA的最小电流;-信号电压绝对不允许超过直流50V或交流250V;2.3插头指定:在以下列表中的信号说明:-除非特别指明,开关触头是接通参考电位(插脚16和32);-除非特别指明,所有信号为连续接通信号;-所有信号接线是从信号源到对应插针;-当取出设备电源关闭时,取出设备信号中除“允许合模”(17)、“模区安全”(18/26)、“紧急停止”(19/27)以外,其他所有信号可以是任何状态;表2:取出设备信号(机械手——注塑机)3、顶针顺序(由于缺乏图表显示,所以暂省略)4、中子顺序通常位置1和位置2用于注塑机和取出设备之间进行同步,位置1最好用于允许取出设备通过模具区域动作的位置,位置1和位置2允许替换使用。
4.1用于顶针;位置1等效顶退,位置2等效顶出;4.2取出制品的中子顺序;位置1表示插芯(允许注射),位置2表示抽芯(取出制品);4.3用于嵌件的中子顺序;位置1表示中子在允许放置嵌件位置,位置2表示中子在已经放置嵌件位置;4.4用于取出制品及放置嵌件的中子顺序;(图形省略)5、取出设备电源通过插座向取出设备提供3N/N/PE 400V/16A(参见IEC-Pub 617部分2)6、材料提供以下公司提供接口插座,例如:Contact GmbH, 地址:800640, 7000 stuttgart 80, 型号:H/A 16 SCHarting Elektronik GmbH, 地址:1140,4992 Espelkamp, 型号:Han 32AHTS Elektronik GmbH, 地址:5206 Neunkirchen-S1, 型号:HA 32Walther Werke, 地址:1180,6719 Eisenberg, 型号:A32以上供应商的插座可以互相替代。
宁波伟立机械手标准接线图

X系列标准接线方法〔除XL机型〕24V注塑机开模完24V注塑机平安门机械手公共点双色线备注:机械手全自动3#线7#与注塑机循环启动点连接,8#线圈端线圈端与注塑机OV连接;9#与注塑机顶针阀点连接10#与注塑机顶针阀线并连;备注:继电器电压不一定是+24V,此电压取决于注塑机接点,注塑机接点机械手开模完1#线0V继电器电压用+24V;相反注塑机接点+24V继电器电压用0V.机械手闭模完4#线机械手完全门2#线机械手5#线接注塑机24V电源机械手6#线注塑机-24V注塑机开模阀注塑机关模阀线圈端注塑机开模线圈注塑机关模线圈ST系列标准接线方法24V注塑机开模完24V注塑机平安门机械手完全门3#线备注:机械手公共点16#线17#与注塑机循环启动点连接32#线圈端机械手全自动10#线线圈端与注塑机OV连接;32#与注塑机顶针阀点连接22#与注塑机顶针阀线并连;备注:继电器电压不一定+24V,此电压取决于注塑机接点,注塑机接点机械手开模完2#线0V继电器电压用+24V;相反注塑机接点+24V继电器电压用0V.机械手闭模完12#线机械手完全门11#线机械手18#线接注塑机24V电源机械手26#线注塑机-24V注塑机开模阀注塑机关模阀线圈端注塑机开模线圈注塑机关模线圈XL系列标准接线方法24V注塑机开模完备注:机械手公共点双色线完全门信号用开关连接,进行通断;机械手全自动3#线7#与注塑机循环启动点连接,8#与注塑机OV连接;线圈端9#与注塑机顶针阀点连接,10#与注塑机顶针阀线并连;备注:继电器电压不一定是+24V,此电压取决于注塑机接点,注塑机接点0V继电器电压用机械手开模完1#线+24V;相反注塑机接点+24V继电器电压用0V.机械手闭模完4#线机械手5#线接注塑机24V电源机械手6#线注塑机-24V注塑机开模阀注塑机关模阀线圈端注塑机开模线圈注塑机关模线圈注塑机开模完自锁注塑机开模完自锁注塑机开模完注自塑锁注机塑机开模模完自完锁自锁+24注塑机开模完-24注塑机锁模V V阀机械手开模完机械手公共-24线线圈端线圈端备注:继电器电压不一定是+24V,此电压取决于注塑机接点,注塑机接点0V继电器电压用+24V;相反注塑机接点+24V继电器电压用0V.。
机械手 机械手与注塑机的连接

第四章富井注塑机专用机械手与注塑机的连接1、装机前确认:在装机前,要求业务人员把安装注塑机的电控线路图复印带回,便于装机人员在装机前对注塑机电路有所了解,提前拿出方案,并可查寻注塑机连线记录表,确保装机时快速无误的完成电控连线。
2、电控连线:因为国产和进口注塑机都自成一格,没有统一的规范,所以在连线时必须查找连接。
3、富井注塑机专用机械手与注塑机主要连接信号:1)可开模联锁★★★2)可开模联锁★★★3)可关模联锁★★★4)可关模联锁★★★5)合模阀联锁★★★6)合模阀联锁★★★7)可顶出联锁★★★8)可顶出联锁★★★9)预留★10)预留★11)熔胶信号★★12)熔胶信号★★13)开模完成信号★★14)开模完成信号★★15)安全门关信号★★16)安全门关信号★★4、富井注塑机专用机械手信号分析4.1、注塑机专用机械手输入信号(由注塑机输出,先用万用表量出确实动作信号电压,然后关断注塑机电源,再与接线,并确认无误后在通电)4.1.1 开模完信号:此信号为注塑机开模到底时注塑机才可输出,供给注塑机专用机械手之信号,为注塑机专用机械手可下行的开启信号。
当注塑机专用机械手在手动时,如无开模完信号,又强行按下行键,手臂不下行,且手控器显示报警。
在全自动时,如开模完无切换动作,手臂不下行取物。
4.1.2 熔胶信号:此信号为注塑机熔胶时注塑机才可输出,供给注塑机专用机械手之信号,为注塑机专用机械手安全信号。
当注塑机专用机械手在全自动时,如关模完无切换动作,手臂不下行取物。
4.1.3 安全门信号:此信号为注塑机安全门关时注塑机才可输出供给之信号,为注塑机专用机械手安全配合信号和报警后启动信号。
当注塑机专用机械手在手动时,如无安全门信号,又强行按动作键,注塑机专用机械手不动作,且手控器产生报警显示。
在全自动时,如开安全门即无安全门信号时,注塑机专用机械手动作暂停,当关安全门即有安全门信号时,注塑机专用机械手继续动作。
注塑机取模机械手控制系统 (2)
摘要机械手是模仿着人手的部分动作,按给定程序、轨迹和要求实现自动抓取、搬运或操作的自动机械装置。
在工业生产中应用的机械手被称为“工业机械手”。
单旋臂式注塑机取模机械手是一种抓取注塑工件的机械手,该机械手占用空间小,稳定性好、效率高,是注塑行业抓取注塑工件不可缺少的自动化设备,该机械手以气动方驱动,简单可靠,操作、维修方便。
有较好的市场应用前景。
本文主要介绍基于单片机的单旋臂式取模机械手的控制板的设计,采用直接控制结构,完成了硬件电路设计,包括时钟复位电路、输入输出通道、液晶接口、键盘接口、串口下载等,包括菜单、机械手动作位置监督、故障报警等相关功能。
整个控制系统结构简洁、各模块功能明确。
机械手采用的不同硬件结构,针对目前开发的单悬臂式注塑机取模机械手控制板提出了相应解决方案。
该控制板采用模块化的电路设计各部分功能明确。
同时,考虑到注塑机取模机械手恶劣的工作环境,在硬件上加入了抗干扰设计,有效提高系统的抗干扰能力。
在软件方面,不但满足了机械手的动作要求,也加入了抗干扰设计,弥补硬件抗干扰的不足。
整个控制系统调试完成,基本完成机械手的各功能要求。
关键词:单片机;注塑机取模机械手;模块化;抗干扰AbstractThe take-out robot for Plastie injection15 arobot for grabat work Pieceof Plasti cinjection .The robot take uPthesmallsPaee,goodStability,highefficieney,it 15 ind ispensable automation equipments inplastie injection fleld.The robot drive with thea ir pressure,simple andere dibility would beser vieeeon venienee. Directeontrolstrueture15usedintheeontrolsystem,asatake一outrobotforPlastieinjection,hardwaredesignincludetheinPut,outPut,LCDdisPlay,keyboard,ISP,soflwaredesig nineludealarm,malfunetionreasondisPlay,teaeh,ete.Thestrueture15eoneision.Thefunc tionofeachmold15exPlieit. AfterinirodueethePresenteonditionandexistentProblemoftake一outrobotfor Plastieinjeetion,thearticleillustrateddifferenthardwarestructureandProPosedthe waytosolVeProblem. ThehardwarePartoftheeontrolsystemchoosesdireeteontrolstrueture,meanwhile;thePlanforconsideranti一inierferencedesignareusedforcancelingthe badenvironmentoftherobotworking.Also,Providefriendlyinierfaeeforshortenthetimeofstudyabouttherobotand softwareanii一interfereneedesignformakeuPthewea比essofthePartofhardware design.ComPletethesystemadjustsandRealizationfunetionoftherobot.KeyWords:MCU:take-out robot for Plastieinjeetion;anti-inierfereneee目录第一章绪论1.1注塑机取模机械手的发展历程与现状1.2课题的来源及任务1.2.1课题的来源1.2.2课题完成的任务1.3课题的意义第二章注塑机取模机械手控制板的总体设计2.1控制板的总体方案2.1.1机械手控制板典型方案2.1.2常用核心处理器2.1.3本控制板采用的方案及选用的核心处理器2.2控制板功能及基本解决方案2.2.1控制板功能要求2.2.2控制板基本解决方案2.3 系统的组成框图第三章注塑机取模机械手控制系统的硬件设计3.1引言3.2硬件模块设计................3.3CPU、ISP、急停、输入、输出通道模块及其电路设计3.3.1 CPU选用及其性能介绍3.3.2 ISP及其电路设计3.3.3 急停电路设计3.3.4输入通道及其电路设计3.3.5 输出通道及其电路设计3.4 键盘端口和状态灯及其电路设计3.4.1键盘、状态灯及其电路设计3.4.2键盘接口及其电路设计3.5液晶显示端口及其电路设计第四章注塑机取模机械手控制系统的软件设计4.1引言4.2软件总体设计4.2.1功能性设计4.2.2可靠性设计4.2.3运行管理设计4.3机械手控制系统的软件模块设计和开发平台、编程语言4.3.1软件模块设计4.3.2开发平台和开发语言4.4机械手急停程序设计4.5机械手动作程序设计4.6键盘扫描和键盘读取模块4.6液晶显示模块第五章注塑机取模机械手控制系统的软、硬件抗干扰设计5.1引言5.2挑选合适的元器件5.2.1元器件的失效机理5.2.2元器件的选择5.2.3降额设计5.3抗干扰措施5.3.1光电隔离5.3.2去祸电容、旁路电容、磁珠5.3.3地线安排5.3.4看门狗技术第六章总结致谢参考文献附录第一章绪论本章简要介绍了国内外注塑用机械手的发展历程和未来的发展方向在深入分析目前国内对于注塑机用机械手技术现状和市场需求之间的关系和矛盾的基础上介绍了本课题的来源并描述了本课题的意义和及所要完成的具体工作。
注塑机连接线连接点

注塑机连接线连接点 Prepared on 22 November 2020海天C1=关模C3=开模B7=关模完+24VB21=安全门+24VB23=循环启动38A/38B=开模完全力发146=取出机关模控制143=顶针退142=复动开始141=顶针进243=安全门242=关模完240=开模完台意德X00=安全门X03=锁模完X23=机械手合模X24=机械手顶针Y40=关模Y46=开模Y54=开模完海太X000=安全门X003=锁模完X403=机械手连锁X404=机械手顶针Y030=关模Y036=开模Y434=开模完伊之密X1-01=安全门+24VX1-13=机械手连锁X1-14=机械手顶针X1-15=机械手取出完成X3-03=锁模X3-09=开模X4-24=锁模终止+24VX4-25=开模终止+24VX4-26=全自动日本住友A12/B12=关模A13/B13=开模A14/B14=顶针A15/B15=循环启动A1/B1=闭模完A3/B3=全自动A4/B4=开模完A5/B5=安全门日本川口63=顶针65=循环启动206=开模214=关模258=安全门297=闭模完298=全自动299=开模完1=0V3=24V富强鑫双色机40A/40B=开模完35A/35B=安全门34A/34B=关模完X09=关模X20=开模X27=机械手使用X46/47循环启动日本东洋0/15=开模完3/18=安全门4/19=关模完4/14=关模6/16=开模8/18=循环启动TMC301=允许合模302=允许顶进303=允许顶退306=机械手不使用351=安全门352=全自动353=合模完196=开模完101=安全门156=合模阀159=开模阀176=顶进阀177=顶退阀SISunny振强Y120=开模完+26V Y122=安全门+26VY123=全自动X216=关模锁住X217=开模锁住X218=托模锁住X219=完成信号注:X216/217反相(有开模完此接点要通), X219正相(有开模完此接点要断)台中精机001/001A=关模002/002A=开模012/012A=顶进013/013A=顶退032=允许机械手动作+0V104=安全门129=允许关模动作+24V申达B06=关模终B11=安全门B22=循环启动C1=关模C3=开模23A/23B=开模完日钢15/16=安全门09/10=开模完05/06=闭模完17/18=开模21/22=关模20/14=循环启动LGX007=安全门+3X014=开模X015=关模X016=顶针X017=周期Y213=开模完+14Y214=全自动LGX014=安全门+3X025=闭模完+3X030=开模X040=关模X042=顶针X043=循环启动Y107=全自动+20Y123=开模完+20注:20=110V震雄100=安全门+24V069=可取出+24V070=用机械手(不用机械手时,此接点要通)071=取出中072=可以顶针073=取出完成038=开锁模震雄00=安全门+40118=机械手连线19=成品20=顶针21=循环启动105=开模108=关模123=开模完注:19/21必须通断一次才能做全自动,18在不用机械手时必须常通震雄00=安全门32=机械手连线中33=成品34=顶针35=循环启动67=开锁模86=开模完德马格3=闭模+24V4=顶针+24V5=开模完+0V8/9=安全门(如果这个点没用,用23/24代替)震德OUT2=开模OUT8=关模OUT18=吹风(开模完)IN2=安全门IN12=机械手连锁(循环启动)IN13=可顶针IN14=取出完成力劲(红星电脑)OUT01=关模OUT03=开模OUT16=开模完IN11=完全门IN22=循环启动力劲Y108=关模Y109=开模Y123=完全门X120=开模完X216=允许关模X=允许顶出X=取出完成(循环启动)力劲X09=安全门X11=关模完X16=机械手关模锁住X17=机械手开模锁住X18=机械手托模锁住X19=机械手完成信号Y08=关模Y09=开模Y20=开模完Y22=全自动博创I02=完全门I12=可锁模I13=可顶针I14=循环启动Y02=锁模Y08=开模Y21=开模完东华X000=完全门X005=锁模完X023=循环启动Y000=锁模Y006=开模Y014=开模完亿利达X56=可顶针X57=循环启动X40=完全门Y21=锁模Y77=开模完海波(三星电脑)开模完Y434闭模完循环启动安全门X000X403\404\405短接负朗格开模完44/44A闭模完循环启动22 安全门11。
注塑机机械手臂方案
注塑机机械手臂方案引言注塑机是一种常用于制造塑料制品的机械设备,它通过将加热熔融的塑料材料注入模具中,并经过冷却后形成所需的产品。
然而,注塑机在生产过程中需要机械手臂来完成产品的取出和摆放,以提高生产效率和准确性。
本文将介绍注塑机机械手臂方案,包括机械手臂的选择、安装、控制系统和运行流程等方面的内容。
选择机械手臂选择合适的机械手臂是实现注塑机自动化的关键。
机械手臂应具备以下特点:- 载重能力:机械手臂需要能够承受产出产品的重量,同时考虑未来可能的产能扩展。
- 抓取精度:机械手臂的抓取精度需要满足产品的要求,确保产品不会损坏或变形。
- 工作范围:机械手臂需要能够覆盖整个注塑机的工作区域,以便于完成产品的取出和摆放。
- 可编程性:机械手臂需要具备灵活的编程能力,以便根据产品特点和生产需求进行调整。
安装机械手臂在安装机械手臂时,需要考虑以下事项: 1. 安装位置:机械手臂应放置在距离注塑机工作区域合适的位置,以便于抓取和摆放产品。
同时要确保安装位置的稳固性和安全性。
2. 连接注塑机:机械手臂需要与注塑机进行连接,以便于获取产品信息和与注塑机进行同步操作。
通常使用通讯接口来连接机械手臂和注塑机的控制系统。
3. 安装附加设备:根据需要,可以安装附加设备如传感器、摄像头等,以提高机械手臂的工作效率和精度。
控制系统机械手臂的控制系统是实现机械手臂运动和操作的关键部分。
控制系统应具备以下功能: 1. 运动控制:控制系统需要能够控制机械手臂的运动,包括移动、抓取、摆放等动作。
2. 传感器数据处理:控制系统需要接收和处理附加设备如传感器的数据,以便对机械手臂的操作进行调整和优化。
3. 编程接口:控制系统应提供编程接口,以便对机械手臂进行编程和调试。
4. 故障监测和报警:控制系统需要能够监测机械手臂的运行情况,发现故障并及时报警。
运行流程注塑机机械手臂的运行流程一般包括以下步骤: 1. 注塑机开始工作,将热塑料材料注入模具中。
注塑机与机械手接口
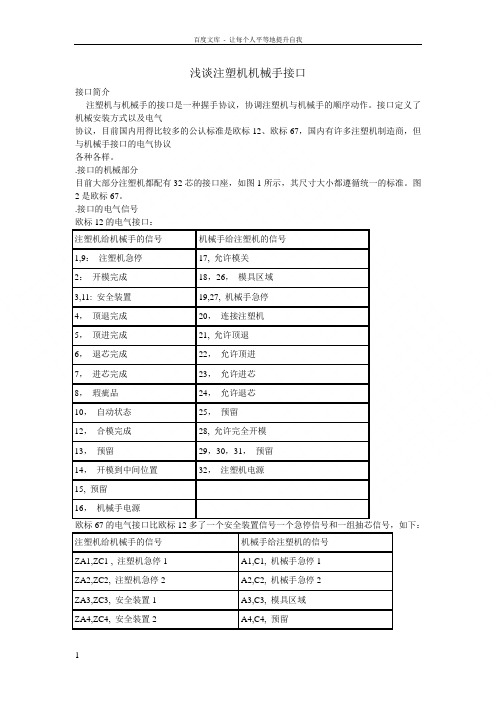
浅谈注塑机机械手接口接口简介注塑机与机械手的接口是一种握手协议,协调注塑机与机械手的顺序动作。
接口定义了机械安装方式以及电气协议,目前国内用得比较多的公认标准是欧标12、欧标67,国内有许多注塑机制造商,但与机械手接口的电气协议各种各样。
.接口的机械部分目前大部分注塑机都配有32芯的接口座,如图1所示,其尺寸大小都遵循统一的标准。
图2是欧标67。
.接口的电气信号欧标12的电气接口:注塑机给机械手的信号机械手给注塑机的信号1,9:注塑机急停17, 允许模关2:开模完成18,26,模具区域3,11: 安全装置19,27, 机械手急停4,顶退完成20,连接注塑机5,顶进完成21, 允许顶退6,退芯完成22,允许顶进7,进芯完成23,允许进芯8,瑕疵品24,允许退芯10,自动状态25,预留12,合模完成28, 允许完全开模13,预留29,30,31,预留14,开模到中间位置32,注塑机电源15, 预留16,机械手电源注塑机给机械手的信号机械手给注塑机的信号ZA1,ZC1 , 注塑机急停1 A1,C1, 机械手急停1ZA2,ZC2, 注塑机急停2 A2,C2, 机械手急停2ZA3,ZC3, 安全装置1 A3,C3, 模具区域ZA4,ZC4, 安全装置2 A4,C4, 预留ZA5, 瑕疵品A5, 预留ZA6, 模关完成信号A6, 允许模关ZA7, 开模完成信号A7, 允许完全开开模ZA8, 开模到中间位置A8, 预留ZA9, 机械手24VDC A9, 注塑机24VDCZB2, 自动状态B2, 连接注塑机ZB3, 顶退完成B3, 允许顶退ZB4, 顶进完成B4, 允许顶进ZB5, 退芯1完成B5, 允许退芯1ZB6, 进芯1完成 B 6 允许进芯1ZB7, 退芯2完成B7, 允许退芯2ZB8, 进芯2完成B8, 允许进芯2ZC5,ZC6,ZC7,ZC8,预留C5,C6,C7,C8, 预留ZC9, 机械手0VDC C9, 注塑机0VDC国内许多注塑机厂商的机械手接口信号一般只有几个信号,以下所示:注塑机给机械手信号:急停、安全门、开模完成、自动状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑机与机械手接口
接口简介
注塑机与机械手的接口是一种握手协议,协调注塑机与机械手的顺序动作。
接口定义了机械安装方式以及电气
协议,目前国内用得比较多的公认标准是欧标12、欧标67,国内有许多注塑机制造商,但与机械手接口的电气协议
各种各样。
.接口的机械部分
目前大部分注塑机都配有32芯的接口座,如图1所示,其尺寸大小都遵循统一的标准。
图2是欧标67。
.接口的电气信号
欧标12的电气接口:
欧标67的电气接口比欧标12多了一个安全装置信号一个急停信号和一组抽芯信号,如下:
注塑机给机械手信号:急停、安全门、开模完成、自动状态。
机械手给注塑机信号:互锁、允许顶出、取出完成。
下面针对欧标12、欧标67的信号做说明:
先说电源,注塑机与机械手的信号是通过中间继电器传递的,它们的电源各自独立,这有助于提高各自的稳定
性。
信号是高电平有效还是低电平有效,欧标没规定,由注塑机和机械手制造商自己定义,欧标只定义中间继电器
的通断。
举个例子,如果某注塑机制造商需要定义“允许模关”为低电平有效,那么给32芯“注塑机电源”0V的电
源,当机械手允许模关的时候,就闭合相应的中间继电器,就把17芯的信号拉至低电平。
同理如果需要高电平有效
就把注塑机的24VDC引到第32芯上。
关于急停信号以及安全装置信号,欧标67比欧标12分别多了一个信号,按照欧
标机械手的工作区域需要围起来,以便安全,所以围栏上面需要安装一急停以及检查安全装置是否安全的电气开
关。
“模具区域”信号,机械手上有两个光电开关,用来监测机械手位置是否在模具区域,若在模具区域,注塑机
应该被禁止合模,这个信号与其它信号有点不一样,当不在模具区域的时候,机械手控制中间继电器闭合,如果注
塑机定义高电平有效,那么对应的信号线就为高电平,当机械手进入模具区域,中间继电器断开,信号线变为低电
平了。
“连接注塑机”信号,当需要使用机械手的时候,使能这个信号,那么注塑机就和机械手联锁动作,注塑机
的开合模顶针以及抽芯动作受机械手控制,当关闭此信号,机械手和注塑机各自自由动作。
“瑕疵品”信号,当注
塑机检测到当前的制品不符合质量要求,发信号给机械手,如果机械手打开处理瑕疵品的功能,那机械手会作出相
应的处理。
“开模到中间位置”和“允许完全开模”信号,这两个信号用在这种情况下:当客户需要开模到某个设
定的位置后就允许机械手取制品。
分两种方式:1,开模到设定位置后注塑机发信号给机械手,注塑机继续开模,
机械手开始动作去取制品。
2,开模到设定位置后发信号给机械手,注塑机停止下来,机械手开始取制品,当取完
制品后,机械手发允许完全开模信号给注塑机,注塑机重新开模。
.信号测试
SWITEK 思为客自动化科技.
在使用机械手之前必须做如下检测:
1,开启“连接注塑机”信号,检查注塑机是否能开合模顶针抽芯动作,应该不能动作。
关闭此信号,注塑机应
该能自由动作。
2,将机械手置于手动模式并将注塑机安全门打开,此时应出现“安全门开”信号,不能做任何动作,将安全门关上后此信息应消失。
3,手动模式下,机械手使能开合模,看注塑机能否开合模,当开合模完成后,看机械手界面是否出现开合模完
成。
同样方式检查顶针和抽芯。
4,手动模式下,不使能开合模,看注塑机能否开合模,应该不能开合模。
同样方式检查顶针和抽芯。
5,手动模式下,把机械手运动到模具区域,看能否做合模动作,应该不能合模。
SWITEK 思为客自动化科技.。