无铅作业规范
无铅锡材使用规范

无铅锡材使用规范一、背景介绍在电子行业中,焊接是一项非常常见的工艺。
传统的焊接材料中常含有铅元素,而铅在一定条件下会对环境和人体健康造成一定的危害。
因此,为了保护环境和消费者的健康,无铅焊接材料应运而生。
二、无铅焊接的优点1.环保:无铅焊接材料不含有对环境有害的铅元素,可以减少对土壤、水源和空气的污染,保护生态环境。
2.健康:无铅焊接材料不含有有毒的铅元素,可以减少工人接触有害物质的风险,保护工人的身体健康。
3.成本:无铅焊接材料的价格相对较低,可以降低生产成本。
三、无铅焊接材料的分类和特点1.有机无铅焊料:主要由有机树脂、活性剂和助剂组成,具有熔点低、焊点亮度好、耐热性差的特点。
2.无铅合金焊料:主要由金属组成,常见的无铅合金焊料有Sn-3.0Ag-0.5Cu、Sn-0.7Cu等,具有熔点高、强度高、耐热性好的特点。
四、无铅焊接材料的使用规范1.选择合适的无铅焊接材料:根据不同的应用场景选择合适的无铅焊接材料,考虑到焊接温度、耐热性、环保性等因素。
2.遵守操作规程:在使用无铅焊接材料时,应根据厂家提供的使用说明和操作手册进行操作,严格控制焊接温度和时间。
3.加强安全防护措施:在使用无铅焊接材料时,工人应佩戴适当的防护用品,如手套、口罩和护目镜,避免接触焊料和有害气体。
4.做好废弃物的处理:废弃的无铅焊接材料应分类存放,以便进行回收和处理,避免对环境造成污染。
5.定期检查设备和工具:无铅焊接材料的使用需要使用相应的设备和工具,如焊接枪、烙铁等。
定期检查设备和工具的状况,确保其正常工作。
6.做好记录与备案:使用无铅焊接材料的企业应做好相关记录和备案工作,包括使用材料的种类和数量、操作情况等。
五、无铅焊接材料的未来发展随着环境保护意识的增强和技术的不断进步,无铅焊接材料将会得到进一步的发展和应用。
未来,无铅焊接材料将会更加环保、稳定和高效,成为电子行业的主流焊接材料。
总结:无铅焊接材料的使用规范是保护环境和人体健康的重要措施。
无铅自动波峰焊作业指导书01

无铅自动波峰焊作业指导书01
无铅自动波峰焊作业指导书01
一、引言
二、准备工作
1.确认焊接设备和工具的完好性。
2.准备所需焊接材料,如无铅焊锡丝、助焊剂等。
三、操作步骤
1.打开焊接设备电源,确认设备参数设置正确。
2.检查焊嘴温度,确保其达到工作温度。
3. 将待焊接的PCB(Printed Circuit Board,印刷电路板)放置在焊嘴下方的传送带上。
4.调整焊锡浸入深度,使其能够完全湿润焊垫而不超出焊垫边缘。
5.打开助焊剂喷雾器,并根据需要将适量助焊剂均匀喷洒在焊垫上。
6.将待焊接元件放置在PCB上,并确保其正确对位。
7.触摸开关或脚踏开关以开始焊接过程。
8.焊接完成后,确认焊接质量并进行可靠性测试。
9.将已焊接好的PCB从传送带上取下,并进行下一步工序。
四、操作注意事项
1.操作者应注意个人安全,佩戴防护手套和眼镜等个人防护用具。
2.注意焊接温度和时间的控制,避免焊接过热或不充分。
3.注意焊接位置的精确对位,避免焊接偏移或短接。
4.避免焊接过程中的振动或冲击,以免影响焊接质量。
5.定期检查和维护焊接设备,确保其正常工作。
五、作业记录
六、结束语。
劲拓无铅波峰焊标准作业指导书

劲拓无铅波峰焊标准作业指导书一.引言无铅波峰焊技术是一种高可靠性的电子焊接技术,用于电子产品制造过程中,以取代传统的铅锡波峰焊技术。
本作业指导书旨在规范和指导相关人员进行无铅波峰焊的操作,确保焊接质量和产品性能。
二.作业准备1.准备工具:无铅焊锡丝、烙铁、镊子、扫描仪等。
2.准备材料:电子器件、PCB板、焊接剂等。
3.环境要求:焊接环境应保持干燥、无尘、无静电,避免对焊接质量造成影响。
三.作业步骤1.准备工作a.检查焊接工具,确保烙铁头部没有明显的磨损或腐蚀;b.检查焊锡丝,确保无铅焊锡丝质量符合要求;c.准备焊接剂,确保焊接剂保存良好。
2.PCB板处理a.检查PCB板,确保板面没有明显的划伤或损坏;3.焊接准备a.对需要焊接的器件进行检查,确保器件表面无污染、无损伤;b.检查器件焊脚,确保焊脚平整、无虚焊等问题;c.在焊脚上涂抹少量焊接剂,以提高焊接效果。
4.焊接操作a.打开无铅波峰焊设备,调整设备参数到指定数值;b.将PCB板放置在焊接台上,并对焊接台进行调平,保证焊接质量;c.使用烙铁对器件进行预热,以减少焊接温度的冲击;d.将器件插入焊接口,保持垂直状态;e.当焊接温度达到设定值时,让熔化的焊锡覆盖到焊脚上,形成良好的焊接连接;f.完成焊接后,观察焊点是否光亮均匀,没有虚焊或短路现象。
5.焊接质量检查a.使用显微镜对焊接点进行检查,确保焊点没有虚焊、短路等现象;b.使用万用表对焊接点进行电阻测量,确保焊接点无异常;c.对焊接后的器件进行外观检查,确保没有烧伤、变形等问题。
四.安全注意事项1.焊接过程中应注意用手套、口罩等防护措施,避免焊接烟雾对身体的危害;2.严禁使用铅焊锡丝进行焊接,以免对身体健康造成危害;3.设备操作时应注意电源安全,确保不发生电击等意外事故。
五.结束语该作业指导书简要介绍了无铅波峰焊的作业流程和操作注意事项,旨在规范和指导相关人员进行无铅波峰焊作业。
在操作过程中,应严格按照操作步骤执行,确保焊接质量和产品性能。
无铅锡炉操作规程
无铅锡炉操作规程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!Download tips: This document is carefully compiled by theeditor. l hope that after you downloadthem,they can help yousolve practical problems. The document can be customized andmodified afterdownloading,please adjust and use it according toactual needs, thank you!无铅锡炉操作规程简述:①开机前检查:确认电源线路安全,检查锡炉各部件如马达、加热系统、控制系统是否完好,确保通风及冷却装置工作正常。
②预热设置:根据工艺要求,使用微电脑控制器设定适宜的预热温度,启动预热程序,等待炉温稳定至预设值。
③加锡与熔化:穿戴好防护装备,将无铅锡条加入钛合金槽体内,关闭炉盖,启动加热,直至锡完全熔化且温度达到工作设定点。
④温度监控:利用PID智能控制系统,密切监控实际炉温,确保温度保持在无铅焊接所需的最佳范围内(一般约为245°C~260°C),适时进行温度微调。
⑤启动运转:待锡炉达到工作温度,黑色电源开关转至自动位置,根据生产安排设置自动运行时段。
若需手动控制,保持在手动模式并按需开关。
⑥焊接作业:确保PCB板或其他焊接件平稳通过锡波,监控焊接质量,避免冷焊或桥连现象。
⑦停机与维护:作业完毕后,将电源切换至手动或关闭状态,待锡炉温度降至安全范围后进行清洁保养,定期检查喷嘴、滤网及槽体状况。
⑧安全措施:操作全程遵守安全生产规范,防止烫伤、触电及火灾事故,作业区域应保持良好通风。
深圳市某电子公司无铅制程作业规范--hulongy

处于尖锋温度的时间
t2
10秒
降温速率
每秒下降不超过6℃
Figure 1: Reflow profile for solder ability testing
t2
t1
T2
T1
Tsoak
Temperature
Time
8.2对于抗焊接热能力测试之迴焊曲线要求:
此迴焊曲线被定义在这章节描述相关产品于迴焊时零件受到最大热暴露温度,此温度量测标准为零件本体上方,所有测试零件必须能承受此迴焊曲线2次循环测试而不会影响产品外观机构、电气特性或可靠度。
6.2零件已完全无铅化生产2005年9月1日起的可接受焊接的表面的一般准则:
※锡铅镀层不被接受。
※此时不同的无铅镀层是开放讨论及评估。
7.0 DIP零件焊接要求:
7.1沾锡性测试是评估符合无铅零件本身焊材,端点,PIN脚于浴锡作业中之沾锡性要求,检验方法如下:
浴锡温度:235±5℃,浴锡时间:3~5秒。
浸锡部份最少有95%的面积为新锡层所覆盖。
7.2抗焊接热能力测试,是评估零件本身与印刷电路板组装时,所承受热冲击对零件的可靠度要求,检验方法依作业方式区分如下:
浴锡:温度260 +5/-2℃,浸泡时间:10 +5/-0秒,循环次数:2次。
电烙铁:最高温度:380±10℃,使用电烙铁时间:最多5秒,循环次数:2次。
8.0 SMD零件焊接要求:
焊接要求定义如下:
8.1焊锡性测试曲线是描述印刷电路板迴焊曲线最低温度的要求,这曲线是用来评估零件端点,PIN脚之焊锡性要求。
8.2抗焊接热能力曲线是描述印刷电路板迴焊曲线最高温度的要求,这曲线是评估零件的焊接在高温时所承受热衝击对零件的可靠度要求。
无铅制程作业规范

5.3.2在物料存放区用白绿斑马胶带划一无铅区域﹐用“无铅制程专用”标示,以放置所有的无铅物料。
5.3.4SMT维修站设专门维修无铅产品区域﹐用“无铅制程专用”标示﹐无铅维修时所用材料不使用时要归还物料区。
5.3.5在生产无铅产品时于线头作标记(用红色“无铅制程”表示)﹐若生产有铅产品时将线头的标记取掉。
5.7.1所有报废品经工程、品保确认后交于客户确认无误后,统一交回客户处处理。报废品需在状态卡上标明不良情况并按无铅产品的要求放置。
5.7.2客退品由品保去客户处确认后,退回公司由工程部分析后处理。作业方式同工程部的作业。
5.8作业中关于印刷厚度、Profile、维修烙铁温度必须实行DOE并将得出的最佳参数设定于SOP内。
5.1.3检验状态标示﹕ACC(允收)在贴原有“OK”标签的基础上加贴无铅标签;REJ(拒收)在贴红色拒收标签的基础上贴绿色无铅标签并放置于原料仓的无铅不良品区。
5.2原料仓
5.2.1用白绿斑马胶带划一固定区域用来放置无铅材料﹐并标示“无铅材料”放置区﹐用红色斑马胶带划一固定区域用来放置无铅不良材料﹐并标示“无铅不良材料”放置区。
5.5工程部:
5.5.1在物料存放区用白绿斑马胶带划一无铅区域﹐用“无铅制程专用”标示,以放置所有的无铅材料、物料。
5.5.2存放的无铅原物料(包括锡棒﹑flux﹑锡丝﹑烙铁等)、工具都需贴无铅标记。
5.5.3作业及作业完成后所用的材料、物料及工具都必须与有铅的区分开。
5.5.4无铅测试不良品﹐待维修品及已修品均装在装箱后于外箱标示绿色半成品状态卡。
5.6出货
5.6.1在成品仓用白绿斑马胶带划一无铅产品出货区﹐放置无铅待出货产品
5.6.2OQC出货检验时需检查“无铅出货区”内的产品是否为无铅产品,如为无铅产品是否有贴无铅标签。
无铅锡炉作业指导书
无铅锡炉作业指导书一、目的:使操作员能熟练掌握仪器的使用操作步骤;二、适用范围:适用于本公司相关型号的仪器。
三、定义:略四、职责:4.1操作员:仪器之使用与日常保养,仪器之测试与管理。
4.2.无铅锡炉,设备型号:C T-53B。
五、作业内容:5.1操作步骤:5.1.1使用前的检查:a.检查所有电源连接是否完好,电源开关是否处于关闭状态。
b.锡液(常温下为固体)量是否过少,过少则准备锡棒,在加热溶化后加入其中。
5.1.2操作:a.打开锡炉电源开关将锡炉进行加温,以使锡液熔化。
b.先按功能按键“S E T”,再按“增加温度键”或“降低温度键”以达到需求的温度。
c.待锡融化后,用探温器测锡炉内温度,达到设置温度后方可测试。
d.沾锡侯用放大镜或目初观察测试样品。
5.1.3关闭:a.关闭电源开关。
b.带走测试后的样品,拔出电源线。
5.2注意事项:5.2.1锡炉加热状况下是高温,切忌用手直接接触,以免烫伤。
5.3简易事故的排除:5.3.1打开电源锡炉不加热:保险丝短了(处理:请求购买与原型号相同的保险丝重新安装)。
5.3.2锡液上层有杂物遮挡:做实验时间长累积起来的(处理:折个小纸片与锡炉宽度差不多的,然后轻轻的在锡液上层拨开,使液体成银白色即可)。
5.4沾锡性试验:5.4.1无铅锡炉温度设置为245±5℃,待锡液完全融化后用测温仪检测锡炉内锡液的温度,检测准确后方可测试.5.4.2做沾锡性样品测试前不可用手接触或者其它方式的污染。
5.4.3整个沾锡性过程以镊子夹取产品。
5.4.4沾锡性测试前需先将无铅锡炉焊锡液表面之氧化层刮除。
5.4.5浸入角度以产品之纵向为佳,浸入点与无铅锡炉内壁距离不得小于10m m。
5.4.6从焊锡液中撤出后在其固化过程中应保持测试面在竖直方向。
5.4.7试验要求及试验结果判定a.沾锡时间:3-5S(可根据产品的热容量进行调整)。
b.检测产品沾锡性状况应在光线充足处,根据产品类别以肉眼或20倍放大镜检测。
无铅制程作业注意事项及管控重点
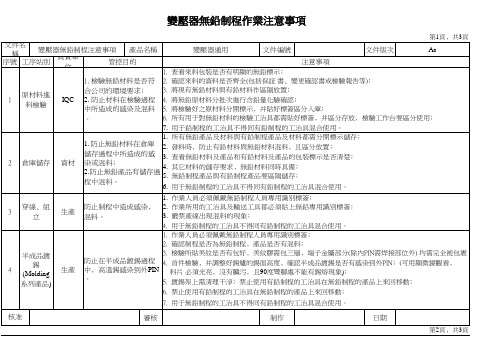
文件編號文件版次A 0審核制作日期變壓器無鉛制程作業注意事項1. 作業人員必須佩戴無鉛制程人員專用識別標簽﹔2. 確認制程是否為無鉛制程﹐產品是否有混料﹔3. 檢驗所貼美紋是否有包好﹐美紋膠需包三層﹐端子金屬部分(除內PIN需焊接部位外) 均需完全被包裹4. 首件檢驗﹐并調整好錫爐的錫面高度﹐確認半成品鍍錫是否有感染到外PIN﹔(可用顯微鏡觀看﹐倉庫儲存穿線﹑組立資材生產生產核准半成品鍍錫(Molding 系列產品)序號文件名稱原材料進料檢驗工序站別1234負責單位IQC變壓器無鉛制程注意事項管控目的變壓器通用1. 檢驗無鉛材料是否符合公司的環境要求﹔2. 防止材料在檢驗過程中所造成的感染及混料。
產品名稱注意事項1. 查看來料包裝是否有明顯的無鉛標示﹔2. 確認來料的資料是否齊全(包括保証 書﹑變更確認書或檢驗報告等)﹔1. 防止無鉛材料在倉庫儲存過程中所造成的感染或混料﹔2.防止無鉛產品有儲存過程中混料。
防止制程中造成感染﹐混料。
防止在半成品鍍錫過程中﹐高溫錫感染到外PIN 。
4. 將無鉛原材料分批次進行含鉛量化驗確認﹔5. 將檢驗好之原材料分開標示﹐并貼好標簽區分入庫﹔6. 所有用于對無鉛材料的檢驗工治具都需貼好標簽﹐并區分存放﹐檢驗工作台要區分使用﹔7. 用于鉛制程的工治具不得同有鉛制程的工治具混合使用。
3. 查看無鉛材料及產品和有鉛材料及產品的包裝標示是否清楚﹔4. 其它材料的儲存要求﹐無鉛材料同時具備﹔3. 將現有無鉛材料與有鉛材料作區隔放置﹔1. 所有無鉛產品及材料與有鉛制程產品及材料都需分開標示儲存﹔2. 發料時﹐防止有鉛材料與無鉛材料混料﹐且區分放置﹔ 料片 必須光亮﹐沒有臟污﹐且90度彎腳處不能有錫熔現象)﹔5. 鍍錫架上需清理干淨﹔禁止使用有鉛制程的工治具在無鉛制程的產品上來回移動﹔6. 禁止使用有鉛制程的工治具在無鉛制程的產品上來回移動﹔7. 用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
电子元件无铅制程作业注意事项及管控重点

文件編號文件版次A0制作﹕日期﹕ 轉換器無鉛制程作業注意事項倉庫儲存貼片﹑穿線24負責單位IQC 3核准﹕半成品焊接文件名稱原材料進料檢驗工序站別1管控目的序號產品名稱注意事項1.查看來料包裝是否有明顯的無鉛標示﹔2.確認來料的資料是否齊全(包括保証 書﹑變更確認書或檢驗報告等)﹔1. 檢驗無鉛材料是否符合公司的環境要求﹔2. 防止材料在檢驗過程中所造成的感染及混料。
3.將現有無鉛材料與有鉛材料作區隔放置﹔4.將無鉛原材料分批次進行含鉛量化驗確認﹔5.將檢驗好之原材料分開標示﹐并貼好標簽區分入庫﹔6.所有用于對無鉛材料的檢驗工治具都需貼好標簽﹐并區分存放﹐檢驗工作台要區分使用﹔7.用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
1. 防止無鉛材料在倉庫儲存過程中所造成的感染或混料﹔2.防止無鉛產品在儲存過程中混料。
防止在半成品焊接過程中﹐人員及工制具的感染。
生產資材生產防止制程中造成感染﹐混料。
2.發料時﹐防止有鉛材料與無鉛材料混料﹐且區分放置﹔4.用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
4.焊接時烙鐵的溫度嚴格按照SOP 規格作業。
5.無鉛制程產品與有鉛制程產品要區隔儲存﹔2.作業所用的工治具及輸送工具都必須貼上無鉛專用識別標簽﹔3.查看無鉛材料及產品和有鉛材料及產品的包裝標示是否清楚﹔4.其它材料的儲存要求﹐無鉛材料同時具備﹔1.作業人員必須佩戴無鉛制程人員專用識別標簽﹔第1頁﹐共3頁3.嚴禁產線出現混料的現象﹔1.作業人員必須佩戴無鉛制程人員專用識別標簽﹔2.確認制程是否為無鉛制程﹐產品是否有混料﹔3.半成品進行端PIN 焊接時﹐需根據現實情況采取必要措施確寶端PIN 不受到感染。
審核﹕6.用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
1.所有無鉛產品及材料與有鉛制程產品及材料都需分開標示儲存﹔第2頁﹐共3頁文件編號文件版次A0制作﹕日期﹕4.烘烤時采用無鉛制程專用烤箱作業﹐不得與有鉛制程產品混合使用烤箱。
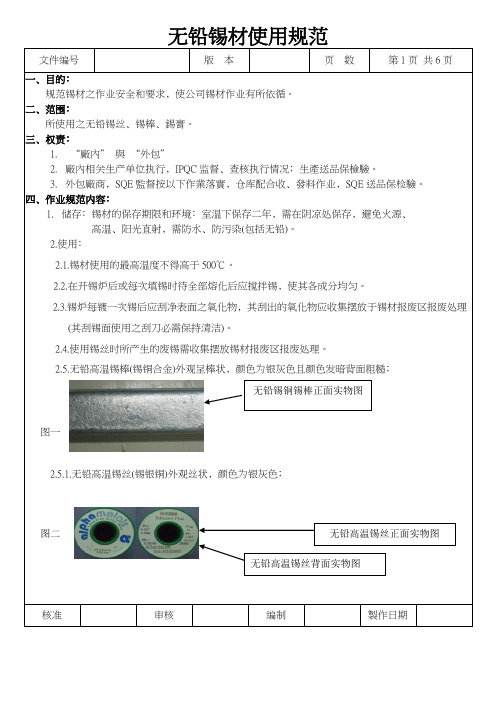
无铅锡材使用规范
一﹑目的﹕规范锡材之作业安全和要求﹐使公司锡材作业有所依循。
二﹑范围﹕所使用之无铅锡丝﹑锡棒﹑錫膏。
三﹑权责﹕1. “廠內” 與 “外包”2. 廠內相关生产单位执行﹐IPQC 监督﹑查核执行情况﹔生產送品保檢驗。
3. 外包廠商﹐SQE 監督按以下作業落實﹐仓库配合收﹑發料作业﹐SQE 送品保检驗。
四﹑作业规范内容﹕1. 储存﹕锡材的保存期限和环境﹕室温下保存二年﹐需在阴凉处保存﹐避免火源﹑高温﹑阳光直射﹐需防水﹑防污染(包括无铅)。
2.使用﹕2.1.锡材使用的最高温度不得高于500℃。
2.2.在开锡炉后或每次填锡时待全部熔化后应搅拌锡﹐使其各成分均匀。
2.3.锡炉每镀一次锡后应刮净表面之氧化物﹐其刮出的氧化物应收集摆放于锡材报废区报废处理(其刮锡面使用之刮刀必需保持清洁)。
2.4.使用锡丝时所产生的废锡需收集摆放锡材报废区报废处理。
2.5.无铅高温锡棒(锡铜合金)外观呈棒状﹐颜色为银灰色且颜色发暗背面粗糙﹔ 图一2.5.1.无铅高温锡丝(锡银铜)外观丝状﹐颜色为银灰色﹔核准 审核 编制 製作日期无铅锡铜锡棒正面实物图无铅高温锡丝正面实物图无铅高温锡丝背面实物图图二2.5.2.无铅低温锡棒(Sn100%)外观呈棒状﹐颜色为银白色且表面光亮(图四为力创厂商)﹔图三2.5.3. 无铅低温锡丝(Sn100%)外观丝状﹐颜色为银白色﹔图四2.5.4核准 审核 编制 製作日期阿尔发无铅纯锡锡棒正面实物阿尔发无铅纯锡锡棒背面实物无铅纯锡锡丝正面实物图无铅纯锡锡丝背面实物图 外观状况力创无铅纯锡锡棒实物图圖五正面反面从液相识别2.5.5.无铅低温锡棒(100%BAR)熔点为232℃2.5.6.无铅高温锡棒(锡铜合金)熔点为227℃~340℃﹔ 2.5.7.无铅低温锡丝熔点为221℃ 2.5.8.无铅锡膏熔点为217℃ 2.6.仓库负责对有铅高温﹑低温锡丝锡棒和无铅高温﹑低温锡丝锡棒之库存标识与区隔﹑存放。
SMT无铅作业工序指导书
4.PCB板要轻拿轻放,以免碰偏PCB板上零件;
5.保持工作台面整洁,不得将与工作无关的东西摆放在台面上;
6.必须配戴检查OK的接地防静电手环作业。
编制:
审核:
日期:
日期:
深圳市xxx电子有限公司
文件编号:WI-10-001版本:A/0第7页共13页
深圳市xxx电子有限公司
文件编号:WI-10-001版本:A/0第2页共13页
生产类型
无铅作业
文件类别
工序指导
生产线
SMT
操作工位
印板
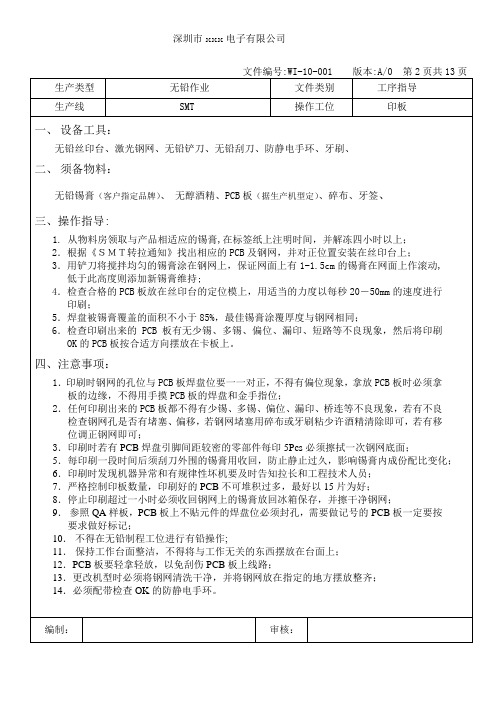
一、设备工具:
无铅丝印台、激光钢网、无铅铲刀、无铅刮刀、防静电手环、牙刷、
二、须备物料:
无铅锡膏(客户指定品牌)、无醇酒精、PCB板(据生产机型定)、碎布、牙签、
三、操作指导:
无铅作业
文件类别
工序指导
生产线
SMT
操作工位
炉前检查
一、设备工具:
样板(IPQC提供)、镊子(无铅专用)、防静电手环、
二、须备物料:
PCB(已贴件)、
三、操作指导:
1.将贴好物料的PCB板从周转笼中取出;
2.根据IPQC提供的样板检查PCB半成品有没少件、IC、零件有无偏位、放反现象;
3.如发现有少件的PCB要及时向拉长或助拉反映,待拉长确认补好料后方可交给过炉员工过炉;
5.白班与晚班要按拉长或助拉的要求做好当班标记;
6.保持工作台面整洁,不得将与工作无关的东西摆放在台面上;
7.PCB板要轻拿轻放,以免碰偏PCB板上零件;
8.必须配戴检查OK的接地防静电手环作业。
编制:
审核:
国家标准-》无铅波峰焊接通用工艺规范

国家标准-》无铅波峰焊接通用工艺规范ICS 31(180L 30 备案号:23055--2008 J国中华人民共和国机械行业标准JB,T 7488—20087488—1 994 代替JB,T无铅波峰焊接通用工艺规范for lead-free General technological specification wavesoldering 2008(07(0 1实施 2008(02(0 1发布员会发布中华人民共禾口国国家发展和改革委JB,r 7488-一2008目次前言( ( ( ( (( ( ((( (( ( ( ( (( ( ( ( (( ( (( ( ( IIl1 范[1| ( ( (( ( ( ( ( (( ( (((12规范性引用文件 ( ( ((1 3术语和定义 ( ((1 4无铅波峰焊接工艺要求?? 3 4(1无铅波峰焊对无铅焊料、印制电路板等关键原材料的要求 3 4(2无铅工艺对波峰焊设备的要求一5 5无铅波峰焊接的工艺流程和工艺控制 (5 5(1无铅波峰焊接的一般工艺流程 ( ( ( 5 5(2无铅波峰焊接的工艺控制 6 6无铅波峰焊接电子组装件产品的质量检验 7 6(1 无铅波峰焊接电子组装件的焊接质量要求 7 6(2无铅波峰焊接焊点的质量要求 7 附录A(资料性附录)无铅波峰焊接常见的主要缺陷11 与对策1A(1焊料球 ( (I1A(2桥连 ( ( (( ( ( ( (1A(3漏焊(不润湿) ( ( ( 12 A(4拉尖 ( ( ( ( ( ( ( 12A(5焊缝起翘与焊盘起翘 ( ( ( ( 13 A(6表面粗糙与裂纹, 14 图1无铅波峰焊接温度曲线示意图 7 图2无铅焊点的润湿角示意图 8图4满足可接受条件的金属化孔图3满足目标条件的金属化孔填充 8填充 ((8 图5 iL壁表面的焊锡润湿不良 ( (9 图6满足目标条件一1,2,( (9 图7满足可接受条件一1,3级2,3级 10网8满足1级要求,2,3级为缺陷一10I 图A(1元件上的焊料球 (1 图A(2器件引脚间的焊料球 I】图A(3元件端头问的桥连 12 图A 4器件引脚之问的桥连 ((125 图A E?制电路板焊盘无焊料 12 图A(6元件端头无焊料 12 图A(7元件端头焊料拉尖 13 图A(8印制电路板焊盘焊料拉尖 13 图A(9焊料与焊盘问局部翘起13 图A(10 焊料与焊盘问翘起 ( 13(IB厂r 7488--20081 图A(1 焊盘与印制电路板之间分离 (13 图A(12无铅焊点表面上的粗糙与裂纹 (14 表1在电子产品生产中推荐使用下列的无铅焊料合金 3 表2无铅印制电路板焊盘表面镀(涂)( 一4 表3无铅元器件焊端表面镀层层4表4带引脚的金属化孔一焊接最低可接受条件 9 表5检查用的放大倍数(焊盘宽度) 10117488--2008 JB,T舀刚本标准代替JB,T 7488一1994《波峰焊工艺规范》。
无铅波峰焊安全操作及保养规程

无铅波峰焊安全操作及保养规程前言为了确保无铅波峰焊的质量和安全,本规程旨在各种操作步骤和保养的规范操作。
安全操作1. 环境安全无铅波峰焊需要在宽敞明亮,通风良好的环境下进行操作。
环境温度不超过30℃,相对湿度不超过70%。
也需要远离易燃易爆危险品,和特别嘈杂的场所。
2. 电源安全无铅焊机的电源必须符合国家或地方相关的电气规范。
需定期检查电气线路的完整性和接地。
在同时使用数台设备的时候,一定要注意电路是否负载过高。
3. 个人安全操场无铅波峰焊绝不可穿短裤,拖鞋,高跟鞋等不适宜的鞋类。
还需要注意使用防尘口罩和手套等个人防护装置。
禁止使用湿手操作无铅波峰焊设备。
操作前确保设备电源已断开,操作后及时关闭电源。
4. 设备安全禁止改变无铅波峰焊机和整机的任何部分和部件。
尽快更换机器上的磨损部件或有风险的部分。
在更换零件后确定所有的螺栓,扣件,连接件是否紧固,是否安装到位。
5. 火灾安全无铅波峰焊需远离易燃易爆危险品。
另外还需要备用灭火器,走火时熟练操作灭火器。
保养规程1. 日常保养每天必须清理的部位包括清洗运送装置、焊锡浴槽、加热系统、各类液压泵和管道等等,清理时需要注意防水电。
机器内部需每6个月进行彻底清洁。
2. 保养零件更换更换零件主要包括将所选材料的铜片,过滤器和气控元件更换,还需保持机器衬套、钢套、飞溅防护罩清洁。
3. 自动化保养自动化保养主要分为Surf-Lube模块和零件升级保养两个部分。
Sn-Pb可保持不需清洗。
结论本规程基于无铅波峰焊用域内的高产出,高耐用性和质量可靠的机器,为操作人员及设备提供了大量正确的操作和保养指导,将产生相应的经济效益和竞争优势,维护了现代企业的生产安全。
无铅制程钢网使用及管控作业标准规范
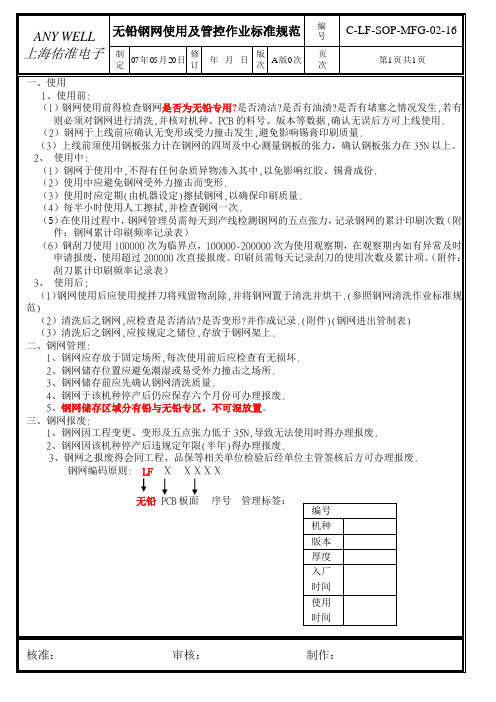
3、钢网储存前应先确认钢网清洗质量.
4、钢网于该机种停产后仍应保存六个月份可办理报废.
5、钢网储存区域分有铅与无铅专区,不可混放置。
三、钢网报废:
1、钢网因工程变更、变形及五点张力低于35N,导致无法使用时得办理报废.
2、钢网因该机种停产后违规定年限(半年)得办理报废.
(2)钢网于上线前应确认无变形或受力撞击发生,避免影响锡膏印刷质量.
(3)上线前须使用钢板张力计在钢网的四周及中心测量钢板的张力,确认钢板张力在35N以上。
2、使用中:
(1)钢网于使用中,不得有任何杂质异物渗入其中,以免影响红胶、锡膏成份.
(2)使用中应避免钢网受外力撞击而变形.
(3)使用时应定期(由机器设定)擦拭钢网,以确保印刷质量.
3、钢网之报废得会同工程、品保等相关单位检验后经单位主管签核后方可办理报废.
钢网编码原则:LFⅩⅩⅩⅩⅩ
编号
机种
版本
厚度
入厂
时间
使用
时间
无铅PCB板面序号 管理标签:
核准:审核:制作:
(4)每半小时使用人工擦拭,并检查钢网一次.
(5)在使用过程中,钢网管理员需每天到产线检测钢网的五点张力,记录钢网的累计印刷次数(附件:钢网累计印刷频率记录表)
(6)钢刮刀使用100000次为临界点,100000-200000次为使用观察期,在观察期内如有异常及时申请报废,使用超过200000次直接报废。印刷员需每天记录刮刀的使用次数及累计项。(附件:刮刀累计印刷频率记录表)
ANY WELL
上海佑准电子
无铅钢网使用及管控作业标准规范
编
号
制
定
07年05月20日
无铅制程作业注意事项

文件編號文件版次A0制作﹕日期﹕無鉛制程作業注意事項倉庫儲存24負責單位IQC 3核准﹕半成品焊接貼片﹑穿線文件名稱原材料進料檢驗工序站別1無鉛制程注意事項管控目的序號產品名稱 1.查看來料包裝是否有明顯的無鉛標示﹔2.確認來料的資料是否齊全(包括保証 書﹑變更確認書或檢驗報告等)﹔1. 檢驗無鉛材料是否符合公司的環境要求﹔2. 防止材料在檢驗過程中所造成的感染及混料。
3.將現有無鉛材料與有鉛材料作區隔放置﹔4.將無鉛原材料分批次進行含鉛量化驗確認﹔5.將檢驗好之原材料分開標示﹐并貼好標簽區分入庫﹔6.所有用于對無鉛材料的檢驗工治具都需貼好標簽﹐并區分存放﹐檢驗工作台要區分使用﹔7.用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
防止在半成品焊接過程中﹐人員及工制具的感染。
生產資材生產防止制程中造成感染﹐混料。
2.發料時﹐防止有鉛材料與無鉛材料混料﹐且區分放置﹔4.用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
4.焊接時烙鐵的溫度嚴格按照SOP 規格作業。
5.無鉛制程產品與有鉛制程產品要區隔儲存﹔2.作業所用的工治具及輸送工具都必須貼上無鉛專用識別標簽﹔3.查看無鉛材料及產品和有鉛材料及產品的包裝標示是否清楚﹔第1頁﹐共3頁3.嚴禁產線出現混料的現象﹔1.作業人員必須佩戴無鉛制程人員專用識別標簽﹔2.確認制程是否為無鉛制程﹐產品是否有混料﹔3.半成品進行端PIN 焊接時﹐需根據現實情況采取必要措施確寶端PIN 不受到感染。
審核﹕1. 防止無鉛材料在倉庫儲存過程中所造成的感染或混料﹔2.防止無鉛產品在儲存過程中混料。
注意事項1.所有無鉛產品及材料與有鉛制程產品及材料都需分開標示儲存﹔4.其它材料的儲存要求﹐無鉛材料同時具備﹔6.用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
1.作業人員必須佩戴無鉛制程人員專用識別標簽﹔文件編號文件版次A0制作﹕日期﹕3.使用的所有工治具均為無鉛制程專用﹐且貼無鉛制程專用標簽區分存放﹔4.烘烤時采用無鉛制程專用烤箱作業﹐不得與有鉛制程產品混合使用烤箱。
无铅自动波峰焊作业指导书01

无铅自动波峰焊作业指导书01无铅自动波峰焊作业指导书01一、指导原则1.安全第一:在进行无铅自动波峰焊作业前,必须了解和掌握相关的作业安全知识,确保操作人员和设备的安全。
2.质量第一:无铅自动波峰焊作业需要保证产品质量,严格按照规定的工艺和要求进行操作。
3.环保第一:无铅自动波峰焊作业需要遵守环保法律法规,妥善处理废弃物,减少环境污染。
二、作业准备1.人员安排:根据作业量确定作业人员的数量,并确保每个人员都具备相应的操作技能。
2.设备准备:检查无铅自动波峰焊设备的运行状态,确保设备正常工作。
3.材料准备:准备好所需的焊接材料,如焊料、焊垫等。
4.工艺准备:根据产品的要求,制定相应的工艺流程,并将其传达给相关人员。
5.安全准备:确保作业区域的通风良好,并提供所需的个人防护装备,如手套、防护眼镜等。
三、作业步骤1.设备调试:首先,将焊接设备进行预热,确保设备达到工作温度。
然后,按照产品要求进行设备调试,确保设备正常工作。
2.板材准备:将待焊接的板材进行清洁处理,确保表面无油污和杂质。
3.固定焊接材料:将焊料按照产品要求固定在焊垫上,并确保其位置准确。
4.工件固定:将待焊接的工件固定在焊接平台上,确保工件位置固定稳定。
5.进行焊接:将焊接工件放置在焊接头下方,根据产品要求设定焊接时间和温度。
然后,按下启动按钮,触发自动波峰焊过程。
6.检查焊接质量:焊接完成后,对焊接质量进行检查,确保焊点的质量达到要求。
7.清洁工作区:焊接完成后,及时清理工作区和设备,确保工作区的整洁。
四、注意事项1.严格按照工艺要求进行操作,不得随意更改焊接参数和工艺流程。
2.注意个人防护,佩戴相应的防护装备,防止烫伤和呼吸有害气体。
3.焊接设备应定期进行维护和保养,确保设备的正常工作。
4.注意焊接过程中的安全措施,如保持焊接区域通风良好,防止火灾和爆炸等事故的发生。
5.废弃物妥善处理,遵守环保法律法规,减少环境污染。
6.注意与其他作业人员的协作,确保作业的顺利进行。
无铅焊锡手焊接作业标准
无鉛焊锡手焊接作業標準1.目的为确保手焊接的QCD而制定此標準。
2.適用範囲适用于日本実装、番禺实装的后工程和回流炉后修理工位。
3.内容1)使用烙铁WELLER WSD81(80)对于熱容量小的基板(FPC等)可用白光942。
2)烙铁头的选择因为焊锡的融点上昇了、浸润性差了,因此要求烙铁头的温度要高、但是又要考虑到部品的耐熱性和松香的耐熱性,所以不能提高設定温度,而只能通过提高加熱効率来弥补。
所以选择与部品和基板的接触面大的烙铁头很重要。
而且,焊接时,若是干的烙铁头,它的接触面很小,所以又要求必须先用焊锡将烙铁头先润湿。
3)使用焊锡和助焊剂①使用在一般的焊接中浸润性好的アルミットSR-34LFM48φ0.38~0.65②在容易起锡尖的地方(回流炉后修理工位等)要使用松香耐熱性能良好的ニホンゲンマNP303DHB-RMA3φ0.3~0.65③助焊剂要使用有濃度管理的L-354)使用烙铁头的温度①烙铁头的温度設定按QC工程图中的规定执行。
②没有规定的话,烙铁头的温度要在280℃~360℃的範囲内。
尽量选用大的烙铁头,设定温度设得低一些,这样的话,松香的劣化会少,作業性会好。
5)烙铁头的温度測定①烙铁头的温度測定要使用热敏电阻式测量仪。
如白光192等②在热敏电阻上加少量新鲜的焊锡、在热敏电阻和烙铁头都浸润的状態下测量。
6)烙铁头的氧化①使用无鉛焊锡的烙铁头容易氧化,因此在将烙铁头放回到焊台上时,一定要有焊锡在烙铁头上。
②对于已被氧化的烙铁头,可以使用活化剂(WELLER、烙铁头浸润復活剤)。
③若是WELLERWSD81的话,可以打开退进功能(不用的时候降到150℃)按住UP键的同时打开POWER”直到显示ON”为止。
具体可参照使用说明书。
4.参考影响烙铁加熱性能的項目1)发热管的発熱量(瓦数)发热量大的好2)熱検出位置离烙铁头近的好3)传到烙铁头的热量由加热管到烙铁头之间的距離、材質、粗细决定4)加热管的通電方法(软件)周期、電流値、通電時間5)从烙铁头传到部品・基板的伝熱量由烙铁头与基板・部品之间的接触面積决定*白光942的3)、2)、4)项比不上WELLER。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无铅作业规范
一.目的
使本公司顺利导入并实施无铅工艺,确保无铅产品的加工符合标准;
二.适用范围
适用于许继电子公司无铅产品加工;
三.参考文件
《RoHS培训教材》
四.职责
工程部
制订无铅作业规范;
负责无铅工艺的导入、培训及实施;
生产部
依据无铅作业规范,进行规范性操作;
品质部
依据《无铅作业规范》对产品制程进行督查;
五.管理细则
零部件采购:
1、无铅化电子组装所涉及的零部件、焊料、助焊剂、清洁剂、胶带、标记等不得含有汞、
镉、铅、六价铬、聚溴联苯(PBB)、聚溴二苯醚(PBDE)六种禁用物质,简称为无铅材料。
2、供应厂商的认定:应鉴别、选择、发展和确定具有能力制造提供无铅材料的供应厂商,
作为无铅化电子组装所使用的材料的来源;
3、无铅化电子组装所使用的材料要求通知、交付到供应厂商;
4、要求厂商提供证明其符合无铅要求的相关资料文件,并在包装及零件上作无铅的标识;
5、材料的采购定单必须明确指明无铅要求。
IQC:
1、进料检验中对于厂商提交无铅材料的出货检验报告和测试报告等文件,必须进行确认,
并作为品质记录保存;
2、对于无铅材料和有铅材料必须予以严格区分,不可以混杂放置;
3、检验完成后,必须对合格材料贴上合格标签或无铅标签。
员工规定:
1、参与无铅生产人员必须经过相关培训,否则不能参与无铅生产;
2、参与无铅生产人员所戴的防静电手套必须保持洁净;
3、无铅生产人员与有铅生产人员不得交叉作业。
无铅相关文件规定:
1、无铅产品所使用的图纸(使用绿色封面)、作业指导书、流程图必须有无铅标识。
辅料存放及使用规定:
1、无铅焊膏应单独存放并作明显的无铅标识;
2、无铅物料应单独存放并作明显的无铅标识;
3、生产无铅产品使用的网板应单独存放(使用无铅网板专用存放柜);
4、清洗网板或无铅线路板使用的脱脂棉、无纺布、无纺纸不能与有铅清洗混用。
本公司的标签如下:
无铅
清洗规定:
1、无铅PCB清洗区应与有铅PCB清洗区分离并作明显的无铅标识;
2、无铅PCB清洗使用的毛刷与有铅PCB清洗使用的毛刷分离并作明显的无铅标识;
3、无铅PCB清洗后应单独放置不能与有铅PCB混放;
4、无铅印刷区应独立并作明显的无铅标识。
工具存放及使用规定:
1、无铅搅刀、刮刀、铲刀单独放置并作明显的无铅标识;
2、无铅生产使用的周转架、周转盒、防静电隔板、单独放置并作明显的无铅标示,不得与
有铅产品混用;
3、必须使用专用烙铁;
4、烙铁嘴不得与有铅烙铁嘴混用。
SMT部分
印刷机:
1、印刷机应彻底清洁,并检查无残留任何杂物、灰尘;
2、工作台应彻底清洁,并检查无残留任何杂物、灰尘;
3、清洁钢网用的无尘纸及气枪应清洁且无任何杂物;
4、应采用专用刮刀及搅拌刀,并于使用前彻底清洁;
5、锡膏成分应符合无铅要求,任何时候添加前均经过IPQC确认;
6、存放印刷后的PCB的架子应保持清洁;
7、PCB材料必须是符合无铅要求;
8、印刷时使用的工装、顶针必须清洁且无任何杂物。
贴片机:
1、贴片机应清洁,并检查无残留任何杂物、灰尘;
2、贴片机的顶针、吸嘴应彻底清洁或更换;
3、工作台应彻底清洁,并检查无残留任何杂物、灰尘;
4、镊子、托盘应彻底清洁,并检查无残留任何杂物、灰尘;
5、供料器应清洁,并检查无残留任何杂物、灰尘;
6、上料时作业员及IPQC确认材料有无铅的标识,如“ROHS、PB-FREE、LEAD FREE;
7、机器抛料及散料应单独包装并注明无铅。
回流焊:
1、回流焊炉使用前应彻底清洁内部的杂物、松香残留物、灰尘;
2、回流焊接的温度设置应符合文件规定;
3、有铅产品与无铅产品使用同一台回流焊时,中间至少有十分钟的时间间隔,避免无铅产
品污染;
4、绝对不可以存在,有铅产品与无铅产品同时使用一台回流焊一起进行回流焊接的情形。
检查:
1、工作台应彻底清洁,并检查无残留任何杂物、灰尘;
2、不得直接加盖任何印章及油性标志于PCB板面上;
3、同一桌面或工作台不得同时检查有铅及无铅产品;
4、标识标签必须采用无铅纸质;
5、电烙铁的温度必须设置在规定刻度;
6、修理用的元件确保是无铅材料(直接从无铅机台或仓库取料);
7、必须使用无铅锡丝;
8、辅助材料如助焊剂、清洁剂等不得与有铅产品混用;
9、使用维修工作站时,应彻底清洁工作台并检查无残留任何杂物、灰尘,选用的封嘴应彻
底清洁。
THT部分
元件加工
1、无铅材料必须与有铅材料隔离存放;
2、加工时需检查材料有无铅标识;
3、材料盒及其它用于盛装元件的容器必须清洁;
4、备料时应指定专用于无铅产品;
5、加工前后的材料单独包装并注明无铅;
6、材料的摆放位置清洁,无杂物及灰尘;
7、元件加工机器(含剪腿钳)应进行彻底清洁。
波峰焊:
1、锡槽中的焊锡必须是无铅焊锡(最好使用无铅专用波峰焊);
2、锡条必须符合无铅要求,并确保现场无有铅锡条混入;
3、确保各种工具(舀锡勺,螺丝刀等)清洁干净;
4、链条应经过清洗,并确保无杂物、脏污残留;
5、机台其它部位应经过清洁并确保无残渣;
6、助焊剂必须符合无铅要求;
7、温度必须符合无铅标准曲线设置;
8、锡渣必须与有铅锡渣分开摆放。
插件维修:
1、无铅修理品必须放置于专门区域;
2、有专门的无铅修理工位及相关设施;
3、修理用的元件确保是无铅材料(直接从无铅机台或仓库取料);
4、必须使用无铅锡丝;
5、辅助材料如助焊剂、清洁剂等不得与有铅产品混用。
成品清洗:
1、无铅产品如需清洗必须有特定的区域;
2、清洗使用的酒精或清洁液不得与有铅产品混用;
3、清洗使用的毛刷或防静电刷与有铅产品清洗使用的毛刷分离并作明显的无铅标示;
4、清洗后的产品不能与有铅产品混放。
成品测试:
1、测试工作台应彻底清洁,并检查无残留任何杂物、灰尘;
2、测试治具应彻底清洁。
成品检查:
1、无铅产品应在有无铅标识的区域进行检查。
库房:
1、无铅材料必须与有铅材料隔离存放;
2、物料存放区应有无铅标示;
3、备料时需检查材料有无铅标识;
4、备料时应指定专用于无铅机种;
5、材料的摆放位置清洁、无杂物及灰尘。
成品区:
1、无铅成品应摆放在单独的区域;
2、产品有无铅标识;
3、包装袋、包装箱应清洁无杂物。