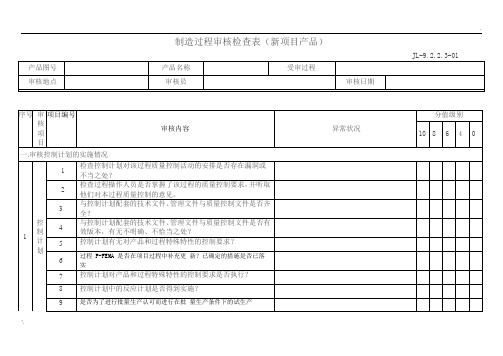
试生产控制计划查检表(样本)
APQP文件及表格

5.0程序技术部主管根据新产品开发设计Input信息确定新产品开发来源。
技术部主管组织进行成本核算及报价,填写《成本核算及报价表》。
InputProcessOutput Owner确定的新产品开发设计目标、可靠性及质量目标由项目组长审批。
项目组长负责编制《新产品APQP开发计划》,并组织项目组实施。
由项目小组组长召集小组有关成员根据项目的要求结合公司实际情况确定设计目标、可靠性目标和质量指标。
A)顾客需要和期望可以是无安全问题和可维修性;B)可靠性基准是竞争者产品的可靠性、消费者的报告或在一设定时间内修理的频率;总的可靠性目标可用概率和置信度表示;C)质量目标应是基于持续改进的目标,如: PPM、缺陷水平或废品降低率; D)设计目标中应包括过程能力、生产率、成本方面的目标。
项目小组对设计输入材料进行评审,评审通过后填写《设计开发任务书》安排设计任务工作,设计输入评审应进行记录,具体填写在《新产品开发输入评审记录》上。
Activity技术部主管组织进行新产品制造可行性分析,并将分析结果填入《新产品制造可行性分析报告》中。
技术部主管根据制造可行性分析结果及成本核算结果,填写《新产品开发申请/立项报告》,并连同《新产品制造可行性分析报告》及《成本核算及报价表》提交总经理审批。
总经理审批后,新产品开发项目即成立,总经理负责授权项目组长,由项目组长组成项目小组。
确定新产品开发来源●市场调研报告●维修记录和质量信息●小组经验●业务计划/营销策略●产品/过程标杆数据●产品/过程设想新产品开发制造成本核算/报价新产品开发申请成立跨功能小组编制APQP 计划审批停产品开发小组成员表新产品APQP 开发计划成本核算及报价表新产品开发申请/立技术部主管总经理新产品开发项目组长新产品制造可行性分设计输入新产品开发输入评审项目小组设计开发任务书安排设计任务●顾客要求输入●与产品有关的法规要求●任何其他要求确定设计目标确定可靠性和新产品开发设计目标、可靠性及质量目标表审批确定初始材料清单初始材料清单(BOM)产品设计人员负责进行DFMEA分析。
安全生产检查计划表模板
安全生产检查计划表模板
这是一个基本的安全生产检查计划表模板,你可以根据你的实际需求进行调整:
安全生产检查计划表
检查日期: ________
检查人员: ________
1. 设备安全
设备运行状况
设备维护记录
安全防护装置
2. 作业环境
现场整洁度
通风 & 照明
有害物质控制
3. 个人防护用品
员工佩戴情况
防护用品状态和适用性
4. 安全操作规程
员工遵守情况
安全培训记录
5. 应急措施
应急设备设施状态
应急预案实施情况
备注: ____________________________
这是一个非常基础的模板,具体内容可以根据你的需求进行添加或修改。
例如,你可能需要检查消防设施、化学品存储、工具使用等更多方面。
此外,检查后的整改措施和整改结果也是非常重要的,应当记录在计划表中。
GJB 9001C 试制 生产前准备状态检查表
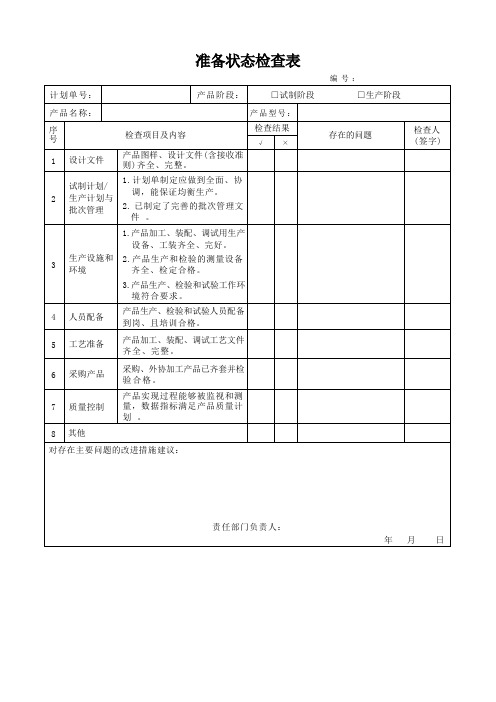
编号:
计划单号:
产品阶段:
□试制阶段□生产阶段
产品名称:
产品型号:
序号
检查项目及内容
检查结果
存在的问题
检查人(签字)
√
×
1
设计文件
产品图样、设计文件(含接收准则)齐全、完整。
2
试制计划/生产计划与批次管理
1.计划单制定应做到全面、协调,能保证均衡生产。
2.已制定了完善的批次管理文件。
3
7
质量控制
产品实现过程能够被监视和测量,数据指标满足产品质量计划。
8
其他
对存在主要问题的改进措施建议:
责任部门负责人:
年月日
检查组结论:
□已具备试生产条件,可以开展后继试生产工作
□尚不具备试生产条件,整改后可开展后继试生产工作,计划整改完成日期:
□尚不具备试生产条件,不可开展后继试生产工作不可生产原因:
检查组组长:
年月日
检查组成员
序号
检查组
姓名
职务/职称
签名
备注
1
组长
2
组员
3
组员
4
组员
5
组员
6
组员
7
组员
8
整改措施实施情况描述:
责任人:
年月日
年月日
组织负责人审批意见:
签字:
年月日
生产设施和环境
1.产品加工、装配、调试用生产设备、工装齐全、完好。
2.产品生产和检验的测量设备齐全、检定合格。
3.产品生产、检验和试验工作环境符合要求。
4
人员配备
产品生产、检验和试验人员配备到岗、且培训合格。
5
LNG加气站试生产条件检查表
防雷静电接地检测(防雷监测中心)
检测合格,出具检测报告。
电气设备单调(含电缆接线检测)
电气设备回路检测合格,无负荷动作正确(不含低温潜液泵)。
仪表标定( 含电缆接线检测)
仪表精度符合要求,仪表回路接线符合要求,模拟显示正确。
所有设备安装就位,安装位置符合施工图要求。
工艺管道及管道附件安装
工艺管道施工完成、管道阀门及相关附件安装位置符合管道布置图要求。
管道支架型式、位置与固定方式
管道支架位置符合施工图要求,支架形式及固定方式符合要求。
电气仪表安装
电气设备及仪表安装位置符合施工图要求,接线完成、回路检测合格。
防雷静电接地安装
满足站内所有规格的螺栓规格的板手,双头螺栓至少两根扳手,管钳、撬棍配置到位。
备用垫片
站内各类型法兰垫片、阀门阀芯垫片配置到位,数量满足要求。
防爆对讲机(3个)
数量符合要求,电量满足要求,通讯设置完成。
防护面屏
操作人员、记录人员、保运人员均配置到位。
皮扎手套
操作人员、保运人员均配置到位。
护目镜
操作人员、保运人员配置到位。
红外测温仪
数量:1台,温度范围-20℃-+60℃。
警戒带
100米。
安全帽
操作人员、记录人员、保运人员配置到位。
工作服
操作人员、记录人员、保运人员配置到位。
卸车装换接头落实
根据液氮槽车情况落实到位。
风向测试工具到位
数量1,配置到位。
检查项目
合格标准
检查结论
急救药品
急救箱按规定配置到位。
四、试生产方案编制与落实 检查人(签字):
26个过程内审检查表(问题应用清单)
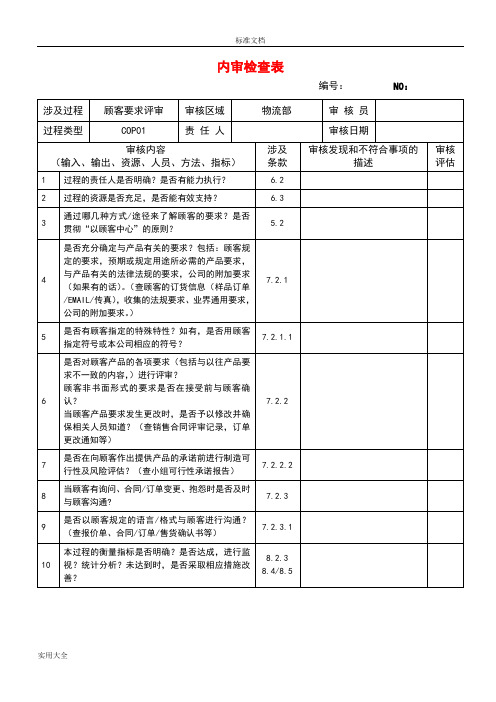
内审检查表
编号:NO:
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
内审检查表
内审检查表
内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
江阴成澄佳机械制造有限公司内审检查表
内审检查表
内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表。
IATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)

IATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:A编号:FORM NO: QR-QG-019-A 版本:A编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:A编号:FORM NO: QR-QG-019-A 版本:A编号:FORM NO: QR-QG-019-A 版本:A编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:AIATF16949-2016质量管理体系按过程内部审核检查表(IATF16949内审检查表)编号:FORM NO: QR-QG-019-A 版本:A。
试生产方案样本
试生产方案样本一早,我坐在电脑前,手指轻敲着键盘,思绪像潮水般涌来。
试生产方案,这可是个技术活儿,得细致,得周到,得把每一个环节都考虑进去。
1.项目背景咱们得聊聊这个项目。
这个产品啊,可是咱们公司的新宠儿,前景一片大好。
但是,光说不练假把式,得试试才知道。
所以,这个试生产方案,就是为了检验这个产品的性能、稳定性和可靠性。
2.目标明确目标,这可是关键。
咱们这次试生产,主要有三个目标:(1)确保产品性能达标;(2)优化生产工艺;(3)降低生产成本。
3.工艺流程工艺流程,这可是试生产的核心。
咱们得把每一个步骤都安排得明明白白。
(1)原料准备:选用优质原料,确保产品的基础质量;(2)加工过程:严格控制加工参数,确保产品性能稳定;(3)组装环节:精细操作,保证产品组装质量;(4)检验环节:全面检验,杜绝不合格产品流入市场。
4.设备与人员设备,这可是生产力的保障。
咱们要选用先进的设备,提高生产效率。
(1)设备选型:根据生产工艺要求,选择合适的设备;(2)设备调试:确保设备运行稳定,满足生产需求;(3)人员培训:提高员工操作技能,确保生产顺利进行。
5.质量控制质量控制,这可是试生产过程中的重中之重。
(1)制定质量控制计划:明确质量目标,制定具体的质量控制措施;(2)过程监控:实时监控生产过程,确保质量达标;(3)成品检验:全面检验,确保产品合格。
6.安全生产安全生产,这可是不能忽视的问题。
(1)制定安全生产制度:明确安全生产责任,确保生产安全;(2)安全培训:提高员工安全意识,避免安全事故;(3)应急处理:制定应急预案,确保突发事件得到及时处理。
7.成本控制成本控制,这可是提高产品竞争力的关键。
(1)原材料采购:合理采购,降低原材料成本;(2)生产效率:提高生产效率,降低生产成本;(3)人工成本:合理配置人力资源,降低人工成本。
8.试生产计划试生产计划,这可是咱们的时间表。
(1)项目启动:明确项目任务,启动试生产;(2)生产准备:完成设备调试、人员培训等准备工作;(3)试生产阶段:按照工艺流程进行试生产;9.风险评估与应对措施风险评估,这可是防范未然的重要环节。
试生产控制计划检查表

修订日 期:_____
XXX-QR17 A版
5 是否明确需检验的材料规范?
6 控制计划中是否明确从进货(材料/零件)制造/装配(包括包装)的全过程?
7 是否涉及工程性能试验要求?
8 是否具备如控制计划所要求的量具和试验设备?
9 如要求,顾客是否已批准控制方法?
10 供方和顾客之间的测量方法是否一致?
制 定
顾客零件编号 所要求的意见/措施
负责人 完成日期
XXX有限责任公司
试生产—控制计划检查表Biblioteka 产品名称规格/型号
问
题
1 在制定控制计划时是否使用了第6章所述的控制方法论?
是否
2 为便于产品/过程特殊特性的选择,是否已识别所有已知的顾客关注的事项?
3 控制计划中是否包括了所有的产品/过程特殊殊性?
4 在制定控制计划时是否使用了SFMEA,DFMEA和PFMEA?
721685(01版)控制计划

反应计划 Reaction Plan
隔离/返修/报废
20 20
车床2 车床2 首检
生产部 质量部 《首检检验记录 表》 隔离/返修/报废
《巡检检验记录 表》
隔离/返修/报废
QB技02AMS-008A
第2页,共6页
样件Prototype 试生产 Prelaunch 生产 Production
客户名称 Customer: 嘉扬 零件编号/最新版本号 Part Number/ Latest changed Lever 451104Ver.1 零件名称/描述 Part Name/Description: 2寸阀体
特性 Character 过程名称/操作描述 机器,装置,夹 零件/过程编号 Process 具,工装 /部门 编号 过程 Part Process No. Name/Operation Machine,Device, Jig Itemise 产品 Product Process Description Tools for mfg. /dept. No. 10 车床1(开粗) 自检 生产部 1 6 8 11 1 2 5 11 12 13 14 15 16 18 19 3 4 6 8 10 12a 7 7a 17 内圆直径 外圆直径 段差 段差 外圆直径 位置度 段差 外圆直径 位置度 平行度 平面度 平面度 段差 内圆直径 位置度 段差 倒角 倒角 倒角 倒角 倒角 粗糙度 粗糙度 粗糙度 外观 20 车床2 巡检 质量部 1 3 16 11 18 外圆直径 段差 段差 外圆直径 内圆直径
方法 Methord 特殊特性 分类 评价/测量技术 样本Sample 产品/过程 规范/公差 Product/Process Evaluation/Measure Special Specification/Tolerance Char. Class ment 容量Size 频率 Freq. Tech./Department ¢73.00±0.1 带表卡尺 1件 每25件 ¢121.00±0.1 带表卡尺 1件 每25件 19.77±0.1 带表卡尺 1件 每25件 5.3±0.3 数显深度尺 1件 每25件 ¢169.90±0.03 ¢0.25(E D) 11.475±0.075 ¢120.00±0.1 ¢0.25(E F) 0.02最大 0.015最大 0.025最大 30.24±0.03 ¢74.00±0.05 ¢0.5(A B) 4.8±0.4 R5.30±0.15 R1.50±0.15 R2.0±0.4 R1.0±0.4 R1.0±0.4 Ra1.2最大 Ra0.4最大(抛光前) Ra0.8最大 无材料生锈、缺肉、气孔、错模等 缺陷,不能撞伤划伤,加工后无毛刺 ¢169.90±0.03 4.8±0.4 30.24±0.03 ¢120.00±0.1 ¢74.00±0.05 CMM CMM CMM CMM CMM CMM CMM CMM CMM CMM CMM 数显深度尺 轮廓仪/目视 轮廓仪/目视 轮廓仪/目视 轮廓仪/目视 轮廓仪/目视 粗糙度仪 粗糙度仪 粗糙度仪 目视 外径千分尺 数显深度尺 数显高度尺 带表卡尺 通止规 2件 2件 2件 2件 2件 2件 2件 2件 2件 2件 2件 2件 2件 2件 2件 2件 2件 2件 2件 2件 2件 1件 1件 1件 1件 1件 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每25件 每25件 每25件 每25件 每25件
过程审核检查表
有无做好设备易损件、备件的准备工作和管理工作?
工装
34
工装鉴定、维护保养情况如何?
35
工装的领用和收回是否被控制,能否看出工装的现在位置?
36
工装明细/台账上是否予以表明工装的状态?
37
工装检具是否定置摆放,保持整齐、清洁?
38
作业者是否熟悉设备、工装的使用?
39
不用的工位器具、模具、切削工具等如何管理?
小计
150
3
设备因素
23
过程所用设备的选择、使用是否恰当?
24
有无生产能力?
25
有无工序能力?
26
设备上有无安全保护装置?
27
现场检查设备、工装的精度,是否满足要求?
28
有无设备、工装使用方面的操作规程?
29
有无异常声音?
30
数量上是否不足?
31
设备的日常保养、定期保养是否按规定执行?
32
点检充分否?
47
怎样防止物料搬运、贮存时磕碰划伤、损坏或变质?
48
对过程用的辅助材料有无管理措施?
49
物料的流动是否通畅?
50
产品标识与检验和试验状态的标识及移动是否符合有关规定?
51
能否对物料做到适当的追溯?
52
有无浪费问题?
53
是否便于取拿?
54
是否配置得当?
小计
140
5
作业方法
55
是否有切实可行的工艺文件?
3
与控制计划配套的技术文件、管理文件与质量控制文件是否齐全?
4
与控制计划配套的技术文件、管理文件与质量控制文件是否有效版本,有无不明确、不恰当之处?
试生产控制计划
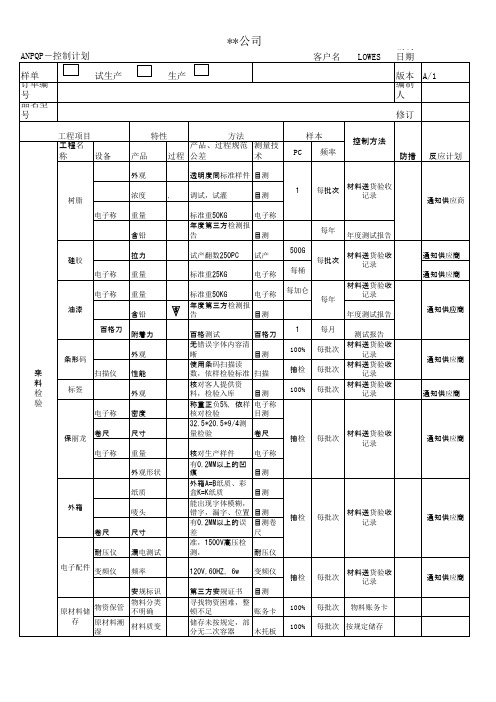
1 100% 抽检 100%
条形码
来 料 检 验
测试报告 材料送货验收 每批次 记录 材料送货验收 每批次 记录 材料送货验收 每批次 记录
每月
通知供应商
通知供应商
电子称目测 卷尺 电子称 目测 目测 目测 目测卷尺 耐压仪 变频仪 抽检 每批次 材料送货验收 记录 物料账务卡 通知供应商 抽检 每批次 材料送货验收 记录 通知供应商 抽检 每批次 材料送货验收 记录 通知供应商
每年
年度测试报告 材料送货验收 记录 材料送货验收 记录 年度测试报告 通知供应商 通知供应商 通知供应商
每批次 每桶 每加仑 每年
标准重50KG 电子称 年度第三方检测报 告 目测 百格测试 无错误字体内容清 晰 使用条码扫描读 数,依样检验标准 核对客人提供资 料,检验入库 称重正负5%,依样 核对检验 32.5*20.5*9/4测 量检验 核对生产样件不能 对生产样件 核 有0.2MM以上的凹 痕 外箱A=B纸质、彩 盒对生产样件,不 K=K纸质 核 能出现字体模糊, 错字,漏字、位置 核 对生产样件不能 有0.2MM以上的误 差 按UL漏 电检测标 准,1500V高压检 测, 120V,60HZ,6w 百格刀 目测 扫描 目测
安规标识 物料分类 物资保管 不明确 原材料储 存 原材料潮 材料质变 湿
第三方安规证书 目测 寻找物资困难,整 账务卡 顿不足 储存未按规定,部 木托板 分无二次容器
100% 100%
每批次
每批次 按规定储存
客户名 试修订
特性
方法 样本 产品、过程规范 频率 过程 公差 测量技术 PC
透明度同标准样件 目测 调试,试灌 目测 1 每批次
控制方法 防措 反应计划
SMT试生产控制计划范本

方 评价/测量 技术 目视 目视 目视 静电环测试 仪/表面电阻 测试仪/万用 表/静电表笔/ 静电场测试 仪 目视 目视 数字电桥 电容表 万用表 容量 100% 100% 100% 样本 频率 每批 每批
法 反应计划 控制方法 货仓运作控制程序/物料收货管理办 按不合格品控制程序处理 法
02
仓库送检 物料编码 每批
货仓运作控制程序
按不合格品控制程序处理
ESD设备 、 装置
ESD防护
符合ESD控制办法
一次
每批
量具日常点检表
《ESD管制办法》
光照度 检验员技能 电感量 03 来料检查 IQC 容值 阻值 PCB翘曲度 外观
不影响操作
1次 1次 Ma:0.4 Mi:1.0 Ma:0.4 Mi:1.0 Ma:0.4 Mi:1.0
试 生 产 控 制 计 划
特殊特性 □ 样件 ■ 试生产 □ 生产 主要联络人/电话: 日期(编制): 控制计划编号:SST-CP-002 零件号/最新更改水平: 核心小组: 顾客工程批准日期(如需要):
零件名称/描述:
供方/工厂批准/日期:
顾客质量批准/日期(如需要):
供方/工厂: 零件/ 过程 编号 操作描述 冰柜 过程名称 生产设备
真空机
温度 时间
按照具体包装袋材质要求 按照具体包装袋材质要求
01
物料购入/ 暂存
ESD设备 装置
ESD防护
符合ESD控制办法
一次
每批
Warehouse ESD Check Sheet
《ESD管制办法》
外包装
最大包装完好
100%
每批 MSD非真 空封装物 料 每批
货仓运作控制程序/物料收货管理办 按不合格品控制程序处理 法 真空包装.干燥箱.烤箱 按《MSD管制办法》处理
IATF16949控制计划标准表格模最新版

顾客质量批准/日期(如需要) 其它批准/日期(如需要) 方 特殊特 性分类 法 样本 产品/过程/规范/公差 评价/测量技术 容量 频率 控制方法 反应计划
零件/ 过程编号
过程名称/操作描述
机械装置夹具工装 编号 产品 过程
生产控制计划
样件 控制计划编号 试生产 生产 主要联系人/电话 日期(编制) 日期(修订)
生产控制计划
样件 控制计划编号 试生产 生产 主要联系人/电话 日期(编制) 日期(修订)
第1页,共6页
零件编号/最新更改等级
核心小组:
顾客工程批准/日期(如需要)
零件名称/描述 组织/ 工厂 组织代号
组织/工厂批准/日期 其它批准/日期(如需要) 特性
顾客质量批准/日期(如需要) 其它批准/日期(如需要) 方 特殊特 性分类 法 样本 产品/过程/规范/公差 评价/测量技术 容量 频率 控制方法 反应计划
第3页,共6页
零件编号/最新更改等级
核心小组:
顾客工程批准/日期(如需要)
零件名称/描述 组织/ 工厂 组织代号
组织/工厂批准/日期 其它批准/日期(如需要) 特性
顾客质量批准/日期(如需要) 其它批准/日期(如需要) 方 特殊特 性分类 法 样本 产品/过程/规范/公差 评价/测量技术 容量 频率 控制方法 反应计划
顾客质量批准/日期(如需要) 其它批准/日期(如需要) 方 特殊特 性分类 法 样本 产品/过程/规范/公差 评价/测量技术 容量 频率 控制方法 反应计划
零件/ 过程编号
过程名称/操作描述
机械装置夹具工装 编号 产品 过程
生产控制计划
样件 控制计划编号 试生产 生产 主要联系人/电话 日期(编制) 日期(修订)
(P4.9)达产审核检查表

4.零
件质 量计
4.3
过程控制计划是否与现行过程相符?是否按过程控制计划作零件检验和统计监测?
划
4.4 在PFMEA中所确定的潜在失效模式是否有防错措施或控制计划来处置?
识别号:
结果 YES NO
备注
yes
yes
yes
4.5
过程控制计划之反应计划和供应商的整改措施是否有效地保证了遏制次品和缺点改 进取得实效?
yes
2.
2.3
操作指导书/目视控制是否具备并附于相应的每个工作岗位
yes
制造
过程
2.4
在进行节拍生产时,是否所有过程文件都在工位上?如过程控制计划。这些文件是 否用于实施规定的反应计划和纠正措施?
yes
2.5 当需要时,在需要的工位上是否拥有极限样品?这些样品是否经长城公司认可? yes
2.6
是否具备保养计划? 是否有用于维修和保养的备件? 是否有进行预防性维修保养 的停机计划?
******* 有限公司
编 号: 序号 审核内容
达产审核工作表
审核要求
1.1
1 . PPAP 文件应包括:过程流程图,过程控制计划,设计/过程失效模式及后果分 析, 标样
识别号:
结果 YES NO
备注
yes
1.2 (试生产控制)计划yes1.3 操作/来自验指导书1.文
1.4 样件/试生产时发生的问题(可以查看其APOP问题清单)
yes
3.5 提升生产计划是否足以满足要求?
yes
4.1
产品检验设备是否完备? 是否作了可接受的测量系统分析工作 (即量具可重复性和 再现性)?操作指导书/目视控制是否具备?
yes
零部件试生产控制计划

检验员
SC
QKZ≥98.6%,全尺寸检 查,关注A类缺陷
按产品审核计 各类检测量具 划,至少每年
进行一次
产品审核检查 表、产品审核 内审员 报告
质检部主 不合格品隔离,并 管 组织翻检,报废
质检部主 不合格品隔离,并 管 组织翻检,报废
质检部主 库存产品翻检,确 管 保合格产品出厂
SC ≤ 0.1
塞尺
冲件表面有凹坑、划痕 等缺陷,孔口无明显毛 目测 刺
100%
每批
产品质量过程 检验记录
检验员
100%
每批
产品质量过程 检验记录
检验员
质检部主 不合格品隔离并处 管理
质检部主 不合格品隔离并处 管理
034 搬运转移
N/A
040 清洗螺母
041 清洗准备 042 清洗上油 043 甩干
2 外观
冲件表面有凹坑、划痕 等缺陷,孔口无明显毛 目测 刺
100% 每批自检
冷镦工
生技部主 管
停产,不合格品隔 离,消除隐患后继 续
3
冲棒使用寿 命
△
计数
冲棒加工累计200000次进行更 换一次
冷镦工
生技部主 不合格品隔离,并 管 更换冲棒
020 冷镦作业
1 螺纹底孔
SC ∮8.675(+0.265,0) 光滑塞规
控制方法
异常处置 报告者 决定者
反应计划
060 贮存与交付
061 产品贮存
1 贮存环境 2 库存品质量
仓库管理程序 仓库管理程序
目测 目测
100% 每批 白板记录
仓库管理员
仓库主管
仓库主管检查后调 整
1次
每季度 仓库检查记录
2-VDA6.3检查表P1-P7 红皮
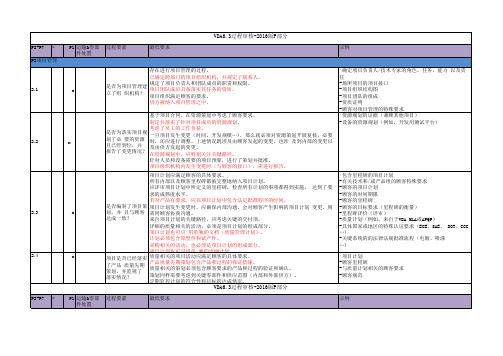
效检查、PPA-时间、软件版本)。 开发放行的方法应符合顾客要求,出现偏差情 -采购放行、供方批准和变更截止的期限
况时应与顾客澄清。 应计划与采购范围相关的活动,并与整体时间计划一致。 外 -将风险最小化的方法(QFD,FMEA:统计试验设计
包的过程和服务也是项目策划的一部分。
、例如:DOE、谢宁实验设计、田口实验设计)
最低要求
示例
对于要开发的产品,所有相关的要求都已经明确。 对于集成(嵌入式)软件的产 产品/过程开发
品来说,还需规定产品硬件与软件之间接 口的要求。对这些产品应执行要求管理 ⁻询价文件
措施。 组织必须明确与产品相关的顾客规定的要求、物流要求以及法律法规要 求 -合同文件
。
-要求规范(产品,过程)
组织必须考虑并应用产品和过程相关的以往经验的要求。 必须在内部要求、顾客 -顾客要求
是否详细策划了产
-详细的原型件/试生产计划
品和过 程开发的
-定期检查开发进度状态(评审)
活动?
-针对投资(设施,设备)的项目计划
-产品和过程开发所有阶段的物流策划,包括包装
-备件方案 产品开发
-可靠性试验、功能试验、试生产的详细策划
-开发阶段样件的截止日期 过程开发
-性能检测的时间、模具计划(脱模件)安排
FMEA)时, 应将落实生产任务的生产场所纳入进来。 在相关文件(FMEA等)中定 -防错原则 产品开发
义和识别的特殊特性,并采取措施保障确保 符合性。 总体计划必须包含针对组件 -检验计划
、总成、分总成、零部件、软件、和材料的 检测计划,还需考虑原型件和试生产
产品和过程开发计 阶段的制造过程。所有采购的产品 和过程应考虑在内。确保在供应链中落实产品
控制计划表

Key Contact/Phone 主要联系人: Issued Date (Orig.) 初版日期 Issued Date (Rev.) 升版日期
□
Control Plan Number 控制计划编号 : Family of Item/Latest Change Level 零件号/最新更改水平 Part Name Description零件名称/描述: Supplier Plant 供方/工厂 公司
Control Characteristics 控制参数 Method 方法 Proce Machine,De Process Speci Sample 样品 ss vice,Jig,Tool Name/Operation al Product/Process/Specification/Tole Evaluation/Measurem N0. s For Mfg. NO A.Product B.Process Description Size Frequence rance ent Technique Char 过程 生产的机器/ 编号 A.产品 过程 过程名称/过程描述 批量 频率 产品/过程/规范/公差 评估/测量技术 Class 号 设备/工装 特性
Supplier Plant Code 供方代号
Core Team 核心人员 : Supplier/Plant Approval/Issue/IssueDate 供应商/工厂批准/发布 Other Approval/Date(If req'd.) 其它批准/日期(如需要〕
Customer Engineering Approval/Date (If Req'd.) 客户工程批准/日期 Customer Quality Approval/Date (If Req'd.) 客户质量批准/日期 Other Approval/Date(If Req'd.) 其它批准/日期(如需要〕
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:制定日期:顾客:版本:
制订单位:
页次:
序号选项负责人完成日期备注
1 ■是 □否
IE 2 ■是 □否
IE 3 ■是 □否IE 4 ■是 □否IE 5 ■是 □否
IE 6 ■是 □否
IE 7 □是 ■否IE 8 ■是 □否IE 9 ■是 □否IE 10 ■是 □否
IE
111213审 核:有相应测试文件说明供方和顾客之间的测量方法。
奇瑞A3
工程部
/
包含所有过程的特殊特性的控制要求。
参考了SFMEA、DFMEA和PFMEA文件。
制定了相应的规范文件。
包含所有过程。
1 OF 1
进行了MSA量具测量系统分析达到要求。
日期:
文件提交顾客批准。
A/O
控制计划中是否明确从进货(材料/零件)到制造(包括包装)的
全过程?
是否涉及工程性能试验要求?
为便于产品/过程特殊性的选择,是否已识别所有已知顾客关注的
事项?
控制计划中是否包括了所有的产品/过程特殊性?在制定控制计划时是否使用了SFMEA,DFMEA和PFMEA?是否明确了需检验的材料规范?
是否具备如控制计划所要求的量具和试验设备?编制:
如要求,顾客是否已批准控制计划?供方和顾客之间的测量方法是否一致?
深圳市正鼎电子科技有限公司
试生产控制计划查检表
在制定控制计划时是否使用了第6章所述的控制计划方法论?
标注产品特殊特性和关键岗位。
过程FMEA检查项目
所要求的意见/措施
参考了第6章所述的控制计划方法。
产品型号:产品名称:
A381。