PCBA控制计划表
外协PCBA品质控制程序1

广州三晶电气有限公司外协PCBA品质控制程序文件编号:SAJ-QW-QC-WX-01文件版本:B/0受控印章:受控编号:发布日期:年月日实施日期:年月日程序文件编号No. SAJ-QW-QC-WX-01版本Rev. B状态Date 第0次修改外协PCBA品质控制程序页码Page 1 of 31 目的为有效控制外协PCBA的品质,确保验收作业的顺畅,减少不良品的产生,使外协PCBA的质量更好的符合公司要求。
2 适用范围本程序适用于所有外协PCBA生产过程中的品质控制。
3 职责3.1研发部:外协PCBA的技术资料提供及产品试产异常反馈的改善和处理。
3.2工艺部:提供外协PCBA所需的特殊工艺要求及最新样板。
3.3外协技术员:依据本规范之内容负责对外协PCBA生产过程中的巡检查核以及成品入库前的抽检判定和异常问题的改善跟踪确认。
3.4外协QE工程师:负责对外协PCBA制程控制要求的编写及成品检验规范的编写,对外协产品进行监督抽查及质量判定,对外协异常进行统计分析及外协日常事务的审核确认。
3.5外协供应商:根据本规范之内容极力配合外协技术员及外协工程师日常事务反馈的处理及改善。
3.6采购部:负责外协过程的沟通及外协品质异常的协助处理。
4 工作程序4.1外协物料的抽检确认4.1.1 接到仓库通知需对外发套料进行抽检确认时,外协技术员需依据《外发套料单》对其物料规格、编码、数量等进行抽检,确认是否有物料编码错误、模糊不清,型号规格错误,数量多发少发、散包装物料包装是否合理保护元件等不良现象,尾数箱及包装需做重点检验,确保外发正确无误。
4.1.2所有外发物料抽检合格后在《外发套料单》上签名确认,若抽检发现不良现象时需及时开具《外协PCBA物料抽检异常反馈报告》至其仓库领导,要求做出相应改善及处理。
4.2 外协PCBA生产前会议4.2.1 接到外协供应商的生产计划安排后,外协技术员必须视机种状况在相关PCBA生产前,组织外协工厂相关生产及品控人员对新产品或试产品以及出现重大异常事故等产品的质量控制点及控制项目进行宣导讲解,使外协相关生产的人员对产品有初步的认识及对产品的质量要求了解更透彻。
电路板波峰焊的控制计划

标准
#302B
样品试验、试验室环境
1件
4小时
X- Rm图
隔离并
再试验
表11-6电路板波峰焊的控制计划第X页,共X页
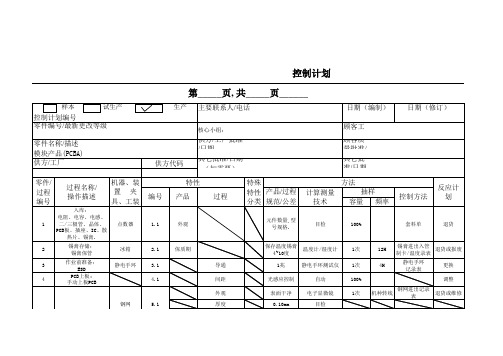
□样件□试生产■生产
控制计划编号002
主要联系人/电话
日期(编制)
日期(修订)
零件编号/最新更改等级
电路10 / 8
核心小组
见附件
顾客工程批准/日期(如需要)
零件名称/描述
电子电路板
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
ACR控制
供方代码
439412
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/பைடு நூலகம்作描述
机器、装置
夹具、工装
特性
特殊特性分类
方法
反应
计划
编号
产品
过程
产品/过程
规范/公差
评价测
量技术
样本
控制方法
容量
频率
2
焊接
波焊机
波峰高度
2.0
±0.25mc
传感器连续检验
100%
连续
自动检验(防错)
调整和
再试验
焊料浓度
SMT控制计划
连续 每515PCS
1次
机种转线 温度曲线标准 12H 图
调整
100% 1次 100%
机种转线
2H
检查日报表 点检
报告IPQC或 班长 调整 调整
12
13 14
电烙铁,锡线 (SR-34LFM),镊子, 手套,静电环 分板机 PCB360 吸塑盒/防静 电包装箱
12.1
烙铁温度控制
送QC目检
100%
锡膏进出入管 退货或报废 制卡/温度录表 静电手环 记录表 更换 调整
机种转线
钢网进出记录 表
退货或维修
钢网
5.1
厚度
5
印锡工程: PCB板印刷
钢网
5.1 寿命 10万次/张力 低于30N 40-70MM/S 0.5-1MM/S 目检 印刷程序控制 印刷程序控制 1次 1次 1次 100% 1次 100% 1次 1次 1次 1年 转线 机种转线 4H 转拉单 日点检表
机种转线
2H 机种转线
2H 机种转线
2H
5
印锡工程: PCB板印刷 印刷机 (MPM) 5.2
刮刀速度 脱模速度 脱模距离 刮刀压力 钢网清洁
点检 点检 点检 点检 点检 上料、换料记 录表
停线或调整 停线或调整 停线或调整 停线或调整 停线或调整 返工 调整 修改 调整
6
上料/对料: 电子元器件上料 贴片工程: 电子元器件贴装 贴片机 NXT/XP243
△
1~2.5mm 印刷程序控制 3-6KG/60N印刷程序控制 90N 每15PCS擦拭 印刷程序控制 一次 参见机种站位 目检 表 参见机器操作 自动校正 说明书 准确无误 目检 4.8气压表 6.8kgf/cm2 PEAK:235~ 245℃ TPK-60炉温测试 60~90cm/min 仪 220-220℃以 上40~70秒 不能有反向、 错件、少件、 目检 SHORT、假焊 、破损等 准确无误 炉口不可堆积 PCB 温度(350380℃) 准确无误,无 残屑 检测程序控制 目检
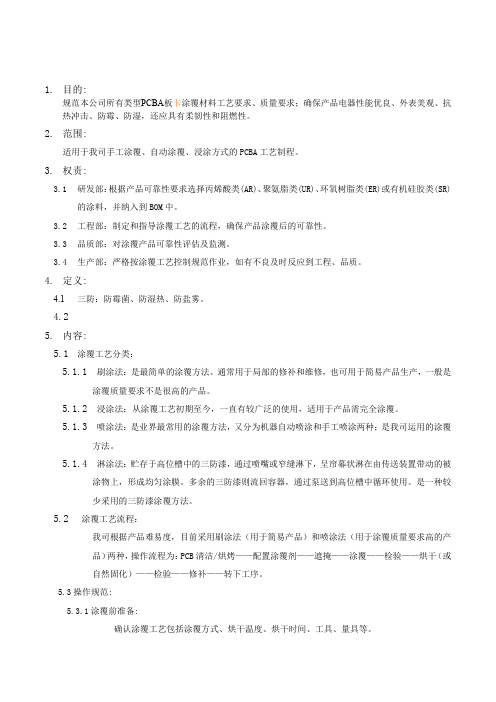
PCBA控制计划模板

数
3.印刷间隙:0±1(mm)
2
刮刀压力/
4.下降速度:0.3-1.2mm/s
刮刀材质 钢网张力
5.下降行程:1-5(mm) 6.钢网张力:中心值>38N
测量
1次
开班前做钢网张力 测试/2小时巡检
P06-27)> <设备点检记录-全自动钢网清洗机
(QR-P06-18)>
调整参数
<设备点检记录-全自动印刷机(QR-
测量 测量
MSD 温湿度计 1
温湿度计 测量值
1.工作区湿度控制范围:30%~60% 2.工作区温度控制范围:18~28℃ 3.其它MSD控件元器件符合相关管理规定
测量
顾客质量批准/日期(如需要) 其它批准/日期(如需要)
法 容量
样本 频率
控制方法
每次
100%
每次
3个月每次 每2小时巡检一次
表面阻抗测试记录 《IPQC巡检记录》
安装物料由操作、QC按电脑程序确认位置及规格,OK后 开始首件贴装.
目测
所有物料
补充物料由操作、QC按电脑程序确认位置及规格,OK后 开始继续贴装.
目测
所有补充 物料
首件按照图纸进行全点数位置规格方向确认封样.
测量
1片
产前确认 补料时 产前确认
<换料登记表>
停止生产
④焊膏印刷在正常生产时应将外盖盖好;
<IPQC Check list (QA007-A)>
印刷钢网
1.入库钢网上无锡膏残留;
4
(钢网清 洗频率
2.钢网清洗频率:2-10PNL/次 3.钢网完好,网面无破损变形;
4.设备点检表。
PCBA涂覆工艺控制规范1
1.目的:规范本公司所有类型PCBA板卡涂覆材料工艺要求、质量要求;确保产品电器性能优良、外表美观、抗热冲击、防霉、防湿,还应具有柔韧性和阻燃性。
2.范围:适用于我司手工涂覆、自动涂覆、浸涂方式的PCBA工艺制程。
3.权责:3.1研发部:根据产品可靠性要求选择丙烯酸类(AR)、聚氨脂类(UR)、环氧树脂类(ER)或有机硅胶类(SR)的涂料,并纳入到BOM中。
3.2工程部:制定和指导涂覆工艺的流程,确保产品涂覆后的可靠性。
3.3品质部:对涂覆产品可靠性评估及监测。
3.4生产部:严格按涂覆工艺控制规范作业,如有不良及时反应到工程、品质。
4.定义:4.1三防:防霉菌、防湿热、防盐雾。
4.25.内容:5.1涂覆工艺分类:5.1.1刷涂法:是最简单的涂覆方法。
通常用于局部的修补和维修,也可用于简易产品生产,一般是涂覆质量要求不是很高的产品。
5.1.2浸涂法:从涂覆工艺初期至今,一直有较广泛的使用,适用于产品需完全涂覆。
5.1.3喷涂法:是业界最常用的涂覆方法,又分为机器自动喷涂和手工喷涂两种;是我司运用的涂覆方法。
5.1.4淋涂法:贮存于高位槽中的三防漆,通过喷嘴或窄缝淋下,呈帘幕状淋在由传送装置带动的被涂物上,形成均匀涂膜。
多余的三防漆则流回容器,通过泵送到高位槽中循环使用。
是一种较少采用的三防漆涂覆方法。
5.2涂覆工艺流程:我司根据产品难易度,目前采用刷涂法(用于简易产品)和喷涂法(用于涂覆质量要求高的产品)两种,操作流程为:PCB清洁/烘烤——配置涂覆剂——遮掩——涂覆——检验——烘干(或自然固化)——检验——修补——转下工序。
5.3操作规范:5.3.1涂覆前准备:确认涂覆工艺包括涂覆方式、烘干温度、烘干时间、工具、量具等。
5.3.2PCBA清洁、烘干:除去潮气和水分,涂覆前必须先将要PCBA板表面的灰尘、潮气和松香除净,使涂料很好地粘着在线路板表面。
烘板条件:60°C,30—40分钟,趁热涂覆效果更佳。
PCB控制计划

特殊特 性分类
方法
产品/过程
规 评价/测
范/公差
量技术
取样
容量
频率
41*49inch+0/-∞ 无划 伤凹坑 1.2mm1/1OZ
直尺 目视 箔测厚仪
铜 C=0 抽样方案
每批
绿色 COC证书
目视
C=0 抽样方案
每批
控制方法
IQC检验记录 IQC记录
1.3
文字油墨
颜色,包装
白色 COC证书
目视
C=0 抽样方案
传送速度
2.5-3.5m/min
设备上仪表
1次
每班
设备检查记录
烘干温度
70-90℃
设备上仪表
1次
每班
设备检查记录
沉铜
沉铜自动线
酸洗浓度
9.2
化学沉铜
除油ZXT-101 浓度
温度
微蚀速率 APS..H2SO2
预浸比重 HCL
3-5%
化验分析
1次
8%-12%
分析化验
2次
55-65℃
仪表显示
2次
0.5-1.5um 80-120g/L 35%
样件 控制计划编号
试生产
控制计划
生产
主要联系人/电话 郭志政 /8026
第 1 页,共
日期(编制) 2005-08-05/欧阳建华
7页 日期(修订)
零件编号/最新更改等级
QR-QA-022
核心小组
唐求喜、郭志政
顾客工程批准/日期(如需要)
唐文勇、李志国、陈勇武、高小波、欧阳建华、卓云峰
零件名称/描述 MY-CP001 组织/工厂
第 3 页,共 7 页
PCBA控制计划参考

3
全检外壳
N/A
目测
外观 外观检验标准
4
装PCBA板
N/A
目测
外观、位置 外观检验标准
IPQC
按检验与试验状态控制 BOM表、生产联络单、 程序、不合格品控制程 样品、装PCB作业指引 序 按检验与试验状态控制 BOM表、生产联络单、 程序、不合格品控制程 样品、打螺丝作业指引 序 按检验与试验状态控制 BOM表、生产联络单、 程序、不合格品控制程 样品、抹机作业指引 序 按检验与试验状态控制 BOM表、生产联络单、 程序、不合格品控制程 样品、贴PVC作业指引 序 按检验与试验状态控制 BOM表、生产联络单、 程序、不合格品控制程 样品、装热缩胶袋操作 序 指引 按检验与试验状态控制 BOM表、生产联络单、 程序、分开作好标识 样品
3
出货
N/A
QA
按MIL-STD105E单次 LEVER Ⅱ
BOM表、生产联络单、样品、 产品包装方法、出货单
4
5
6
7
8
9
产品可靠性质量控制
制程名称 主要设备 管制项目 管制方法
第 5 页
记录方法
异常处理
相关链接
NO
作业
生产设备 量测仪器
管制项目
检验规范
权责单位
检查频率
记录方法
异常处理
相关链接
1
进料可靠性 实验
12
QA抽检
N/A
QA检验作业指导 包装方法、 书、成品检验标 多功能测码 外观、功能 准 仪 、可靠性能
QA
按MIL-STD105E单次 LEVER Ⅱ
QA检验报表、QA抽 按检验与试验状态控制 样检验报表、品质 程序、不合格品控制程 序 异常联络书、
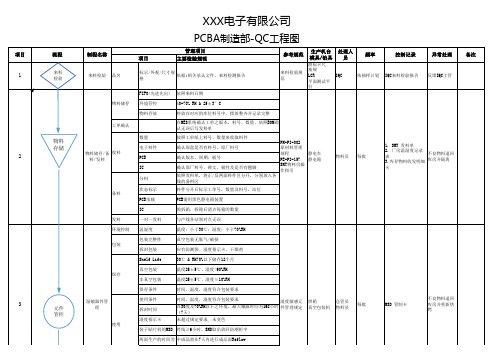
PCBAQC工程图

版本: V1.0
制程名称 NO 作业
PCB板进料 检测
主要设备 管制项目 生产设备 量测仪器
线路阻值、 万用表、目 外观、焊盘 测、铬铁 上锡状况
管制方法 记录方法 检验规范
进料检验标准、 进料检验作业指 导书、规格承认 书
异常处理
权责单位
检查频率
AQL二级抽样标 进料检验记录表、品 准 质异常反馈单 IQL=0.4 AQL二级抽样标 进料检验记录表、品 准 质异常反馈单 IQL=0.4 AQL二级抽样标 准 IQL=0.4
功能抽测
测试环境
PC、显示器 性能、指标 、音箱
测试作业指导书
OQC
20%
OQC检验报表
功能性不良0收1退,外 观不良1收2退
41
包装
N/A
目测
标签、外观
包装作业指导书
QC
100%
QC日报表
按分开作好标识
42
包装抽检
N/A
目测
标签、外观
成品检验标准
OQC
10%
QC检验报表
按分类标识
43
入库
N/A
目测
炉前总检作业指导书
第 6 页
回焊炉作业指导书
样板
样板、BOM
印刷机作业指导书、钢 网清洗作业指导书、刮 刀保养记录表
锡厚量测仪作业指导书
BOM、程式料表、贴片 机作业指导书
炉前总检作业指导书
回焊炉作业指导书
样板
第 7 页
样板、BOM
分板作业指导书
BOM、程式料表、变更单
BOM、程式料表、变更单
大锡炉作业指导书
1
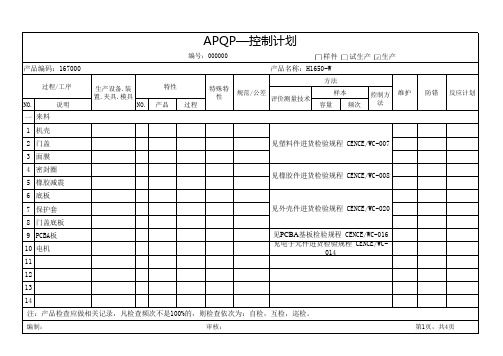
APQP-控制计划
≤60s ≤70
成 品 检 验 规 程
≤0.5mA
每批 每批 每批 每批 每批
≥10MΩ ≤0.1Ω
注:产品检查应做相关记录,凡检查频次不是100%的,则检查依次为:自检,互检,巡检。 编制: 审核: 第4页,共4页
APQP—控制计划
编号:000000
样件 产品名称:H1650-W
方法
试生产
生产
产品编码:167000
过程/工序 NO. 说明 生产设备.装 置.夹具.模具 NO. 特性 产品 过程 特殊特 性 规范/公差
评价测量技术
样本 容量 频次
控制方法
维护
防错
反应计划
一 来料 1 机壳 2 门盖 3 面膜 4 密封圈 5 橡胶减震 6 底板 7 保护套 8 门盖底板 9 PCBA板 10 电机 11 12 13 14 注:产品检查应做相关记录,凡检查频次不是100%的,则检查依次为:自检,互检,巡检。 见PCBA基板检验规程 CENCE/WC-016 见电子元件进货检验规程 CENCE/WC-014 见外壳件进货检验规程 CENCE/WC-020 见橡胶件进货检验规程 CENCE/WC-008 见塑料件进货检验规程 CENCE/WC-007
试生产
生产
生产设备.装 置.夹具.模具 NO.
特性 产பைடு நூலகம் 过程
方法 特殊特 性 规范/公差 评价测量技术 样本 容量 频次 控制方法 维护 防错 反应计划
说明
每批 每批 每批 每批 每批 每批 医用离心机 YY/T0657 每批 每批 每批
30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 100%检查
PCBA控制计划模板 Control Plan
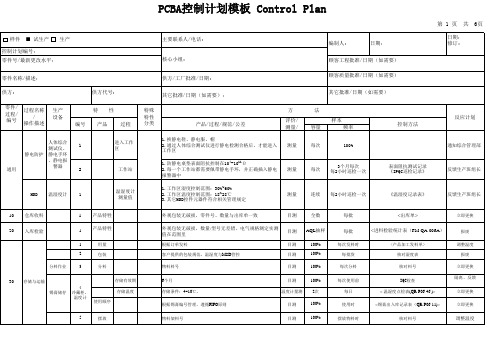
产前确认 补料时 产前确认
<换料登记表>
停止生产
<IPQC抽检日报表(FM-QA-004A)
>
更换物料
<IPQC Check list (QA007-A)>
<首件检查记录表(QR-P28-02)>
停产检查物料及 程序
1
设备功能
功能运转正常符合生产要求.
目测
1次
每天产前点检
<设备过程参数点检表-回流焊>
调整设备
110
B面回流 焊接
回流焊炉
2
3
设备运作 参数
温度曲线
1.150至180℃时间要求为60至100秒,180℃至220℃升温 斜率1至4℃/S * 2.Peak温度管控在230至260℃(220℃以上的时间要求30 测量 至120秒,回流焊曲线控制在40-80秒) 3.PWI<100%
使用KIC-2000测温仪测量炉温,温度曲线符合锡膏固化 曲线范围要求.
更换钢网/酒精清 洗
5
离线SPI 测量锡厚
6 印锡外观
*
1.钢网厚度:0.13mm 2.锡膏厚度:0.12~0.19mm
锡膏均匀无偏移,不得沾到印板铜箔焊接部位.
测量 目测
1片
2小时/次
5片
产前确认/2小时巡 检
<锡膏测厚记录表>
返修调整 返修调整
1
贴片机功 能及参数
自动贴片 60 A面贴片 机
贴装规格 方向 物料安装
全数
外观包装无破损,数量/型号无差错,电气规格测定实测 值在范围里
根据订单发料
客户提供的包装规范,温湿度与MSD管控
ZC-PCBA-A001---PCBA过程控制规范

---------------------------------------------------------------------------------------------------------------------------------------------------------签章处文件核准文件更改记录版本 更 改 内 容更 改 人日 期青岛众创科学仪器公共研发服务平台页 数:共8页文件编号: ZC-PCBA-A001 版本:A制 定 人:李克祥 文 件 标 题制定部门: 生产部 PCBA 过程控制规范实施日期: 2016-08-28 有 效 期: 至变更时止审核:批准: 会签: 部门会签人 部门 部门 部门 部门 部门 会签人 会签人 会签人 会签人 会签人1.目的规范PCBA部车间的生产过程。
2.适用范围本规范适用于公司的PCBA部。
3. 参考文件无4.职责及权限工程部:负责制定、修订、推进。
生产部:负责按照规范要求执行。
品管部:负责监督生产执行情况。
5. 流程图无6.规范内容6.1 PCBA车间过程控制的建立:6.1.1 PCBA车间产品生产过程控制见下表:工艺过程控制技术取样间隔锡膏存储记录表每4小时丝网印刷C图每小时元件丢料率记录表每小时印刷机能力CPK 计算每年度贴片机能力CPK 计算每年度回流炉能力CPK计算每年度波峰焊能力CPK计算每年度6.2 过程控制的执行6.2.1物料的领取及使用1.仓库严格按照制令及发料单发料,由备料员核对型号及数量无误后领取物料。
2.作业人员在使用物料时,需要认真核对物料,确保物料和WI中的料号一致,确保使用正确。
6.2.2 锡膏存储过程物料员1.锡膏来料后,在锡膏瓶上粘贴《存储控制标签》,并对锡膏进行编号,采取“先进先出”原则。
2.锡膏的存储条件为:2℃-10℃,每4个小时监控冰箱的温度。
3.冰箱异常时,反馈技术员进行解决。
PCBA湿敏物料管控程序(含表格)
PCBA湿敏物料管控程序(IATF16949-2016/ISO9001-2015)1.0目的规范湿敏物料在领料、烘烤、储存、使用等过程中的管控,以保证湿敏物料性能的可靠性。
2.0适用范围适用于PCBA生产部湿敏物料的管控。
3.0术语和定义3.1湿敏物料:指生产中用到的湿敏元件和PCB。
3.2湿敏元件:湿敏元件是一类用可吸湿材料封装的表面贴装元件,此类组件容易从空气中吸收水分,组件中的水分在焊接制程中因高温汽化膨胀,在一定条件下导致器件受损。
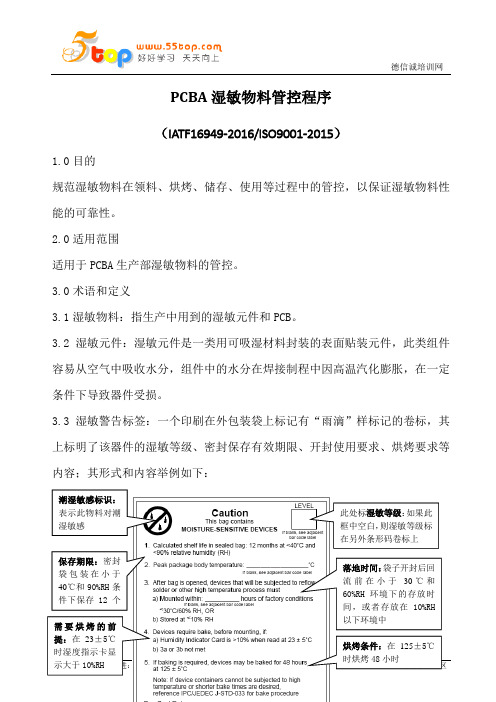
3.3湿敏警告标签:一个印刷在外包装袋上标记有“雨滴”样标记的卷标,其上标明了该器件的湿敏等级、密封保存有效期限、开封使用要求、烘烤要求等内容;其形式和内容举例如下:潮湿敏感标识:表示此物料对潮湿敏感保存期限:密封袋包装在小于40℃和90%RH条件下保存12个需要烘烤的前提:在23±5℃时湿度指示卡显此处标湿敏等级:如果此框中空白,则湿敏等级标在另外条形码卷标上落地时间:袋子开封后回流前在小于30℃和60%RH环境下的存放时间,或者存放在10%RH 以下环境中烘烤条件:在125±5℃袋子的密封包装时间如果在器件来料包装上有以上使用要求则按照湿敏警告标签要求进行管控。
3.4保存期限:指器件在厂家密封包装后的安全存放时间,此时间一般会标示在防潮警告标签上。
3.5湿敏等级:根据湿敏元件对潮湿的敏感度不同进行的级别分类,由低到高共分为1、2、2a、3、4、5、5a、6,共八级。
湿敏器件的湿敏等级一般标在外包装袋的警告卷标上,如果警告卷标的湿敏等级栏是空白的,那么就会标在条形码标签上。
3.6最大管制使用寿命:当湿敏器件离开真空包装后,到回流焊接时,湿敏器件能够在空气中暴露的最长时间。
3.7湿度指示卡(HIC):一种印刷有化学物的卡片,这种卡片在相对的湿度有改变的时候会从蓝色变到粉红色。
这种卡和干燥剂一起被包进到湿敏的袋中,被用来指示湿敏零件所接受到的湿度的级别范围;一般形式如下:如果此标记变成粉红色,需要烘烤如果此标记变成粉红色,需要烘烤如果此标记变成粉红色,需要更换干燥剂3.8常见IC术语注释:4.0职责与权限4.1PCBA工艺工程师:负责对不能确认湿敏等级的物料的湿敏等级确定及超保存期限和超最大管制使用寿命物料的使用评估。
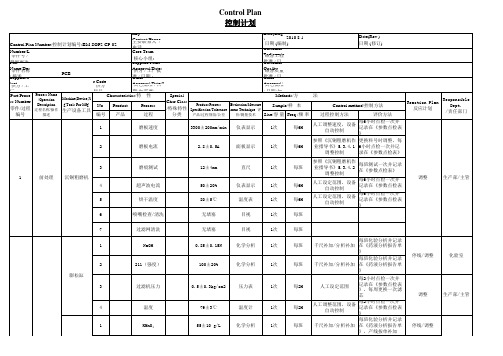
PCBA品质控制计划
印刷焊膏后的印制板在2小时内需下线
印刷间隔超过1小时,需将焊膏回收
不同的焊膏绝对不能混用,更换不同型号焊膏时,应 彻底清洗钢网和刮刀
先擦拭再清洗
无水乙醇
可使用超声波清洗机清洗 在清洗OK板上做Mark追踪炉后品质情况并给IPQA确 认,做好清洗记录 上线前、下线后、每2小时清洗一次
依工艺各印刷机印刷参数文件
真空包装无胀气/破损
拆封包装
应有防潮袋、湿度指示卡、干燥剂
Shelf Life
30℃ & RH70%以下储存12个月
真空包装
温度25±5℃、湿度<90%RH
非真空包装
温度25±5℃、湿度≤10%RH
保存条件 使用条件 拆封时间 湿度指示卡
时间,温度,湿度符合包装要求
时间,温度,湿度符合包装要求
湿度敏感元
SMT钢板清 洗机操作与 保养工作指 导书
钢网清洗机 超声波清洗 机
制程人员 印刷操作 员 IPQC
型号
钢网型号/版本
钢网
6
锡膏
印刷
NG
7 SPI检测
钢网 参数设置 丝网印刷
张力 开孔 厚度 自动擦网频率 自动擦拭方式 手动擦网频率 刮刀类型 刮刀速度 刮刀压力 脱膜速度 脱膜距离 支撑治具 钢网厚度
锡膏搅拌
锡膏
锡膏添加 时效性 时效性
锡膏更换
PCB洗板 清洗溶液 无金手指PCB
PCB/钢网清 Mark标示 洗
所备PCB须用静电框承载
搅拌刀 锡膏搅拌机
物料员 领取人员
每瓶
1. 反馈制程 SMT锡膏搅拌记录表 工程师 2.
不符合品隔离
佩戴手套
手指不能接触焊盘及金手指
PCBA品质控制流程图范例

3
取板、刮胶 3.红胶启封截止时 间.
3.印刷机参数设置参照《印刷SOP》,按《印刷作业规范》清洁.
4.印刷机参数 4.钢网张力正常,无松驰,严重变形和压伤,毛刺等.
5.钢网
5.PCB料号:A713073 钢网编号:41
1.刮胶厚度
1.每2小时取2PCS板检测检查红胶上下左右中胶量厚度平均.
◇
4 刮胶检查 2.刮胶质量
▽
2
仓储 2
2.接触敏感组件须戴静电带、防静电手套.
3.锡膏管理
3.红膏/红胶管理参照《锡膏/红胶管理规范》.
4.仓储方式
4.仓贮正确,不会造成物料变形,变质,损坏.
1.红胶型号
1.使用红胶型号:LOCTITE 3611 厂商:诺泰.
○
2.红胶回温时间 2.红胶回温时间控制在4~8H. 红胶在开封后控制在24小时内用完.
每张
/
2PCS/2H 【SMT IPQC巡检报告表】
每PCS
异常时
/
每PCS
每次 【Z轴部品更换记录表】
设备装置 工具测量装置
LCR/测试治具 放大镜
静电带测试仪 温湿度计
静电带测试仪 冰箱 目视 目视 目视
专用钢网擦试纸 印刷机
目视 目视
贴片机,飞达
LCR/电容表
每PCS 首件
1PCS/次
【Z轴部品更换记录表】 【SMT首件检查记录表】 【IPQC样板核对记录】
【首件零件测量表】
目视 LCR
文件编号 版本
日期: 29 / 4 / 2018
A1 第2页 共5页
负责部门
IQC IQC IQC 货仓/IQC 货仓 货仓 货仓 生产 生产 生产 生产/IPQC
PCBA工艺管制稽查表V5.0

印刷
项目 描述 得分 备注 稽核人 确认人 一、作业指导书 1.1 当前单板的作业指导书是否版本受控(未经签署或无发行日期不得分,手工修改超过48小时不得分)? 1.2 作业指导书是否摆放在印刷工序现场? 1.3 作业指导书是否规定了所用锡膏的类型(Multicore CR32/Kester R253-5)? 1.4 作业指导书是否指定了钢网的编号或名称? 1.5 作业指导书是否说明了钢网的方向或者钢网上有明确标识? 1.6 作业指导书是否说明了印制板的信息(编码、版本,尺寸厚度)? 1.7 作业指导书是否规定了单板的进板方向? 1.8 作业指导书是否规定了支撑柱的支撑位置、数量等或者有支撑设置的模板? 1.9 作业指导书是否列出了操作员所需使用的各类工装? 1.10 设备程序名的命名方法是否可以追溯对应的印制板名,版本、编码与正反面? 1.11 1.12 1.13 1.14
四、刮刀
4.11
印刷前是否采用防静电高温胶带保护金手指
PCB控制计划范例
Evaluation/Measure
Sample/样 本
ment Technique 评
价/测量技术 Size/容 量 Freq./频 率
法
Control method/控制方法
过程控制方法
评价方法
1
磨板速度
3300±200mm/min 仪表显示
1次
每6H
人工调整速度,设备 自动控制
每6小时点检一次并 记录在《参数点检表 》
过程名称/操作 描述
PCB
Supplie
r Code 供方
A供pp方ro/va工l/D厂a批te: 准Oth/e日r 期 : A其pp它ro批va准l/D/a日te(I
代号
期(如需要) :
Characteristics/特 性
Machine,Device,Ji
g,Tools For Mfg. No. 生产设备工具
》,产线按单补加
停线/调整 调整
停线/调整
化验室 生产部/主管
2
3 除胶缸
4
5 6
1
2 中和缸
3
4 1 2 除油 3 4
1
2
3 微蚀
4
5
K2MnO4 NaOH 除胶量 温度 再生电流 H2O2 H2SO4 Cu2+ 温度 除油剂 除油缸温度 超声波电流 过滤机压力 H2SO4 NaPS Cu2+ 微蚀量 微蚀缸温度
79±3℃ 800±100A
温度计
1次
仪表显示
1次
每2H 每2H
人工调整范围,设备 自动控制
每2小时点检一次并 记录在《参数点检表 》
人工调整范围,设备 自动控制
每2小时点检一次并 记录在《参数点检表 》
电子产品质量控制计划(含SMT工艺)

暂存
PCB暂存机
炉后PCBA暂存 正确的程序名
暂存炉后PCBA 按产品型号命名 IPC-A-610E二级标准 机器自动擦拭 手工擦拭 添加锡膏 在2-10度环境下储存
人工存放于防静电PCB周转框 目检 AOI自动检测 人员复判 目检 目检 目检:在钢网上的锡膏卷的高度 应保持在10-15mm,长度大于漏 印区域 超温报警器
Evaluation/Measurement Technique 评估/测量技术 目检 目检
Sample 样品 批量 抽检2件 100% 每批 每批 频率
Current Control Method 控制方法 ERP入库记录
1 2 叉车
料号、数量
3
进料检验
LCR测试仪、卡尺
日期在有效期内 真空包装无破损
Evaluation/Measurement Technique 评估/测量技术 松下设备防错料系统 目检檢查 LCR 表 、核对程序及料站 目检 目检 目检
Sample 样品 批量 100% 一次 1次 1次 1次 料 每批工单/ 换线 生产前 生产前 生产前 频率
Current Control Method 控制方法
27 28 29 30 31 32
自动贴片机
换型号/ 每次换 换料记录表
SMT首件检验记录表
回流焊 33
回焊炉 实际量测温度
回流焊炉温曲线图 炉温测试仪 1次 每天上班或连续 生产十二小时
C.高于217℃为70~90SEC。 D.峰值温度:245℃~250℃ E.降温斜率:-4~ -1℃/SEC.
34 35 36 37 38 39 40 41
先进先出
物料的入库时间
按照料盘上的月份
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Methods 方法 Product / Process Specification / Tolerance Evaluation / Measurement Technique 评价 /测量技术 目视 /计数 Sample 抽样方案 Control Method 控制方案 Size 抽样容 Frequency 量 抽样频率 100% 每批 《进料检验规范》 不合格反应计划 退货/让步接收 Reaction Plan
目视
首检10PCS巡 一次/班 检20PCS 一次/h 全检100% 巡检20PCS 每PCS 一次/h
《作业指导书》/《首件检验规 返工 范》/《过程检验规范》 《作业指导书》/《过程检验规 返工重检 范》 《作业指导书》/《首件检验规 返工 范》/《过程检验规范》 《作业指导书》/《首件检验规 返工 范》 《作业指导书》/《首件检验规 调整参数/手工补 范》/《过程检验规范》 焊 《作业指导书》/《过程检验规 调整参数/手工补 范》 焊 《作业指导书》/《首件检验规 返工/返修 范》/《过程检验规范》 《作业指导书》/《过程检验规 范》 《作业指导书》/《过程检验规 范》 《作业指导书》/《首件检验规 范》/《过程检验规范》 返工重检
调整
锡膏印刷 将锡膏均匀的印刷在PCB指定的PAD 锡膏印刷机 位 置上 十倍放大镜 SMT贴片 将零件准确的贴装在PCB板上相应 位置 高速贴片机/泛 用机贴片 过炉治具 镊子 回焊炉 炉温测试仪 十倍放大镜 套板
A
Байду номын сангаас
《首检记录单》/《巡 检记录单》 《首检记录单》/《巡 检记录单》 《全检记录单》 《首检记录单》/《巡 检记录单》/《设备点 检表》 《全检记录单》/《巡 检记录单》
包装检查 计数器等
Characteristics 特性 No. 特性编号 Product 产品特性 包装\数量\ 标签\出厂 报告 产品标志\ 型号规格\ 外形\颜色\ 氧化等 Process 过程特性
Process Name / Operation Description 过程 /操作描述
Special Char. Class
修补
外观
修补后满足外观要求 1.依《喷涂对照表》检查喷漆位置是否符合要 求;2.检查喷漆设备漆存量是否低于下限; 3.检查喷嘴是否喷漆正常 1、依SOP检查回流炉的温度参数是否正确 2、检查回流后的漆层是否烘干、起泡、脱落等
A
测试
自动 喷漆 包装
喷漆
外观
B
目视
首检10PCS巡 一次/班 检20PCS 一次/h 首检10PCS巡 一次/班 检20PCS 一次/h 首检10PCS巡 一次/班 检20PCS 一次/h 100% 每批
产品 /过程
特殊特性分 产品 /过程规范或公差 类 IQC检验报告
包装标识正确、无破损\数量正确\标签信息正确 B 完整\附有出厂报告(需要时) 产品印刷标志正确无遗漏\型号规格厂家信息等 正确\外形完好无损坏变形\颜色正确并符合要求 A \无氧化 A
进料检验
外观检验
对板
IQC检验报告
目视
一般Ⅱ
每批
功能
测试
《作业指导书》/《过程检验规 返检 范》/《成品检验规范》 《作业指导书》/《成品检验规 返修 范》 《喷涂对照表》/《首件检验规 返工 范》/《过程检验规范》 《作业指导书》/《首件检验规 返工/让步接收/ 范》/《过程检验规范》 报废 《作业指导书》/《首件检验规 返工 范》/《过程检验规范》 《进料检验规范》 返工/让步接收
NA
目视
NA
NA
《装车作业指导书》
返工
Page1 of 1
烘干
使用回流炉对PCB板面的漆层烘干
回流炉
外观
C
目视
包装
气泡膜包装和装箱
NA
外观 包装\数量\ 标签\出厂 报告 产品标志\ 型号规格\ 外形\颜色\ 氧化等
包装整齐、无破损、标识标签印刷或填写完整正 B 确,数量正确 包装标识正确、无破损\数量正确\标签信息正确 B 完整 产品印刷标志正确无遗漏\型号规格厂家信息等 正确\外形完好无损坏变形\颜色正确并符合要求 A \无氧化 A
目检
外观
板面无漏焊、虚焊、连焊、漏剪脚、元器件用错 A 等情况 修补后满足外观要求 A
目视
补焊
对目检不良品进行手工修补,使其 电烙铁、斜口钳 合格 、镊子、静电环 按v-cut单元对PCBA实施分板 分板机
外观
目视
返工
成品 检验
分板
外观
分板后要求PCBA外形尺寸符合图纸要求,元器件 B 无损伤 功能符合SOP和《成品检验规范》要求 A
《进料检验规范》
退货/让步接收
仓储
零件入库
尺寸及性能测试
卡尺\LCR 测试仪 \万用表\IC模拟工 装等 空调、温湿度计、 除湿机
电性能\功 电性能符合要求\功能符合要求 能 按《仓库管理办法》执行 产品防护 1.温湿度要求;2.限高规定;3.固定存放区 域;4.防尘防虫要求;5.包装要求(包括零头 件) 1.填写领料单 规格/数量 2.核对BOM表 3.核对生产通知单 4.按先进先出原则发料 1.锡膏的厂牌及名称 外观 2.钢网是否与该产品相符 3.程序名称及其参数是否正确 1.程序是否与BOM表相符 外观 2.零件位置是否与样板一致 3.换料时对每盘物料进行核对 外观 1.依SOP作业,核对样板有无缺件,损件,错 件,偏移
Date (Rev.) 修订日期
曹依忆 Core Team 核心小组成员 曹依忆 ,傅聪 ,胡竹江
CPS Plant Approval / Date 工厂批准 / 日期 Customer 曹依依 2013-11-10 Part / Process Machine, Device, Jig, Tools for Mfg. 使用的工装
外观
C
目视
Wave波 峰焊
波峰焊
外观
1.炉温参数与传送速度设定是否正确 2.检查板面焊接情况,确定助焊剂等剂量是否合 A 适 检查板面焊接情况,是否虚焊较多、焊不到、助 C 焊剂残留等 切口平整、引脚高度控制在1.5-2mm左右 B
目视
首检10PCS巡 一次/班 检20PCS 一次/h 巡检20PCS 一次/h
PCBA控制计划
Key Contact / Phone 主 要联系人 / 电话
Prototype 试样阶段
Prelaunch 试生产阶段 Rev. 修订版次 Description of
Production 生产阶段 Prepared By 修订者
·
Date (Orig.) 编制日期 10-Nov-13 Customer
目视
首检10PCS巡 一次/班 检20PCS 一次/h 全检100% 巡检20PCS 每PCS 一次/h
《作业指导书》/《首件检验规 返修、报废 范》/《过程检验规范》 《作业指导书》/《过程检验规 返修、报废 范》
目视
贴纸
贴美纹纸
静电环/刀片等 辅助工具
外观
《首检记录单》/《巡 检记录单》
目视
首检10PCS巡 一次/班 检20PCS 一次/h
目视
首检10PCS巡 一次/班 检20PCS 一次/h 首检10PCS巡 一次/班 检20PCS 一次/h 100% 每PCS
《作业指导书》/《首件检验规 换料/重刷 范》/《过程检验规范》 《作业指导书》/《首件检验规 换料/返修、报废 范》/《过程检验规范》 《作业指导书》 返修、报废
A
目视
SMT 贴片
炉前检验 检验贴片后的不良现象
A
目视
回流焊
将零件与PCB良好的焊接
外观
SMT炉后 目检
检出不良品
外观
1.程序名称与该产品相符 A 2.炉温参数与传送速度设定是否正确 3.REFLOW的测量与分析 1.依SOP,样板核对有无缺件,损件,空焊,短 路,少锡,错件,CONN PIN 脚是否变形,脏 A 污,助焊剂残留等不良现象 2.依套板SOP作业检查有无缺件 1.检查静电手环的佩戴情况 2.依SOP检查有无贴歪、贴片、漏贴、脱落等现 C 象 1.检查静电手环、手套等的佩戴情况 2.各环节是否堆积 A 3.依SOP检查有无插错、漏插、极性插反、元器 件损坏等 1.检查静电手环、手套等的佩戴情况 2.依SOP检查有无插错、漏插、极性插反、元器 A 件损坏等 1.核对夹具型号的正确性 2.依SOP检查治具是否装平、装到位 1.检查手套佩戴情况 2.依SOP检查治具是否装平、装到位 C
拆夹具
拿取传送带传出的整个夹具,拆卸 波峰焊机、手套 并取出PCB放到手推车上 、静电环 切除元器件多余的引脚,使其控制 斜口钳/切脚机 在1.5-2mm 、静电环、手套 检查PCB板面漏焊、虚焊、连焊及 元器件用错等情况 十倍放大镜
外观
目视
剪脚
外观
目视
首检10PCS巡 一次/班 检20PCS 一次/h 全检100% 巡检20PCS 巡检20PCS 每PCS 一次/h 一次/h
DIP目检 检查元器件是否漏插、插错、极性 静电环、手套、 插反 镊子等 装夹具 将插件好的PCB装到波峰焊治具 波峰焊治具
外观
目视
外观
目视
首检10PCS巡 一次/班 检20PCS 一次/h 首检10PCS 一次/班
喂板
将装好夹具的板子放到波峰焊机的 波峰焊机、手套 传送带上 预热、波峰、冷却 波峰焊机
目视
包装检查
NA
目视
出货检验
外观检验
NA
出货检验报告
目视
一般Ⅱ
每批
《进料检验规范》
返工/让步接收
出货
尺寸及性能测试 卡尺\各类功能测 试台\万用表等