排产管理系统用户手册
U9计划释放、排产、领料、完工
计划释放、排产、领料、完工操作手册说明:现大冶在每天早上MPS计算完成后,按产能释放整车各生产线计划及当天采购计划,整车生产计划将按各料品的停泊日期正向排产方式确定生产日期;采购计划将根据供应商所签的采购周期确定采购料件的交期并生成采购订单。
并在每天的下午根据当天排产的整车情况运行MRP计算,PMC在MRP计算后释放自制件生产计划。
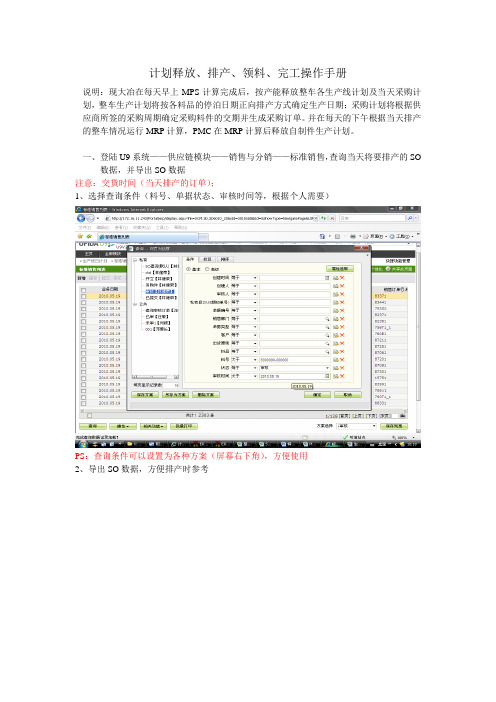
一、登陆U9系统——供应链模块——销售与分销——标准销售,查询当天将要排产的SO数据,并导出SO数据注意:交货时间(当天排产的订单);1、选择查询条件(料号、单据状态、审核时间等,根据个人需要)PS:查询条件可以设置为各种方案(屏幕右下角),方便使用2、导出SO数据,方便排产时参考1、选择MPS(计划订单——高级条件——计划名称)2、导出MPS数据(点击输出,注意包括整车及采购的数据)1、通过查询条件,可以选择自己风格的MPS数据释放量及需求日期)PS:打勾的记录代表选择需要释放的数据4、释放数据成功后的提示通过改变查询条件,供应类型需为“采购”。
PS:建议界面栏目包括料号、料品、需求分类、主供应商、数量、释放量、需求日期;6、自制半成品计划的释放在每天下午MRP计算后,再释放自制半成品计划,操作同释放整车排产数据及释放采购计划数据类似,只改变查询方案,此时供应类型需选“自制”,计划名称需为最近运行计算的计划名称。
7、计划订单的审核通过生产线日计划列表查询方案过滤出单据状态为开立的生产线日计划单,可进行批量审核。
8、 生产线日计划的“开工”操作通过生产线日计划列表查询方案过滤出单据状态为审核的生产线日计划单,可进行批量开工,也可对单个计划进行开工。
9、生产领料a)、选择单据类型b)通过生产线日计划过滤,可通过不同维度输入查询条件生成领料单(主要通过生产线、生产日期、物管员、计划单状态需为开工)c)领料单审核(只有审核的发料单才会扣减备料数量)d)发料确认(须保证库存量大于发料数量,只有发料确认通过的发料单才会扣减库存数量)10、生产退料a)选择单据类型b)通过生产线日计划过滤,可通过不同维度输入查询条件生成退料单(如通过生产线日计划、领料单号、料号)c)退料单审核d)退料确认11、完工报告a)可对单条生产线日计划生成完工报告,也可批量生成完工报告b)一张日计划单可对应多张完工报告c)若在物料清单(BOM)齐套标志勾选了“订单完工”,在审核完工报告时系统会检查该计划的备料是否已经领完,若未领完则不能审核完工报告d)完工报告在执行入库动作后才会更改库存。
排产管理系统简介(两篇)
引言概述:排产管理系统是一种用于计划与管理生产工序和资源的软件系统,它可以帮助企业实现生产订单的合理安排和优化资源利用,提高生产效率和生产线的稳定性。
本文旨在进一步介绍排产管理系统以及其在企业生产管理中的重要性。
正文内容:1. 排产管理系统的基本原理和功能1.1 排产管理系统的基本原理排产管理系统通过收集和分析大量的生产数据和资源信息,利用数学模型和算法进行排产计划的优化和实施。
它基于订单信息、生产能力、设备状态等多个因素进行综合考虑,以达到最佳的生产效果。
1.2 排产管理系统的基本功能排产管理系统具有订单管理、资源管理、生产调度、生产控制等基本功能。
它可以将订单信息与生产能力进行匹配,并根据生产过程中的实际情况进行实时调整和监控,以确保生产计划的准确性和资源的有效利用。
2. 排产管理系统在企业中的应用价值2.1 提高生产效率排产管理系统可以根据订单的优先级和生产能力进行合理安排,避免生产过程中的闲置和停机,提高生产效率和订单交付的及时性。
同时,它可以精确计算生产时间和资源需求,避免资源的过度投入和浪费。
2.2 优化生产线的稳定性排产管理系统可以通过合理安排生产任务和资源分配,均衡生产线的负荷,减少生产过程中的瓶颈和堵塞,提高生产线的稳定性和可靠性。
它可以帮助企业发现生产过程中的瓶颈并进行优化,从而提高整体生产效率。
2.3 提升产品质量排产管理系统可以协助企业进行生产过程的监控和控制,及时发现和纠正生产中的问题,保证产品的质量一致性和稳定性。
它可以监测生产过程中的关键参数,并及时进行调整和控制,以确保产品符合质量标准和客户需求。
2.4 节约成本和资源排产管理系统可以通过合理安排生产任务和资源分配,最大限度地减少资源的浪费和损耗,降低生产成本。
它可以帮助企业精确计算生产所需的资源和材料,并进行有效利用和控制,从而降低企业的运营成本和资源消耗。
2.5 提升企业竞争力排产管理系统可以提高企业的生产能力和生产效率,减少生产周期和交货时间,提高产品质量和客户满意度,从而提升企业的竞争力和市场份额。
排产管理系统用户手册

排产管理系统用户手册1. 系统概述1.1 功能简介排产管理系统是一款用于生产排程和资源调度的软件,旨在帮助企业提高生产效率、降低成本,并优化工作流程。
1.2 主要特点- 自动化排程:根据订单需求和资源可用性自动最优的生产计划。
- 实时监控:实时跟踪各个环节的进展情况,及时发现并解决问题。
- 数据分析与报告:通过数据分析功能可以了解整体运营状况,并相关报表供参考。
2. 用户登录与权限管理2.1 注册新用户账号:a) 进入注册页面;b) 输入用户名、密码等必填信息;c) 提交注册申请并等待管理员审核。
3. 首页导航菜单说明在首页中有以下几个主要导航菜单选项:a)仪表盘: 显示当前系统状态以及关键指标图表;b)订单管理: 包括新增订单、查看/编辑已有订单等操作;c)物料库存: 查看当前物料库存量, 并进行出入库操作;d)设备维护: 对设备进行保养记录, 维修请求提交或者查询;4.创建新订单创建一个新订单的步骤如下:a) 进入“订单管理”页面;b) “新增订单”按钮;c)填写相关信息,包括客户名称、产品类型、数量等;d)确认提交。
5. 生产计划5.1 自动排程功能说明- 根据已有的生产资源和待处理的订单需求进行自动最优化生产计划。
- 考虑到设备利用率、人力资源以及物料供应情况等因素,并给出相应建议。
6.任务分配与跟踪6.1 分配任务:a) 在系统中选择需要安排工作内容或者指定员工来完成特定任务;b) 设置截止日期, 并将该任务分派给对应负责人.6.2 跟踪进度:可随时查看各个环节的进展情况并记录实际执行时间.7.数据报表与分析提供以下几种常见报表和图形统计方式:a)销售额月度趋势图;b)库存周转天数;c)按照部门/项目组绩效评估;8.技术支持与帮助文档提供在线帮册以解答用户在使用过程中遇到问题。
同时也可以通过邮件联系我们获取更多技术支持。
9.附件本文档涉及的附件包括:- 用户注册表格模板;- 订单信息填写示例;- 数据报表样式参考。
排产需求与设计说明书
订单与排产管理系统V1.01、系统功能列表:(1)基本信息维护(2)订单排产管理(3)数据导入与导出(4)统计报表1.1订单排产管理(1)订单信息录入需要输入的信息包括:日期、工厂、客户、订单号、产品描述、订单交货期、要求交货期、重量、出运发票、出运日期、备注、订单状态等。
(2)订单查询与维护需要根据以下条件进行组合查询模糊:工厂名称、客户名称、订单号、订单状态并能根据查询的结果进行修改、保存和删除操作。
其中,订单状态有:●已出货:代表该订单的交易已经完成,货已经发出●未出货:表示新接的订单●准备出货:货已经备好,准备发出1.2基本信息维护(1)工厂信息维护工厂信息主要包括:工厂代码、工厂名称、工厂所在国家、工厂所在省份、工厂所在城市、邮编、联系方式、备注工厂信息查询:根据工厂名称进行模糊查询,并显示详细信息。
工厂信息修改:根据查询的工厂信息进行修改工厂信息删除:根据查询的工厂信息进行删除(2)客户信息维护客户信息主要包括:客户代码、客户名称、客户所在国家、客户所在省份、客户所在城市、联系方式、备注客户信息查询:根据客户名称进行模糊查询,并显示详细信息。
客户信息修改:根据查询的客户信息进行修改客户信息删除:根据查询的客户信息进行删除1.3 数据导入与导出实现将Excel信息(Excel文件中数据的格式固定)导入、导出功能,具体为:1、将Excel中的工厂信息导入、导出2、将Excel中的客户信息导入、导出3、将Excel中的订单记录导入、导出1.4 统计报表根据日期的年份和月份生成分类统计报表,可以分别按照工厂名称和客户名称分组,并提供报表打印功能。
2、系统设计2.1系统架构基于JavaEE技术的B/S架构。
2.2 开发技术客户端:JavaScript、JQuery、Html服务器端Servlet、JDK6.0、Tomcat6.0、JSP数据库:Access或SQLServer连接技术:DataSource或JDBC2.3 系统约束◆功能:订单排产管理描述:输入的信息:日期、工厂、客户、订单号、产品描述、要求交货期、订单交货期、重量、出运发票、出运日期、备注等约束条件:1、所有的日期均使用日历控件进行选择;2、工厂和客户信息可以直接输入,同时也可以提供下拉列表进行选择3、需要输入数字的域需要进行数字类型验证4、提供录入、删除、修改功能。
生产管理信息系统用户操作手册(完整版)
生产管理信息系统用户操作手册(完整版) 生产管理信息系统用户操作手册目录1:系统概述1.1 系统背景1.2 系统目标2:登录与账号管理2.1 注册账号2.2 登录系统2.3 修改密码3:界面导航与布局3.1 主界面介绍3.2 顶部导航栏3.3 左侧菜单栏3.4 用户个性化设置4:数据录入与管理4.1 新建数据4.2 编辑数据4.3 删除数据4.4 数据导入4.5 数据导出5:查询与分析5.1 基本查询5.2 高级查询5.3 数据筛选与排序 5.4 数据统计与分析6:报表与打印6.1 报表6.2 报表打印7:任务管理与分配 7.1 新建任务7.2 查看任务列表 7.3 任务分配与接收8:消息通知与交流8.1 收件箱8.2 发件箱8.3 内部消息发送8.4 组内讨论9:系统设置与权限管理9.1 系统参数设置9.2 用户权限管理9.3 用户角色管理9.4 数据备份与恢复附件:无法律名词及注释:- 用户:使用系统的个人或组织。
- 账号:用户在系统中的身份凭证。
- 密码:用于用户身份验证的字符串。
- 数据录入:将相关数据录入系统中的过程。
- 数据管理:对系统中的数据进行增删改查等操作。
- 数据导入:将外部数据导入系统中的过程。
- 数据导出:将系统中的数据导出到外部的过程。
- 查询:从系统中检索所需信息的过程。
- 分析:对数据进行统计、分析和处理的过程。
- 报表:按照一定格式展示系统中的数据。
- 任务管理:对任务的创建、分配、执行和评估等操作。
- 消息通知:向用户发送相关信息的过程。
- 交流:用户之间进行信息交流和讨论的过程。
- 系统设置:对系统参数进行配置和调整的过程。
- 权限管理:对用户对系统中各项功能的使用权限进行管理。
- 用户角色:对用户进行分类和权限分配的角色。
- 数据备份:将系统中的数据进行复制和存储以备灾难恢复的过程。
- 数据恢复:将备份的数据进行恢复到系统中的过程。
设备场地排程管理系统使用说明书
《目 录》一、系统目标 (3)二、计算机环境需求 (3)三、软件安装程序 (3)四、系统内容 (4)五、基本资料建档 (5)1. 设备场地基本资料处理 (5)2. 使用者基本资料处理 (7)3. 部门群组名称资料建立 (8)4. 等级权限资料建立 (8)5. 设备场地分类类别资料建立 (9)6. 职务名称资料建立 (9)7. 保管人/保管单位建立 (10)8. 使用目的资料建立 (10)六、排程预约处理 (12)1. 排程预约处理 (12)2. 使用者资料详细查找 (14)3. 设备场地资料详细查找 (15)七、各式报表查询 (16)1. 设备场地基本资料报表 (16)2. 使用者基本资料报表 (16)3. 设备场地期间预约使用状况表 (17)4. 使用者期间预约使用状况表 (17)5. 设备场地预约使用周报表 (17)6. 设备场地期间预约使用排名表 (18)八、系统维护功能 (19)1. 数据库档案维护 (19)2. 数据库拷备留底 (19)3. 数据库恢复处理 (21)4. 设定登录者密码权限 (21)九、关于本软件与更新 (22)1. 关于本系统与更新 (22)2. 下载本软件操作手册 (23)管理者藉由使用本系统,可针对会议室、设备、人员与车辆等设定使用排程。
友善的操作处理接口,清晰的设备场地基本资料与各式易懂的进阶管理报表功能,让管理者轻松管理信息。
藉由本系统强大的详细查找及各式报表,管理最困难的资源分配,掌握一连串事件发生的时间、地点或方式,更提升资源的利用率。
此外,使用者可经由网页套件查询,得知相关的信息并进行预约作业。
二、计算机环境需求◎硬件需求Pentium 等级以上CPU。
安装所需硬盘空间至少20MB。
打印机为选购配备,可支持Microsoft Windows 98/ME/2000/XP/WIN 7皆可。
◎系统配置须采用微软公司之 Microsoft Windows 98/ME/2000/XP/WIN 7操作系统。
MPS操作手册

MPS操作⼿册MPS(Master production Schedule)操作⼿册本⼿册针对ERP客户化MPS模块,主要涵盖如下功能部分:销售预算导⼊、销售预算分配、⼯⼚⽣产计划制定、⼯⼚排产、物料需求定义、物料需求计划等部分,操作⼈员涉及总部⽣产计划制定⼈员、⼯⼚⽣产计划员等。
1、销售预算分配(本功能由总部⽣产计划负责⼈员操作)路径:HY_MRP_MPS-销售预算分配输⼊相应预算期间,然后点击DRP销售预算数据导⼊按钮,可以将DRP系统的⽹上销售预算数据导⼊,前提是DRP销售预算已经截⽌录⼊,这样可以保证数据的准确性。
如果有数据会⾃动产⽣如上图所⽰按区域和单品产⽣的销售预算数据。
操作⼈员在‘分配⼯⼚’栏选择对应⼯⼚,注在‘分配⼯⼚’栏能选出已经建⽴城市与⼯⼚对应关系的⼯⼚(为了加快分配速度),如果通过‘组织ID’栏选择可以选择任何⼯⼚。
注:1、如果该预算期间已经关闭,则任何增、删、改操作均不能执⾏。
2、在该功能下不能新增销售预算记录。
2、⽣产计划分配(本功能由总部⽣产计划负责⼈员操作)路径:HY_MRP_MPS-⽣产计划分配当销售预算分配到各⼯⼚后,通过该功能可以实现⼯⼚的具体⽣产计划⾸先需要导⼊‘销售预分配数据’,输⼊会计期,点击‘预分配数据导⼊’。
如果已经存在分配记录则不允许再次导⼊,必需先删除已分配记录或将记录改为‘未分配’状态⽅可再次导⼊。
还有如果会计期已关闭,也不允许导⼊。
如果不导⼊可以直接点击‘打开’按钮进⼊。
参考销售预算数据在⽣产预算栏输⼊⽣产预算数,然后在分配⾏表单对各⼯⼚分配⽣产计划数,点击‘现有量’按钮可以随时查看各⼯⼚该产品的现有量及可⽤量。
最后⾏分配数⼀般要求与与头信息中总⽣产计划数相等。
注:在光标落于分配⾏中某⼀⼯⼚时,如果该⽣产计划已经被⼯⼚排产,则当前⼯⼚⽣产计划数不再允许更改,总部⼈员也可以根据该功能确认⼯⼚排产情况,如图3、⼯⼚计划排产(本功能由⼯⼚⽣产计划⼈员使⽤,完成排产)路径:××_MPS_最终⽤户-⼯⼚计划排产当总部完成⽣产计划下达后,⼯⼚可以直接登录查询并排产。
排产管理系统用户手册
排产管理系统用户手册排产管理系统用户手册1.引言1.1 目的本文档旨在向用户介绍排产管理系统的使用方法和功能,帮助用户快速了解系统,并能够正确使用系统完成排产管理工作。
1.2 范围本用户手册涵盖了排产管理系统的所有功能和操作步骤。
1.3 定义在本文档中,以下术语将被用于描述排产管理系统的不同部分:- 排产管理系统:指本文档所描述的软件系统。
- 用户:指使用排产管理系统的个人或组织。
- 管理员:指具有排产管理系统的高级权限的用户。
2.系统概述2.1 功能概述排产管理系统是一个用于对生产排产进行管理和监控的工具。
它提供了以下主要功能:- 创建和管理生产计划- 监控生产进度- 调整生产排产计划- 分配资源和人力- 报表和统计数据2.2 系统架构排产管理系统由以下几个主要模块组成:- 用户管理模块:用于管理系统的用户和权限。
- 计划管理模块:用于创建和管理生产计划。
- 进度监控模块:用于监控生产进度和实时反馈。
- 资源管理模块:用于分配资源和人力。
- 报表统计模块:用于报表和统计数据。
3.系统安装和配置3.1 硬件要求排产管理系统可以运行在以下配置的计算机上:- 处理器:双核2GHz或更高- 内存.4GB或更高- 存储空间:至少100GB的可用空间3.2 软件要求系统运行所需的软件环境如下:- 操作系统:Windows 7或更高版本- 数据库:MySQL 5.7或更高版本- Web服务器:Apache Tomcat 8.0或更高版本 3.3 安装步骤下面是排产管理系统的安装步骤:1.排产管理系统的安装包。
2.解压安装包到指定目录。
3.配置数据库连接信息。
4.启动Web服务器和数据库。
5.访问系统登录页面,并使用管理员账户登录。
4.用户管理模块4.1 注册和登录用于注册新用户和登录系统的界面。
用户需提供所需信息进行注册,并使用注册的账户进行登录。
4.2 用户权限管理管理员可以对用户进行权限管理,包括添加用户、删除用户、修改用户权限等操作。
排产管理系统简介(二)2024

排产管理系统简介(二)引言:排产管理系统是一种用于优化生产工序和资源分配的工具,它可以帮助企业提高生产效率、降低成本和减少生产周期。
本文将继续介绍排产管理系统的功能和优势,并详细概述其在生产计划、资源调度、生产监控、交付管理和分析报告方面的应用。
正文:一、生产计划1. 设立生产目标和计划2. 制定生产计划的关键因素3. 构建生产任务和时间表4. 调整和优化生产计划5. 监控并更新生产计划二、资源调度1. 管理原材料和设备的供应2. 优化工人和设备的分配3. 考虑工序的先后顺序和依赖关系4. 实时监控资源的使用情况5. 调整资源调度以应对变化的需求三、生产监控1. 实时监测生产过程中的各环节2. 收集并分析生产数据3. 确保生产过程的质量和合规性4. 提醒并处理生产异常和故障5. 及时反馈生产进度和效率四、交付管理1. 追踪产品的生产和交付状态2. 管理订单和交付时间3. 优化物流和配送计划4. 协调供应商和客户的需求5. 提高交付准确性和效率五、分析报告1. 生成生产数据和指标报告2. 分析生产效率和质量指标3. 发现并解决生产问题和瓶颈4. 提供决策支持和改进建议5. 预测和规划未来的生产需求和资源分配总结:排产管理系统是一种集成了生产计划、资源调度、生产监控、交付管理和分析报告的综合性工具。
它能够帮助企业实现生产目标,并优化生产过程,提高效率和质量,降低成本和生产周期。
通过对生产计划、资源调度、生产监控、交付管理和分析报告方面的应用,企业可以更好地管理和控制生产流程,提升竞争力。
PMS用户手册
PMS 用户手册Version 3.7 新功能介绍目录目录 (2)1. 菜单结构概要说明 (4)1.1. 工作台 (4)1.2. 计划管理 (5)1.3. 计划执行 (5)1.4. 数字监控 (5)1.5. 分析与报表 (6)1.6. 电子看板 (6)1.7. 企业设置 (6)2. 功能说明 (8)2.1. 通用说明 (8)2.1.1. 关于导入 (8)2.1.2. 关于导出 (8)2.1.3. 关于列表页 (9)2.2. 工作台 (9)2.2.1. 生产总览 (9)2.2.2. 我的待办 (11)2.3. 计划管理 (12)2.3.1. 订单管理 (12)2.3.2. 工单管理 (15)2.3.3. 生产计划 (20)2.4. 计划执行 (26)2.4.1. 制令执行 (26)2.4.2. 调拨 (30)2.4.3. 生产日报 (31)2.5. 数字监控 (33)2.5.1. 车间 (33)2.5.2. 设备采集监控 (35)2.5.3. 机台生产日志 (36)2.5.4. 调拨记录 (37)2.6. 分析与报表 (38)2.6.1. 设备OEE (38)2.7. 电子看板 (39)2.7.1. 电子看板 (39)2.8. 企业设置 (40)2.8.1. 基础设置 (40)2.8.2. 生产设置 (42)2.8.3. 用户与组织 (47)2.8.4. 权限管理 (49)1.菜单结构概要说明该版本PMS根据客户反馈,以便捷用户操作,聚合同类功能,明晰权限分布,扩展操作区域显示面积为目标,重新调整了菜单结构和页面风格。
点击顶部可向左侧收起主菜单,扩大显示区域,用于在一屏内显示更多内容。
1.1.工作台工作台用于提供各项概要信息归集显示以及最新待办事宜的归集显示,便于用户快速访问自己需要的信息。
生产总览:订单、生产、设备监控概况。
如图:我的待办:属于我的待办信息,包括异常处理、生产事件、生产制令1.2.计划管理订单管理:订单的增、删、改、查、导入、导出工单管理:工单的增、删、改、查、导入、导出,工单取消生产计划:生产计划的增、删、改、查、导入、导出,待排产生产计划导出1.3.计划执行制令执行:生产制令的增、删、改、查、导入、导出,导出制令条形码,导出超量生产计划调拨:工单间产量调拨生产日报:生产日报、异常日报、工单进度跟踪1.4.数字监控车间:生产车间管理单元状态监控设备采集监控:各采集设备采集数据实时监控机台生产日志:各机台终端采集数据监控调拨记录:计划执行中的调拨功能历史记录1.5.分析与报表各种分析报表1.6.电子看板各种电子看板入口页面1.7.企业设置2.功能说明2.1.通用说明2.1.1.关于导入所有导入功能分为两种模式,(a) 一种是下载并使用本系统通用模板整理导入内容,然后使用该格式导入。
排产管理系统简介

排产管理系统简介排产管理系统简介一、引言排产管理系统是一种用于协调和优化生产过程的工具。
它通过有效地分配资源、调度任务和管理生产进度,帮助组织提高生产效率,降低生产成本,并满足客户需求。
二、系统概述排产管理系统是一个集成的软件系统,用于管理生产计划、任务分配、生产进度跟踪和资源管理。
它包括以下主要功能模块:⒈生产计划管理:该模块用于创建和管理生产计划,包括预测市场需求、制定生产计划、生产任务分解以及计划变更管理等。
⒉任务调度管理:该模块用于分配任务给具体的工作人员或设备,并跟踪任务的执行情况和进度。
它能够实时调整任务优先级,协调资源利用,以及快速响应计划变更。
⒊资源管理:该模块用于管理和优化生产所需的各类资源,包括设备、人力资源、原材料和半成品等。
它能够进行资源调度和资源配置,以最大化资源利用率。
⒋生产进度跟踪:该模块用于实时监控生产过程中的进展情况,包括任务完成情况、生产效率和生产质量等指标。
它能够提供实时的报表和图表,帮助管理者了解生产状况。
⒌数据分析与报告:该模块用于对生产数据进行分析和报告,包括生产效率、资源利用率、生产成本等关键指标的统计和分析。
它能够帮助管理者及时发现问题和改进生产过程。
三、系统特点排产管理系统具有以下特点:⒈灵活性:系统能够根据不同的生产需求进行灵活配置,满足不同企业的需求。
⒉实时性:系统能够实时更新任务状态、资源利用情况和生产进度,使管理者能够及时了解到生产状况。
⒊可视化:系统提供直观的图表和报表展示,便于管理者进行数据分析和决策。
⒋高效性:系统能够自动化任务调度和资源分配,提高生产效率和资源利用率。
⒌可扩展性:系统支持模块化的设计,可以根据实际需求进行功能扩展和定制开发。
四、附件本文档涉及以下附件:⒈用户需求文档:详细描述了排产管理系统的功能需求和性能需求。
⒉系统设计文档:包括系统的架构设计、模块设计和数据库设计等。
⒊测试计划和报告:记录了系统的测试计划、测试用例和测试结果。
排队管理系统使用手册

排队管理系统使用手册(version 2.0)目录前言非常感谢您使用排队管理系统。
在安装和使用之前,请务必阅读本用户手册,以便掌握正确的安装和使用。
我们深信,这套排队管理系统将给您与您的客户带来极为方便优质服务体系及氛围,使贵单位的形象和管理更上一台阶。
本手册是针对排队管理系统所配套使用的最新版“V2.1”系统软件而编制的,着重介绍了系统软件的运行环境以及系统设置、呼叫器与显示屏的安装和使用。
由于本软件属专业性软件,其设置具有针对性,所以没有经过系统供应商专业培训的人员请不要随意修改系统设置。
如有问题请联系系统供应商。
1234、系统支持多个等候区提示等候信息,各等候区语音及显示可独立;5、个性化语音可呼叫客户所办理的业务名称(医院版可呼叫客户姓名)等信息;6、号码可在不同服务类别的柜台窗口之间相互转移,顾客不必重复排队;7、具备登录操作功能和退出操作功能:工作开始前,输入员工登陆号进行登录,工作结束后,退出排队系统,这对统计非常准确;8、发号机界面的图片客户完全可以按个性化自主设计更换;9、各项业务的按键客户完全可以按个性化自主设计更换;10、支持通过读卡器读取客户相关信息后,自动区分VIP客户和普通客户,自动区分对公客户和对私客户,并按营业机构自定的排队规则自动编组排队;11、系统支持多个等候区提示等候信息,各等候区语音及显示可独立;12、个性化语音可呼叫客户所办理的业务名称等信息;13、发号机界面的图片客户完全可以按个性化自主设计更换;14、号票上和发号机上的显示屏会显示每个顾客前面的等待人数;15、各项业务的按键客户完全可以按个性化自主设计更换;16、各项业务队列客户完全可以自主按需任意增减;17、各项业务的等待人数客户完全可以自主设定在界面上显示并可任意排版;18、各项业务的工作时段及暂停时段客户完全可以自主设定;19、操作员工的增减及登陆账号客户完全可以自主更改;20、语音呼叫的信息客户完全可以自主按个性化更改;21、显示屏的任何显示信息客户完全可以自主按个性化更改;22、顾客办理各项业务的序号客户完全可以自主设置,如:贵宾业务或理财金业务可设为1-200号内、外币业务可设为201-500号内、人民币业务设501-9999号内;23、工作员工所办理的业务队列客户完全可以自主任意设置优先级;24、号票上的文字内容、图案、业务名称、时间格式、更改字体及大小、纸张长短等客户完全可以自主按个性化设置;25、系统支持播放背景音乐,音乐曲目完全由客户自主选择;26、系统支持在值班经理处增设监控软件,处理各种特殊状况;27、系统支持高清晰度等离子显示器、大屏幕、电视墙等多种显示设备,显示丰富的排队信息;28、系统支持连接互联网络,可实现远程监控;29、系统设有扩展功能,当需要有关统计和管理数据时,可热键激活管理软件并打印;30、系统可根据需要配置客户评价器及排队信息(短信)提示功能。
智能排产系统介绍
智能排产系统介绍智能排产系统介绍1-引言智能排产系统是一款基于和大数据技术的生产排产管理工具。
该系统利用先进的算法和数据分析方法,能够实现生产计划的自动化,优化生产资源的利用,提高生产效率和产品质量。
2-系统功能模块2-1 订单管理模块订单管理模块用于接收和管理客户的订单信息。
通过该模块,用户可以查看订单详情、添加新订单、修改订单信息等操作。
2-2 生产计划模块生产计划模块根据订单信息、生产资源、设备利用率等数据,自动合理的生产计划。
该模块考虑生产资源的可用性、生产线的产能限制等因素,以确保生产计划的合理性和可行性。
2-3 物料管理模块物料管理模块用于管理生产所需的原材料和半成品。
用户可以查看物料库存情况、添加新物料、更新库存信息等操作。
该模块还提供物料采购功能,以确保生产所需的物料供应。
2-4 设备管理模块设备管理模块用于管理生产设备的信息和状态。
用户可以查看设备列表、设备维护记录、设备故障信息等。
该模块还提供设备调度功能,自动安排设备的运行时间,以优化设备利用率。
2-5 工时管理模块工时管理模块用于记录和管理员工的工时信息。
用户可以查看员工的上班时间、加班时间、休假时间等。
该模块还提供工时统计和工资计算功能,以便管理者对员工工时和工资进行监控和核算。
3-系统特点3-1 智能化算法智能排产系统采用先进的算法,通过对历史数据和实时数据的分析,能够根据不同的生产需求,自动最优化的生产计划。
3-2 数据可视化智能排产系统将数据通过图表和报表的形式进行展示,用户可以直观地查看生产情况和资源利用情况,以便及时做出决策。
3-3 实时监控智能排产系统能够实时监控生产情况和设备状态。
用户可以随时查看生产进度、设备运行情况,及时发现和解决问题。
4-附件本文档附有以下的附件:●用户手册:详细介绍系统的安装和使用方法。
●技术规格:详细描述系统的技术要求和功能规格。
●数据表格:包含系统所需的数据表格样式和字段说明。
5-法律名词及注释●智能排产系统:指本文中所介绍的生产排产管理工具。
APS精益生产排程系统操作教材
第三步:导入生产订单同上导入计划单的步骤相同,导入完成后的结果可以在APS310查看.
第一步
第二步
第三步
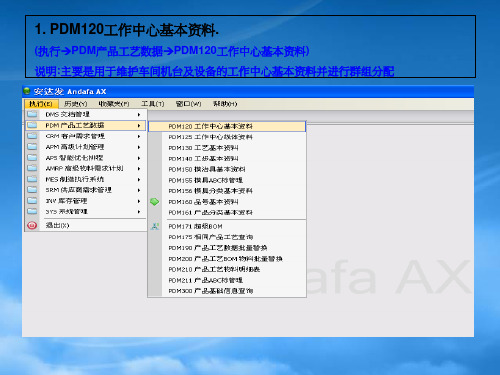
11. RPT630排程结果报表
(执行APS智能优化排程RPT630排程结果报表)
说明:
点击”搜索“则会显示排程结果.(如图二)
按工作中心名称显示相对应机台或设备的工作任务.
The endThank you!
感谢您的下载观看
第一步
第二步
第三步
根据工作中心编号及车间群组显示所筛选的工作中心.
第一步:如果新增工作中心,选中”新增”按钮
第二步:工作中心编号/工作中心名称/分厂/车间/线别为必填信息
第三步:点击”确定”按钮
第四步:新增工作中心也可以直接点击获取接口数据从SAP系统直接导入后分群组
第一步
第二步
第三步
第四步
增加或更改车间群组
第四步:,点击”取消确认”对需要修改的地方进行Hale Waihona Puke 改. 完成后重新”确认”第一步
第二步
第三步
第四步
若产品是”修订中”的状态则需要重新建立及确认工艺树.
第一步:选中相应的已确认状态中的工序编号(如570-P0562001--0703)双击
第二步:查看是否显示相应的工艺(如570注塑),没有则需要从工艺里拖动相应的工艺树
说明: 查物料的库存及需求状况
10.APS 590 生产订单资料导出.
(执行APS智能优化排程APS590生产订单资料)
说明: 单独导入计划单及导入生产订单.(从SAP系统中获取)
第一步:在搜索结果处点击”导入计划单”将显示以下画面.
第二步:在第一行输入需要导出计划单的时间段或根据品号导相应的计划单.
排产管理系统用户手册
编号:008版本: 6.8排产管理系统用户手册项目名称:排产管理系统开发人:李波编写:李波2015年5月22日校对:李昌材2015年 5月25日审核: 李昌材2015年 6月 23日《用户手册》的编制是要使用非专门术语的语言,充分地描述该软件系统所具有的功能及基本的使用方法。
《用户手册》编制指导如下。
1 引言1.1 编写目的为方便机械加工企业快速方便的使用排产管理系统,编写该用户手册,以方便初次使用该系统的员工了解软件的安装、配置和操作。
1.2 背景排产管理系统的最新版本是6.8。
当前版本是在5.2的基础上,增加了动态排产的功能,可从ERP下载前一天的任务完成进度,并根据现状重新计算排产。
该系统当前可以从ERP 数据接口上获得订单、产品、设备、工序、物料清单、库存等信息,并生成排产模板、物料清单模板、设备负载表等信息。
1.3 修订审批记录说明编写这份《用户手册》的修订过程、审批过程。
参见文档修订记录表及文档审批记录表。
表1 文档修订记录表表2 文档审批记录表1.4 系统概述本系统适合机械加工行业的工厂安排生产计划时使用,特别针对非生产线混排生产,小批量多批次、多品种产品共用或部分共用生产设备的情况下做了排产优化。
1.5 运行环境本系统只有客户端程序,需要最低的硬件环境为 CPU为P4 2G,内存1G以上。
软件环境为windows XP ,windows 2003,Windows7,windows10及以上。
该系统如果需要连接ERP数据接口,可接通“天思经理人Erp”的后台数据库(SqlServer),在局域网内使用。
如果需要定制其他数据接口,请联系业务或开发人员。
2. 安装与初始化配置2.1程序的安装双击运行《排产管理系统安装程序.exe》,可能会因为不同配置信息,存在多个版本。
如下图:会出现安装界面,如下图,依次操作:安装完成后,程序会自动启动,启动界面如下:程序默认会带有一些测试数据,可以在界面上操作,将数据清空。
生产排产管理系统
生产排产管理系统報表格式:强關;旳顾!9 ra :i ira ffi :至si―I ;亠“r I in —~i i%n — *、V >*■■ ■ —ir』=n i・■ nm -r n r■亠i —iMI ®甞换已啦生醱量儡建葡斑ESE柒、上機實習基本設定1•品號資料建立於品號基本資料中設定 5個料件,相關基本資料設定如下品號規播罩论宦号數呈見狀恋立補負致策|因定前匿夬数 憂動前置天數抿壘自SE 嚴占FCSQM;自製件抑:依MRF 需求11 10Q SOI 半威品1 PCS0 S:貳外加H M:诙朋P 需求1 1 100 CD1 原靭料1FCSOF :揆購件求1 1 1000 CD3 原物料3PCS0P 探購件曲依MRP 薛1 1 1000 C04 原轲料4'PCS0F:採購件曲垠MRP 薛11 500品號 授遞補 * 補貨倍昼[領用倍量|檢驗氏數|耐班生產允許交期提前天數MR }採購允許交期提前天數0 Q 1 00 BCl0 0 C 1 00 COL0 3 600 0 00 □030 500 0 1 00 4410D0Dnu nu nu D* nu nu加嵐甌000000卫弟o]用俑公m.23 7— IL _LJ nu n/u n/L nr.u ?u27.7731n1 -iis®^' ,JCOIUCSHCS -Lu-PJ2.建立BOM 資料主件誠弘C-■ Y 標鞘糧 1 靱單鹽彳 r酩皑製戚品1製令章別甌廿 廠內製令貰更日期版刻测a«l酣M 自製件謔立醐顾亦一帥1险小單也1備註3.建立2張訂單銷貨A01品號,數量各為110及50PCS 預交日分別為890920及890918以及1張制令預計生產 A01品號60 個設定如下訂章單別C31 訂靈單除^9083100001品勰 品名I 規梏 库別 童別名稱 訂車聲呈 已交數董 贈見呈 鮭记交呈 車位單債1折扣率(.'■Jljl : -------- 自裂成品i1 咸币庫 10D 0 10 0PCS 0 1CO.OO%□卜 0001品瞬品茗 編祸 庫别 童別若稱 訂辐呈|匕交救呈曙杲蚤贈品已交最單位 單圍折打率,▲AC1 自報成品11 wi50 0 0 0 PCS 0 10D.0D% —s金鶴 頤交日 容戶品號 禎測代豔預測専號1詰索褊 前置單厠 jjaurfiF no Kj&刖置旦益 骑置净號1事秦代備註>0X1 0的碌0氐未皓案-黄1 祁門代燎1 乜客戶單翳| 讓稅刖|1燼貌稲J峯務入員丨 |?|價榕僕件|3營執剌53%出貨弱别P MRPffi忖款俟怦|为列E 卩i 0京易捧用丽—*區率— 1 @備註|轴邹F 专 苛單宣栋|區*引畀肚吉貧*:. | — 制些 |送貨地址交易直轩■n單按H 择眇妙06客戸代號 —。
排产管理系统简介

排产管理系统简介排产管理系统简介⒈系统概述排产管理系统是一种用于生产和制造过程中的任务调度和资源分配的管理工具。
该系统通过优化生产计划、调整生产流程和资源利用率,提高生产效率,确保产品按时交付。
⒉系统目标排产管理系统的目标是实现以下几个方面的优化:●最大化生产效率:通过合理安排任务的优先级和资源的分配,提高生产效率。
●缩短生产周期:通过减少生产中的等待时间和工序之间的转换时间,缩短整个生产周期。
●提高交付准时性:通过合理排产,确保产品按时交付,满足客户需求。
●降低成本:通过有效利用资源、减少浪费和提高生产利用率,降低生产成本。
⒊系统功能排产管理系统通常包括以下核心功能:●订单管理:管理客户订单信息,包括订单号、产品数量、交付日期等。
●任务调度:根据订单需求和生产能力,合理安排任务的优先级和交付时间。
●资源分配:根据任务需求和资源可用性,分配合适的资源(人力、设备、原材料)●生产监控:实时监控生产进度和资源利用情况,及时调整排产计划。
●交付管理:跟踪订单的生产进度,确保产品按时交付给客户。
●数据分析:分析生产数据,评估生产效率和资源利用率,发现潜在的问题和改进机会。
⒋系统实施步骤排产管理系统的实施一般包括以下步骤:1) 系统需求分析:与用户沟通,了解用户的需求和业务流程,确定系统功能和规格。
2) 系统设计:设计系统的整体架构,确定模块和界面的设计。
3) 系统开发:编码、测试和调试系统的各个模块,保证系统正常运行。
4) 系统部署:将系统安装到生产环境中,并进行测试和调试。
5) 用户培训:对系统进行培训,使用户熟悉系统的使用方法和注意事项。
6) 系统维护:定期检查和维护系统,确保系统的稳定性和安全性。
⒌引用附件本文档涉及的附件包括:●系统功能需求文档●系统设计文档●系统测试报告●用户培训材料⒍法律名词及注释本文档中可能涉及的法律名词及其注释包括但不限于:●合同:一种法律文件,规定了交易双方之间的权利和义务。
03.排产系统计划维护操作手册
2排产表确认及时准确性
报表确认及时性100%,数据准确性达到99%以上
每周一早上9:00之前
通过辅助模块系统,查询本周订单排产是否确认。
(第一)(第二)
2
操作步骤
2.1
数据录入及时准确性
检查核查邮件,工厂每日快照刷新情况,看看是否有订单排产相关表没有刷新
(比如:%MONTH_EMPTY%,%T_PRODUCT%,%T_CLASS_OUTPUT%)
正常情况下,每周一早上9点10分时所以工厂全部要确认排产。一共18家。
如果缺少一家,都视为不正常,需要调查原因。
版 本 号
排产系统计划维护操作手册
修改次第
01
页次/总页数
5/5
时间点:每月10、11、12、13号
正常现象如下:
核查邮件:工厂每日快照刷新情况
时间点:每天上午8:30
正常现象:NOBODY
版 本 号
排产系统计划维护操作手册
修改次第
01
页次/总页数
4/5
异常可能出现的现象:
2.2
排产表确认及时准确性
2.1.1
检查MIS系统盈利分析系统是否正常。
通过辅助模块系统,查询本周订单排产是否确认。
步骤如下:
通过周报表查询订单排产确认情况:
版 本 号
排产系统计划维护操作手册
修改次第
01
页次/总页数
1/5
排产系统计划维护操作手册
受控状态:__________
发放编号:__________
生效日期:__________
编号:
版 本 号
排产系统计划维护操作手册
修改次第
02
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:008版本: 6.8排产管理系统用户手册项目名称:排产管理系统开发人:李波编写:李波2015年5月22日校对:李昌材2015年 5月25日审核: 李昌材2015年 6月 23日《用户手册》的编制是要使用非专门术语的语言,充分地描述该软件系统所具有的功能及基本的使用方法。
《用户手册》编制指导如下。
1 引言1.1 编写目的为方便机械加工企业快速方便的使用排产管理系统,编写该用户手册,以方便初次使用该系统的员工了解软件的安装、配置和操作。
1.2 背景排产管理系统的最新版本是6.8。
当前版本是在5.2的基础上,增加了动态排产的功能,可从ERP下载前一天的任务完成进度,并根据现状重新计算排产。
该系统当前可以从ERP 数据接口上获得订单、产品、设备、工序、物料清单、库存等信息,并生成排产模板、物料清单模板、设备负载表等信息。
1.3 修订审批记录说明编写这份《用户手册》的修订过程、审批过程。
参见文档修订记录表及文档审批记录表。
表1 文档修订记录表表2 文档审批记录表1.4 系统概述本系统适合机械加工行业的工厂安排生产计划时使用,特别针对非生产线混排生产,小批量多批次、多品种产品共用或部分共用生产设备的情况下做了排产优化。
1.5 运行环境本系统只有客户端程序,需要最低的硬件环境为 CPU为P4 2G,内存1G以上。
软件环境为windows XP ,windows 2003,Windows7,windows10及以上。
该系统如果需要连接ERP数据接口,可接通“天思经理人Erp”的后台数据库(SqlServer),在局域网内使用。
如果需要定制其他数据接口,请联系业务或开发人员。
2. 安装与初始化配置2.1程序的安装双击运行《排产管理系统安装程序.exe》,可能会因为不同配置信息,存在多个版本。
如下图:会出现安装界面,如下图,依次操作:安装完成后,程序会自动启动,启动界面如下:程序默认会带有一些测试数据,可以在界面上操作,将数据清空。
2.2 设置需要进行初始化设置的数据有:产品信息、设备信息、工序信息,以及工作时段和假期。
下边依次介绍。
2.2.1 产品信息设置切换到“产品列表”标签,点击更新产品信息,将从ERP的数据接口获取最新的产品信息。
其中与本地数据库相同“产品编号”的信息不会被覆盖。
另外,如果已经设置了产品的工序信息,这时点击“检查产品工序”按钮,会对产品工序信息的完整性进行检查(工序是否对应了设备编号),检查结果如右侧的上图中该按钮右侧的图例,其中有6项产品的工序信息完整,另外1项产品的工序信息不完整,下面列表中的产品信息颜色也如图例所示。
另外,如果在排产界面(如下图),显示的产品编号如果为灰色,则说明该产品的工序信息不完整。
如果实际排产时,发现工序信息完整,而产品编号依然为灰色,这是因为该产品存在多个工艺编号信息,如下图:其中3411060->的工序信息是完整的,而3411060->L的工序信息却不完整。
鼠标放到产品列表窗口的帮助提示上,会显示更新产品所需的操作流程。
其他操作界面都有类似的操作提示信息。
如下图:2.2.2 设备信息设置切换到“设备信息”标签,点击更新设备信息,将从ERP的数据接口获取最新的设备信息。
其中与本地数据库相同“设备编号”的信息不会被覆盖。
如果需要临时添加一个设备,可在当前页面拖拽滚屏条到最下方,并点击最左侧下方的单元格,按CTRL+A,这时会自动增加一行新设备,可在此基础上自行修改设备名称和设备组。
特别需要注意的是,当前从Erp接口获取的设备信息非常混乱,没有分类,所以不建议从Erp接口获得,可以自己维护一个设备信息的Excel表格,并从“数据导入”标签进入,如下图:首先点击“打开Excel文件…”按钮,然后选择一个设备信息的Excel文件,然后选择“导入到:”的下拉列表为“设备”,然后点击“列对应设置…”, 在“数据列对应设置”窗口设置设备表字段和Excel文件列表头的对应关系。
值得注意的是:在点击“列对应设置…”之前,需要设置好“标题行”和“数据开始行”。
“标题行”是打开的Excel表中的数据列表头的行号,“数据开始行”是数据开始的行号。
设置好后,点击导入,就会出现数据导入完成的日志信息,如下图。
另外,更多消息的配置信息,请将鼠标放到帮助提示上,会显示配置设备信息所需的操作流程。
如下图:2.2.3 工序信息设置如下图,切换到“加工工序”标签,点击更新加工工序信息,会弹出“请输入更新工序的制程号”窗体,这时输入制程号,并点击确定,就会只更新输入制程号的工序信息。
如果取消该窗体,则会更新所有工序信息。
另外,需要注意的是,从ERP的数据接口获取最新的加工工序信息。
其中与本地数据库相同“制程编号”的信息不会被覆盖,也就是说,只会更新当前本地数据中不存在,而ERP数据中存在的工序信息。
其中的制程信息在同一的产品编号下对应的制程编号是唯一的。
注意,切换到“工序设置”标签下选择产品后,在右侧会显示该产品的工序列表,在工序列表中选择一条工序,则会在右下方的工序信息中显示该工序的编辑信息。
上图中,加工工序标签中,“由制程号填写设备”按钮的功能是将尚未填写设备信息的工序记录添加上设备信息,设备信息的依据是获得相同制程号、并已经存在设备信息的数据,以此填写设备信息。
更多详细的配置信息,请将鼠标放到帮助提示上,会显示配置工序信息所需的操作流程。
特别的,针对某些批量操作,增加了“工序编辑”按钮工具。
当点击该按钮时,会弹出如下图的工序维护设置界面:上图中,显示的是选择了“根据制程代号删除工序”,然后在对应的下方,点击添加按钮,即可将需要删除的制程代号加入列表。
如果加错了,想要移除某个制程代号时,在列表中点击该制程代码,点击删除即可。
另外可设置产品编号,上图中所设置为34,即为删除所有产品编号以34开头的,并且制程号为A001、A002的所有工序。
如果选择如下图所示的“根据制程代号修改工序时间”,则可在对应的下方区域设置制程代号,需要将工序时间乘以的系数,以及限定的产品编号。
如上图所示,是要将所有产品编号为DS02开头的产品中,制程代号为A002的工序时间乘以0.89。
如果选择如下图所示的“合并工序”,然后在对应的下方,点击添加按钮,即可将需要合并的制程代号加入列表。
如果加错了,想要移除某个制程代号时,在列表中点击该制程代码,点击删除即可。
另外可设置产品编号,下图中所设置为空,即为合并所有产品编号(不为空时,则合并限定的产品编号的工序),并且制程号为A001、D002的所有工序,合并后的工序,仅保留选中的制程号即A001。
如下图,为“工序设置”界面,默认从Erp数据接口导入的工序,没有设备信息。
需要手工选择设备。
从“选择设备:”设置好设备信息后,点击右侧的“编辑保存工序”按钮。
则该工序的设备信息就被保存入库了。
需要注意的是,有的产品没有对应的工序信息。
这时需要手工添加工序信息。
另外,如果当前产品存在多个工艺,可由右上方的“工艺编号”选择列表中选择需要设置的工艺信息。
操作过程中,为了快速查询某个产品的工序,需要复制产品编号到上图“产品编号过滤”框中,并点击刷新产品,这时下方的列表中就只显示产品编号包含当前填写信息的产品。
为了方便快捷,输入完成后,可以鼠标点击“刷新产品”,也可键盘敲回车,都可刷新产品列表。
2.2.4 工作时段和假期切换到“工作时段”标签,如下图。
需要设置3种工作时段信息,单班、双班、三班。
在“工作时段”设置中,比如单班的设置,需要分别设置“单班时段开始”和“单班时段结束”。
下图中的例子中,单班设置为2个工作时段,8:30到11:40 以及 12:10到16:30。
同样的设置双班和三班。
其中无论单班、双班、三班,均可以设置多个时段。
单班最多可以设置9个时段,而双班和三班的时段最多可设置50个时段。
双班和三班的时段可以延续原来的位置依次往下填写。
3.正常使用及操作功能3.1 订单管理如上图,为“订单管理”标签,点击更新订单信息,将从ERP的数据接口获取最新的订单信息。
其中与本地数据库相同“订单号+产品编号”的信息不会被覆盖。
如果需要临时添加一个订单,可在当前页面拖拽滚屏条到最下方,并点击最左侧下方的单元格,按CTRL+A,这时会自动增加一行临时订单,可在此基础上自行修改订单信息。
双击订单号、产品编号、产品名称,会弹出分批交货的订单拆分设置界面,如上图。
在左下方设置分几批交货,并设置好每一批交货的时间和数量,确定后,订单即被拆分为多个批次的订单。
如下图。
下图是创建子订单后,按照订单同级排序(需要连接Erp数据接口获取产品对应的Bom清单):3.2 排产管理3.2.1 排产管理基本操作与分级排产(分级排产功能因为操作较复杂在某些版本中被隐藏)如下图,为“排产管理”标签,更新订单后,最新的订单信息就会在排产管理页面出现。
在排产管理页面,双击“耗时(h)”一栏,弹出“工序设备负载流程设置”界面,在这个界面可以设置每个设备的加工量(瓶颈工序可有一个工序号对应多台设备工作的情况,这种情况下,多个设备可分担总的加工量, 同一工序由多个设备一起分担加工量的工序,前边工序号会自动合并多行)。
点击“自动安排加工量”,即可自动将“安排加工量”一栏的加工量信息填写完成。
确定保存后,在“排产管理”界面上,原有的“耗时(h)”信息即被更新了。
如下图:1)绿色代表瓶颈工序,蓝色代表非生产线设备;2)瓶颈工序的加工时间算法为物流时间+工艺调试时间+单件加工时间×加工量+上一工序单件加工时间×工序流转批量数。
3)算法中最大产能只有当后一个工序单件加工比前一个工序快时起作用,后一个工序为了不让设备一直闲置等待上一个工序,而将开始时间推后到最早不需要等待的时间;4)算法中最快流转是当工序流转批量数到达设置数值时,即可流转到下一个工序,当生产线产能匹配好时,可设置工序流转批量数为1,这样就与前后工序设备跟随加工的情况相符合;5)如果在排产管理界面尚未设置投产期,则当前默认载入时不会显示<开始时间><耗时(h)><结束时间>等自动计算信息,这时计算排产时间并保存后,第二次双击排产管理界面的<耗时(h)>进入工序设备任务界面后,会依据投产期生成各个工序的加工时间表。
6)非生产线设备的开始工作时间取决于上一工序流转到当前工序的工序时间和设备本身的任务列表安排的时间,如果修改开始时间后,开始时间自动跳转,则需要到设备排产界面,调整该设备的任务列表。
7)如上图所示,选中一个工序后,点击“复制选中的工序”,则会新增一条相同的工序,所有参数和加工时间都和原来的工序一样。
这时点击对应的设备下拉框,重新为这个工序选择一个设备,即增加一个40工序的设备。