轨道板生产场
crtsⅡ型轨道板预制场的规划设计
C R TSⅡ型轨道板预制场的规划设计王浩中铁第五勘察设计院集团有限公司,北京102600摘要:CR T SⅡ型轨道板场是C R T SⅡ型板式无砟轨道建设的重点工程,结合承担的中铁建总公司课题《客运专线无砟轨道板(枕)场规划研究》的研究成果及京沪、沪杭等高速铁路部分C R TSⅡ型轨道板场的规划设计经验,重点对C R TSⅡ型轨道板板场生产效率的确定、功能区划分及相互联系、总体规划布局原则、重点功能区的规划设计等进行论述。
无砟轨道;C R T SⅡ型轨道板;板场规划U238;U213.2+4A1004-2954(2012)01-0006-04Pl anni ng and D esi gni ng f or Pr ecast i ng Y ar d of C R TS-ⅡT r ack Sl abW a ng H ao2011-06-17基金项目:中国铁道建筑总公司科技研究开发计划课题(09-55)作者简介:王浩(1978-),男,工程师,2002年毕业于华东交通大学机械设计制造及自动化专业。
路可行性研究[Z].西安:中铁第一勘察设计院集团有限公司.2010.@@[2]丁亮.客运专线及城际铁路中间站平面布置分析[J].铁道运输与经济,2010(2):33-35.@@[3]G B50090-2006铁路车站及枢纽设计规范[S].@@[1]中铁第一勘察设计院集团有限公司.新建铁路兰州至中川城际铁车间3部分。
向使从打磨车接码垛。
@@[1]中铁第五勘察设计院集团公司.客运专线C R TSⅡ型无砟轨道板制造工艺说明书[Z].北京:2008.@@[2]中铁第五勘察设计院集团公司.京沪高速铁路定远轨道板场规划与土建设计图[Z].北京:2008.@@[3]中铁第五勘察设计院集团公司.沪杭客运专线嘉善轨道板场规划与土建设计图[Z].北京:2008.@@[4]铁道部工程管理中心.客运专线铁路预制轨道板(枕)场建设手册[Z].北京:中国铁道出版社,2009.@@[5]张立青.客运专线C R TSⅡ型无砟轨道板场建场技术研究[J].铁道标准设计,2009(9).@@[6]薛琪,韩建红,李志强.石武客运专线CR T SⅡ型轨道板生产技术[J].铁道标准设计,2010(9).。
轨道板生产施工工艺工法(后附图片)

轨道板生产施工工艺工法1 前言1.1 工艺工法概况CRTSⅡ型板式系统做为一种新型的无砟轨道结构,已大规模应用于我国第一条高速铁路京沪高速铁路全线。
CRTSⅡ型轨道板的生产线设备已经相当完善,且具有成熟的制造技术和施工工艺,相关机构也颁布了必要的制造标准和技术规范。
1.2 工艺原理CRTSⅡ型轨道板为先张法钢筋混凝土结构,长线台座整体张拉、混凝土连续浇筑、计算机模拟温控曲线养护、脱模后定期存放、数控磨床磨削加工、检测合格后预安装扣件,成为线路上位置唯一确定的成品板。
2 工艺特点2.1采用工厂化方式集中预制生产,承轨台经过磨削加工以满足高精度要求。
2.2 轨道板规格变化小。
正线轨道板仅一个规格,单块长度为6.45m。
3 适用范围本工艺工法适用于高速铁路CRTSⅡ型轨道板的预制生产。
4 主要技术标准《客运专线铁路CRTS Ⅱ型板式无砟轨道混凝土轨道板(有挡肩)暂行技术条件》(科技基[2008]173号文)《客运专线铁路CRTS II型板式无砟轨道混凝土轨道板(有挡肩)检验细则》(SDS-008-2009部运输局2009-4-17批准)《铁路混凝土结构耐久性设计暂行规定》铁建设[2005]157号《钢筋混凝土用钢第2部分:热轧带肋钢筋》(GB1499.2-2007)《预应力混凝土用钢丝》(GB/T5223-2002)5 施工方法CRTSⅡ型轨道板为先张法钢筋混凝土预应力结构,混凝土由混凝土搅拌站集中拌制,中转料仓转运至布料机,布料机沿长线台座纵向布料;布料前钢筋网片已入模、预应力筋已进行整体张拉;混凝土浇筑完成后,按照轨道板设定的温度控制曲线由计算机控制养护;当轨道板混凝土抗压强度≥48MPa时,分块切割预应力筋,脱模后存放≥30d;再由数控磨床磨削加工、检测合格后预安装轨道扣件,从而成为待铺设成品板。
6 工艺流程及操作要点6.1施工工艺流程施工工艺流程图见图1。
图1 施工工艺流程图6.2操作要点6.2.1 施工准备1根据要求编制与施工规模相适应的“轨道板场建设方案”报指定单位或部门审批。
CRTS-I型轨道板预制施工工艺及资源配备共6页
CRTS-I型轨道板预制施工工艺及资源配备Abstract: CRTS-I type track plate is a Japanese ballastless track has a mature technology, laying the scope from the bridge, tunnel to soil subgrade and turnout zone. With the German Berg plate is provided with a convex block platform compared, convex block platform and foundation concrete board construction, rely on the convex block platform on the track plate positioning, more convenient construction.一、板场概况1、板场简介及基本构成板场所处属黄河冲积平原,地形平坦开阔,天然地基承载力较低。
板场总共占地面积38.0亩。
板场分生产车间(含预制、蒸养、检测、张拉、封锚、水养)、钢筋车间(含原材料存放、加工)、混凝土拌合站(含拌合楼、料仓)、实验室、锅炉房、存板区、筛砂、洗石区、综合区(包括办公区、生活区、料库、供水和供电设施)等八个功能区。
板场共占地38亩。
CRTS I型轨道板在预制生产车间,布设3个生产区域,分别为:钢筋加工区、打灰区和养护区。
41套轨道板模具,并预留7个台座。
板厂布置图2、板场设计生产能力板场承担总长31.193km(双线)、约13300块CRTSⅠ型轨道板的预制生产任务。
月最大生产量将为1333块。
二、施工工艺及资源配备1、工艺流程2、施工资源配备施工准备:铲车配合上料,1人操作碎石清洗机对碎石进行清洗,清洗3遍后的碎石由铲车运至碎石存料区。
铁路轨道板厂验收流程

铁路轨道板厂验收流程一、验收准备1.确定验收计划(1)制定验收时间表(2)确定验收人员①质量检验员②技术专家③项目负责人2.准备验收资料(1)收集生产记录①生产日报②设备运行记录(2)准备检测报告①材料检验报告②成品检验报告(3)相关标准和规范①国家标准②行业标准二、验收实施1.现场检查(1)检查生产环境①生产设施②卫生和安全条件(2)检查设备状态①设备运行情况②设备维护记录2.产品检验(1)外观检查①表面质量②尺寸偏差(2)性能测试①抗压强度测试②耐久性测试3.资料审核(1)检查生产记录的完整性(2)核对检验报告①材料来源②检测设备校准记录三、验收结果评估1.结果汇总(1)汇总检查数据(2)编制验收报告草案2.结果分析(1)确定合格与不合格项①合格品数量②不合格品数量及原因(2)进行风险评估①对生产过程的影响②对项目进度的影响四、验收反馈1.反馈验收结果(1)向工厂反馈①合格项确认②不合格项整改要求(2)向项目管理方报告2.整改措施(1)制定整改计划(2)监督整改实施五、最终验收1.复检(1)安排复检时间(2)进行复检①核查整改情况②重新进行性能测试2.验收结论(1)确认最终验收结果①合格②不合格六、资料归档1.整理验收文件(1)验收报告(2)检查记录(3)相关通讯记录2.归档管理(1)设定归档标准(2)确定存档地点。
CRTSⅡ型无砟轨道板场建厂规划设计

做到低 投资 、 高效 率 , 其设计 内容是完 成 确定 各功 能 区生产 率 的 主要参 数 设计 , 据 主要 参 数确 定 功能 区 根
大小及 相关 配置 。 2 3 1 轨道板 预 制区主 要参 数 . .
() 1 台座数 量
M =4O 0 kk/ 6 . T 0 R 12 1 2 5 () 1
男
16 9 1年出生
高级工程师
第 2期
阚延 平 : R S 1 C T 型无砟 轨道板 场 建厂 规划 设计 1
5 3
能 区设 计 , 主要是 板 场方 案 的确 定及 主要 参数 的设 计 , 如板 场 的 功能 分 区 、 面布局 、 产 率 的确 定等 , 平 生 是
整个 建厂规 划设 计 的主要 内容 ; 施工 设计 则是将 实 质设 计 的内容 转化 为施 工 图纸 , 进行 平 面 图设 计 。 下 面将 按照 设计 流程 对实质 设 计过程 进行 论述 。
t
H 地 处 设 设 基 理 计 计
图 1 板 场 规 划 设 计 流 程 图
从图 1 出, 看 板场 规划 设计 主要分 实 质设 计 和 施 工设 计 两 个 阶段 , 质 设 计 包 括从 板 场 选 址 到各 功 实
收 稿 日期 :0 1 0 1 2 1 —4—9
作者简介 : 阚延平
热 缩加 工 台数量 的确定 同上 层钢筋 网片加工 台 。
() 2 钢筋 网片存 放 台 。在邻 近轨 道板 预 制 区一 侧设 置 钢 筋 网 片存 放 台 , 于钢 筋 网 片输 送 到轨 道 板 便
预制 生产线 。根据 钢筋 网片 日产 量确定 存放 台数 量 Ⅳ。
N M1+ P () 4
基于SLP的轨道板场规划设计

1 S P方 法概 述 L
S ( y tmai L y u ln ig 即 系 统 设 施 I S se t a o t a nn ) P c P
2 S P规 划 设 计 流 程 L
2 1 S P输 入 要 素 . L 产 品 P: RT 型 板 式 无 砟 轨 道 , 寸 64 0 C SI I 尺 5
家 庄 铁 道 学 院桥 梁工 程 专业 , 要 从 事 无 砟 轨 道 与 桥 梁 工 程 等 施 工 主 技 术 管 理 工 作
辅 助 服务部 门 s 辅 助 生 产 区 、 验 室 、 筋 存 : 实 钢
放区、 炉房。 锅
时 间 T作 业单 位划 分 : 道板场 划分 为 1 个 作 轨 4 业单位 , 各作业 单位 的占地面积及 作业时 间见表 1 。
轨道 板场规 划设 计不 仅要 满 足轨 道板 制造 过程 中的质 量控 制要 求 , 而且 应 满足 工厂 化生 产 、 自动 化
案, 最后 选 择得 分 最 高 的布 置 方 案 。主 要 原 则 包 括 整体综 合 原则 、 动 距 离 最 小 原 则 、 动 性 原 则 、 移 流 空 间利用 原 则 、 性 原则 、 柔 安全 原则 等 。
mm × 2 5 0 m m × 2 0 mm 。 5 0
规 划布 置 方法 。该 系统 布 置设 计程 序模 式 如 图 1所
示 。图 中 : P代 表 产 品 ( 材 料 或 服 务 ) Q 代 表 数 或 、 量、 R代 表生 产 路线 ( 艺 过程 ) S代 表 辅 助 服务 部 工 、
基于 S P的轨道板场规 划设 计 L
姚 宏 生 , 刘 汉 斌
轨道板生产厂的设计
CRTSⅡ型轨道板厂建厂方案及工装设备介绍1 概述轨道板制造采用易于保证产品质量的工厂化生产管理模式,配置机械化、自动化程度高的成套装备。
轨道板预制主要由毛坯板生产和承轨面磨削组成,毛坯板生产采用先张法长线台座生产工艺,承轨面磨削引入机加工理念,采用专用高精度数控磨床。
2 建厂设计内容根据总体要求和工程特点确定厂址;根据工程工期确定生产能力及相关技术经济指标;根据原材料及轨道板总体运输规划进行物流设计;根据工艺原理,科学经济实现生产工艺;根据工艺要求,合理配置装备及相关设施;各功能区设计。
3 建厂设计3.1 厂址选择根据运输条件,原材料条件,场地条件等方面的综合评估,确定了轨道板厂厂址3.2 产品结构基本型式轨道板的外形尺寸为6450mm×2550mm×200mm,为预应力混凝土结构,横向施加预应力(先张)、纵向无预应力。
每块用混凝土3.45m3。
预制轨道板采用先张法长线台座工艺生产,混凝土强度等级为C60。
轨道板的横向配有60根10mm预应力钢筋,纵向配有6根20mm精轧螺纹钢筋,板与板之间通过精轧螺纹钢筋进行了传力连接。
为防止轨道扣件处混凝土出现裂缝,在每个承轨台间都预设了预裂缝。
轨道扣件安装在承轨台上。
承轨台精确的几何尺寸是用数控磨床磨削加工出来的,加工精度为0.1mm。
轨道板连接示意图见下图645025503.3 产品工艺流程工艺流程图见下图标准轨道板工艺流程图3.4 设计能力根据工程量及施工工期以及轨道板生产的特点,轨道板生产在厂房内集中预制,实行工厂化施工管理;毛坯板采用先张法长线台座法生产,设三条生产线,每条生产线作业周期为24小时(其中作业时间8h,养护时间约16h),生产能力27块;采用三班作业制,每天生产半成品轨道板81块;成品板生产线以数控磨床为中心,亦采用三班作业制,每班打磨成品轨道板24-30块,每天打磨70-90块,存板能力约8000块(现有轨道板厂)。
QC-33块长线台座制造轨道板

5
7
9 安装上层钢筋网片、预 45
75
埋套管、绝缘检测
10 混凝土浇注
180 280
生产超时
与上道工序理 论衔接时间
与上道工序实 际衔接时间
衔接超时 总超时
150
70
60
10
160
5
0
15
0
0
0
5
0
0
15
50
0
13
0
0
0
16
0
2
0
30
0
0
0
50
0
0
13
0
0
0
0
0
16
0
0
2
0
0
30
100
0
0
0
0
Page 9
情 点电阻值大于2MΩ,轨道板质量不能保证,试生产中发生返工两次,
况 寻找不合格点导致延误生产时间0.5h影响生产速度。
★要因
Page 19
八、制定对策
针对确认的四个要因,2009年10月21日由QC小组长组织编制了对策表,其
内容详见表五。
主要问题对策表
表5
序号 要因
对策
目标
措施
地点 责任人 时间
维修保养内容不全
现场监控不到位
责任心不强
奖罚不严格
工具存放混乱
设备保养不良
设备 性能不稳定
未按规范操作
混凝土浇注路线长
缺少工具箱
模具安装与 处理生产延时
钢筋安装与 切割生产延时
混凝土浇注 生产延时
习惯于传统作业方法
交叉作业多
作业效率低
石武客运专线CRTSⅡ型轨道板生产技术
关 键 词 : 武客 运 专 线 ;C T 1 轨 道 板 ;生 产 石 R S1型 中 图分 类 号 : 2 3 2 4 U 1. 2 文 献标 识 码 : B
文 章 编 号 :0 4—2 5 ( 0 0 0 10 9 4 2 1 ) 9—0 3 0 1—0 5
配 备具 有 计 算 机 自动 控制 系统 的 10m / 8 h的混
凝 土 搅 拌 站 1座 。
C T 型轨 道板 厂需 要设 置 8个 生 产及 生 活 区 : R S1 I
收 稿 日期 :0 0—0 —2 21 5 6 作者简介 : 薛 琪 ( 9 6 ), , 级 工 程 师 ,9 8年 毕 业 于 石 家 庄 铁 16 一 男 高 18 道 学 院土 木 工 程 专 业 , - i:5 64 0 @q .o Ema 7 96 2 5 q cm。 l
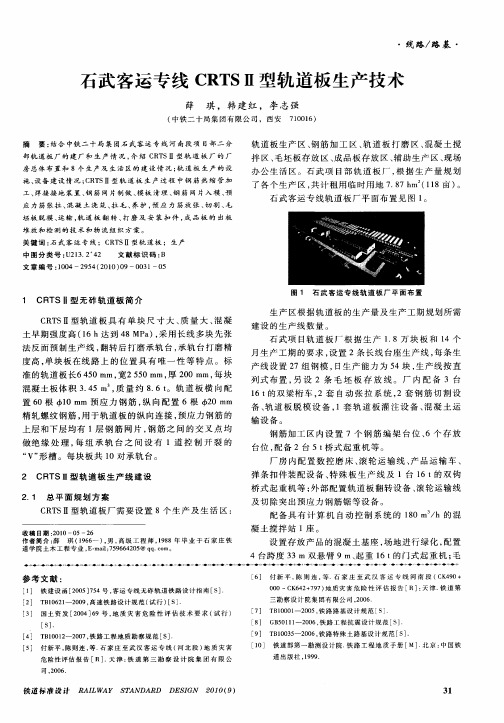
设置 存放 产 品 的混 凝土 基座 , 场地 进行 绿化 , 配置 4台跨 度 3 3m双悬 臂 9m、 起重 1 的门式起 重 机 ; 6t 毛
● I◆ I , ◆ r ● I ● I I i ● I ◆ I ◆ ] 1 一 ◆ ◆ I◆ I i ● l l ● I● I i ● I ● ◆ I◆ ◆
2 1 总 平 面 规 划 方 案 .
备 、 道板 脱 模 设 备 , 轨 1套轨 道 板 灌 注 设备 、 凝 土运 混
输设 备 。 钢 筋加 工 区 内设 置 7个 钢 筋 编 架 台 位 、 6个 存 放
台位 , 备 2台 5t 式起 重机 等 。 配 桥 厂 房 内配 置 数控 磨 床 、 轮 运 输线 、 品运输 车 、 滚 产 弹条扣件 装 配设备 、 特殊 板 生 产 线及 1台 1 的双 钩 6t 桥 式起 重机 等 ; 部 配置轨 道板 翻转 设备 、 外 滚轮 运输线 及 切除 突 出预应力 钢 筋锯 等设 备 。
CRTS_Ⅲ型混凝土轨道板生产建场规划
智能管理NO.04 202490智能城市 INTELLIGENT CITYCRTS Ⅲ型混凝土轨道板生产建场规划张晓星(中铁二十二局集团第二工程有限公司,北京 100043)摘要:CRTS Ⅲ型轨道板板场规划设计应根据工程总体工期安排、制板数量、铺板计划等因素,结合当地气候、地形地质条件、板场生产规模、制板周期和生产速度,综合对比生产、运输、防洪、环保等多方案后,确定合理的位置和方案。
板场规划设计可分为总体规划设计和施工规划设计,总体规划包括生产效率确定、制板台座与存板数量确定、主要设备配置和平面布置等;施工规划设计主要进行辅助工程规划设计,包括电力、给水、排水、蒸汽及其他工程管线系统规划设计等。
该施工规划根据具体项目的总体规划进行。
关键词:CRTS Ⅲ型;轨道板;生产方案;建场规划中图分类号:U214.18 文献标识码:A 文章编号:2096-1936(2024)04-0090-03DOI :10.19301/ki.zncs.2024.04.028Production site planning of CRTS Ⅲ concrete track slabZHANG Xiao-xingAbstract :The planning and design of CRTS Ⅲ track slab yard should be based on the overall construction period arrangement, slab making quantity, slab laying plan, and other factors, combined with local climate, topographic and geological conditions, slab yard production scale, slab making cycle, and production speed. After comprehensively comparing various schemes such as production, transportation, flood control, and environmental protection, the reasonable location and scheme should be determined. Plate yard planning and design can be divided into overall planning and design and construction planning and design. Overall planning includes determination of production efficiency, determination of plate making pedestal and plate storage quantity, main equipment configuration, and plane layout, etc. Construction planning and design mainly carries out auxiliary engineering planning and design, including power, water supply, drainage, steam, and other engineering pipeline system planning and design, etc. Construction planning should be carried out according to the overall planning of specific projects.Key words : CRTS Ⅲ; track slab; production plan; site planning1 概述随着我国高速铁路的迅速发展,无砟轨道高平顺性、高稳定性、高可靠性及维修量少等特点,使其在高速铁路建设中得到广泛应用。
CRTSⅡ型无砟轨道板厂平面图及生产流程说明
CRTSⅡ型无砟轨道板厂平面图及生产流程说明一.工厂说明:1.设计日产量为81块标准轨道板,为了确保达到要求的日产量,必须以24小时三班制组织生产。
2.混凝土量约为300m³3.主要配备一混凝土浇筑车间、一安置打磨机以及生产特殊轨道板的装配车间、一钢筋加工车间以及一毛坯板和预制件的堆放区。
二.钢筋加工车间在120×21m的钢筋加工车间内须预备所需要的钢筋。
钢筋经切割,需要时经弯折,并在指定的胎床上借助绝缘卡子组装成上层或下层钢筋网片。
根据选定的信号技术,必须使用绝缘卡子对钢筋进行电气绝缘。
制成的上层和下层钢筋网片可临时存放在预定的多功能托盘上。
这些托盘将根据需要装在横向运输车上运入生产车间。
这一横向运输区域的柱间距增大了,以实现钢筋网片的横向运输。
为保证顺利生产,车间里配备有2台5吨行车。
车间的顶部用于运入钢筋或是盘条。
此钢筋加工车间的尾部用于存放以及准备生产所需的预埋件。
此车间的端部为附属车间、配件仓库、供暖中心、压缩机以及办公室。
三.搅拌站、蒸气锅炉和实验室1.搅拌站1)搅拌站安置于生产车间的一侧,正好位于张拉台座1和张拉台座2之间。
选择这个位置可以确保最佳的混凝土浇筑流程,完成81块标准轨道板的生产量。
2)搅拌机的加工能力为每3分钟搅拌一罐,每罐容量为3m³。
3)通过一个3箱排式配料箱和传送带将骨料加入到搅拌机中,3个配料箱的总容量为105 m³。
轮式装载机从搅拌站附近的料仓内将骨料运送至这3个配料箱中。
其中2个配料箱中配有湿度测量仪,以确保称量出准确的骨料量。
除此之外,搅拌机里也安装了温湿度探头,确保每次搅拌的稠度和温度始终恒定。
水泥料仓应安置于搅拌站侧面,以便在搅拌机出现停机的情况下,能通过混凝土搅拌车从搅拌站下将料送入生产车间。
有关的详细信息请参照1.02项下搅拌站的描述。
4)混凝土通过平板车运进车间,平板车上备有2个容量至少为3 m³的料罐。
CRTSII型轨道板制作工艺与特点解析

CRTSII型轨道板制作工艺与特点京沪高速铁路JHTJ-2标段东光轨道板场二〇〇九年二月七日一、建场方案轨道板场大临用地100亩,根据生产需要,轨道板场共设置9个区域:包括轨道板生产区、钢筋加工区、轨道板打磨区、混凝土搅拌区、轨道板存放区、砂石料存放区、辅助生产区、现场办公区、外协队伍生活区(轨道板场平面布置图详见附图2)。
(1)轨道板生产区:生产线按直列式布置,厂房内设3条长线台座生产线,每条生产线设置27组钢模,另设两条毛坯板存放线。
厂房内配备3台16t的桥式起重机、1台5t桥式单梁起重机、三套自动张拉系统、两套钢筋切割设备、轨道板脱模设备,一套轨道板灌注设备、模型清理设备以及混凝土运输设备。
(2)钢筋加工区:钢筋加工厂房内设置8个钢筋编架台位、12个存放台位,配备2台5t的桥式单梁起重机、2套钢筋加工设备等。
(3)轨道板打磨区:厂房内配置数控磨床、污水处理设备、滚轮运输线、产品运输车、弹条扣件装配设备、特殊板生产线及1台16t的双钩桥式起重机等;外部配置轨道板翻转设备、滚轮运输线及切除突出预应力钢筋锯等。
(4)混凝土搅拌区:设置180m3/h的混凝土搅拌站,主机采用3m3/盘的强制式搅拌机,配备计算机自动控制系统。
(5)轨道板存放区:设置存放产品的混凝土基座,场地进行硬化,配置4台跨度为40m,起重量为16t的门式起重机;毛坯板每垛存放12层,成品板每垛存放9层,存放区容量约为8700块左右。
(6)砂石料存放区: 场地进行硬化,设简易棚及挡风墙,配套ZL50型装载机一台。
(7)辅助生产区:设置变电站、锅炉房、维修车间、水泵房、配件库等。
轨道板场供电配备1座630KV A变电站和1台500KW发电机、供汽配备1台4t快装蒸汽锅炉。
(8)现场办公区:现场设置调度室和办公用房。
(9)协作队伍生活区:协作队伍生活区共1300平米,可容纳480人居住。
二、轨道板的生产工艺2.1原材料、产品配件入库及管理2.1.1进场检验依据Ⅱ预应力混凝土轨道板验收标准、相应图纸和标准,原材料、产品配件进场后,对品种、规格、数量、外观及质量证明书等进行核查确认,并进行取样和复验。
无砟轨道板制造
无砟轨道板制造第1节概况京津城际铁路的轨道板生产由两个制板场承担。
北京段(DK0+900~DK50+139)范围内轨道板预制由中铁六局位于平谷的制板场生产,共生产Ⅱ型板14910块、其中标准板14848块,特殊板34块、补偿板28块。
天津段(DK50+139~DK114+145,含试验段)范围内轨道板预制由中铁十七局、十四局合资的位于房山的制板场生产,共生产Ⅱ型板19617块,其中标准板19213块(直线及半径在1500m以上的曲线板),600m~1500m半径的曲线板186块,350m~600m半径的曲线板173块,补偿板(长度调整板)23块和特殊板(一端为齐头)22块。
此外,中铁十七局、十四局制板场还承担了亦庄车站道岔板的生产任务。
Ⅱ型板的生产制造包括板场的设计、建设、设备工装的安装、Ⅱ型板的制作加工。
第2节厂房与装备设计一、板场总体布置制板场是在引进国外技术的基础上,根据我国铁路客运专线施工需要,按照轨道板制造工艺特点,由技术转让方负责设计和现场技术指导,由施工单位建成的现代化制板场,分厂房内作业的钢筋加工区、毛坯板预制区、成品板打磨装配区和厂房外的存板区、混凝土拌和站、辅助工区等6个工区。
制板场整体布置见图1。
二、车间规模结构车间依据无砟轨道板生产工艺流程、工序和物流方便布置设计。
按钢筋原材料进入至预制轨道板出车间的顺序方向,以三条毛坯板生产线为主轴,横向成三跨结构,主厂房设三条预制生产线,全长288m,右侧沿生产线设人行通道和设备操纵台,左侧沿生产线设毛坯板临时存放台和毛坯板轨道运输线;进口段主厂房右测连跨钢筋加工厂房,长120m;出口段左侧连跨打磨装配厂房,长120m。
厂房横向跨度均为21m,厂房檐高10.25m,内设16T桥式吊车4台,5T桥式吊车2台。
车间整体结构采用钢框架结构、钢筋混凝土独立柱结合连续地基梁式基础、牛腿钢柱、工字钢走行梁,钢构件间采用高强螺栓连接、彩钢板绝热墙面和顶棚。
CRTSⅡ型板式无砟轨道板生产质量控制
小组名称:中铁十局三建公司嘉兴轨道板厂QC 小组 发表单位:中铁十局集团第三建设有限公司 发 表 人:侯忠杰目录一、工程概况二、小组概况三、选题理由四、现状调查五、确定活动目标和可行性分析六、活动过程(PDCA)七、巩固措施和下一步打算CRTSⅡ型板式无砟轨道板生产质量控制中铁十局三建公司嘉兴轨道板厂QC小组一、工程概况承揽任务:承担沪杭铁路客运专线DK64+000~DK109+000范围内轨道板预制,设计无砟轨道为单线90公里,总计13953块轨道板。
场建布置:总占地面积105亩,共设8个功能区域:包括钢筋加工车间、预制车间、打磨车间、混凝土搅拌区、存放区、砂石料存放区、辅助生产区、办公生活区,最大存板容量约8800块。
生产规模:钢筋加工共设10套加工工位,日最大加工能力243块轨道板钢筋网片;毛坯板预制设三条生产线,日最大生产毛坯板81块/天;打磨数控磨床1套,24小时可打磨产量100-130块;成品板外运吊装4台龙门吊,日最大外运能力300块。
班组设置:钢筋加工班65人;预制3个班,各30人;吊装班90人;打磨2个班,各25人;机电班12人。
板型结构:CRTSⅡ型轨道板外形尺寸为 6450mm×2550mm×200mm,为单向先张预应力混凝土结构,重8.63t。
每块轨道板混凝土用量3.4m3,钢筋用量373kg。
二、小组概况嘉兴轨道板场CRTSⅡ型板式无砟轨道板生产质量控制QC小组成立于2009年8月1日,并确定攻关课题,目的是在保证施工安全的前提下提高轨道板产品质量及生产进度,提高经济效益,确保轨道板质量目标的实现。
1、小组名称:三建公司嘉兴轨道板场QC小组。
2、攻关课题:CRTSⅡ型板式无砟轨道板生产质量控制。
3、小组类型:攻关型4、小组注册编号:SJGS200908035、活动时间:2009年8月1日~2009年12月31日。
6、小组活动次数:8次7、TQC教育程度:小组成员均接受了48小时TQC教育。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
京沪高速铁路CRTSⅡ型无砟轨道板生产场工装设备选型与配置王学忠何玉洪余蕴刚邓旭彤(中国水电集团京沪高铁三标段三工区七局)摘要:介绍京沪高速铁路长清CRTSⅡ型无砟轨道板场工装设备选型与配置,为以后类似工程提供借鉴和参考。
关键字:无砟轨道板;设备选型;技术参数1 概况在高速铁路建设工程中轨道板生产具有举足轻重的地位。
轨道板生产是一项复杂的系统工程,具有技术含量高、重复性生产的特点。
生产场工装设备选型是否合理直接关系到整个工程项目的工期、成本和效益,意义重大。
中国水利水电第七工程局有限公司长清制板场位于山东省济南市长清区万德境内,主要承担京沪高速铁路DIK412+062~DK474+800(78km双线)轨道板生产,合计约22258块。
为确保生产的轨道板满足设计要求,根据生产工艺流程和工艺特点,将生产场分为即相互独立又沿道路相互联系六个区域,分别为:骨料二次筛分区、混凝土拌和区、钢筋加工区、轨道板预制区、毛坯板打磨区、轨道板存放区。
并针对各区功能合理选型及配置了各种机械设备。
2 工装设备选型与配置2.1 设备选型与配套的原则轨道板工装设备的选择应综合考虑各方面的因素,既要有技术层面的,也要有经济层面的。
综合实践应该遵循以下:保证全标段工期、经济上比较节省、设备技术性能先进且可靠性高。
122.3 各区域生产流程及设施、设备布置2.3.1 骨料二次筛分区《客运专线铁路CRTSⅡ型板式无砟轨道混凝土轨道板(有挡肩)暂行技术条件》要求骨料技术指标为:粗骨料粒径5-20mm,含泥量按重量计不应大于0.50%,细骨料含泥量按重量计不应大于1.5%。
为了保证骨料各项技术指标满足无砟轨道板生产设计要求,设置一套生产能力80m3/h的砂石骨料筛分清洗设备,对含泥量或石粉超标的骨料进行二次筛洗,同时对不符合粒径要求的骨料进行筛分。
其工艺流程为:上料斗--------传送皮带----------筛分清洗设备--------传送皮带------------横移小车----------成品料仓。
存料场配置1台100t地磅用于砂石料的进场称量、1台装载机用于二次筛分上料及搅拌站砂石料仓供料。
成品料区采用保温彩钢瓦结构进行封闭,以保证筛洗后的骨料不被二次污染。
设置三个污水池、一个弃料池,污水经过沉淀后可以循环利用。
2.3.2混凝土拌和区搅拌站设置于生产车间的一侧,位于2#张拉台座和3#张拉台座之间。
选择这个位置可以确保最佳的混凝土浇注流程,完成每天81块标准轨道板的生产量。
根据每日混凝土用量约300m3,配置180m3/h的混凝土搅拌站一座,主机采用3m3/盘的强制式搅拌机。
该搅拌站为标准设备,为了满足C55混凝土拌和主要技术指标,原2×55KW电机改为2×75KW。
拌合站至轨道板预制车间的混凝土运输采用有轨运输方式,运输平车装有4m3/台混凝土料斗2台,牵引力3吨。
为避免环境温度对混凝土性能影响,对运输通道进行密封。
轨道板预制车间内通过桁吊将混凝土料斗吊运至布料机下料。
设置地笼式骨料仓3个,单仓容量50m3。
32.3.3钢筋加工区钢筋车间(21m×102m)采用封闭式钢结构工业厂房。
厂房内按钢筋制作流程划分为钢筋堆放区、钢筋加工区、成品钢筋堆放区、轨道板钢筋网片绑扎区和钢筋网片存放区。
钢筋采用定尺加工,用一台钢筋调直定长切断机即可满足生产需求。
上、下层钢筋网片加工分别在专用胎具上编制。
绑扎好的钢筋网片自检合格后,以每个台座为单位,用专用吊具将上、下层钢筋网片分别码放在钢筋网片通用托盘上,每垛27层。
为满足轨道板生产要求,上层钢筋网片加工胎具6个台座,下层4个台座,7个钢筋网片存放台座。
钢筋加工区使用的大宗材料单件重量一般在2-3吨,选用2台5t葫芦桥机即可满足使用要求。
绑扎好的网片每片重量约370kg,经用500V兆欧表检测合格后,用5t葫芦桥机将网片吊运至钢筋网片托盘上,使用时用5t葫芦桥机将钢筋网片托盘吊运至有轨式手动平板运输车,通过平车将钢筋网片运至轨道板预制区。
钢筋绑扎胎具、存放台座属工装设备,根据图纸可自行加。
2.3.4轨道板预制区轨道板长6450mm,宽2550mm,厚200mm,重量约9t。
轨道板预制车间设3个生产台座,沿主厂房长度方向一字串联布置,每个台座一次可生产27块毛坯板。
台座一侧设有毛坯板临时存放区。
台座为钢筋混凝土U型结构,两侧设承力墙作行走轨道,中心距8400mm。
承力墙之间安装3×27套模具。
毛坯板生产线设备的配置原则是以混凝土布料机为基准,根据8小时作业,16小时养护的预制生产工艺,每条生产线混凝土浇注作业时间150分钟以内,每块板往返布料和振动整平宜控制在5分钟以内;混凝土拌和并运输至车间、桥式起重往返运送混凝土、布料机布料和振动整平三者相匹配。
轨道板生产区设备选型与配置是轨道板生产成功与否的关键。
模具是预制轨道板的核心设备,是由铁道部统一招标采购。
模型的精度和承轨台的精度是预制轨道板质量的关键指标。
精确度高可以减少打磨量,提高生产效率、降低消耗成本。
为了保证模具在投入使用时其精度满足《客运专线铁路CRTSⅡ型板式无砟轨道混凝土轨道板(有挡肩)暂行技术条件》技术指标,模型的安装调试还需一整套的检测仪器一起来完成模型的精度要求。
检测设备包括全站仪、水准尺适配器、水准标志、螺栓桩套筒、精密球棱镜、检测平板、检测标架、专用千分表、测力架及压力传感器、强制对中盘、角度尺、游标卡尺、特殊工装、检测及分析软件等。
投入运行后要定期对模具精度进行检测,确保生产轨道板毛坯板质量。
轨道板预制生产流程:模具清理(工业吸尘机)------喷涂脱模剂-------钢筋网片安装-------预应力筋张拉-----钢筋网片绝缘检测-------布料机布料------入模浇注------整平------刷毛-----覆膜------温度监测控制。
待混凝土浇注时间达到16小时,强度达到48Mpa时切割预应力筋-------双梁桥式起重机配真空吊具起吊毛坯板并临时存放在台座旁支架上--------电瓶车运输毛坯板-----存板区龙门吊卸毛坯板并存放。
轨道板预制重点设备选型配置如下:(1)张拉设备:每个台座两端设张拉横梁,台座与横梁之间安装4台300吨千斤顶,计算机控制液压泵站,实现预应力的同步张拉、放张。
张拉台座的设计必须满足CRTSⅡ型轨道板张拉需要。
要求张拉台座要有足够的强度、刚度及稳定性,其受力弹性变形应小于受拉钢筋允许的变形差值4(5%)。
其材料选择、焊缝质量应满足需要;结构件要求消应处理;预应力夹具安装座的位置精度±1mm。
张拉设备满足以上条件的同时还应配置钢丝应力均匀性测试仪。
钢丝应力均匀性测试仪主要用于轨道板生产厂预应力钢丝的检测。
(2)起重设备:起重量16吨、跨度19.5米双梁桥式起重机3台。
其中一台双钩(8t+8t)起重机主要用于吊运混凝土运输罐,另2台为主钩起重量16t、副钩起重量3.2t,主要用于钢筋网片入模、挡板安装拆卸、毛坯板脱模等作业。
双钩(8+8t)起重机在建厂期间由于选型考虑不足,其大车行走速度30m/min。
投入生产时混凝土往返时间大大超于每块板浇砼时间,混凝土运输至布料机其塌落度值难以保证,造成布料机定量布料不均匀或布料困难,从而影响轨道板浇注质量。
为保证轨道板浇注质量,经与起重设备制造厂家协商,整改方案:加固厂房桁车行走承重梁,更换行走电机和齿轮减速箱,把原来30m/min提高到60m/min。
(3)非标设备:轨道板生产台座两侧两平行承力墙顶面设有轨道,作为生产线主要非标设备的行走轨道,轨道上布置1台混凝土布料机、一台预应力钢筋切割小车、一台多功能运输车、一台拉毛机、三台覆膜机。
其用途:预应力钢筋切割小车是混凝土达到强度和预应力钢筋放张之后,切断相邻模具之间预应力钢筋;多功能小车是用于运送工作托盘和分布预应力钢筋;拉毛机是混凝土表面(无砟轨道板的底面)沿轨道板的纵向进行可控制而又均匀地横向拉毛;覆膜机是混凝土轨道板浇注工序完成后,采取一种保温措施的设备;布料机是将混凝土定量投入模具内。
由于这些设备属于非标设备,依据有使用、生产经验的厂家加工采购。
布料机技术参数如下:外形尺寸:9945×6089×2558mm大车驱动功率:2×4KW 钉齿装置电机功率:4KW小车驱动功率:2.2KW 混凝土料斗容积:约5m3大车行走轨距:8400mm(4)临时存放台座:毛坯板脱模后临时存放在台座侧面的支架上,存放支架下设有轨道,由电瓶轨道运输车将毛坯板运至存板区。
存放支架上有两根内柱和两根外柱,外柱配备可控制移动式侧杆,每根支柱配备一块尼龙垫板。
每个临时存放支架最多存放3块轨道板,单块毛坯板重量约9t,当毛坯板芯部温度与环境温度不大于15度时方可将毛坯板运出制板车间,为了提高运出毛坯板物流效率,设计两纵两横出板方案。
运输设备有4台起重量30t电动平车完成运板。
为了便于毛坯板存放区悬臂式龙门吊取吊毛坯板,在纵向出板末端设计采用S型出板方案,电动平车选型时应考虑轮距的合理性。
横向出板设计选型时要考虑到静止台座与电动平车之间的配合间距以及顶升取板中心顶点受力情况。
(5)温度控制系统:按CRTS型轨道板制板养护、保温要求进行养护、保温等系统的设计,制造与安装。
每套模具下方均设有供热管道,配以温控仪实施轨道板的养护温度控制。
养护系统由温度测量、计算机控制、加热驱动和执行机构等部分组成。
在每条生产线每工班最后灌注的轨道板中插入温度传感器,测试板芯温度。
而试块则在养护水箱中进行加热养护,通过计算机控制,保证试块养护温度和轨道板板芯温度一致,系统实现24小时内的日温差自动调节功能。
2.3.5毛坯板打磨区5毛坯板打磨区的打磨机是生产线的核心设备,其测量和磨削加工的速度决定了整体生产能力。
根据毛坯板制造精度,其能力应在10-15分钟打磨一块轨道板。
其他配合设备均应以此为依据配置。
存板区起重机运输毛坯板和翻转机翻转作业时间、预应力钢筋余头切割速度时间、每块板加注防锈油脂和扣件装时间、成品板绝缘检测和电瓶车外运及返回时间等都应控制在10-15分钟。
为了提高设备作业功效,预应力钢筋余头切割速度1.5m/min为佳,另配置1台起重量为16吨的桁车,主要用于毛坯板在厂房内临时存放时吊运和吊运扣件系统等作业。
2.3.6轨道板存放区厂外存板区分为毛坯板和成品板存放区域,存放区内配置4套吊板吊具,用于轨道板的平稳起吊。
毛坯板存放区配置2台跨度为34m,起重量为16t的门式双悬臂起重机(有效悬臂6米);成品板存放区配置2台跨度为23m,起重量为16t的门式双悬臂起重机(有效悬臂6米),有效的保证轨道板物流畅通。