注塑机 液压原理图
注塑机结构及工作原理

好的熔体放流到储料室中,而在高压注射时,又能有效 地封闭螺杆头前部的熔体,防止倒流。
19.01.2021
19
表1 注射螺杆头形式与用途
形式
尖
无
头
止
形
逆
环
型
钝
头
形
环 形
止
逆
爪
形
型
销 钉 形
分 流 形
19.01.2021
结构图
特征与用途
螺杆头锥角较小或有螺 纹,主要用于高粘度或 热敏性塑料
19.01.2021
7
塞杆直线后退,完成计量,注射时,注射油缸的杆腔进油 通过轴承推动活塞杆完成动作,活塞的杆腔进油推动活塞 杆及螺杆完成注射动作。
19.01.2021
图3 卧式机双缸注射注塑装置示意图
(a)是俯视图; (b)为注射座与导杆 支座间的平视图
1-油压马达;2,6 -导杆支座;3-导杆; 4-注射油缸;5-加料口;
出,所以又称计量段。L3短时,有助于提高螺杆的塑化能 力,一般L3=(4~5)ds。
h3 —熔融段螺槽深度,h3小,螺槽浅,提高了塑料熔体
19.01.2021
17
的塑化效果,有利于熔体的均化,但h3过小会导致剪切速 率过高,以及剪切热过大,引起分子链的降解,影响熔体 质量,;反之,如果h3过大,由于预塑时,螺杆背压产生 的回流作用增强,会降低塑化能力。
7-推力座;8-注射座;9-塑化部件;10-座 移油缸
8
角式注塑机的注射部件与卧式机注塑机一样。
图4 立式注塑机注射装置示意图 1-液压马达;2-推力座;3-注射油缸;4-注射座;5-加料口;6-座移油缸; 7-塑化部件;8-前模板
注塑机结构及工作原理演示幻灯片

好的熔体放流到储料室中,而在高压注射时,又能有效 地封闭螺杆头前部的熔体,防止倒流。
21.04.2020
19
表1 注射螺杆头形式与用途
形式
尖
无
头பைடு நூலகம்
止
形
逆
环
型
钝
头
形
环 形
止
逆
爪
形
型
销 钉 形
分 流 形
21.04.2020
结构图
特征与用途
螺杆头锥角较小或有螺 纹,主要用于高粘度或 热敏性塑料
L2 — 塑化段(压缩段)螺纹长度。物料在此锥形空间 内不断地受到压缩、剪切和混炼作用,物料从L2段入点开 始,熔池不断地加大,到出点处熔池已占满全螺槽,物料 完成从玻璃态经过黏弹态向黏流态的转变,即此段,塑料 是处于颗粒与熔融体的共存状态。L2的长度会影响物料从 玻璃态到黏流态的转化历程,太短会来不及转化,固料堵 在L2段的末端形成很高的压力、扭矩或轴向力;太长则会 增加螺杆的扭矩和不必要的消耗,一般L2=(6~8)ds。 对于结晶型的塑料,物料熔点明显,熔融范围窄,L2可短
螺杆是塑化部件中的关键部件,和塑料直接接触,塑 料通过螺槽的有效长度,经过很长的热历程,要经过3态 (玻璃态、黏弹态、黏流态)的转变,螺杆各功能段的长 度、几何形状、几何参数将直接影响塑料的输送效率和塑 化质量,将最终影响注射成型周期和制品质量。 与挤出螺杆相比,注塑螺杆具有以下特点: ① 注射螺杆的长径比和压缩比比较小; ② 注射螺杆均化段的螺槽较深; ③ 注射螺杆的加料段较长,而均化段较短; ④ 注射螺杆的头部结构,具有特殊形式。
7-推力座;8-注射座;9-塑化部件;10-座 移油缸
毕业设计注塑机液压系统设计
第一章绪论1.1注塑机概述大型塑料注射机目前都是全液压控制。
其基本工作原理是:粒状塑料通过料斗进入螺旋推进器中,螺杆转动,将料向前推进,同时,因螺杆外装有电加热器,而将料熔化成粘液状态,在此之前,合模机构已将模具闭合,当物料在螺旋推进器前端形成一定压力时,注射机构开始将液状料高压快速注射到模具型腔之中,经一定时间的保压冷却后,开模将成型的塑科制品顶出,便完成了一个动作循环。
1.2塑料注射机的工作循环塑料注射机的工作循环为:合模→注射→保压→冷却→开模→顶出→螺杆预塑进料其中合模的动作又分为:快速合模、慢速合模、锁模。
锁模的时间较长,直到开模前这段时间都是锁模阶段。
第二章 SZ-250型注塑机液压系统设计2.1SZ-250型注射机液压系统设计要求及有关设计参数2.1.1对液压系统的要求(1)合模运动要平稳,两片模具闭合时不应有冲击;(2)当模具闭合后,合模机构应保持闭合压力,防止注射时将模具冲开。
注射后,注射机构应保持注射压力,使塑料充满型腔;(3)预塑进料时,螺杆转动,料被推到螺杆前端,这时,螺杆同注射机构一起向后退,为使螺杆前端的塑料有一定的密度,注射机构必需有一定的后退阻力;(4)为保证安全生产,系统应设有安全联锁装置。
2.1.2液压系统设计参数250克塑料注射机液压系统设计参数如下:螺杆直径 40mm 螺杆行程 200mm最大注射压力 153MPa 螺杆驱动功率 5kW螺杆转速 60r/min 注射座行程 230mm注射座最大推力 27kN 最大合模力(锁模力) 900kN开模力 49kN 动模板最大行程 350mm快速闭模速度 0.1m/s 慢速闭模速度 0.02m/s快速开模速度 0.13m/s 慢速开模速度 0.03m/s注射速度 0.07m/s 注射座前进速度 0.06m/s注射座后移速度 0.08m/s2.2液压执行元件载荷力和载荷转矩计算 2.2.1各液压缸的载荷力计算(1)合模缸的载荷力合模缸在模具闭合过程中是轻载,其外载荷主要是动模及其连动部件的起动惯性力和导轨的摩擦力。
注塑机液压系统PPT课件

顺序动作回路
19
注塑机液压系统分析
.—液压与气压传动
250g 注塑机液压系统原理图
20
注塑机液压系统分析
.—液压与气压传动
子任务二 :元件名称标注及其作用说明 完成主体: 学生 形 式: 组内讨论(8人一组) 时 间: 讨论10 分钟;
组间交流8分钟; 教师总结5分钟。
21
注塑机液压系统分析
.—液压与气压传动
节拍 1 2 3
4
子任务
预备知识 提示
液压元件
基本回路
回路分析
内容和方法 完成方式
元件种类介绍 典型回路介绍 元件名称标注
元件作用 找出基本回路 工作原理分析
课堂讲授
分组讨论 组间交流 分组讨论 组间交流
模具运动、注 塑回路
工作原理分析
分组讨论 组间交流
主体
任课教师 学生 学生
学生
参考学时 0.4 0.4 1
冯光林
2007-12-08
1
.
注塑机液压系统分析
.—液压与气压传动
本单元教学内容:
注塑机工作过程分析(教师) 预备知识提示(教师) 认识元件,分析作用(学生) 基本控制回路分析(学生) 执行元件控制回路分析(学生) 系统综合分析(学生) 总结(教师)
2
注塑机液压系统分析
.—液压与气压传动
.—液压与气压传动
工作能力之任务(项目)管理的方法和步骤:
1、了解任务目的和要求,完成总体策划案; 2、任务分解和分配; 3、制定完成子任务计划和方案,设置任务接口; 4、完成子任务并不断修正; 5、任务综合,目标结果最终完善和确定; 6、总结提高。
10
注塑机液压系统分析
注塑机液压系统PPT

返回本章 返回本节 上一页 下一页
结束
防流涎
电磁铁8 通电, 电磁铁8YA、10YA、17YA通电, 系统压力由阀32调节, 32调节 系统压力由阀32调节,液压泵 输出的压力油经阀16 16进入注射 输出的压力油经阀16进入注射 14的右腔 的右腔, 缸14的右腔,使喷嘴继续与模 具保持接触, 具保持接触,从而防止了喷嘴 端部流涎。 端部流涎。
注射
注射过程按慢、 注射过程按慢、快、慢三种速度 注射。 注射。快、慢速注射时系统的压力 由阀31调节。 31调节 由阀31调节。
总目录
返回本章
返回本节
上一页
下一页
结束
电磁铁8 13YA、 慢速注射 电磁铁8YA、11YA、13YA、 16YA通电,液压泵输出的压力油经阀21、 16YA通电,液压泵输出的压力油经阀21、 通电 21 阀20进入注射缸17的右腔,缸17左腔的油 20进入注射缸17的右腔, 17左腔的油 进入注射缸17的右腔 液经阀16、过滤器39和冷却器40回油箱。 液经阀16、过滤器39和冷却器40回油箱。 16 39和冷却器40回油箱 由于节流阀20的作用, 由于节流阀20的作用,使注射缸的活塞 20的作用 带动注射螺杆进行慢速注射, 带动注射螺杆进行慢速注射,注射速度由 节流阀20进行调节。 节流阀20进行调节。 20进行调节 电磁铁8 快速注射 电磁铁8YA、13YA、16YA 通电,液压泵输出的压力油经阀1 通电,液压泵输出的压力油经阀1、阀 19进入注射缸右腔,由于不再经过节 19进入注射缸右腔, 进入注射缸右腔 流阀20, 流阀20,压力油即可大量进入注射缸 20 17右腔,所以注射缸17左腔回油经阀 17右腔,所以注射缸17左腔回油经阀 右腔 17 16回油箱,使注射活塞得到快速运动。 16回油箱,使注射活塞得到快 电磁铁5YA、
液压原理图

第四节液压原理图一、注塑机通用控制油路模块分析通用控制油路模块有:压力/流量控制油路块(P/0油路块):控制主系统压力和流量的功能;注射-预塑控制油路块:控制注射/射退、预塑、射台前进/后退,预塑、背压的功能;合模控制油路块:控制合模、模具保护、高压锁模、开模的功能;顶出控制油路块:控制制件顶出、顶退、模具抽插芯的功能。
1.压力/流量控制模块该模块控制主系统的压力和流量,实现对注塑机执行机构压力和速度的调节。
主要有:定量泵+比例溢流调速阀控制回路,变量泵控制回路,定量泵+变频电机控制回路。
(1)定量泵+比例溢流调速阀控制回路,如图6-34所示,由比例溢流调速V1、泵P、电动机MTR组成。
D1、D2分别是控制流量和压力的电磁铁,当电动机启动后,泵就输出一定的流量,此时D1、D2无电信号输入,泵输出流量通过V1比例溢阀流回油箱,系统压力为零;如D1、D2有电信号输入,则V1比例溢流阀开始工作,部分油通过比例节流阀流向系统,满足执行机构的速度要求,同时泵出口压力随系统压力升高,达到比例溢流阀所设定的开启压力,比例溢流阀打开,把多余的油放回油箱。
只要改变D1、D2电信号的输入值,就实现对系统的压力和速度的调节。
该模块能有效地对系统调压和调速,但泵的出口压力随着系统压力变化,但泵的排出流量是一定的,而系统所需的流量却在变化,故要产生一定的功率损失。
图6-34压力/流量控制回路图图6-35变量泵控制回路图(2)变量泵控制回路,如图6-35所示,由变量泵P、电动机MTR组成。
变量泵由比例压力阀V1、安全阀V2、压力补偿阀V3、流量补偿阀V4、比例节流阀V5及泵体组成。
D1、D2分别控制变量泵输出压力和流量的电磁铁。
当电动机启动瞬间,泵的斜盘摆角处于最大,此时D1、D2如无电信号输入,变量泵中的比例节流阀V5处关闭状态,泵体输出流量流向V4的控制腔,推动V4阀芯移动,使泵体输出流量流向变量泵斜盘的控制腔,当泵体出口压力克服斜盘复位弹簧力时,斜盘角度变小,直至为零,泵排入系统中的流量为零。
注塑机油路图、电路、机构结构原理
(一)直壓式
優點:
缺點:
1.鎖模力較易調整,F=A ×P 1.製造成本較高
2.模厚調整容易
2.作動油吞吐量大,消秏動能
大,油溫易升高
3.活動板與尾板受力平均
3.油路控制較複雜
4.保養容易不須經常加注潤滑油 4.模厚大小與鎖模行程成反比
深圳六西格玛管理咨询有限公司 http//
wwwszsixsigmacom在注塑培训视频在线观看页面深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom1注塑工程师考级认证600元深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom潇洒赚钱潇洒生活
情景3 注塑机液压系统分析
学习情境3 注塑机液压系统分析
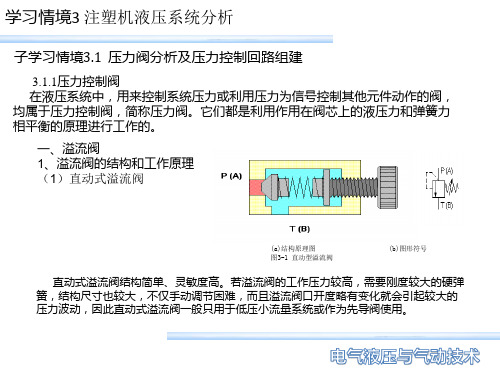
四、压力继电器 压力继电器是当液压系统中的压力升高到一定数值时,将液压信号转换为电 信号的一种转换元件。当系统压力达到压力继电器的调定压力时,它发出电信 号控制电气元件(如电动机、电磁铁、电磁离合器等),使油路换向、卸压实现 顺序动作,或关闭电动机起安全保护作用。
压力继电器的结构和图形符号 如图3-8所示,当进油口P处油液 压力达到压力继电器的调定压力 时,作用在柱塞1上的液压力通过 顶杆2合上微动开关4,发出电信 号。
至中位,使泵卸荷,同时液压缸上腔通过节流阀卸压。当压力降至 压力继电器调定的压力时,微动开关复位发出信号,使电磁换向阀 切换至右位,压力油打开液控单向阀,液压缸上腔回油,活塞上升。
学习情境3 注塑机液压系统分析
2、溢流阀卸压回路
溢流阀卸压回路如图所示。工作行程结束后,换向阀先切换至中位, 使泵卸荷。同时溢流阀的外控口通过节流阀和单向阀通油箱,因而溢流 阀开启使液压缸上腔卸压。调节节流阀即可调节溢流阀的开启速度,也 就调节了液压缸的卸压速度。溢流阀的调定压力应大于系统的最高工作 压力,因此溢流阀也起安全阀的作用。
学习情境3 注塑机液压系统分析
2、利用蓄能器的保压回路
当主换向阀在左位工作时,液压缸向前运动且压紧工件,进油路压力升 高至调定值,压力继电器发信使二通阀通电,泵即卸荷,单向阀自动关闭, 液压缸则由蓄能器保压。缸压不足时,压力继电器复位使泵重新工作。保 压时间的长短取决于蓄能器容量,调节压力继电器的工作区间即可调节缸 中压力的最大值和最小值。
学习情境3 注塑机液压系统分析
(2)安全保护 如图3-3b所示,在由变量泵供油 的液压系统中,供油量随负载大小自 动调节到需要值,没有多余流量,不 需要溢流,不需要流量阀。系统压力 随负载变化而变化,溢流阀可用来限 定系统的最高压力,防止系统因过载 而引起事故和故障,故也称为安全阀 。当系统正常工作时,溢流阀阀口常 闭;当系统过载时,溢流阀阀口立即 打开溢流,使系统压力不再升高。
注塑机原理之液压系统

注塑机是机、电、液一体化、集成化和自动化程度都很高。
无论是机械液压式还全液压式,液压部分都占有相当的比值,对注塑机的技术性能、节能、环保以及成本占有重要部分。
注塑机液压系统由主回路、执行回路及辅助回路系统组成,如图所示。
图14 油路系统组成图1,2,3,4,5,6—分别为合模油缸、滑模油缸、顶出油缸、注射座油缸、注射油缸、液压马达;7,8,9,10,11,12—分别为油缸的控制模块(CU)、指令模块(CM);13—系统压力(P)、流量(Q)的控制和指令模块;14—泵;15—电机(M);16—进油过滤器;17—油冷却器; 18—油箱;P—进油管路(高压);T—回油管路。
(低压)油路总管线(P、T、P)的上部分是执行回路系统,下部分是主回路系统及辅助回路系统。
执行回路系统:主要由各执行机构(油缸)和指令及控制装置(电磁阀)组成。
其功能是将进入管路P的高压油按程序放到油缸的左腔或右腔中去,推动活塞杆执行动作。
高压油进入的时间、顺序和位置是通过电磁换向阀来实现的,工作指令通过电信号发给电磁阀的电磁铁,控制其阀芯动作,将控制油路(P)的高压油,进入换向阀推动阀芯动作,将高压油接通到油缸中去;而各油缸中的回油经回油管路T及辅助油路系统放回油箱。
主回路系统:由动力源和控制模块组成。
动力源系统(电机、油泵)产生油压(P)和流量(Q),与指令(CU)及控制(CM)模块(压力阀、流量阀等)组成回路。
从泵来的高压油,进入主管路的时间、顺序、压力及流量,是通过流量阀,压力阀是电磁铁获得,指令的时间、顺序和强弱,由控制其阀芯的推力和开度来确定的。
执行回路与主回路之间是通过进油管路P(高压),回油管路T(低压)以及控制回路P(高压)形成“连接网络”。
注塑机应用液压组件非常广泛。
⑴.动力组件由电机带动泵实现电能—机械能—液压能的转换。
有各种油泵和液压马达。
油泵是靠封闭容腔使其容积发生变化来工作的。
理想的泵是没有的,因为结构上总会有制品缝隙就会有泄漏,而且机械磨损也会产生间隙,所以就要考虑泵的效率。
SZ塑料注射成型机液压传动系统ppt课件

进油路:
液 压 泵 1 阀 V 1 4 左 位 单 向 节 流 阀 V 1 3
液 压 泵 2 阀 V 1 1
换 向 阀 V 8 右 位 单 向 阀 V 2 1 马 达 8
液 压 泵 3 阀 V 1 2
回油路:液压马达8单向阀V20液压缸7左腔换向 阀V9左位油箱。
液压马达8进油腔的安全压力由溢流阀V30调定。
回油路:液压缸4左腔阀V15右位油箱。 (c)慢速启模。电磁铁2YA、10YA通电,液压泵2供 油,液压泵1和3卸荷,其进回油路同(a)。
SZ-250A塑料注射成型机液压传动系统工作原理
(9) 顶出 制品的顶出由顶出缸5实现,液压泵1供油,泵2、3卸荷。 电磁铁1YA、9YA通电。油路走向如下。 进油路:液压泵1阀V14右位阀V18顶出缸5左腔。 回油路:顶出缸5右腔阀V14右位油箱。 顶出速度由阀V18中的节流阀调节。系统压力由溢流阀 V1调定。
• 为了缩短空行程时,避免机器受到强 烈振动和产生撞击噪声,还要考虑模具启 闭过程的缓冲问题。因此,液压缸在模具 启闭过程中,各阶段的速度是不一样的。 通常是慢快慢的变化过程,而且快慢 速变化比较大。
概述
(2)注射座可整体移动(前进或后退)。前进时具 有足够的推力,保证喷嘴与模具浇口紧密接触。另外, 还应能按固定加料、前加料和后加料三种不同预塑型式 对其动作进行调整。
(6)顶出缸速度可调。制品在冷却成型后,脱模顶出 时,为了防止制品受损,要求顶出运动平稳,且顶出缸的 速度应能根据制品形状的不同而可调节。
2.SZ-250A塑料注射成型机液压传动系统工作原理 图9.19为SZ250A型注塑机液压系统图。
SZ-250A塑料注射成型机液压传动系统工作原理
现将注塑机液压系统的工作原理说明如下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑机液压原理图
这是一张注塑机液压原理图。
图中展示了注塑机的液压系统,用于实现注射、射嘴开合和模具开合等功能。
在图中,液压泵(Pump)将液压油从油箱吸入,并通过液压系统传送到不同的执行元件。
其中,液压控制阀(Control Valve)用于控制液压油的流向和压力。
具体来说,液压控制阀可以控制液压油进入或者排出液压缸(Cylinder)和液压马达(Motor),实现相应的运动。
图中还展示了液压缸和液压马达的结构。
液压缸由活塞(Piston)和气缸(Cylinder)组成,活塞在液压油的作用下进行往复运动。
液压马达则由液压油的作用实现旋转运动。
此外,图中还展示了压力传感器(Pressure Sensor)和温度传感器(Temperature Sensor),用于监测系统中的液压油压力和温度。
综上所述,这张注塑机液压原理图展示了液压系统的组成和工作原理,能够帮助我们理解注塑机的液压控制过程。