产品抽样检验程序范例
抽样检验管理程序

1. 目的指导检验员正确地按AQL抽样计划进行物料、半成品、成品的抽样检验,确保物料、成品检验的判定符合AQL标准之要求。
2. 范围适用于本公司所有的进料、半成品、制程巡检、成品检验。
3. 职责IQC/OQC检验员负责AQL抽样计划的执行;IPQC负责首件检验、制程巡检。
4. 定义4.1. 抽样:是抽取物质、材料或产品的一部分,作为其整体的代表性样品来进行检测的一种规定程序。
4.2. 检查批:为实施抽样检查汇集起来的单位产品。
4.3. AQL:(Acceptance Quality Limit)接收质量限,是供方能够保证稳定达到的实际质量水平,是用户能接受的产品质量水平。
4.4. CR:(Critical)致命缺陷。
4.5. Ma:(Major)严重缺陷,也称主要缺陷。
4.6. Mi:(Minor)轻微缺陷,也称次要缺陷。
5. 作业内容5.1. 抽检方案依据接收质量限(AQL)检索的逐批检验抽样计划(GB/T 2828.1-2003)(即MIL-STD-105E II)及抽样表,其中检查水平为一般检查水平Ⅱ级。
5.2. 样本的抽选按简单随机抽样(见GB/T 3358.1-1993的5.7), 从批中抽取作为样本的产品。
但是,当批由子批或(按某个合理的准则识别的)层组成时,应使用分层抽样。
按此方式,各子批或各层的样本量与子批或层的大小是成比例的。
5.3. 抽取样本的时间样本可在来料时、批生产出来以后、批生产期间或库存重检时抽取。
两种情形均应按5.2抽选样本。
5.4. 二次或多次抽样如在实际运作中,需要使用二次或多次抽样时,每个后继的样本应从同一批的剩余部分中抽选。
5.5. 正常、加严和放宽检验5.5.1. 检验的开始除非负责部门另有指示,开始检验时应采用正常检验。
5.5.2. 检验的继续除非转移程序(见5.5.3)要求改变检验的严格度,对连续的批,正常、加严或者放宽检验应继续不变。
转移程序应分别地用于各类不合格或不合格品。
AQL

AQLAQL :average quality level的缩写,即平均质量水平,它是检验的一个参数,不是标准。
验货的时候根据:批量范围、检查水平、AQL值决定抽样的数量和合格与不合格产品的数量。
服装质量检查采用一次抽样方案,服装批量的合格质量水平(AQL)为2.5,检查水平为一般检查水平,检查的严格度为正常检查。
其抽样方案见表: 正常检查一次抽样方案(AQL-2.5)Ac---能接受的水平Re---不能接受的水平服装批量(件) 服装样本大小(件) 合格判定数Ac(件) 不合格判定数Re(件)91∽150 20 1 2151∽280 32 2 3281∽500 50 3 4501∽1200 80 5 61201∽3200 125 7 83201∽10000 200 10 1110001∽35000 315 14 151、全数检验:将送检批的产品或物料全部加以检验而不遗漏的检验方法。
适用于以下情形:①批量较小,检验简单且费用较低;②产品必须是合格;③产品中如有少量的不合格,可能导致该产品产生致命性影响。
2、抽样检验:从一批产品的所有个体中抽取部分个体进行检验,并根据样本的检验结果来判断整批产品是否合格的活动,是一种典型的统计推断工作。
①适用于以下情形:a. 对产品性能检验需进行破坏性试验; b. 批量太大,无法进行全数检验; c. 需较长的检验时间和较高的检验费用; d. 允许有一定程度的不良品存在。
②抽样检验中的有关术语: a.检验批:同样产品集中在一起作为抽验对象;一般来说,一个生产批即为一个检验批。
可以将一个生产批分成若干检验批,但一个检验批不能包含多个生产批,也不能随意组合检验批。
b.批量:批中所含单位数量;c.抽样数:从批中抽取的产品数量;d.不合格判定数(Re):Refuse的缩写即拒收;e.合格判定数(Ac):Accept的缩写即接收;f.合格质量水平(AQL):Acceptable Quality Level的缩写。
出厂产品抽样检验程序
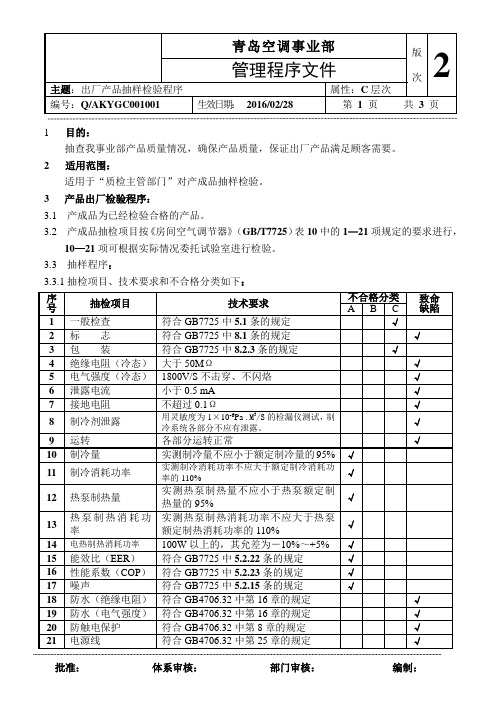
1目的:抽查我事业部产品质量情况,确保产品质量,保证出厂产品满足顾客需要。
2适用范围:适用于“质检主管部门”对产成品抽样检验。
3 产品出厂检验程序:3.1 产成品为已经检验合格的产品。
3.2 产成品抽检项目按《房间空气调节器》(GB/T7725)表10中的1—21项规定的要求进行,10—21项可根据实际情况委托试验室进行检验。
3.3 抽样程序:3.3.1抽检项目、技术要求和不合格分类如下:批准:体系审核:部门审核:编制:3.3.2致命缺陷抽检项目,只要出现一项不合格,则判定该批产品不合格。
其抽样方案可同“A类不合格”对待,按A类不合格的抽样方案确定出“样本大小”后,但其判定数组[Ac Re] 应为[0 1],即Ac=0,Re=1。
3.3.3质量水平的确定:A类不合格的合格质量水平为:1.0 ;B类不合格的合格质量水平为:1.5 ;C类不合格的合格质量水平为:2.5 。
3.3.4检查水平的确定:检查水平一般情况下采用一般检查水平II或一般检查水平I;考虑到实际情况和管理费用,能够或必须允许较大的误判定风险时,经“质检主管部门”负责人批准可采用特殊检查水平S—3.3或特殊检查水平S—2。
3.3.5检查批的形成:由同种类、同型号和同班次且生产条件相同的单位产品组成。
3.3.6检查严格度的确定:GB2828规定有正常检查、加严检查和放宽检查三种不同严格度的检查,特宽检查附属于放宽检查。
3.3.6.1检查开始时一般应进行正常检查,可根据检查过程获得的信息随时调整严格度,并遵循如下转移规则:a)从正常检查到加严检查:若在连续不超过5批中有两批经初次检查不合格,则从下一批转到加严检查;b)从加严检验转到正常检验:若在加严检验过程中,连续5批经初次检查合格,则从下一批转到正常检查;c)从正常检查到放宽检查:在生产正常的情况下,连续10批初次检查合格,经“质检主管部门”负责人批准后,则从下一批转到放宽检查;d)从放宽检查到正常检查:生产不正常,或有一批放宽检查不合格,或“质检主管部门”认为有必要回到正常检查等三种情况任一种发生则从下一批回到正常检查。
电动机进厂抽样检验规程

电动机进厂抽样检验规程
电动机进厂抽样检验规程
为控制采购产品的质量,确保采购产品的安全使用性能,根据公司实际情况,特制定电机进厂检验规程:
一、电动机进货必须是由合格供货方提供的。
二、电动机进货时,必须将配套合格证、说明书、安标证、防爆证、爆安标志、防爆标志,出厂检验报告一并提供由厂质检员验对合格有效,方可入库验收。
三、电动机抽样比例为全检,执行标准MT478-1996、MT451-1995.
四、除本公司检测项目,其余以出厂检验报告为据。
五、检测项目、技术要求、检验方法:
1、外观质量:表面光洁、无磕碰、油漆均匀、标志明显。
2、电机输出轴和键槽及法兰上口尺寸。
3、电机的绝缘性能检验。
4、电机的断路和短路性能检验。
5、电机空转性能试验。
六、检测方法:
1、目测外观质量表面光洁、油漆均匀光亮、无磕碰。
2、用外景千分尺测量电机输出轴外景尺寸及键槽深度,用游标卡尺测量键槽宽度及法兰上口尺寸。
3、用绝缘表测量电机接线端子与外壳的绝缘性能。
4、用万用表测量a、b、c三相是否短路和断路。
5、将电机放置在试验架上接电进行性能试验,不准有转动卡阻现象,不准有异常噪声和温升过热现象。
七、判定原则:
1、联接尺寸超差影响装配判不合格。
2、空载试验时噪声异常、温升过热、转动有阻卡现象,每项不合格均判不合格。
抽样检验的方法和步骤,样品采样方法与产品检验标准依据 - 品质管理.doc

抽样检验的方法和步骤一、确定抽样方案在AQL中给出了一系列的抽样方案表格,这些表格给出了在不同的品质水平下抽样检验的样本数,给出了允收数(Ac)和拒收数(Re)。
二、采样方法:1、均匀物料的采样:均匀物料的采样原则上可以在物料的任意部位进行,但要注意两点:(1)采样过程不应带进杂质;(2)避免在采样过程引起物料变化(如吸水、氧化等)。
2、样品数和样品量:在满足需要的前提下,样品数和样品量越少越好。
任何不必要的增加样品数和样品量就可能导致采样费用的增加和物料的损失。
能给出所需信息的最少的样品数和样品量为最佳样品数和最佳样品量。
1)样品数:对多单元的被采商品,采样操作分两步,第一步,选取一定数量的采样单元;第二步,对每个单元分别进行采样。
总体物料的单元数小于500的,采样单元的选取数按标准的规定确定。
如总体物料单元数的范围是1~10,则全部单元都要选到;总体物料单元数的范围是11~49,则选11个单元;总体物料单元数的范围是50~64,则选12个单元;……总体物料单元数的范围是461~512,则选24个单元。
总体物料的单元数大于500的,采样单元数的确定按总体单元数立方根的三倍数,即3×3N(N为总体单元数),如遇有小数时则进为整数。
如单元数为538,则3×3538≈24.4,将24.4进为25,即选用25个单元。
2)样品量:在满足需要的前提下,样品量越少越好,但其量至少应满足以下要求:a.至少满足三次重复检测的需要;b.当需要保留样品时,应满足保留样品的需求;c.对采得的样品物料如需做制样处理时,应满足加工处理的要求。
3、采样记录和采样报告:采样时应记录被采商品的状况和采样操作,如记录商品的名称、来源、编号、数量、包装情况、存放环境、采样部位、所采得样品数和样品量、采样日期、采样人姓名等,根据这些记录填写采样报告。
4、样品的容器和保存:1)样品容器: a.具有符合要求的盖、塞或阀门,在使用前必须洗净、干燥;b.材质必须不与样品物质起作用,并不能有渗透性;c.对光敏性物料,盛样容器应是不透光的。
抽样检验工作的基本流程

抽样检验⼯作的基本流程 抽样检验⼜称抽样检查,是从⼀批产品中随机抽取少量产品(样本) 进⾏检验,据以判断该批产品是否合格的统计⽅法和理论。
以下是店铺为⼤家整理的关于抽样检验⼯作的基本流程,给⼤家作为参考,欢迎阅读! 抽样检验⼯作的基本流程 1、⽬的 为加强⾷品监督管理,规范监督抽检⼯作,保障⾷品的⾷品安全,依据《中华⼈民共和国⾷品卫⽣法》、《⾷品卫⽣监督程序》、《健康相关产品国家卫⽣监督抽检规范》等有关法律、法规制定本程序。
2、适⽤范围 本程序适⽤于本中⼼按照当地⼈民政府和上级卫⽣部门制定的⾷品安全年度监督管理计划,对本辖区范围内的⾷品进⾏定期监督抽样检验⼯作。
3、职责 3.l 中⼼主任负责⾷品安全风险监测和评估⼯作的组织领导、统筹和协调。
3.2 收到市⾷品安全委员会或上级部门制定的⾷品安全风险监测和评估⽅案或计划时,中⼼分管领导组织有关⼈员⽴即对⾷品安全风险监测和评估编制计划,确保⾷品安全风险监测检验优先于其他检测任务,并保质保量按时完成。
3.3 卫⽣监测科负责⾷品安全风险监测和评估⼯作的组织和协调,包括采样送检、数据分析汇总、结果评价及结果报送。
3.4 办公室(质量管理科)负责⾷品安全风险监测和评估的质量控制等。
3.5 检测科室负责⾷品安全风险监测的检验、检测过程的质量监督、监测数据和分析结果的报送等。
3.6 办公室负责⾷品安全风险监测⼯作所需的物资和交通⼯具等的后勤保障⼯作。
3.7 本中⼼授权签字⼈负责⾷品监督抽样检测报告的批准。
4 ⼯作程序 4.1 采(抽)样 4.1.1 采样应由2名(含)以上⾷品⾷品抽样⼈员参加,在执⾏抽样任务时,抽样⼈员应当向被抽样者出⽰有效证件。
抽样前,须准备加盖公章的《采样记录》和其他有关⽂书等。
4.1.2 抽样操作应当规范,抽样过程应当不影响所抽样品的质量,抽样应为同⼀批次的产品。
4.1.3抽样后,抽样⼈员应及时填写《采样记录》。
将所抽样品除⼀件样品留样处,其余样品⽤《专⽤封签》按“送检样品”签封。
抽样检验程序.doc

1. 目的:为使来料检验、制程检验、出货检验时有正确之抽样方法及判定依据。
2. 范围:进料检验、制程检验、出货检验均适用本程序。
3. 权责:由品管部IQC、FQ、OQC检验员负责实施之。
4. 定义:4. 1 单位产品: 为实施抽样检查的需要而划分的基本单位,称为单位产品。
4. 2 检查批: 为实施抽样检查汇集起来的单位产品称之为检查批,简称为批。
4. 3 批量: 批中所包含的单位产品数,称为批量。
4. 4 样本单位: 从批中抽取用检查的单位产品,称为样本单位。
4. 5 样本: 样本单位的全体,称为样本。
4. 6 样本大小: 样本中所包含的样本单位数,称为样本大小。
4. 7 抽样检验:依照批量大小,抽出不同数量的样本,将该样本按其规格进行检验,并将检验的结果与预先决定的品质标准比较,以决定个别的样品是否合格。
4. 8 不良率: 不良品的表示方法。
任何已知数量的制品不良率,为制品中所含的不良品数除以单位产品的总数再乘以100%即得:不良品个数不良率= ---------------- *100%检验单位产品总数4. 9 检验方法: 用检验、量测、试验或其它方式将单位产品和其规定的要求加以比较的方法。
4. 10 抽样计划: 样本大小和判定数组结合在一起,称为抽样计划。
4. 11 抽样程序: 使用抽样计划判断批合格与否的过程,称为抽样程序。
4. 12 符号:n: 批量n: 样本大小AC: 合格判定数(允收数);RE: 不合格判定数(拒收数)IL: 检验水准;AQL: 合格质量水准(允收品质水准)MAJ: 主要缺点;MIN: 次要缺点4.13 样本代字: 不同的样本大小用不同的英文字母替代。
4.14 简单随机抽样:从所有个体中采取逐个不放回抽取的方法抽取一个样本,且每次抽取时各个个体被抽取的概率都相等,就称这样的抽样为简单随机抽样。
4.15 系统抽样:4.16 分层抽样:5 作业内容:5.1 抽样计划的说明:5.1.1 本公司之进料檢验抽样采用GB2828-87正常检查单次抽样计划,一般水平IL级抽样方法抽样,AQL 值取MIN:0.65;MAJ:0.15;尺寸抽检5pcs。
产品抽检活动方案

产品抽检活动方案一、背景介绍在当前社会中,消费者对产品质量和安全性的关注度越来越高,作为一个负责任的企业,我们需要通过抽检活动来确保我们生产的产品符合相关标准和法规要求,保障消费者的权益。
二、活动目的1.检测产品质量,确保产品安全性和合格性。
2.提升品牌形象,增加消费者信任度。
3.发现和解决生产环节中的问题,提高生产效率。
三、活动范围本次产品抽检活动主要针对公司生产的所有产品进行抽检,包括但不限于:•产品A•产品B•产品C四、活动时间安排•活动开始日期: [具体日期]•活动结束日期: [具体日期]五、活动流程1.提前准备:确定抽检标准和抽检比例,准备抽检工具和表格等。
2.抽检过程:从生产线中随机抽取样品,进行检测和记录。
3.结果分析:对抽检结果进行统计分析,制作报告。
4.行动计划:根据抽检结果制定问题解决方案,落实改进措施。
六、活动要点1.抽检标准:根据国家和行业标准制定产品抽检标准。
2.抽检比例:抽检比例应该充分,能够代表整体产品质量水平。
3.数据记录:抽检过程中需要准确记录所有数据,确保数据的真实性。
4.反馈机制:及时反馈抽检结果,提醒生产部门和相关岗位改进不足。
七、活动效果评估通过抽检活动评估如下:1.产品质量改善情况。
2.活动反馈和意见收集。
3.活动实施过程中出现的问题和解决方案。
八、活动总结与展望通过本次产品抽检活动,发现了一些生产环节中存在的问题,并提出了改进措施,有针对性地提高了产品质量。
未来公司将持续进行产品抽检活动,不断提升产品质量,为消费者提供更加安全的产品。
以上是本次产品抽检活动方案,希望能够得到大家的支持和配合,共同推动公司的发展和进步。
抽样检验-抽样程序与抽样标准 精品

抽样程序与抽样标准1 目的为了保证检测结果的代表性、正确性和有效性,对抽样行为进行控制,降低抽样检测的误判率,特制定本程序。
2 范围适用于抽样方案的制定和批准,抽样活动的组织实施等过程。
3 职责3.1 技术负责人的职责负责抽样方案的批准,负责维护本程序的有效性。
3.2 办公室的职责负责组织抽样及样品的管理。
3.3 检测室负责人的职责负责提出抽样方法、制定抽样方案。
3.4抽样人员的职责负责实施抽样,认真填写抽样文件,执行抽样纪律。
4 工作程序4.1 下列情况应进行抽样检测4.1.1 委托进行批量生产产品仲裁检测的4.1.2 法律、法规或强制性标准中规定须抽样的;4.1.3 产品标准、检测方法要求抽样的;4.1.4 客户要求抽样的。
4.2 抽样依据4.2.1 产品标准或检测方法有抽样规定的,依据标准或方法的规定:没有标准或方法规定的,则制订基于统计方法的抽样计划;4.2.2 委托检测或客户要求抽样的一般执行GB/T 2828 ,计数抽样检测程序第1 部分:按接收质量限(AQI)检索的逐批检测抽样计划或GB 2829《周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)》,也可根据与客商的约定。
4.3.1 抽样方案由相关检测室制定。
4.3.2 抽样方案的内容:4.3.2.1 抽样依据;4.3.2.2 单位产品的质量特性;4.3.2.3 不合格品的分类;4.3.2.4 质量水平;4.3.2.5 检测等级;4.3.2.6 抽样时问、地点及人员;4.3.2.7 抽样风险评价;4.3.2.8 抽样检测的费用;4.3.3 抽检样品及其母体要求4.3.3.1 是成批生产并投放市场的产品;4.3.3.2 出厂时间等符合检测标准和技术文件规定;4.3.3.3 有出厂检测合格证;4.3.3.4 由于运输、保管不善造成的外观有明显缺陷的样品,应做详细记录。
4.3.4 抽样方案的批准抽样方案由技术负责人负责批准后实施。
抽样检验步骤

1、 AQL抽样检验的方法和步骤(1)决定检验方案检验方案一般由客户决定,也有客户和供应商协商决定的。
(2)抽样样本字码表在AQL中有一个“抽样样本字码表”,在检验方案决定后,可以根据该字码表来找到相关的数值。
(1)抽样方案在AQL中给出了一系列的抽样方案表格,这些表格给出了在不同的品质水平下抽样检验的样本数,给出了允收数(Ac)和拒收数(Re)。
(2)产品检验从所要检验的产品中,按照以上所述的样本数,随机的抽取样品,注意随机抽取可以保证检验结果真实可靠。
在检验中应保证100%地检验所抽取地样品,既使在你检验若干件后,发现疵点数已经超过拒收数,仍然应该继续检验剩余的样品,因为检验的目的除了要知道“接受”或“拒收”的结果外,还需要了解货物究竟处于何种质量水平,并且可以通过积累历史数据来判断供应商是否合格和决定以后对供应商的检验方案。
作为供应商本身来说,也可以清楚如何去改善产品的品质。
(3)统计疵点数统计所有的疵点并计数。
(4)判断合格与否对照抽样方案表格中的Ac和Re就可决定是“接受”还是“拒收”。
2、 AQL抽样检验实例(1)一次抽样检验的例子某批服装的批量为5000件,所要求的末期检验方案为LEVELⅡ、AQL4.0、一次正常抽样检验。
a、根据以上检验方案查阅抽样样本字码表,在批量一栏中找出5000件所处的范围(3201~10000),再在LEVEL Ⅱ栏中找到字母“L”。
b、查表“标准检验用单次抽样计划(总表)”,找到“L”行查处查到抽样样本数为“200”,并在AQL4.0列中查得“Ac=14,Re=15”。
c、从大货中随机抽取200件检验,如果不合格品数量≤14件,则可判断该批服装可接受,如果不合格品数大于14件,则可判断该批服装不可接受。
(2)二次抽样检验的例子某批服装的批量为500件,客户所要求的检验方案为LEVELⅡ、AQL4.0、二次正常抽样检验。
a、 a、根据以上检验方案查阅抽样样本字码表,在批量一栏中找出500件所处的范围(281~500),再在LEVEL Ⅱ栏中找到字母“H”。
抽样检验程序

抽样检验程序1. 目的:为使来料检验、制程检验、出货检验时有正确之抽样方法及判定依据。
2. 范围:进料检验、制程检验、出货检验均适用本程序。
3. 权责:由品管部IQC、FQ、OQC检验员负责实施之。
4. 定义:4. 1 单位产品: 为实施抽样检查的需要而划分的基本单位,称为单位产品。
4. 2 检查批: 为实施抽样检查汇集起来的单位产品称之为检查批,简称为批。
4. 3 批量: 批中所包含的单位产品数,称为批量。
4. 4 样本单位: 从批中抽取用检查的单位产品,称为样本单位。
4. 5 样本: 样本单位的全体,称为样本。
4. 6 样本大小: 样本中所包含的样本单位数,称为样本大小。
4. 7 抽样检验:依照批量大小,抽出不同数量的样本,将该样本按其规格进行检验,并将检验的结果与预先决定的品质标准比较,以决定个别的样品是否合格。
4. 8 不良率: 不良品的表示方法。
任何已知数量的制品不良率,为制品中所含的不良品数除以单位产品的总数再乘以100%即得:不良品个数不良率= ---------------- *100%检验单位产品总数4. 9 检验方法: 用检验、量测、试验或其它方式将单位产品和其规定的要求加以比较的方法。
4. 10 抽样计划: 样本大小和判定数组结合在一起,称为抽样计划。
4. 11 抽样程序: 使用抽样计划判断批合格与否的过程,称为抽样程序。
4. 12 符号:n: 批量n: 样本大小AC: 合格判定数(允收数);RE: 不合格判定数(拒收数)IL: 检验水准;AQL: 合格质量水准(允收品质水准)MAJ: 主要缺点;MIN: 次要缺点4.13 样本代字: 不同的样本大小用不同的英文字母替代。
4.14 简单随机抽样:从所有个体中采取逐个不放回抽取的方法抽取一个样本,且每次抽取时各个个体被抽取的概率都相等,就称这样的抽样为简单随机抽样。
4.15 系统抽样:4.16 分层抽样:5 作业内容:5.1 抽样计划的说明:5.1.1 本公司之进料檢验抽样采用GB2828-87正常检查单次抽样计划,一般水平IL级抽样方法抽样,AQL 值取MIN:0.65;MAJ:0.15;尺寸抽检5pcs。
产品质量检验抽样方案模板、单示例、常用抽样方法

附录 A (资料性附录)抽样方案模板抽样方案(模板)一、抽样方式1 抽样领域生产领域、流通领域(实体店、电商)(编写说明:根据产品的实际情况确定适合的抽样领域。
)2 抽样数量、抽样型号或规格应根据产品的检验项目明确每个批次所需要抽取的样品数量,抽查样品基数满足抽样数量即可。
每批次产品抽取样品××台,其中××台作为检验样品,××台作为备用样品。
对样品的规格型号、外观、颜色等提出明确的具体要求,如:“抽取样品应为同一规格型号。
”或者“可以抽取同一型号、不同规格的产品”。
如存在多个规格型号可以抽取的,应当明确样品抽取的优先原则。
注:当被抽取样品有特殊要求时,如规定配线长度等,则需要做相应的规范说明。
3 样品要求(适用时)……①可抽查的具体产品种类(以图表型式一一列举,并将能够辨认产品类别的特点归纳列出。
)②不应抽查的易混淆产品种类(以图表型式一一列举,并将能够辨认产品类别的特点归纳列出。
)(编写说明:如果产品中分为多种产品类型(或质量等级)时,对产品分类进行描述。
产品类别名称或产品名称原则上用标准上的术语。
)4 抽样形式对于存在较多委托加工情况的产品,应明确每个企业/品牌的可抽样批次数。
(编写说明:应具体准确,宜采取表格形式按产品种类〈或型号〉列出。
不得超过检验、备用〈复检〉样的合理需要。
可研究参照采用GB/T 10111-2008 《随机数的产生及其在产品质量抽样检验中的应用程序》等。
)(根据产品特点有不同存储方式的,应依据标准等规定,明确不同存储方式对应的具体抽样方法。
对需要现场加工制作和处理的样品,应明确具体要求。
)(编写说明:原则上依据被抽查产品标准中规定的抽样方法进行抽样。
如果标准没有规定抽样方法,或者规定的抽样方法不适用于特定抽查的,需对抽样方法作出规定,并加以说明〈可参照有关的抽样方法标准,为表述清楚、直观应尽量采用文字说明和列表方式〉。
农产品质量安全 抽样与检测流程
抽样:基本概念
抽样原则
1.代表性 2.随机性 3.可行性 4.公正性
抽样:抽样准备
1. 方案编制 • 抽样任务 • 抽样地点 • 抽样人员 • 抽样时间 • 所抽样品的名称和数量 • 抽样程序 • 所抽样品的包装、处理和运输 • 样品交接
抽样:抽样准备
2 采样准备
组织准备 技术准备 物资准备
抽样:样品采集
采样量 土壤风干不低于1kg; 粮油不低于2kg; 蔬菜水果可食部分鲜重3kg; 畜禽、水产品 详见NY/T 5344, GB/T 8855 , NY/T 395, NY/T 396
抽样:样品采集
• 生产基地 成熟期或将上市。勿安全间隔期内;忌 下雨
• 批发市场 交易期
• 农贸市场和超市 批发抽样前
抽样:基本概念
农产品:来源于农业的初级 产品,即在农业活动中获 得的植物、动物、微生物 及其产品
食用农产品:来源于农业活动的 初级产品,即在农业活动中 获得的、供人食用的植物、 动物、微生物及其产品
抽样:基本概念
抽样:从分析对象中抽取有代
表性的部分样品作为分析材 料 (分析样品)
抽样也叫取样
抽样:基本概念
用于农药残留检测的样品
• 干净纱布拭去样品表面附着物 • 样品黏附太多泥土,用流水冲洗并擦干 • 个体较小样品(如樱桃番茄)可随机取若干个体
切碎混匀匀浆冷冻 • 个体较大样品(如结球甘蓝)按其生长轴十字纵
剖4份,取对角线2份,切碎,充分混匀,然后用 四分法取不少于1Kg的混合样品放入组织捣碎机 中制成匀浆,取二份各300g左右匀浆放入聚乙烯 瓶中,在-16℃~-20℃条件下保存。特别兽药残 留,要求-20℃以下的冷冻。 • 样品缩分过程中,要注意避免工具间的交叉污染
抽样检验控制程序【范本模板】

目录1。
管理目的 (3)2。
管理范围 (3)3。
管理职责 (3)4. 术语定义 (3)5. 作业细则 (3)5。
1. 抽检方案: (3)5.2. 抽取时间: (3)5.3。
二次或多次抽样 (3)5.4。
正常、加严和放宽检验 (3)5。
5。
IQC抽样检验标准: (4)5。
6。
OQC抽样检验标准: (4)5.7. 单次基本抽样检验方法 (4)5.8. 正常单次抽样一般检验水准项目 (4)5.9。
特殊抽样方法 (4)5。
10. AQL一般/特殊检验水准项目及缺陷定义 (4)6。
相关文件 (4)7、相关附表(如下): (5)1。
管理目的指导检验员正确地按AQL抽样计划进行物料、半成品、成品的抽样检验,确保物料、成品检验的判定符合AQL 标准之要求.2。
管理范围适用于本公司所有的进料、半成品、成品检验.3. 管理职责检验员负责AQL抽样计划的执行。
4. 术语定义4。
1。
AQL:(Acceptance Quality Limit)接收质量限,是供方能够保证稳定达到的实际质量水平,是用户能接受的产品质量水平。
4.2. CR:(Critical)致命缺陷.4。
3. Ma:(Major)严重缺陷,也称主要缺陷。
4。
4。
Mi:(Minor)轻微缺陷,也称次要缺陷。
5。
作业细则5.1. 抽检方案:依据接收质量限(AQL)检索的逐批检验抽样计划(GB/T 2828.1-2012)及抽样表。
5。
2。
抽取时间:样本可在来料、批量生产或库存重检时抽取。
两种情形均应按样本量字母表抽选样本。
5。
3。
二次或多次抽样如在实际运作中,需要使用二次或多次抽样时,每个后继的样本应从同一批的剩余部分中抽选。
5。
4. 正常、加严和放宽检验5。
4。
1。
检验的开始除非品质部另有规定,开始检验时应采用正常检验。
5.4。
2。
检验的继续除非转移程序(见5。
4.3)要求改变检验的严格度,对连续的批,正常、加严或者放宽检验应继续不变.转移程序应分别地用于各类不合格或不合格品.5.4.3. 转移规则和程序(见附件1)5。
产品抽样检验程序范例

产品抽样检验程序范例产品抽样检验程序范例1.目的为使进料检验、制程检验、出货检验时有正确之抽样方法及判定依据。
2.范围进料检验、制程检验、出货检验均适用本规范。
3.权责由品管部iqc、ipqc、fqc、oqc检验员负责实施之。
4.定义4.1单位产品:为实施抽样检查的需要而划分的基本单位,称为单位产品。
4.2检查批:为实施抽样检查汇集起来的单位产品称之为检查批,简称为批。
4.3批量:批中所包含的单位产品数,称为批量。
4.4样本单位:从批中抽取用检查的单位产品,称为样本单位。
4.5样本:样本单位的全体,称为样本。
4.6样本大小:样本中所包含的样本单位数,称为样本大小。
4.7抽样检验1.吸盘:依照批量大小,抽出不同数量的样本,将该样本按其规格进行检验,并将检验的结果与预先决定的品质标准比较,以决定个别的样品是否合格。
2.载带:制程检验每次抽5m,成品检验每批抽5盘,每盘抽5米。
4.8不良率:不良品的表示方法。
任何已知数量的制品不良率,为制品中所含的不良品数除以单位产品的总数再乘以100%即得:不良品个数不良率=*100%检验单位产品总数4.9检验方法:用检验、量测、试验或其它方式将单位产品和其规定的要求加以比较的方法。
4.10抽样计划:样本大小和判定数组结合在一起,称为抽样计划。
4.11抽样程序:使用抽样计划判断批合格与否的过程,称为抽样程序。
4.12符号:n:批量n:样本大小ac:合格判定数(允收数)re:不合格判定数(拒收数)il:检验水准aql:合格质量水准(允收品质水准)maj:主要缺点min:次要缺点4.13样本代字:不同的样本大小用不同的英文字母替代。
5.作业内容5.1抽样计划的说明:5.1.1本公司之进料檢验抽样采用gb2828-87正常检查单次抽样计划,一般水平ⅱ级抽样方法抽样,aql值取min:0.65maj:0.15;尺寸抽检5pcs。
5.1.2转移规则:a.从正常检验到加严检验当进行正常检验时,若在连续五批来料中有两批经检验不合格,则后续来料转到加严检验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品抽样检验程序范例
1.目的
为使进料检验、制程检验、出货检验时有正确之抽样方法及判定依据。
2.范围
进料检验、制程检验、出货检验均适用本规范。
3.权责
由品管部iqc、ipqc、fqc、oqc检验员负责实施之。
4.定义
4.1单位产品:为实施抽样检查的需要而划分的基本单位,称为单位产品。
4.2检查批:为实施抽样检查汇集起来的单位产品称之为检查批,简称
为批。
4.3批量:批中所包含的单位产品数,称为批量。
4.4样本单位:从批中抽取用检查的单位产品,称为样本单位。
4.5样本:样本单位的全体,称为样本。
4.6样本大小:样本中所包含的样本单位数,称为样本大小。
4.7抽样检验
1.吸盘:依照批量大小,抽出不同数量的样本,将该样本按其规格进行
检验,并将检验的结果与预先决定的品质标准比较,以决定个别的样品
是否合格。
2.载带:制程检验每次抽5m,成品检验每批抽5盘,每盘抽5米。
4.8不良率:不良品的表示方法。
任何已知数量的制品不良率,为制品中所含的不良品数除以单位产品的总数再乘以100%即得:
不良品个数
不良率=*100%
检验单位产品总数
4.9检验方法:用检验、量测、试验或其它方式将单位产品和其规定的要求加以比较的方法。
4.10抽样计划:样本大小和判定数组结合在一起,称为抽样计划。
4.11抽样程序:使用抽样计划判断批合格与否的过程,称为抽样程序。
4.12符号:
n:批量n:样本大小
ac:合格判定数(允收数)re:不合格判定数(拒收数)
il:检验水准aql:合格质量水准(允收品质水准)
maj:主要缺点min:次要缺点
4.13样本代字:不同的样本大小用不同的英文字母替代。
5.作业内容
5.1抽样计划的说明:
5.1.1本公司之进料檢验抽样采用gb2828-87正常检查单次抽样计划,一般水平ⅱ级抽样方法抽样,aql值取min:0.65
maj:0.15;尺寸抽检5pcs。
5.1.2转移规则:
a.从正常检验到加严检验
当进行正常检验时,若在连续五批来料中有两批经检验不合格,则后
续来料转到加严检验。
b.从加严检验到正常检验
当进行加严检验时,若连续五批来料合格,则后续来料转到正常检验。
c.从正常检验到减量检验
当进行正常检验时,若连续10批来料检验合格,则后续来料转到减量
检验。
d从减量检验到正常检验
当进行减量检验时,若有一批来料检验不合格,则后续来料转到正常
检验。
e.从加严检验到供应商除名
当进行加严检验时,若连续三批加严检验不合格,则该供应商除名。
f.从减量检验到免检
当进行减量检验时,若连续五批减量检验合格,则后续来料转为免检。
g.从免检到正常检验
当产线抱怨来料异常时,或品管主管认为有必要回到正常检验,则后续来料转到正常检验。
5.1.3原则上fqc、oqc抽样采用c=0抽样计划,aql=0.15,进行抽样检验作业。
如检验时间允许,
fqc可自我调节,适当增加其抽样数量。
5.1.4客户有特定要求时,依客户特定要求执行之。
5.1.5进料检验抽样计划使用:
附件一:gb2828-87样本大小字码
附件二:gb2828-87正常检验一次抽样方案
附件三:gb2828-87加严检验一次抽样方案
附件四:gb2828-87减量检验一次抽样方案
5.1.6fqc、oqc抽样计划使用,见
附件五:c=0samplingplans。
5.2进料检验抽样方式:
5.2.1进料检验抽样方式:按5.1.1;5.1.2条款作业。
5.2.2进料检验抽样有特殊要求(如pvc检验)时,在相应之进料检验规范中明确订出,经主管
核准后据以执行之。
5.3制程检验方式:
5.3.1制程首件检验方式:吸盘:首件检验:5pcs/次。
载带:首件检验:5m/次
5.3.2制程巡回检验方式
检验工站量试抽验数量产抽样数
成型5pcs/2h20pcs/2h
裁切5pcs/2h20pcs/2h
5.3.3制程成品检验方式:按5.1.3条。