ipcj-std-001焊接的电气和电子组件要求
印制板及组件清洗指南

印制板及组件清洗指南(IPC-CH-65B)解读摘要:随着人们对电子产品的可靠性、功能性、安全性等提出更高的要求,印制作板及组件的清洗显得尤为重要。
IPC-CH-65B作为全球电子印制板及组件清洗的唯一指南,针对指南中的标准和术语、清洗设计、清洗材料兼容性指示、印制线路板上的污染物及清洗考虑要点进行了解读,希望以此能较快的了解该清洗指南并加实际以运用。
关键词:IPC-CH-65B、清洗、兼容性、残留物IPC—国际电子工业联接协会是一家全球性非盈利电子行业协会,它们开发了电子行业的许多手册和指南,如印制板及组件清洗指南就是由IPC清洗与涂覆委员会(5-30)和清洗与替代分委员会(5-31)共同开发,应用于指导全球电子印制板及组件的清洗技术、清洗工艺设计、残留物危害性分析及清洗术语的定义等,为电子行业的清洗提供依据。
因为全球电子印制板及组件的清洗并没有相应的标准和规范条款,所以在电子清洗领域基本是采用IPC-CH-65B这一指南。
1.IPC中标准、术语与定义IPC-CH-65B作为电子行业清洗指南,它表述力求准确、专业、规范,因此引用许多的行业标准及联邦法规、测试方法和工具。
限于篇幅本文仅列举关注度较高的标准、手册等。
表1:IPC标准IPC-B-24、25表面绝缘阻抗测试板、多用途单面和双面机测试板IPC-B-36、52清洗选择测试板、标准测试板IPC-A-600、610印制板的可接受性、电子组件的可接受性IPC-T-50电子电路互连与封装术语及定义IPC-TM-650试验方法手册IPC-TR-580清洗及清浩度试验计划IPC-TP-383表面有机污染的类型、特征、去除、对绝缘电阻和敷形涂覆附着力的影响IPC-PE-740印制板制造及组装故障排除指南表2:工业联合标准J-STD-001焊接的电气和电子组件要求J-STD-002、003元器件引线、端子、焊片、接线柱及导线的可焊性测试、印制板可焊性测试J-STD-004、005助焊剂要求、焊膏要求J-STD-006电子焊接领域电子级焊料合金及含有助焊剂与不含助焊剂的固体焊料的要求同时IPC-CH-65B对清洗材料和溶剂清洗、半水基清洗、水基清洗工艺步骤及环境条件均有专门的定义,为电子清洗行业形成规范的术语体系意义重大。
j-std-001标准

j-std-001标准
J-STD-001是由IPC(电子行业联合会)制定的电子组装工艺标准,全名为"Requirements for Soldered Electrical and Electronic Assemblies"(焊接电气和电子组件的要求)。
J-STD-001标准定义了电子组装过程中的焊接要求和接触连接的标准,以确保高质量的电子组装。
该标准涵盖了焊接材料、焊接方法、工艺控制和检测要求等方面。
以下是J-STD-001标准的主要内容:
1. 焊接材料要求:包括焊料、通量、清洁剂等的要求,以确保焊接质量和可靠性。
2. 焊接方法和工艺控制:定义了不同类型的焊接方法(如手工焊接、波峰焊接、回流焊接等)的要求和工艺控制参数,以确保焊接质量和一致性。
3. 焊接连接的检测和评估:涵盖了焊接连接的可靠性检测、焊接缺陷的评估和处理等方面的要求。
4. 电子组件的安装和布局:定义了电子组件的安装和布局要求,包括引脚间距、引脚长度、焊盘设计等,以确保正确的组件安装和连接。
5. 环境和清洁要求:包括焊接过程中的环境要求、清洁剂使用和清洁工艺的要求,以确保组装后的产品符合相关的环境要求。
J-STD-001标准被广泛应用于电子制造行业,是许多电子公司和组装厂商遵循的重要指南,以确保产品的质量和可靠性。
IPC77117721电子组件的返工维修和修改教程
性和关联性。但如果对于特定产品的功能特性合 适的话,也可以采用中、低级一致性程序
13
13
13
模块1:政策&程序/通用程序
符合性: • 返工的产品
需要符合客户的功能要求 当没有其它指定的可接受性要求
应用IPC-A-610可接受性标准
15
15
15
模块1:政策&程序/通用程序
照明: • 最低的可接受照明水平
1000LM/平方米 (冷光:5000~7000LM;暖光:3000~5000LM) • 色温
3000~50000 K • 黑光
可以帮助识别助焊剂残留物和绝燃涂层
16
16
16
模块1:政策&程序/通用程序
锡烟排放: • 锡烟排放
19
19
模块1:政策&程序/通用程序
钻孔及打磨: • 手持钻孔及打磨工具 • 精密钻孔及打磨系统
20
20
20
模块1:政策&程序/通用程序
铆接系统: • 被要求用于返修损坏的镀覆孔,采用涂有焊料的
铜铆钉及铆钉压接/安放工具
21
21
21
模块1:政策&程序/通用程序
我司使用的锡丝锡棒:
层压板的维修
10
敷形涂覆
11
Q&A
3
3
3
IPC 简介
• IPC成立于1957年9月,最初为“The Institute of Printed Circuit”缩写,即美国“印制电路板协 会”
• 1998年更名为“Associatation Of Connecting Electronics Industries” (国际电子工业联接协会)
电子行业常用五大IPC标准(品质部)
IPC标准
IPC技术委员会采取开放的方针,吸取广大会员单位人员参加IPC技术委 员会下的各分委会与工作组。 IPC的一个分委会或工作组负责一项标准,除了IPC每年春季与秋季大会 期间分别进行活动外,还不定期举行会议。所以每年要发布或修订不少标准 规范。 IPC标准的编号方式为IPC加主题词字母再加两位或三位数字编号,例如 ,IPC-D-275,其中D代表Design(设计),编号为275 。 自1995年起,IPC标准开始采用新的编号方式,在代号IPC之后取消了主 题词字母,直接以四位数字编号,而数字按标准系列编排。 至现在 IPC已形成几个新的标准系列,其中主要有:
IPC标准与其他印制电路标准
IPC是美国的印制电路行业组织,由于多年的努力,不但 在美国的印制电路界有很高的地位而且在国际上也有很大的影 响。 它制订的标准大部分已采纳为 ANSI标准,有的还为美国 国防部批准 ,取代相应的MIL标准。例如,IPC-D-275取代了 MIL-STD-275,IPC-4101取代了MIL-S-13949在MIL-P-55110 《印制电路板总规范》中所使用的试验方法绝大多数直接引用 IPC-TM-650手册的。 在国际上,它是世界印制电路大会 (Printed Circuit World Convention)现在为世界电子电路大会 (World Electronic Circuit conference, WECC)主办单位之一 ,与其他国际组织及其他国家的行业组织有密切联系。
电子行业常用五大IPC标准介绍
IPC电子行业标准五大培训课程介绍 IPC电子行业标准五大培训课程介绍
树立质量,增强沟通,这个课程能够帮您做到 树立质量,增强沟通,这个课程能够帮您做到…… IPC-A-600G印制电路板的验收条件认证培训课程 印制电路板的验收条件认证培训课程 数年来, 通过对PCB裸板上理想的,可接 裸板上理想的, 数年来,IPC-A-600通过对 通过对 裸板上理想的 受的和拒收的条件制定验收规范,达到对PCB板的工艺质 受的和拒收的条件制定验收规范,达到对 板的工艺质 量设定标准的目的. 量设定标准的目的.PCB生产人员和组装人员都借助本标 生产人员和组装人员都借助本标 准对PCB的质量检测有更深入的认识,与此同时增强他们 的质量检测有更深入的认识, 准对 的质量检测有更深入的认识 与供应商和客户的交流,沟通.于是, 与供应商和客户的交流,沟通.于是,IPC-A-600成为了 成为了 最为广泛使用的标准之一, 最为广泛使用的标准之一,自然也成了业界同仁培训的必 选项目. 选项目. 为什么选择IPC-A-600认证培训课程? 认证培训课程? 为什么选择 认证培训课程 CIPC-A-600是获得行业肯定的认证培训课程,旨在帮 是获得行业肯定的认证培训课程, 是获得行业肯定的认证培训课程 助员工对PCB裸板的品质保证和目检验收条件有一个全面 助员工对 裸板的品质保证和目检验收条件有一个全面 的理解和掌握.除此之外, 的理解和掌握.除此之外,接受本课程的培训可以向您的 客户证明: 客户证明:贵公司致力于对公司运作及产品质量的持续提 培训员级别( 升.培训员级别(CIT)和应用专业人员级别的(CIS) )和应用专业人员级别的( ) 培训都会帮助每个学员更好的理解IPC-A-600标准. 标准. 培训都会帮助每个学员更好的理解 标准
IPC电子行业标准五大培训课程介绍 IPC电子行业标准五大培训课程介绍
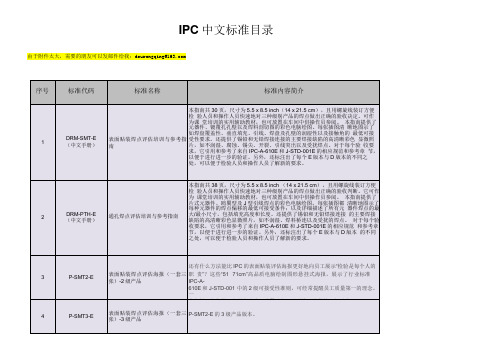
IPC中文标准及修订目录

21
IPC-1601A
22
IPC-2221A
印制板操作和储存指南 印制板设计通用标准
关于印制板操作、包装和储存的行业指南。这些指南是为了保护印制板,避免其受到污染、物理损坏、可焊性降低、静电放电(必要时)和吸湿。本文件考 原:2011年5月
虑了包装材料和方法、生产环境、操作和产品运输,建立了除湿烘烤曲线。修订本A扩大了覆盖范围,包括防潮袋(MBB)、烘烤对印刷板可焊性的影响、ESD
本标准规定了用于评估电子元器件引线、焊端、实芯导线、多股导线、焊片和接触片可焊性的测试方法、缺陷定义及验收标准,并附有相关图表。IPC-J-STD-D:2015年12月
002E还包括金属层耐溶蚀性/退润湿的测试方法。IPC-J-STD-002E适用于供应商和用户。J-STD-
002E由EIA、IPC和JEDEC开发。全文共65页。2017年11月发布。2018年1月翻译。
问题、蚀刻芯和复合材料的湿度问题、干燥剂材料和HIC卡以及包装和处理要求的示例流程。2017年8月翻译。
HDBK-630是IPC-A630的配套文件,是对电子整机的设计、制造、检验和高水平的组装测试的深入指导。本标准的制定是为了帮助电气和电子设备整机设计人员、制造商和终端
用户了解满足要求的最佳实践,确保终端产品在预期生命周期中组装的可靠性和功能。2014年6月发布,共168页,2018年6月翻译。
2018年8月
020涵盖的元器件,用于无铅工艺时,可在较高的温度下进行,用于锡铅工艺时,可在较低的温度下进行。
2015年5月
本次修订,许多处增加了说明,以确保覆盖面和应用的一致性。本标准包含了带聚合物层的裸晶粒和非IC封装使用的考虑。E版本也修订/更新了分级温度、
封装体积、干燥重量特征、以及在确定干燥重量的过程中建议的时间间隔记录。也提供了烘烤时间的指导,当烘烤测试被中断时。2015年5月翻译。
IPC J-STD-001D手工焊接标准培训教材20190808-精品文档

烙铁头选择2
1.形状 i) 焊接元件的种类
不同种类之电子元件,例如电阻、电容、SOJ芯片、SOP 芯片,需要不同烙铁头之配合以提高工作效率。
ii) 焊点接触之容易程度 如焊点位置被一些较高之电子元件围绕而难于接触,可 使用形状较长及细之烙铁头。
iii) 锡量需要 需要较多锡量,可使用镀锡层面积较大之烙铁头。
正确的姿势
危险的姿势
焊接时正确的姿势
要得到良好的焊锡结果,必须要有正确的姿势
•锡丝握法
单独作业时
连续作业时
锡丝露出50~60mm
•烙铁握法
PCB 单独作业时
盘子排线作业(小物体)
锡丝露出 30~50mm
盘子排线作业(大物体)
基板手持的方法
Good
NG
不要污染焊接部和焊点
TW-200-L(尖形)
烙铁头使用实例
烙铁头的清洗1
清洗的原理:水份适量时,烙铁头接触的瞬时,水会沸腾波动,达到清洗的目的。 烙铁头清洗时海绵用水过量:烙铁温度会急速下降,锡渣就不容易落掉,水量不 足时海绵会被烧掉.
海绵浸湿的方法: 1. 泡在水里清洗 2. 轻轻挤压海绵,可挤出3~4滴水珠为宜 3. 2小时清洗一次海绵. 若过多:烙铁头会急速冷却导致电气镀金层脱离,并且锡珠不易弄掉。 海绵清洗时若无水,烙铁会熔化海绵,诱发焊锡不良.
手工焊接培训教材 IPC J-STD-001D标准培训
目录
一、焊接规范要求 二、7种不良焊接习惯 三、一般电子件的焊法 四、导线和接线柱连接 五、通孔安装和端子 六、元器件的表面贴装
焊接时正确的姿势
正确的姿势是上身挺直, 头部离开作业面20~ 30cm
20—30cm
女性作业者应注意 不要使前面的头发 垂下来
IPCJ-STD-001D手工焊接标准培训教材20130808

不可允收的 1.邊緣連接器浮高,距PC板面0.4mm以上. 2.邊緣連接器歪斜,且大於5度以上.
9IC:
最好的 1.零件底面必須與PC板表面平貼.
可允收的 1.零件浮高與PC板距離小於2.5mm以下.
7种不良焊接习惯(二)
5. 使用过多的助焊剂 助焊剂远离焊点,焊接时未被加热会引起短路,过多的 助焊剂会影响针床测试。 6. 转移焊接 把焊料熔在烙铁头上去焊接称转移焊接,焊料铺展困难 不应使用(MINI WAVE烙铁头除外) 7. 不必要的修饰和返工 每多一次对焊点地修饰,金属间化合物增多一些,会降 低焊点强度。
可允收的 1.零件雖不對稱,但不會造成導體零件本體接觸. 2.零件雖不對稱,且造成非導體零件本體接觸. 3.零件雖沒位於中心孔位置,但不影響腳彎弧度的要求.
不可允收的 1.導體零件本體接觸. 2.零件沒有位於中心孔位置,造成破壞腳彎弧度的要求.
2零件排列:
最好的 1.沒極性零件,以垂直方向插入,如此從上到下能很清楚 讀出所有符號. 2.沒極性零件,以水平方式插入,如此以同一方向能很清楚讀出所有符號和顏色代號. 3.有極性要求零件依線路要求插入,且能分辨”正”負”. 4. 多腳數零件(變壓器,IC...等)依指示方向插入.
最好的 1.焊點呈現平光滑的凹形曲線. 2.零件腳,焊墊或線頭四圍呈現光滑的吃錫效果,沒有間斷性的吃錫問題. 3.零件腳的外形輪廓可以看的出來.
可允收的 1.焊點輕微包著零件腳的頂端,但吃錫良好. 2.焊錫至少包圍零件腳75%的零件腳四周. 3.敲彎腳延伸至線路上方,腳和線路間之空隙大於0.3mm.
不可允收的 1.零件浮高與PC板距離大於2.5mm. 2.零件腳未插入PC板之PTH孔.
IPC77117721电子组件的返工维修和修改教程
4
4
4
IPC 简介
• IPC-A-610E:电子组件的可接受性。 • IPC-7711/7721B:电子组件的返工、维修与修改。 • IPC-A-600H:印制板验收条件。 • IPC/WHMA-A-620A:线缆及线束组件的要求与验
收。 • IPC/EIA J-STD-001E: 焊接的电气和电子组件要
11
11
11
模块1:政策&程序/通用程序
一致性水平: • 有助于作业时选择合适的、与原始产品在电气、
机械、物理、环境、及视觉各方面要求的符合程 度 • 基于技术员的技能 • 这种划分是基于业界长期的经验积累,并且无须 测试数据的支持
12
12
12
模块1:政策&程序/通用程序
一致性水平 • L—低级水平 • M—中级水平 • H—最高级水平 • 3级产品必须采用最高一致性程序,除政策&程序/通用程序
钻孔及打磨: • 手持钻孔及打磨工具 • 精密钻孔及打磨系统
20
20
20
模块1:政策&程序/通用程序
铆接系统: • 被要求用于返修损坏的镀覆孔,采用涂有焊料的
铜铆钉及铆钉压接/安放工具
21
21
21
模块1:政策&程序/通用程序
我司使用的锡丝锡棒:
说明较低一致性程序不会影响产品功能特性 • 2级和1级产品应用最高一致性程序,以确保安全
性和关联性。但如果对于特定产品的功能特性合 适的话,也可以采用中、低级一致性程序
13
13
13
模块1:政策&程序/通用程序
符合性: • 返工的产品
需要符合客户的功能要求 当没有其它指定的可接受性要求
SMT标准汇集一览

IPC-A-610C 电子组件的验收J-STD-001B 电子和电子组件对焊料的要求IPC-HDBK-001 焊接的电器及电子组件要求的手册及指南DOD-STD-2000-4A 电气和电子设备通用焊接技术要求MIL-F-14256E 焊剂、焊接、液体(松香基)IPC-TP-797 SMT焊点长期可靠性:设计、试验、预测J-STD-003 印制板的可焊性测试J-STD-012 倒装片和芯片尺寸工艺的实施J-STD-013 球阵列和其他高密度工艺的实施IPC-SM-784 实施COB工艺的指南IPC-MC-790 多芯片组件工艺应用指南IPC-SM-785 表面安装焊料粘接剂的加速可靠性测试指南SMC-TR-001 载带自动焊接和细间距工艺的介绍IPC-R-700C 印制电路板和组件的修调、返修指南IPC-CM-770D 印制板元器件安装指南 IPC-SM-780 重点用于表面贴装的元器件封装和互联的指南IPC-7711 电子组件的返工返修IPC-7721 印制板和电子组件的返修与修正IPC-7721 印制板和电子组件的返修与修正增补1IPC-SM-816 SMT工艺指南和检验单J-STD-004 焊剂技术要求J-STD-005 焊膏技术要求J-STD-006 用于电子焊接的焊料合金、助焊和非助焊固体焊料的技术要求IPC-SM-817 非导电表面安装胶粘剂的通用要求IPC-SM-840C 永久焊料掩膜的质量和性能IPC-SM-840C 永久焊料掩膜的质量和性能修正1IPC-CC-830A 印制板组件电气绝缘混合剂验收和性能IPC-3408 各向异性导电胶粘剂膜通用要求IPC-3406 表面贴装导电胶规范IPC-ML-960 多层印制板大批量叠层板质量和性能规范IPC-HM-860 多层混合电路技术规范IPC-MC-324 金属芯板性能规范IPC-DW-426 分立线组装规范IPC-DW-425A 用于分立线板的设计和最终产品要求IPC-FC-232C 粘接剂涂覆的绝缘薄膜用作覆盖板材用于柔性印制线和柔性粘合薄膜IPC-DW-424 密封分立线互连板通用规范IPC-6012A 钢性印制板鉴定和性能规范修正1IPC-TF-870 聚合物厚膜印制板的质量和性能IPC-A-600F 印制板的验收IPC-6013 挠性印制板验收和性能规范修正标准1IPC-6018 微波成品板检验与测试IPC-6015 有机MCM-L贴装和互连结构的验收和性能规范IPC-6013 挠性印制板验收和性能规范IPC-6012 钢性印制板验收和性能规范IPC-6011 印制板通用性能规范IPC-SM-786A 湿度/再流敏感ICs特性和处理步骤IPC-9251 评价细线能力测试媒介J-STD-020A 非密封固体表面安装器件潮湿/再流敏感度分级J-STD-035 非密封封装电子元件的声波显微检测 J-STD-033 潮湿/再流敏感表面安装器件的包装、运输和使用IPC-SC-60 焊接后溶剂清洗手册IPC-SA-61 焊接后半水清洗手册IPC-AC-62A 焊接后水清洗手册IPC-L-125A 用于高速高频互联包层或不包层塑料基板技术规范IPC-FC-231C 用于柔性印制线的柔性绝缘材料IPC-FC-241C 用于柔性印制线制造的柔性金属包层绝缘材料IPC-DD-135 MCM沉积有机夹层绝缘材料鉴定试验IPC-4101 刚性和多层板基材规范IPC-NC-349 钻床和特形铣计算机数控格式IPC-DR-570A 印制板1/8英寸直径硬质合金钻头通用规范IPC-PE-740 印制板制造和组装故障检查IPC-BP-421 刚性印制板后插板压入式接触通用规范IPC-QF-143 印制板用于石英纤维制品规范IPC-EG-140 用于印制板的"E"玻璃纤维织品的规范IPC-SG-141 印制板用于"S"玻璃纤维织品的规范IPC-A-142 用于印制板的Aramid纤维织品规范IPC-4130 非织品"E"玻璃垫规范和表征方法IPC-4110 印制板用非织品纤维素纸规范和表征方法IPC-MF-150F 用于印制线应用的金属箔IPC-CF-152B 印制板复合金属材料规范IPC-CF-148A 印制板涂敷树脂的金属箔IPC-C-406 对于表面安装连接器的设计和应用指南IPC-SM-782A 表面安装设计和焊盘图形标准IPC-D-356A 裸板电气测试数据格式IPC-2221 PCB设计通用标准IPC-2222 刚性有机PCB设计标准IPC-2223 柔性PCB设计标准IPC-2224 用于PC卡的PWB设计标准IPC-D-322 标准板选择PWB尺寸的规则IPC-S-804A PWB可焊性测试方法IPC-D-859 厚膜多层混合电路设计标准IPC-D-325A 印制板、组件和支持器图纸文档要求IPC-D-326 制造印制板组件信息要求-D-322 用标准面板尺寸选择PWB尺寸IPC-D-300G 印制板尺寸和容差 IPC-2546 特殊PCB组装设备部分要求IPC-2225 有机MCM-L及其组件部分设计标准IPC-QS-95 ISO9000质量体系执行通用要求 SMEMA Standard 标准文件格式规范SMEMA Standard 设备接口标准SMEMA Standard 识别点标准SMEMA Standard 丝印术语和定义SMEMA Standard 液体点涂术语和定义SMEMA Standard 再流焊术语和定义SMEMA Standard 组件清洗术语和定义IPC-T-50F 电路互联和封装的术语和定义IPC-OI-645 视觉光学检测设备标准IPC-QL-653A 检测/测试印制板、元器件和材料设备鉴定IPC-PC-90 统计过程控制实现通用要求IPC-TM-650 测试方法手册IPC-2511 产品制造描述数据和传送方法实施通用要求IPC-1331 电加热工艺设备安全标准ANSI/ESD S20.20-1999 电子部件、组件和设备的静电防护。
IPC-J-STD-001D手工焊接标准培训教材PPT教学课件

焊锡丝的选择
以焊盘的1/2为来选择焊锡丝
14
清洗板
焊接完后要,针对残留的助焊 剂要进行清洗。
15
焊接作业7种不良习惯
1.用力过大 2.不恰当的焊接热桥
3.错误的烙铁头尺寸
4.过高的温度
5.助焊使用不当
6.焊接转移 7.不必要的返工返修
16
7种不良焊接习惯(一)
1. 用力过大 会使板子焊盘翘起,甚至脱落(在单面板中更为常见) 2. 热桥不恰当(通孔元件焊接) 热桥是使液态焊料流向烙铁头对面,有利于热量快速 传递,很快焊好一个焊点。 3. 加热头尺寸不适合 大的焊点用大的烙铁头 小的焊点用小的烙铁头 4. 加热温度过高 烙铁头温度设定太高会损坏元件及PCB板。
TW-200-L(尖形)
TW-200-2.4D(楔形)
TW-200-K(刀形)
900M-T-K(刀形)
ERSA8520D(刀形)
6
烙铁头选择1
1.大小 i) 焊点之大小 根据焊点之大小选择合适的烙铁头能使工作更顺利。 烙铁头太小:温度不够。 烙铁头太大:会有大量的焊锡溶化,锡量控制困难。
ii) 焊点密集程度 在较密集的电路板上进行焊接,使用较幼细的烙铁头能 减低锡桥之形成机会。
电源 Off
电源Off
不留余锡而把电源关掉时,温度慢慢 下降,会发生热氧化减少烙铁寿命
防止烙铁头氧化,与锡保持亲合性,可以方便作业并且延长烙铁寿命。
12
烙铁头的预热
锡不能正常扩散时把烙铁返转,或者大面积接触。不可刮动铜箔或晃动焊锡
铜箔
铜箔 PCB
铜箔
铜箔 PCB
(× )
用焊锡快速传递热
IPC中文标准目录
J-STD-003B
印制板可焊性测试
本标准规定了用于评定印制板表面导体、连接盘和镀覆孔可焊性的测试方法和缺陷定义,并附有相关的图表。本标准适用于供应商和用户。本标准所述可焊性测试方法的目标是测定印制板表面导体、连接盘及镀覆孔被焊料润湿的难易程度和 经受苛刻的印制板组装工艺的能力。全文共36页,于2007年3月正式发布。
50规范相匹配。使用本海报作为一种工具更能帮助你的员工确定问题和有效地排 除您生产操作中的问题。最开始由欧洲PCB行业原创设计,现由IPC更新。
8
IPC-A-600H
(中英文双语版本)
印制板的可接受性
这是一本配有大量插图的印制电路板可接受性权威指南标准!本文件配有大量的 彩色图片和示意图,提供了可从裸板内部或外部观察到的目标条件、可接受条件
2010年4月发布。
9
IPC-A-610E
电子组件的可接受性
IEC正在签署将IPC-A-610作为全球首选的电子组装国际验收标准的文件。
IPC-A-610是全球应用最广泛的电子组装标准。作为所有质量保证和组装部门的 必备文件,它通过彩色图片和示意图图示了业界公认的工艺要求。主要内容包括
挠性电路的连接、母子板、部件叠装、无铅、通孔元器件朝向和焊接要求、SMT
(新端子类型)和分立布线组件、机械组装、清洗、标记、涂覆层和层压板要求
。对于所有检验人员、操作人员和培训员,IPC-A-610是一个无价之宝。E版本 共有809张关于可接受性要求的图片和示意图,其中165张为新增或修订的。最新 版本的清晰性和准确度经过了认真地审查。本文件中的一些要求已与业界一致同
意的其他文件的相关要求同步,可与材料和工艺标准IPCJ-STD-001配套使用。
IPC中文标准目录
PCBA清洗和洁净度

PCBA清洗和洁净度测试规范1. 目的1.1.1.1.本工艺规程规定了PCBA在敷形涂覆之前清洗的原则和方法,并定义了清洗后洁净度的测试方法。
2. 适用范围2.1.1丄本工艺规程适用于指导电子装联车间生产PCBA的清洗和洁净度测试。
3. 适用人员3.1.1丄本工艺规程适用于负责PCBA清洗和洁净度测试的操作人员。
4. 参考文件4.1.1.1.IPCJ-STD-001D《焊接的电气和电子组件要求》。
4.1.1.2.IPC-TM-650《试验方法手册》。
4.1.1.3.IPC-A-610D《子组件的可接受性》。
4.1.14SJ20883-2003《印制电路组件装焊后的清洗工艺方法》。
4.1.15SJ20896-2003《印制电路板组件装焊后的洁净度检测及分级》。
5. 名词/术语5.1.1.1.离子污染物(Ionic-contamination):能够溶解于水中并使水的电导率发生变化的污染物质;典型的离子污染物包括:助焊剂中的活性物质、助焊剂活性物质与金属氧化物的反应产物、盐等。
5.1.12洁净度测试(cleanesstest):对PCBA清洗后的洁净程度进行的量化的测试;通常要求离子污染物小于1.56卩g/cm2NaCl。
5.1.1.3.电渗析(electrodialysis):电渗析是一种水处理技术,在外加电场作用下,利用阴阳离子交换膜对溶液中电解质离子的选择透过性,使溶液中的阴阳离子发生分离的一种理化过程。
6. 清洗工艺6.1.工作环境6.1.1.1.环境温度:18C。
〜30C。
6.1.1.2.相对湿度:30%〜70%。
6.2.清洗原则6.2.1.1.产品应当按照本工艺规程的工艺要求进行清洗操作。
6.2.1.2.要求清洗的产品在清洗时应当防止热冲击或有害的清洗媒介浸入非完全密封的元器件。
6.2.1.3.所有产品均需要清洗,不支持免清洗工艺。
6.2.1.4.清洗完成后应当抽样进行洁净度测试,用于验证清洗工艺的有效性。
第三部分CQI-17 教材-IPC 20130703 V2ppt课件

验收条件
▪ 缺陷条件
定义:组件在最终使用环境下不足以确保外形、装配和 功能(3F)的情况。
➢不能保证组件的3F的要求 ➢由制造商根据设计、服务和客户的要求处置
o处置可以是返工、维修、报废或“照样使用” o维修或“照样使用”须取得用户的认可
➢1级缺陷自动成为2、3级缺陷;2级缺陷对3级同样是 缺陷。
3
锡焊系统审核 (SSA )----参考文件(IPC-A-610E)
▪ IPC标准和文件分类
文件用途
文 件 编 号(列举)
设计标准
IPC-2220(系列) IPC-7351
IPC-CM-770
成品文件
成品标准 可接受标准
返工/返修
IPC-D-325 IPC-J-STD-001
IPC-A-610 IPC-7711/7721
要求。
8
产品分级
本标准对产品分成以下个级别:
▪ 1级: 普用类电子产品 以组件功能完整为主要要求的产品。 ▪ 2级: 专用服务类电子产品 要求持续运行和较长使用寿命的产品,最好能保持不间断工 作,但该要求不严格。一般情况下不会因使用环境而导致故 障。 ▪ 3级: 高性能类电子产品 以持续性优良表现或严格按指令运行为关键的产品。产品的 服务间断是不可接受的,且最终产品使用环境异常苛刻;产 品在要求时能够操作,如救生设备等。
10
验收条件 对各级产品均分有四级验收条件:
▪ 目标条件 ▪ 可接受条件 ▪ 缺陷条件 ▪ 过程警示条件
11
验收条件
▪ 目标条件
定义:指近乎完美/首选的情况,然而这是一种理想而非总 能达到的情形,且对于保证组件在使用环境下的可靠性并 非必要的情形。
▪ 可接受条件
IPC J-STD-001E培训
1
4、部件缺陷和制程警示:
介绍和概述
缺陷应当【D1D2D3】由制造商在设计、服务和客户要求的基础上鉴定、文档 化和处置。 处置包括返工、返修、照常使用和报废。
制程警示不影响外观、装配、或产品的功能,应该(should)监控部件的制程
警示数据,但部件无需处置。 5、优先顺序:
合同总是优于本标准、引用标准和图纸;
2015/9/17
3
1、可焊性
焊接和组装通用要求
待焊接的电子/机械元器件(包括PCB)及导线应当【D1D2D3】满足J-STD002或等效文件的可焊性要求; 印制板应当【D1D2D3】满足J-STD-003或等效文件的要求。
2、应力释放
如果元器件未用夹子、粘合剂,或其他方式固定时,该元器件至少应当 【D1D2D3】有一根引线具有应力释放;
品产生硬件缺陷。
在“应当(shall)”要求后面的方括号中列出了对每级产品的要求。 N=No requirement has been established A=Acceptable P=Process Indicator D=Defect 例:【A1P2D3】 【N1D2D3】 【A1A2D3】 【D1P2D3】
1
7、验收要求:
介绍和概述
制造商应当【N1D2D3】进行100%检验,除非抽样检验被确定为制程控制计 划文件的一部分。
8、检验方法:
放大装置:目检所用的放大倍数至少应当【A1P2D3】采用下表所列的最低倍 数。
焊盘宽度或焊盘直径
>1.0mm >0.5至≤1.0mm ≥0.25mm至≤0.5mm 放大倍数 检查放大范围 1.5倍-3倍 3倍-7.5倍 7.5倍-10倍 仲裁放大最大倍数 4倍 10倍 20倍
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
IPC J-STD-001焊接的电气和电子组件要求
招生对象
---------------------------------
工程部、品质部、研发部、SMT、客服等部门经理、课长、主管、工程师、技术员. 从事电子行业的培训人员, 焊接人员, 工程技术人员及参与制定公司检验标准及参与检验的相关人员。
【主办单位】中国电子标准协会
【咨询热线】0 7 5 5 – 2 6 5 0 6 7 5 7 1 3 7 9 8 4 7 2 9 3 6 李生【报名邮箱】martin# (请将#换成@)
课程内容
---------------------------------
课程目的:
IPC J-STD-001E焊接的电气和电子组件要求已经成为全球电子组装制造业的权威手册,本标准描述了制造高质量有铅和无铅互连元件的材料、方法和验证要求。
标准强调流程控制并且针对电子连接的各个方面设定了行业通用的要求。
IPC J-STD-001E标准共12章。
全文72页,38幅彩色插图,其中14幅为新增和更新插图,内容涵盖总则、适用文件、材料、元器件和设备要求、焊接和组装通用要求、导线和接线柱连接、通孔安装和端子、元器件的表面贴装、清洗工艺要求、PCB要求、涂覆和灌封、产品保证、返工和维修。
IPC J-STD-001E标准是由业界开发并接受认可的,可追溯的标准化模式的培训课程,以加强对标准的正确理解和适当运用。
通过这个培训课程将帮助员工提升专业技能。
IPC J-STD-001E标准CIS(认证专家)培训,针对生产线作业员,工程技术员、检验员、工艺工程师、生产/工程/质保行政人员及其他相关人员以及买家。
授课时间总共为四十小时(五天)
IPC J-STD-001 IPC 认证专家 (CIS) 课程大纲
模块
课程内容
备注
1
欢迎/介绍。
IPC政策和程序
IPC J-STD-001E 概述
IPC政策/培训目标/证书的期限等。
001E的一般要求和引用文件,材料,元器件和设备要求,焊接和组装的通用要求,清洗工艺要求,考试。
共:8 小时
讲解小时
考试小时
2
导线&端子
导线与线览的准备要求,端子的焊接要求,各类接线柱的安装要求,有铅和无铅焊接的外观比较,手工操作示范,学员练习,考试。
共:8小时
讲解小时
练习小时
考试小时
3
通孔技术
通孔安装和端子的要求,PCB和敷形涂敷要求,返工与维修要求,示范正确的剥线/上锡/焊接方法,学员练习,考试。
共:8小时
讲解小时
练习小时
考试小时
4
表面贴装技术
各类表面贴装元器件的焊接要求,PCB和敷形涂敷要求,返工与维修要求,产品质量保证要求,手工操作示范,学员练习,考试。
共:8小时
讲解小时
练习小时
考试小时
5
检验要求
产品保证要求,导线/端子、通孔连接、表面安装的检验要求,SPC过程统计控制的原理,检验技能练习,考试。
共:8小时
讲解小时。