住友注塑机参数
注塑机的基本参数及型号表示

注塑机的基本参数及型号表示注塑机的基本参数注塑机的基本参数能较好地反映出注塑成型制品的大小,注塑机的做功能力以及对被加工物料的种类,品级范围和制品质量的评估,是设计,制造,选择和使用注塑机的依据。
1,注塑量——在对空注射条件下,注塑螺杆或柱塞作一次最大注塑行程时,注塑系统所能达到的最大注出量。
该参数在一定程度上反映了注塑机的加工能力,标志着该注塑机能成型塑料制品的最大质量,是注塑机的一个重要参数,注塑量一般有二种表示方式,一种以PS为标准(密度ρ=1.05g/cm3)用注出熔体的质量(g)表示,另一种是用注出熔体的容积(cm3)来表示根据定义,注塑螺杆一次所能注出的最大注塑容量的理论值为:螺杆头部在其垂直与轴线方向的最大投影面积与注塑螺杆行程的乘积。
QL =π/4 D2 S注塑机在工作过程中是达不到理论值的,因为塑料的密度随温度,压力的变化而发生相应变化,,因此,注塑容量需作适当修正,修正后的注塑容量为Q=αQL =π/4 D2 Sα, α——射出系数,一般为0.7∽0.9,在注塑机上加工塑料制品,一般制品的质量及浇注系统总用料量以不超过注塑机注塑量的25%∽70%为好,2,注塑压力——螺杆或柱塞端面作用于熔体单位面积上的力,注塑压力的大小与注塑机结构,流动阻力,制品形状,塑料的性能,塑化方式,塑化温度,模具结构,模具温度和对制品精度要求等因素有关,实际生产中,注塑压力能在机器容许的范围内调节,注塑压力的大小要根据实际情况进行选用,一般注塑压力选择范围如下。
A 、物料流动性好,制品形状简单,臂厚较大,一般注塑压力小于340∽540Kgf/cm2 。
适用于LDPE,PA等物料的加工。
B、物料熔体黏度较低,制品精度一般,注塑压力为680∽980Kgf/cm2 。
适用于PS,HDPE等物料的加工。
C 、物料熔体黏度中等或较高,制品精度有要求,形状复杂,注塑压力为980∽1370Kgf/cm2 。
适用于PP,PC等物料的加工。
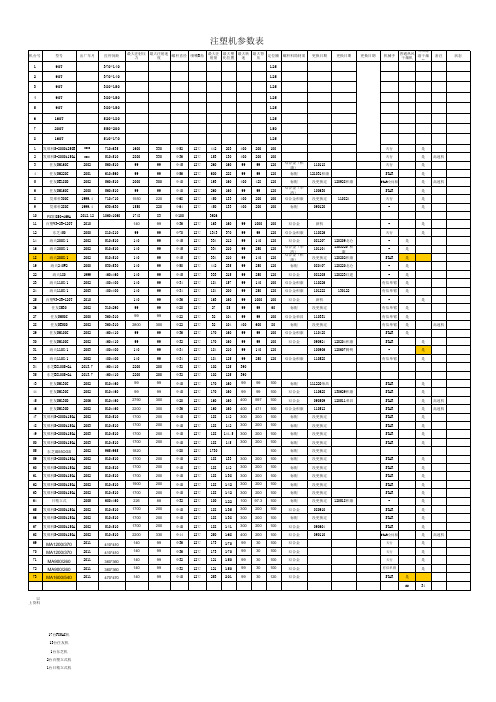
注塑机参数及状态一览表
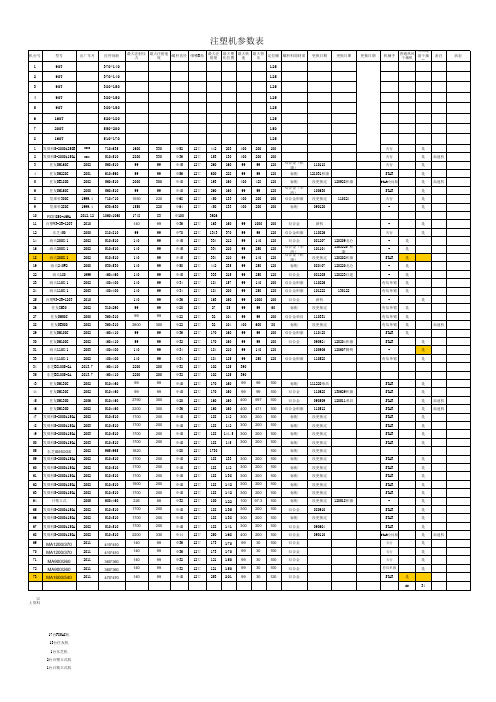
90T 90T 90T 90T 90T 160T 200T 160T
发那科S-2000i250B 发那科S-2000i150A 住友SH160C 住友SH220C 住友SE180D 住友SH160C 发那科300C 发那科280C PZⅢ850-i69A 百塑V3-2R-120T 东芝450 海天200X/1 海天200X/1 海天200X/1 海天240W2 海天180 海天110X/1 海天110X/1 百塑V3-2R-120T 住友IM30 住友SH50C 住友SE50D 住友SH100C 住友SH100C 海天110X/1 海天110X/1 东芝EC100S-2A 东芝EC100S-2A 住友SH130C 住友SH130C 住友SH130D 住友SH130D 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 东芝IS55OGS 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 日精立式 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A
STAR 天行 -
100 120 120 120 120 120 120 100 120 100 60 100 80 100 100 120 120
双合金 双合金积康 双合金 双合金(华鸿) 双合金(积康) 标配 双合金 双合金积康 双合金积康 双合金 标配 双合金荣昌 标配 双合金积康 双合金
新机 110826 081207 101104 没更换过 080407 081205 110226 101222 新机 没更换过 110331 没更换过 110428 090924 100906 120204积康 120607腾明 130122 120209北仑 1303320 积康 120202积康 120220北仑 120223红建
注塑参数设定及标准2

第一章、温度
(二)模具温度的说明与设定标准
▲模温高低对塑胶件的影响: 模具温度高时: 优点:有利于充模、塑料的冷却速率小、(结晶性 材料结晶率度大)、有利于分子松驰过程,分子取 向效应小、不易产生内应力、同时可得到很好的表 面光泽。 缺点:注塑周期长、尺寸收缩率大、模具尺寸会膨 胀影响模具运动。 模具温度低时 优点:塑料的冷却速率大,注塑周期短,收缩率小 缺点:不利于充模、表面光泽度差、结晶材料不利 于晶体和球晶的生成,特别是玻璃化温度低的材 料,很容易出现后收缩。
干燥温度
模具温度
ABS
40~80℃
180~250℃
80±5℃
冻水\机氺\30~70℃
HIPS
40~70℃
160~250℃
70±10℃
冻水\机氺\30~60℃
PBT
40~120℃ 210~270℃
120±5℃
冻水\机氺\30~60℃
PBT/ABS 40~100℃ 200~240℃
100±5℃
机氺\30~60℃
PC
60~120℃ 260~340℃
120±5℃
55~80℃
PC/ABS
40~80℃
220~270℃
80±5℃
机氺\40~70℃
PC/PS
40~80℃
210~250℃
80±5℃
冻水\机氺\30~50℃
PE
40~60℃
145~220℃
可不干燥
冻水\机氺
PET
60~140℃ 230~300℃
140±5℃
60~100℃
POM
40~80℃
160~230℃
80±5℃
冻水\机氺\40~70℃
各规格注塑机技术参数

各规格注塑机技术参数注塑机是一种常用于制造塑料制品的设备,具有不同的规格和技术参数。
下面将介绍一些常见注塑机的技术参数。
首先是注塑机的射出量和射出压力。
射出量是指每秒钟射出的塑料量,单位通常是克/秒或克/小时。
射出压力是指在注塑过程中应用于塑料的压力,单位通常是千牛顿。
注塑机的闭模力也是一个重要的技术参数。
闭模力是指机器在封闭模具时所施加的力,通常以吨为单位。
闭模力的大小决定了机器的稳定性和生产效率。
另一个重要参数是模具开口间距。
模具开口间距是指模具在关闭时的最大间距,也就是模具最大尺寸。
这个参数决定了可以使用的模具大小和制造的产品尺寸。
注塑机的射胶机构也有一些关键的技术参数。
其中一个是螺杆直径。
螺杆直径是指注塑机中用于推送和混合塑料颗粒的螺杆的直径。
螺杆直径的大小会影响到注塑机的射胶能力和生产效率。
螺杆的长径比也是一个重要参数。
长径比是指螺母的长度与直径之比。
长径比的选取与塑料的类型和工艺有关,不同的塑料需要不同的长径比来保证良好的注塑效果。
注塑机的加热功率也是一个关键技术参数。
加热功率是指用于加热注塑机螺筒和模具的功率需求。
加热功率的大小决定着注塑机可以处理哪种类型的塑料以及生产的效率。
此外,还有一些其他的技术参数需要考虑。
例如,注塑机的最大开模距离、最大注塑压力、最大模具尺寸、射出速度等等。
这些参数会根据不同的注塑机型号和制造商而有所差异。
总结起来,注塑机的技术参数包括射出量、射出压力、闭模力、模具开口间距、螺杆直径、螺杆长径比、加热功率等。
这些参数的大小决定了注塑机的生产能力、稳定性和适用范围,根据具体的生产需求选择合适的注塑机是非常重要的。
注塑机参数选型对照表.doc
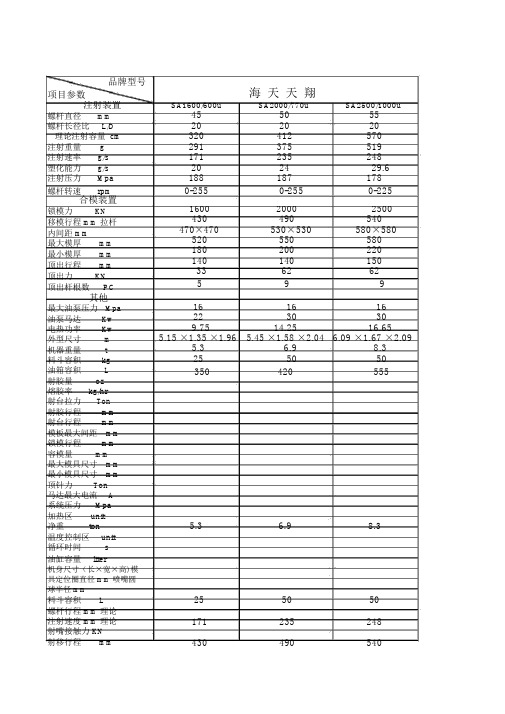
品牌型号海天天翔项目参数注射装置SA1600/600u SA2000/770u SA2500/1000u 螺杆直径mm 45 50 55螺杆长径比L/D 20 20 20理论注射容量 cm 320 412 570注射重量g 291 375 519注射速率g/s 171 235 248塑化能力g/s 20 24 29.6注射压力Mpa 188 187 178螺杆转速rpm 0-255 0-255 0-225合模装置锁模力KN 移模行程 mm 拉杆内间距 mm最大模厚mm 最小模厚mm 顶出行程mm 顶出力KN 顶出杆根数PC其他1600 2000 2500 430 490 540 470×470 530×530 580×580 520 550 580180 200 220140 140 15033 62 625 9 9最大油泵压力Mpa油泵马达Kw电热功率Kw外型尺寸m机器重量t料斗容积kg油箱容积L射胶量oz熔胶率kg/hr射台拉力Ton射胶行程mm射台行程mm模板最大间距mm锁模行程mm容模量mm最大模具尺寸mm最小模具尺寸mm顶针力Ton马达最大电流 A系统压力Mpa加热区unit净重ton温度控制区unit循环时间s油缸容量liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN射移行程mm16 16 1622 30 309.75 14.25 16.655.15 ×1.35 ×1.96 5.45 ×1.58 ×2.046.09 ×1.67 ×2.095.36.9 8.325 50 50350 420 5555.36.98.325 50 50171 235 248430 490 540品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 KN 移模行程 mm 拉杆内间距 mm 最大模厚 mm 最小模厚 mm 顶出行程 mm 顶出力 KN 顶出杆根数 PC其他最大油泵压力 Mpa 油泵马达 Kw 电热功率 Kw 外型尺寸 m 机器重量 t 料斗容积 kg 油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa 加热区 unit 净重 ton 温度控制区 unit 循环时间 s 油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程 mm东 华 机 械TTI —160SeTTI —190SeTTI —260Se45 50 55 20 20.2 20 329 452 601 296 406 541 148 175 255 181 181 180 220 145 190 160 190 260 446 490 525 460×460 510×510 580×580130 140 160 5 5 9 17 17 17 10.72 13.22 15.42 4.6 6 8.2 220 250 280 10.5 14.4 19.1 91.2 82.3 134.5 5.3 5.3 8.3 207 230 253 320 360 400 906 1000 1105 175-510 175-510 200-580 320×320 350×350 400×4003.74.5 6.1 58 63 724+1 4+1 5+1 4.668.2合模装置 Mpa rpmg g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC震 雄 集 团EM150-SVPEM220-SVPEM260-SVP46 52 60 20 20 35 332 499 777 305 4597151622 1827 1724 230 191 205 150 220 260 410 490 530 455×425 560×560 580×580100130180其他178178 178 最大油泵压力 Mpa 油泵马达 Kw 20 20 35 电热功率 Kw 9.7 13.9 18.3 外型尺寸 m 4.15.77.6 机器重量 t 料斗容积 kg油箱容积 L 10.816.2 25.2射胶量 oz 熔胶率 kg/hr射台拉力 Ton 200 235 275 射胶行程 mm 射台行程 mm 860 1090 1130 模板最大间距 mm 锁模行程 mm 160-450195-600195-600 容模量 mm 最大模具尺寸 mm最小模具尺寸 mm 4.27.77.7顶针力 Ton 马达最大电流 A 系统压力 Mpa加热区 unit 4.1 5.7 7.6净重 ton 温度控制区 unit 3+Nozzle4+Nozzle5+Nozzle循环时间 s 2.4 2.6 2.8 油缸容量 liter275360430机身尺寸(长×宽×高) 4.7 ×1.2 ×1.95.3 ×1.5 ×2.16.3 ×1.5 ×2.2模具定位圈直径 mm 喷嘴圆球半径 mm 料斗容积 L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程 mmKNmm 合模装置 Mpa rpm g g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力KN 移模行程 mm拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC其他最大油泵压力 Mpa 油泵马达 Kw 电热功率 Kw 外型尺寸 m 机器重量 t 料斗容积 kg 油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa 加热区 unit 净重 ton 温度控制区 unit 循环时间 s 油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程mm中 国 海 达HD160HD188HD28045 48 65 20 20.4 18.5 310 434 780 282400720160 140 1521600 1880 2800 400 450 550 450×410 490×460 580×55010013013016 16 16 10 10 20.3 1518.5 22 4.85.88180-450 200-480 220-5504.85.8 84.4 ×1.3 ×1.95.1 ×1.4 ×2.05.5 ×1.7 ×2.3SR15160 160 SR15 SR15合模装置 Mpa rpmg g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC力 劲 集 团PT160PT200PT25045 50 55 20 20 20 319 432 630 290 393 572 160.6 194 266.2 182 186 184 2482062061600 2000 2500 400 460 510 459×459745×744860×860100 120 120 496477其他17.5 17.5 17.5 最大油泵压力 Mpa 油泵马达 Kw 14 22 29 电热功率 Kw 8.2 13.5 13.7 外型尺寸 m 4.7 6 7.3 机器重量 t 料斗容积 kg 320 420 420 油箱容积 L 射胶量 oz 10.2 13.9 20.2 熔胶率 kg/hr 96 129.6 170 射台拉力 Ton 300 350 360 射胶行程 mm 射台行程 mm 850 960 1060 模板最大间距 mm 锁模行程 mm 200-450 200-500 200-500 容模量 mm最大模具尺寸 mm 550×550510×510570×570最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa加热区 unit 4.7 6 7.3 净重 ton 温度控制区 unit 3+N 3+N 4+N 循环时间 s 2.12.12.7油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程mm4830×1174×1857 5131×1300×1980 5551×1398×20705060 60 200 220 265KNmm 合模装置 Mpa rpm g g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC恩 格 品 牌Z170Z230Z27045 50 55 357 490 641 325 446 583 160 154 227 177 168 169 180 155 180 **** **** 2700 435 475 540 470×470 520×520570×570520 530 550 180 200 200 140 140 150 507070其他最大油泵压力 Mpa 16 16 16 油泵马达 Kw 18.5 18.5 22 电热功率 Kw 12.3 14.8 16.8 外型尺寸 m 6 7 8 机器重量 t 料斗容积 kg 300300380油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton A 马达最大电流 系统压力 Mpa加热区 unit 678净重 ton 温度控制区 unit 循环时间 s油缸容量 liter5.04 ×1.43 ×2.125.68 ×1.50 ×2.14 5.90 ×1.60 ×2.25机身尺寸(长×宽×高) 模具定位圈直径 mm 喷嘴圆球半径 mm 料斗容积 L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程 mmKNmm 合模装置 Mpa rpm g g/sg/s品牌型号双马塑机项目参数注射装置BL160eM BL200eM BL250eM 螺杆直径mm 45 50 55螺杆长径比L/D 20 20 20理论注射容量 cm 340 440 605注射重量g 316 409 562注射速率g/s 159 203 284塑化能力g/s188 184 169注射压力Mpa螺杆转速rpm 224 233 225 合模装置1600 2000 2500 锁模力KN移模行程mm 440 500 550拉杆内间距mm 465×415 515×465 565×515 最大模厚mm 528 548 590最小模厚mm 175 190 210顶出行程mm 140 140 160顶出力KN 45 45 65顶出杆根数PC 5 5 5其他最大油泵压力Mpa油泵马达Kw电热功率Kw外型尺寸m机器重量t料斗容积kg油箱容积L射胶量oz熔胶率kg/hr射台拉力Ton射胶行程mm射台行程mm模板最大间距mm锁模行程mm容模量mm最大模具尺寸mm最小模具尺寸mm顶针力Ton马达最大电流 A系统压力Mpa加热区unit净重ton温度控制区unit循环时间s油缸容量liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN射移行程mm16 16 1615 18.5 2211 13 155.2 7.5 9.5220 280 32011 14.3 19.7450×450 500×500 550×550 350×350 350×350 400×4005.2 7.5 9.53+1 3+1 3+15×1.2 ×2 5.4 ×1.3 ×2 5.6 ×1.6 ×2.2 100103119品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC其他博创 - 捷 龙BS150-lllBS200-lllBS260-lll45 506020.5 481 848 341 321 452 800185 176 161 206149 166 **** **** 2600 410 465 520 460×460 510×510 580×580130 150 180 41.6 49.5 77.3 4+14+112+1 最大油泵压力 Mpa 油泵马达 Kw 电热功率 Kw 外型尺寸 m 机器重量 t 料斗容积 kg 油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa 加热区 unit 净重 ton 温度控制区 unit 循环时间 s 油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程mm17.517.5 17.5 15 17.5 22 9.49.8616.14.85 ×1.42 ×1.945.43 ×1.63 ×1.996.3 ×1.73 ×2.0568.5230 300 550 11.3 16 28.3215 245 300 9101015 1120 160-500 180-550 195-600 4+14+14+15 6 8.5 5 5 6670×670750×750835×835230 300 550 215 245 300 30 30 40 250280350KNmm 合模装置 Mpa rpm g g/sg/s。
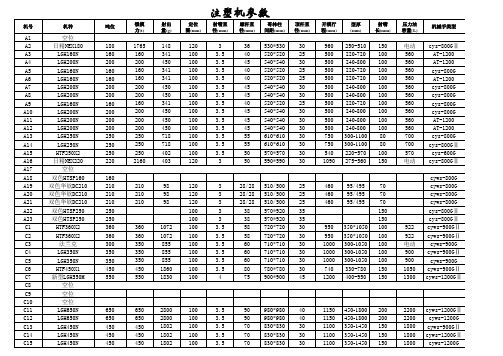
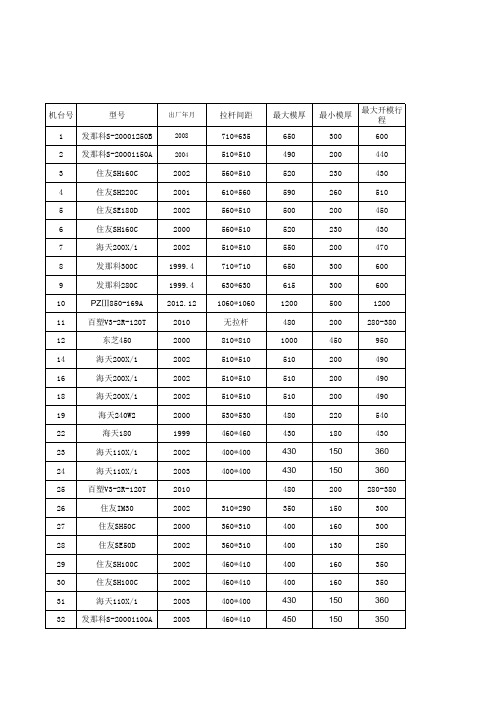
注塑机台参数总表
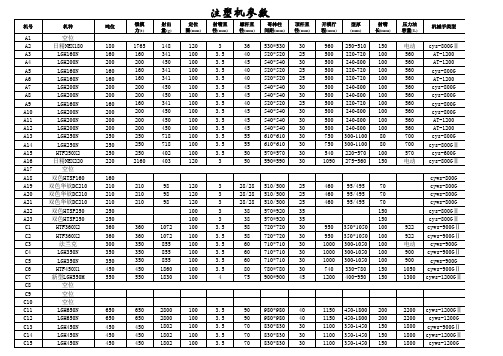
600 300-950 100 550 180-600 80 550 180-601 80 310 150-360 60 310 150-360 60 500 180-550 50 550 170-630 80 685 200-385 80 760 220-410 80 300 160-110 80 550 170-630 80 760 220-410 80 761 220-411 80 762 220-412 80 685 200-385 80 686 200-386 80 610 170-360 80 611 170-361 80 270 120-320 50
射出 量(g) 150
80 80 80 80 80 80 80 150 150 150 150 350
定位 圈(mm)
100 100 100 100 100 100 100 100 100 100 100 100 100
射嘴直 径(mm)
2.5
2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.5 2.5 2.5 2.5 2.5
450 450 850 1050
吨位
80 58 58 58 58 58 58 58 80 80 80 80 150 170 150 160 150 200 110 110 86 86 75 100 75 110 75 100 110 110 110 80 80 50 50 58
450
1802
100
3.5
103
100
2.5
150
100
2.5
69
100
2.0
101
100
2.0
48
100
2.0
150
100
住友机配置

有/无 序号
功能项
1、 开闭模位置及速度程序控制(5段/3段) 2、 模具保护装置 3、 低压锁模装置 4、 闭模、开模暂停 5、 锁模力遥控设定 6、 模具厚度遥控设定 7、 顶针装置遥控设定(2段速度控制、压力、顶出行程、延迟时间定时器、可选多次顶出) 8、 现在值入力(顶针顶出限位置) 9、 当前值输入(型开限位置) 10、 锁模模式(上锁) 11、 闭模时顶针动作功能(手动时仅限开模) 12、 开模时顶针动作功能 13、 顶针闭模时动作功能 14、 模具顶出板归位确认(注塑机的入力信号)(以金属连接器连接)*1 15、 闭模、开模信号(喷枪控制信号)(无电a接点)*1 16、 阀式注口驱动回路(仅控制回路)*1 17、 模具安装准备方式(低速开闭模)
3、 芯回转控制电路(马达1.5kW以下) 4、 芯回转控制电路
5、 SPI制品取出机连接电路*4 6、 产品斜槽
7、 高精密隔热板(5mm/10mm,十字形) 8、 压模夹控制装置
9、 针阀式浇口驱动电路(控制回路+气动回路)*3 10、 无窗口触发器盖 11、 油压组
12、 SPI式模板
13、 EUROMAP式模板
20、 Zero-molding:成形条件引导画面(峰值锁模力、峰值模内压、状态表示) 21、 实际监视器切换功能(实际、详细、工程、实际结果+实际现在、波形、温度图) 22、 成形条件访问制限功能(条件范围、量产支援模式、画面表示) 23、 成形试运行自动条件变更功能(采用短料成形模式) 24、 保护功能:螺杆保护功能 25、 波形表示:工程别简易表示(射出、保压、计量、开模、闭模、顶针) 26、 波形表示:波形保存完成提示 27、 品质管理:波形监视功能 28、 品质管理:成形工序监视记录(温度、温控输出、最高锁模力、最大压力) 29、 生产管理:制品数管理(模穴数设定) 30、 生产管理:操作情况管理(操作时间、电机负荷率、消耗电力表示) 31、 节能模式:节能控制 32、 Zero-molding:FFC简单设定 33、 设置程序支援:空料运转周期模式 34、 工程管理:周期分析功能 35、 充填压5点监视功能 36、 SL螺杆:同步率自动调整功能(SL螺杆为标准选择) 37、 PI Gain·背压Offset(归零)调整功能 38、 取出机进入许可信号
各规格注塑机技术参数

各规格注塑机技术参数注塑机是一种用于制造塑料制品的机械设备,主要通过将熔融塑料注入模具中,然后冷却硬化成型,最后取出成品。
不同型号和规格的注塑机具有不同的技术参数,下面将介绍一些常见的注塑机技术参数。
第一个重要的参数是注射容量(注射量),它表示每次注射到模具中的塑料量,单位通常是克(g)或立方厘米(cm³)。
注射容量是根据注射缸和螺杆的直径和行程来计算的,决定了每个周期注塑的质量。
然后是射出压力,它表示材料被注入模具时所需的压力。
通常用千帕(KPa)或兆帕(MPa)来表示。
射出压力取决于注射容量和注射速度,因此注射容量和射出压力之间有一定的关联。
接下来是射出速度,它表示注射材料进入模具的速度。
射出速度是由液压系统控制的,通常用毫米/秒(mm/s)来表示。
射出速度是根据注射时间和注塑机的射出行程来计算的。
注塑机的闭模力也是一个重要的技术参数。
闭模力表示模具在注射材料时需要施加的力量,单位通常是吨(T)。
闭模力的大小取决于模具大小和复杂性,以及注射材料的特性。
另一个重要的参数是射出时间,它表示注射材料进入模具所需的时间。
射出时间是根据射出速度和注射容量来计算的,通常用秒(s)来表示。
接下来是保压时间,它表示注塑材料在模具中保持压力的时间。
保压时间取决于材料的特性和模具的要求,通常用秒(s)来表示。
注塑机的开模力也是一个重要的技术参数。
开模力表示打开模具时所需的力量,单位通常是吨(T)。
开模力的大小取决于模具大小和复杂性。
最后一个重要的参数是机器尺寸,包括注塑机的长度、宽度、高度和重量。
机器尺寸是根据每个型号的注塑机的设计和要求来确定的。
总之,注塑机的技术参数包括注射容量、射出压力、射出速度、闭模力、射出时间、保压时间、开模力和机器尺寸等。
不同的注塑机具有不同的技术参数,根据实际生产需求选择适合的注塑机是非常重要的。
注塑机技术参数范文

注塑机技术参数范文注塑机是一种常用的塑料加工设备,广泛应用于塑料制品生产领域。
它通过将塑料颗粒加热融化后,将熔融塑料注射到模具腔中,并通过冷却和固化,最终得到所需的塑料产品。
注塑机的技术参数是评判其性能和使用范围的重要指标。
下面我们将详细介绍注塑机的技术参数。
首先是注塑机的射出量。
射出量是指注塑机每分钟能够注射的熔融塑料的容量,通常以克为单位。
射出量直接影响产品生产的速度和质量,一般来说,射出量越大,生产速度就越快。
其次是注塑机的锁模力。
锁模力是指注塑机在注射过程中给予模具的锁紧力度,用于保证模具在注射过程中保持稳定的状态。
锁模力的大小与注射过程中的压力有关,一般来说,锁模力越大,注射过程中的压力就越大,适用于大型和高负荷的注射生产。
再次是注塑机的射出压力。
射出压力是指注射机在注射过程中给塑料的压力,用于将熔融塑料从注射缸推送到模具腔中。
射出压力的大小与注射过程中的流动阻力有关,一般来说,射出压力越大,适用于粘度大或流动阻力大的塑料。
然后是注塑机的融胶能力。
融胶能力是指注塑机在注射过程中将固态塑料颗粒加热融化的能力。
融胶能力的大小与注射机的加热系统和机筒结构有关,一般来说,融胶能力越强,适用于要求较高的注射产品。
此外,还有注塑机的开模行程。
开模行程是指模具在注射过程中从关闭到打开的距离,与产品的尺寸和模具结构有关。
开模行程的大小直接影响产品的尺寸和生产效率,一般来说,开模行程越大,适用于大型产品的生产。
另外,注塑机的模具厚度和模腔数也是重要的技术参数。
模具厚度是指模具的厚度,一般来说,模具厚度越大,适用于大型产品的生产。
模腔数是指模具中具有的腔数,一般来说,模腔数越多,每次注射的产品数量就越多,生产效率也就越高。
最后,注塑机的控制系统也是一个关键的技术参数。
现代注塑机通常配备了先进的电子控制系统,可以实现各种自动化控制功能,如温度控制、压力控制、速度控制等。
控制系统的性能和稳定性直接影响注塑机的操作性和生产效率。
注塑机参数及状态一览表
50 发那科S-2000i150A 2003
55
东芝IS55OGS
59 发那科S-2000i150A
2002 2002
60 发那科S-2000i150A 2002
61 发那科S-2000i150A 2002
62 发那科S-2000i150A 2002
63 发那科S-2000i150A 2002
64
日精立式
410*410 410*410 360*360 360*360 470*470
1600 2800
99 99 2000 99 1550 1550 1748 140 99 140 140 140 140 140 140 140 140 99 99 2800 99 99 140 140 2200 2200 99 99 2790 2200 1700 1700 1700 1700 1820 1700 1700 1700 1900 1700 226 1700 1700 1700 2200 140 140 140 140 140
310*290 360*310 360*310 460*410 460*410 400*400 400*400 460*410 460*410 510*460 510*460 510*460 510*460 510*510 510*510 510*510 510*510 965*965 510*510 510*510 510*510 510*510 510*510 600*460 510*510 510*510 510*510 510*510
34
东芝EC100S-2A
2013.7
35
东芝EC100S-2A
2013.7
43
住友SH130C
2002
住友注塑机操作指引-中文经典-推荐

m/s
ec, 防 止 折 断
17 . 清 料 松 退 位 置 :
设 定 清 料 动 作 回 转 前 松 退 量 。
18 . 清 料 计 量 完 位 置 :
设 定 清 料 动 作 计 量 完 了 位 置 。
19 . 清 料 计 量 背 压 :
设 定 清 料 动 作 计 量 背 压 。
20 . 清 料 计 量 回 转 :
3% ~
10
% 之 间 。
4. 顶 针 参 数 压 力 :
设 定 准 备 模 式 时 的 顶 针 压 力
3% ~
10
% 之 间 。
5.
手
动
计 量
6
背
压
:
设 定 手 动 计 量 的 背 压 。
6. 锁 模 力 调 整 方 式 :
在 “ 自 动 ” 模 式 时 , 即 使 从 不 是 模 全 闭 的 状 态 开 始 也 可 以 通 过 [ 锁
设 定 开 模 速 度 的 切 换 位 置 。
11 . 开 模 速 度 ( 1s t ~ 2n d/ 4t h) :
设 定 开 模 位 置 间 的 开 模 速 度 。
12 . 闭 模 位 置 ( 1s t ~ 2n d/ 4t h) :
设 定 闭 模 速 度 的 切 换 位 置 。
13 . 锁 模 位 置 :
7. 开 闭 模 动 作 :
选 择 锁 模 速 度 变 化 的 加 减 速 度 ( 快 慢 ) 。 快 速/ 标 准/ 慢 速
8. 段 数 切 换 :
选 择 开 闭 模 的 段 数 。3 段 /5 段
9. 开 模 限 位 置 :
设 定 开 模 限 位 置 。
10 . 开 模 位 置 ( 1s t ~ 2n d/ 4t h) :
住友.东芝注塑机技术参数表
32 36 32 36 40 20 22 25 22 25 28 25 28 32 45 50 55 50 60
113 143 129 163 201 27 33 43 40 51 64 51 64 84 318 392 475 589 848
108 137 124 156 193 26 32 41 38 49 61 49 61 80 292 361 437 542 780
200<X<500 200<X<500 200<X<500 200<X<500 200<X<500 200<X<500 180<X<450 180<X<450 180<X<450 180<X<450 180<X<450 180<X<450 180<X<450 180<X<450 180<X<450 180<X<410 180<X<410 180<X<410 180<X<410
760*710 760*710 760*710 760*710 760*710 760*710 685*635 685*635 685*635 685*635 685*635 685*635 610*560 610*560 610*560 610*560 560*510 560*510
700 700 700 700 700 700 600 600 600 600 600 600 550 550 550 550 450 450 450
1070*1020 1070*1020 1070*1020 1070*1020 1070*1020 1070*1020 950*885 950*885 950*885 950*885 950*885 950*885 880*830 880*830 880*830 880*830 800*750 800*750
注塑机基本动作和基本参数
二. 开模(Mould Opening)
➢ 在射胶冷却完成以后,公模具与母模具分开,进入脱模过程。常用油 路的差动控制,以实现特快开模。
➢ 一般开模分四段完成:开模前背压以及慢速开模、快速开模1、快速 开模2、减速开模;段分别有速度、压力百分比设定;各段有终止位 置设定;各段有开模背压百分比设定;开模前背压有速度、压力和延 时时间设定;根据模具情况,适当调整上述1至5各设定参数值,使模 具开模速度快,无机械声音,运动平稳,开模终止稳定以及重复性好; 开模终止终止位置设定值不能大于开模最大行程值。
➢ (2)立式注塑机:其合模部分和注射部分处于同一垂直中心线上,且模具是 沿垂直方向打开的。因此,其占地面积较小,容易安放嵌件,装卸模具较方 便,自料斗落入的物料能较均匀地进行塑化。但制品顶出后不易自动落下, 必须用手取下,不易实现自动操作。立式注塑机宜用于小型注塑机,一般是 在60克以下的注塑机采用较多,大、中型机不宜采用。
➢ 注塑机具有能一次成型外型复杂、尺寸精确或带有金属嵌件的质地密致的塑料制品,被广泛应用 于国防、机电、汽车、交通运输、建材、包装、农业、文教卫生及人们日常生活各个领域。注射 成型工艺对各种塑料的加工具有良好的适应性,生产能力较高,并易于实现自动化。在塑料工业 迅速发展的今天,注塑机不论在数量上或品种上都占有重要地位,从而成为目前塑料机械中增长 最快,生产数量最多的机种之一。
➢ (3)角式注塑机:其注射方向和模具分界面在同一个面上,它特别适合于加 工中心部分不允许留有浇口痕迹的平面制品。它占地面积比卧式注塑机小, 但放入模具内的嵌件容易倾斜落下。这种型式的注塑机宜用于小机。
➢ (4)多模转盘式注塑机:它是一种多工位操作的特殊注塑机,其特点是合模 装置采用了转盘式结构,模具围绕转轴转动。这种型式的注塑机充分发挥了 注射装置的塑化能力,可以缩短生产周期,提高机器的生产能力,因而特别 适合于冷却定型时间长或因安放嵌件而需要较多辅助时间的大批量塑制品的 生产,但因合模系统庞大、复杂,合模装置的合模力往往较小,故这种注塑 机在塑胶鞋底等制品生产中应用较多。
注塑机参数表
开模行 程(mm)
500 270 270 270 270 270 270 270 500 500 500 500 600
型厚 (mm) 150-52 120-320 120-320 120-320 120-320 120-320 120-320 120-320 150-50 150-51 150-50 150-51 220-720
70 830*830 30
1100 350-1450 150
1800 cyws-1200GⅡ
450
1482
100
4
70 1813000**813100 30
1100 350-800 150
800 cyws-1200G8504576100
1050 4980
100
4.0 5
105 105
14000*125 0
锁模 力(t)
1765 160 200 160 160 200 200 160 200 200 200 250 250 250 2160
210 210 210
360 360 350 350 350 450 550
射出 量(g)
148 341 450 341 341 450 450 341 450 450 450 718 718 402 403
cys-800GⅡ cys-600G cys-800GⅡ
cyws-800G
120
3
28/28 510/500 25
460 95/495 70
cyws-800G
120
3
28/28 510/500 25
460 95/495 70
cyws-800G
120
3
28/28 510/500 25
注塑机技术参数

注塑机相关技术参数注塑机技术参数 1型号单位80×A80×B80×C86×2A86参数螺杆直径mm343640理论注射容量cm3111124153注射重量PS g101113139注射压力Mpa206183149注射行程mm122144螺杆转速r/min0~2200~240料筒加热功率KW 5.7 5.7锁模力KN800860拉杆内间距(水平×垂直)mm365×365360×3允许最大模具厚度mm360360允许最小模具厚度mm150150移模行程mm310310移模开距(最大)mm670670液压顶出行程mm100100液压顶出力KN3333液压顶出杆数量PC55油泵电动机功率KW1113油箱容积l200200机器尺寸(长×宽×高)m 4.3×1.25×1.8 4.5×1机器重量t 3.22 3.45最小模具尺寸(长×宽)mm240×240255×2注塑机技术参数 2型号单位110×1A110×1B110×1C160×2A161参数螺杆直径mm34364040454理论注射容量cm3131147181253323注射重量PS g119134165230293注射压力Mpa2061831492注射行程mm144201螺杆转速r/min0~2150~230料筒加热功率KW 5.79.3锁模力KN11001600拉杆内间距(水平×垂直)mm400×400455×45允许最大模具厚度mm410500允许最小模具厚度mm160180移模行程mm340420移模开距(最大)mm750920液压顶出行程mm100140液压顶出力KN3333液压顶出杆数量PC55油泵电动机功率KW1318.5油箱容积l210240机器尺寸(长×宽×高)m 4.7×1.3×1.85 5.4×1.机器重量t 3.45最小模具尺寸(长×宽)mm280×280320×32注塑机技术参数 3型号单位200×A200×B200×C300×A303参数螺杆直径mm45505560657理论注射容量cm3334412499727859注射重量PS g304375454662779注射压力Mpa210170*********注射行程mm210257螺杆转速r/min0~1500~160料筒加热功率KW12.4517.25锁模力KN20003000拉杆内间距(水平×垂直)mm510×510660×66允许最大模具厚度mm510660允许最小模具厚度mm200250移模行程mm470660移模开距(最大)mm9801260液压顶出行程mm130160液压顶出力KN6262液压顶出杆数量PC913油泵电动机功率KW18.530油箱容积l300580机器尺寸(长×宽×高)m 5.2×1.6×2.1 6.9×2.机器重量t611.5最小模具尺寸(长×宽)mm350×350460×46注塑机技术参数 4型号单位360×2A 360×2B360×2C450×2A454参数螺杆直径mm65707570808理论注射容量cm31068123914231424182注射重量PS g972112712951296161注射压力Mpa208180156204151注射行程mm322370螺杆转速r/min0~1800~160料筒加热功率KW19.6523.85锁模力KN36004500拉杆内间距(水平×垂直)mm710×710780×78允许最大模具厚度mm710780允许最小模具厚度mm250330移模行程mm660740移模开距(最大)mm13701520液压顶出行程mm160200液压顶出力KN110110液压顶出杆数量PC1313油泵电动机功率KW3745油箱容积l9221050机器尺寸(长×宽×高)m7.6×2.1×2.58.2×2.机器重量t1519最小模具尺寸(长×宽)mm550×550550×55注塑机技术参数 5型号单位530×A530×B53参数螺杆直径mm758090理论注射容量cm31749199125注射重量PS g1592181222注射压力Mpa20518014注射行程mm397螺杆转速r/min0~120料筒加热功率KW41.85锁模力KN5300拉杆内间距(水平×垂直)mm820×820允许最大模具厚度mm820允许最小模具厚度mm350移模行程mm820移模开距(最大)mm1640液压顶出行程mm200液压顶出力KN158液压顶出杆数量PC17油泵电动机功率KW55油箱容积l1250机器尺寸(长×宽×高)m8.7×2.3×2.7机器重量t30最小模具尺寸(长×宽)mm570×570注塑机技术参数 6型号单位780×1A 780×1B780×178参数螺杆直径mm9010011012理论注射容量cm327993456418149注射重量PS g25473145380545注射压力Mpa22818415212注射行程mm440螺杆转速r/min0~110料筒加热功率KW58.45锁模力KN7800拉杆内间距(水平×垂直)mm980×980允许最大模具厚度mm980允许最小模具厚度mm400移模行程mm980移模开距(最大)mm1960液压顶出行程mm260液压顶出力KN186液压顶出杆数量PC21油泵电动机功率KW37+37油箱容积l1778机器尺寸(长×宽×高)m10.1×2.6×3.8机器重量t45最小模具尺寸(长×宽)mm690×690注塑机技术参数 7型号单位120W1×A120W1×B120W1×C90W1×90参数螺杆直径mm364045 理论注射容量cm3173214270 注射重量PS g157195246 注射压力Mpa210171135 注射行程mm170 螺杆转速r/min0~190 料筒加热功率KW9.75 锁模力KN12 拉杆内间距(水平×垂直)mm410×410 允许最大模具厚度mm450 允许最小模具厚度mm150 移模行程mm360 移模开距(最大)mm810 液压顶出行程mm 120 液压顶出力KN 33 液压顶出杆数量PC 5 油泵电动机功率KW 13 油箱容积l 280 机器尺寸(长×宽×高)m 4.83×1.26×1.96 机器重量t 4.6 最小模具尺寸(长×宽)mm 290×290 um 50 um 60 um 80 模 ≥150-160mm 模 具 具 >160-250mm 平行度 厚 >250-400mm 度 >400-430mmum100注塑机维修及保养常识注塑机安装及使用时注意事项:① 仔细阅读说明书,熟悉机器结构,了解操纵面板、仪表面板上各电器开关、仪表及电器元件的作用。
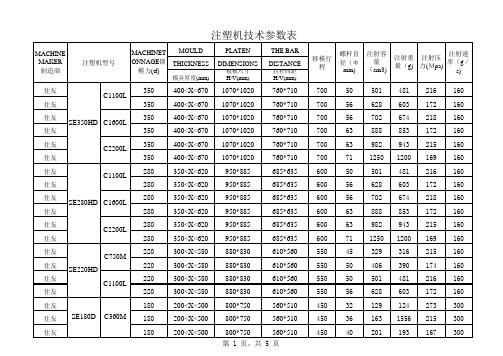
住友 东芝注塑机技术参数表

MACHINE MAKER 制造商
注塑机型号
MACHINET ONNAGE锁
模力(tf)
MOULD THICKNESS
模具厚度(mm)
住友
350 C1100L
400<X<670
住友
350
400<X<670
住友
350
SE350HD C1600L
住友
350
400<X<670 400<X<670
450<X<950
东芝 IS650GT i59B
东芝
i81A
650
450<X<950
650
450<X<950
东芝
i81AM 650
450<X<950
东芝
i81B
650
450<X<950
PLATEN
THE BAR
DIMENSIONS
模板尺寸
H/V(mm)
DISTANCE
拉杆间距
H/V(mm)
1030*1030 730*730
东芝
i110A
850 500<X<1100 1530*1530 850 500<X<1100 1530*1530
113 108 217 300
375
36
143 137 171 300
375
32
129 124 273 300
375
36
163 156 215 300
375
40
201 193 167 300
375
36
163 156 259 300
注塑机相关技术参数
海天110X/1 东芝EC100S-2A 东芝EC100S-2A 住友SH130C 住友SH130C 住友SH130D 住友SH130D 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 东芝IS55OGS 东芝EC350C 东芝EC220C 住友SE180S 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A
430 550 550 430 430 450 450 490 490 490 490 1000 650
150 180 180 180 180 250 250 200 200 200 200 400
360 350 350 375 375 375 375 440 440 440 440 1200
2007.6 2007.1 2002 2002 2002 2002 2002 2005 2002 2002 2002 2002 2011 2011 2011 2011 2011
高速机
STAR 有信单臂 天行 天行
130823积康 110826 081207 101104 没更换过 080407 081205 110226 101222 新机 没更换过 110331 140116 110428 090924 100906 120204积康 120607腾明 120209北仑 131123红建
600*550 510*510 510*510 510*510 510*510 510*510 510*510 600*460 510*510 510*510 510*510 510*510 410*410 410*410 360*360 360*360 470*470
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
単位
SE50DUZ C110
耐磨耐蝕Ⅱ 双曲轴式(5点) t mm mm mm mm mm φ t mm/s φ Kg/cm2 Kg/cm2 cm3 g Kg/h cm3/s mm mm/s rpm kw t mm ℓ mm t
50 360*310 500*450 600 250 160~350 100
10,885 2 21,770 1,637 1,915
合計
85,590 6,435 7,529
SE130DUZ C250 耐磨耐蝕Ⅱ
双曲轴式(5点)
130 510*460 720*670 825 375 180~450 100
电动式(5点)
2.2 max333 70 22 2800 2240 40 38 18 190 104 500 400 5 3.9 0.8 250(30) 15 3631*984*1689 2.3 AC200V/50Hax333 100 32 2220 1776 113 108 53 241 140 300 400 5 7.6 1.2 335(45) 30 4989*1234*1929 5.3 AC200V/50HZ 2.5
価格
単価 台数
KJP円
7,115 5 35,575 2,675 3,130 3
机型 可塑化装置 螺杆参数 锁模方式 最大锁模力 哥林柱间隔(横×縦) 模板尺寸(横×縦) 开量 开闭模行程 模具厚度(最小~最大) 定位环 顶针驱动方式 顶针顶出力 顶针动作速度 顶针行程 螺杆直径 最大射出压力 最大保压力 理论射出容量 射出质量(GPPS) 塑化能力(GPPS) 射出率 螺杆行程 最大射出速度 最高螺杆回转速度 温度控制段数 加热器容量 喷嘴接触器 移动行程(突出量) 料斗容量 机器尺寸 机器质量 电源 射嘴直径
9,415 28,245 2,124 2,485
台
KJP円 KCNY KCNY
合計金額 レート:1CNY=13.3JP円 17%込み
SE180DUZ C450 耐磨耐蝕Ⅱ
双曲轴式(5点)
180 560*510 800*750 950 450 200~500 120(100)
电动式(5点)
4.6 max333 120 40 2140 1712 201 193 101 377 160 300 400 5 10.4 2.5 380(65) 50 5364*1284*2060 6.5 AC200V/50HZ 2.5