八字板冲压模具设计
冲压模具设计方法与步骤

冲压模具设计方法与步骤冲压模具是制造行业中常用的一种模具,用于在金属板材上进行冲裁、压制、成形等工艺。
冲压模具的设计是冲压工艺的关键环节之一,合理的设计可以提高产品质量和生产效率。
以下是冲压模具设计的方法与步骤。
一、冲压模具设计方法1.分析产品要求:首先需要仔细分析产品要求,了解产品的形状、尺寸、材质等要求,以及要求的生产效率和成本等因素。
2.选择合适的材料:根据产品的要求选择合适的模具材料,常用的材料有合金工具钢、合金冷作工具钢等。
3.制定冲压工艺:根据产品要求,制定冲压工艺,包括冲剪顺序、成形方式、冲压力、冲头形状等因素。
4.设计模具结构:根据产品要求和冲压工艺,设计模具的结构,包括上模、下模、导向机构等部分。
5.进行模具布局:进行模具布局,合理安排模具零件的形状、位置和尺寸,以确保模具的强度和稳定性。
6.进行模具零件设计:根据模具布局,设计模具的零件,包括冲头、导柱、导套、导向板等部分。
7.进行模具装配:根据模具设计,进行模具的装配,确保各个零件之间的配合和精度。
8.进行模具调试:进行模具调试,调整模具的尺寸和位置,确保模具在冲压过程中的稳定性和精度。
9.进行模具试产:进行模具试产,对模具进行试模和试产,检验产品的质量和模具的性能。
10.进行模具改进:根据试产结果,对模具进行改进和优化,提高模具的性能和生产效率。
二、冲压模具设计步骤1.初步设计:根据产品要求,进行初步的模具设计,包括模具结构和布局。
2.详细设计:对初步设计的模具进行详细设计,包括各个零件的形状、尺寸和材料等。
3.模具制造:根据详细设计,进行模具的制造,包括加工模具零部件和进行模具装配。
4.模具调试:对制造完成的模具进行调试,调整模具的尺寸和位置,确保模具的性能和精度。
5.模具试产:进行模具的试模和试产,检验产品的质量和冲压工艺的可行性。
6.模具改进:根据试产结果,对模具进行改进和优化,提高模具的性能和生产效率。
7.模具验收:对改进后的模具进行验收,确保模具达到产品要求和生产效果。
冲压模具设计

冲压模具设计一、冲压模具设计的步骤1.确定需求:首先要明确冲压件的形状、尺寸和质量要求,以及加工工艺的要求,包括材料选材、工艺流程等。
2.分析冲压过程:了解冲压过程中的受力情况,确定冲压件的受力情况,考虑冲压件的结构和形状。
分析完成后,可以确定模具的结构和工作原理。
3.制定设计方案:设计方案是根据需求和分析决策,形成的模具设计的主要思路,包括模具的结构形式、材料选材、零件加工工艺等。
4.细化设计:在设计方案的基础上,进一步细化设计,包括每个零件的尺寸、形状和工艺要求,确保每个零件都符合设计要求。
5.制作样品:制作模具样品,进行试验和调试,验证设计方案的可行性,确定调整和改进方案。
6.定稿设计:根据试验结果,对设计方案进行调整和优化,形成最终的设计方案。
二、冲压模具设计的关键要点1.良好的受力结构:冲压模具在工作过程中要经受巨大的冲击力和挤压力,因此必须具备良好的受力结构,包括合理的分布受力、合理的受力传递和合理的受力集中。
2.优秀的耐磨材料:冲压模具的工作环境往往十分恶劣,耐磨材料可以大大延长模具的使用寿命,提高生产效率。
3.精密的加工工艺:冲压模具的加工精度直接影响到冲压件的质量,因此必须采用精密的加工工艺,确保模具的精密度和可靠性。
4.优化的结构设计:冲压模具的结构设计要尽可能简单,降低成本,提高生产效率。
同时也要考虑模具的易维护性,方便维修和更换零件。
5.可靠的试验与调试:为了保证冲压模具的质量和可靠性,必须进行全面的试验和调试,包括模具的运行测试、冲压件的检测评价等。
三、结语冲压模具设计是一个复杂而细致的工程,需要综合运用材料学、结构设计、机械加工、模具试验等多方面的知识。
只有具备扎实的理论基础和丰富的实践经验,才能设计出高质量的冲压模具。
希望以上内容对冲压模具设计有所帮助,能够指导相关行业的人士更好地进行冲压模具设计工作。
冲压模具设计是一个复杂的过程,需要设计人员深入且全面地了解冲压工艺、材料特性、机械结构、模具加工工艺等多方面知识,并且需要经验丰富的工程师进行设计。
《垫板冲压模具设计》word版

泸州职业技术学院机械电力工程系毕业设计报告题目:冲压模具设计学生姓名秦红梅所在系部机械电力工程系年级063模具3班专业模具设计与制造指导教师张化锦老师成绩2008 年 11 月 28 日教研室(或答辩小组)及教学系意见目录第一章概论 (5)1.1模具工业的发展与现状 (5)1.1.1模具工业发展状况 (5)1.1.2模具工业未来前景 (5)1.2 CAD在模具设计中的应用 (6)1.3 Pro/e在模具设计中的应用 (7)第二章工艺分析与模具结构形式设计 (7)2.1 工艺分析 (7)2.1.1冲裁件的形状与尺寸要求 (7)2.2 制定工艺方案 (8)2.2.1零件工艺要求 (8)2.2.2工序顺序的编排与工序组合 (8)第三章工艺计算 (9)3.1 毛坯展开计算 (9)3.2 排样优化设计 (10)3.2.1搭边 (10)3.2.2 排样方案设计 (10)3.2.3 排样方案比较 (11)3.2.4 排样方案选择 (12)3.3 冲压力的计算 (12)3.3.1冲裁力的计算 (12)3.3.2退料力、顶出力的计算 (12)3.3.3降低冲裁力的方法 (13)3.4计算压力中心 (13)第四章冲压设备选择 (15)4.1典型冲压设备概述(曲柄压力机) (15)4.2冲压设备选择原则 (15)4.2.1冲压设备类型的选择 (15)4.2.2冲压设备规格的确定件 (15)4.3选择冲压设备 (15)第五章模具结构设计 (17)5.1 模具总体结构设计 (17)5.1.1方案分析 (17)5.2模具闭合高度分析 (17)5.2.1闭合高度概述 (17)5.2.2估算模具闭合高度 (17)第六章模具主要零部件设计 (18)6.1 凸、凹模设计 (18)6.1.1计算冲裁间隙 (18)6.1.2凸、凹模刃口尺寸计算 (18)6.1.3凸模结构设计 (19)6.1.4凹模结构设计 (20)6.2 卸料装置设计 (21)6.3 弹性元件的选择 (22)6.3.1 橡胶的选择原则 (22)6.3.2 卸料装置橡胶的选择 (22)6.4螺钉和销钉的选择 (23)6.4.1 螺钉的选择 (23)6.4.1 销钉的选择 (23)6.5定位方式设计 (23)6.6导向零件选择 (24)6.6.1 分析 (24)6.6.2 导柱、导套选择 (24)6.7支撑零件选择(上、下模座) (24)6.7.1上、下模座选择原则 (24)6.7.2上、下模座的选择 (25)6.8模架的选择 (25)第七章模具总图绘制 (25)7.1绘制二维工程图 (25)7.2 三维建模 (26)第八章模具主要零部件制造工艺的编制 (27)8.1上模板 (27)8.2下模板 (27)8.3凸模 (27)8.4凹模 (28)8.5退料板 (29)8.6导柱 (29)8.7导套 (30)第九章总结 (30)结束语 (31)致谢 (32)参考文献 (33)第一章概论1.1模具工业的发展与现状1.1.1模具工业发展状况据有关方面预测,模具市场的总体趋热是平稳向上的,在未来的模具市场中,冲压模具的发展速度将高于其它模具,在模具行业中的比例将逐步提高。
械毕业设计(论文)-支板的冲压模具设计(全套图纸)

1 绪论目前,我国冲压技术与工业发达国家相比还相当的落后,主要原因是我国在冲压基础理论及成形工艺、模具标准化、模具设计、模具制造工艺及设备等方面与工业发达的国家尚有相当大的差距,导致我国模具在寿命、效率、加工精度、生产周期等方面与工业发达国家的模具相比差距相当大。
1.1 国内模具的现状和发展趋势1.1.1 国内模具的现状我国模具近年来发展很快,据不完全统计,2003年我国模具生产厂点约有2万多家,从业人员约50多万人,2004年模具行业的发展保持良好势头,模具企业总体上订单充足,任务饱满,2004年模具产值530亿元。
进口模具18.13亿美元,出口模具 4.91亿美元,分别比2003年增长18%、32.4%和45.9%。
进出口之比2004年为 3.69:1,进出口相抵后的进净口达13.2亿美元,为净进口量较大的国家。
全套图纸,加153893706在2万多家生产厂点中,有一半以上是自产自用的。
在模具企业中,产值过亿元的模具企业只有20多家,中型企业几十家,其余都是小型企业。
近年来,模具行业结构调整和体制改革步伐加快,主要表现为:大型、精密、复杂、长寿命中高档模具及模具标准件发展速度快于一般模具产品;专业模具厂数量增加,能力提高较快;"三资"及私营企业发展迅速;国企股份制改造步伐加快等。
虽然说我国模具业发展迅速,但远远不能适应国民经济发展的需要。
我国尚存在以下几方面的不足:第一,体制不顺,基础薄弱。
“三资”企业虽然已经对中国模具工业的发展起了积极的推动作用,私营企业近年来发展较快,国企改革也在进行之中,但总体来看,体制和机制尚不适应市场经济,再加上国内模具工业基础薄弱,因此,行业发展还不尽如人意,特别是总体水平和高新技术方面。
第二,开发能力较差,经济效益欠佳.我国模具企业技术人员比例低,水平较低,且不重视产品开发,在市场中经常处于被动地位。
我国每个模具职工平均年创造产值约合1万美元,国外模具工业发达国家大多是15~20万美元,有的高达25~30万美元,与之相对的是我国相当一部分模具企业还沿用过去作坊式管理,真正实现现代化企业管理的企业较少。
冲压模具的设计与制造分析

冲压模具的设计与制造分析冲压模具是用于金属冲压加工中的一种工艺设备,主要用于将金属板材通过冲压工艺加工成所需的形状和尺寸。
冲压模具的设计与制造分析是为了确保冲压过程的稳定性和产品质量的一项重要工作。
下面将对冲压模具的设计与制造分析进行详细介绍。
冲压模具的设计首先需要根据产品的尺寸和形状要求确定模具的结构形式,常见的有单工位模具、多工位模具和进模式模具等。
然后需要进行模具的布局设计和模具零件的选择。
模具的布局设计包括冲床的选择、上模槽和下模槽的位置安排、导向装置的设计等。
模具零件的选择包括上模、下模、模板、导向柱等零件的选择和设计。
冲压模具的制造分析主要包括模具材料的选择、模具结构强度分析和模具加工工艺的确定。
模具材料的选择需要考虑模具耐磨性、抗拉强度和导热性等因素,一般常用的模具材料有合金工具钢、硬质合金和工程塑料等。
模具结构强度分析是为了保证模具在冲压过程中不发生变形或损坏,需要进行有限元分析或计算强度校核。
模具加工工艺的确定需要根据模具结构和形状复杂程度进行加工工艺的选择,包括粗加工、热处理、精加工和装配等工艺。
冲压模具的设计与制造分析中还需要考虑模具的寿命和维修问题。
模具的寿命是指模具可以保持稳定工作状态的时间,直接影响到模具的经济效益。
模具维修是指在模具使用过程中出现的损坏或故障需要进行修复和维护,以延长模具的使用寿命和保证产品质量。
在设计和制造冲压模具时需要考虑模具的易维修性,合理布置模具的加工余量和保护装置,以便于模具的维修和保养。
冲压模具的设计与制造分析是一项复杂而重要的工作,需要综合考虑多个因素,包括模具的结构形式、材料选择、强度分析、加工工艺、寿命和维修等问题。
只有在设计和制造过程中充分考虑这些因素,才能保证模具的稳定性和产品质量。
八字摆杆式双推板二次推出机构设计【毕业作品】

任务书设计题目:八字摆杆式双推板二次推出机构设计1.设计的主要任务及目标了解常用机械加工设备结构及应用能够综合运用所学专业知识设计机械产品及其零部件能够独立熟练地检索各方面文献资料2.设计的基本要求和内容按照学院有关要求完成毕业设计内容绘制产品图一张设计并绘制模具结构原理总图设计八字摆杆式双推板二次推出机构的非标零件图对该机构进行动画仿真演示3.主要参考文献[1] 章飞等编.型腔模具设计与制造[M].北京:化学工业出版社,2004[2] 郭铁良编.模具制造工艺学(第二版)[M].北京:高等教育出版社,2009[3] 李凯岭编.现代注塑模具设计制造技术[M].北京:清华大学出版社,2011[4] 邹继强编.塑料制品及其成型模具模具设计[M].北京:清华大学出版社,2005 4.进度安排八字摆杆式双推板二次推出机构设计摘要:八字摆杆式双推板二次推出机构是双推板二次推出机构的一种,双推板二次推出机构在模具中设置有两组推板,它们分别带动一组推出零件实现塑件二次脱模的推出动作。
在八字摆杆式双推板二次推出机构设计中,设计的机构由成型零件、支承固定零件、导向零件、抽芯零件、推出零件等部分组成。
其中推出机构中有推杆、推板以及其他组成。
八字摆杆式双推板二次推出机构的特点是利用八字杆的形状特点,在推出国程中起到加速作用,作用于第二次推出。
关键词:注塑模,推出机构,八字摆杆,双推板,二次推出Character pendulum rod double push plate secondary launchmechanism designAbstract:Character pendulum rod double push plate secondary institutions launched a dual launch a push plate secondary institutions, dual push plate release mechanism is disposed in the second mold has two sets of push plates, they are driven to achieve a set of plastic parts introduced the introduction of the second stripping action. In character pendulum rod double push plate secondary launch mechanism design, the design of the molded body parts, bearing fixed parts, guiding parts, core pulling parts, the introduction of parts and other components. Which institutions have launched putt, push plates, and other components. Character pendulum rod features double push plate secondary institutions launch rod shape is characterized by the use of character, played the role in accelerating the process launched in the country, acting on the second launch.Keywords: injection mold, introduction agencies, horoscopes lever, dual push plate, the second launch目录1.前言 (1)1.1.塑料注塑成型概述 (1)1.2.模具推出机构基本概述 (2)1.3.主要研究设计内容 (2)2.塑料产品 (3)2.1.塑料产品的形状和大小尺寸 (3)2.2.塑料产品的材料选择 (3)2.3.塑料产品的精度以及公差 (4)3.成型零件设计 (5)3.1.成型零件的工作尺寸计算 (5)3.1.1.凹模的径向尺寸 (5)3.1.2.型芯的径向尺寸 (6)3.1.3.中心距尺寸 (6)3.2.型腔的壁厚计算 (6)3.3.分型面的设计 (8)3.4.排气槽的设计 (9)4.推出机构设计 (10)4.1.脱模力的计算 (10)4.2.八字摆杆式双推板二次推出机构 (10)4.2.1.推件板推出机构 (10)4.2.2.二次推出机构 (11)4.2.3.八字摆杆式双推板二次推出机构原理 (11)4.3.推出机构的零部件设计 (12)4.3.1.推杆 (12)4.3.2.推板 (14)4.3.3.固定板 (15)4.3.4.八字摆杆 (17)4.3.5.垫块 (18)5.推出机构零件的加工工艺 (19)5.1.推杆的加工工艺 (19)5.2.推板以及固定板的加工工艺 (19)5.3.八字摆杆的加工工艺 (19)6.其他零部件设计 (21)6.1.定位圈 (21)6.2.浇口套 (21)6.3.导向部分 (21)6.4.标准模架 (22)6.5.注塑模具结构与注塑机的选择 (23)6.5.1注塑模具的基本结构 (23)6.5.2注塑机的选择 (24)6.6.浇注系统设计 (26)6.6.1.普通浇注系统 (26)6.6.2浇注系统的组成与尺寸 (26)6.6.3.常用浇口形式和尺寸 (27)6.6.4.型腔数目的确定 (29)结论 (30)参考文献: (31)致谢 (32)1 前言1.1 塑料注塑成型概述塑料加工成型是将原材料经过加工成为塑料制品的过程。
冲压模具设计方案

冲压模具设计方案引言冲压模具是用于冲压加工的工具,它可以将金属板料按照预定的形状和尺寸进行加工,广泛应用于汽车、电子、家电等制造业。
本文将针对冲压模具设计方案进行详细介绍。
模具设计的基本原则1. 性能要求冲压模具设计时需要根据具体的加工对象和产品性能要求来确定模具的材质、硬度和耐磨性等。
2. 结构合理冲压模具的结构应设计合理,易于加工和调试,并且具备足够的刚性和稳定性,以确保加工精度和生产效率。
3. 操作简便冲压模具的调试和维护应简单方便,能够降低操作者的劳动强度,提高生产效率。
4. 耐久性冲压模具在长时间运行中需要经受各种各样的载荷和冲击,因此需要具备良好的耐久性和可靠性。
5. 经济性冲压模具的设计应尽量减少材料的浪费,并且考虑到模具的制造成本和使用寿命,以维持良好的经济效益。
冲压模具设计的步骤1. 确定加工对象首先需要明确所要加工的产品的形状和尺寸要求,以及所需加工的材料种类和厚度等。
2. 制定设计方案根据加工对象的要求,进行模具结构的设计,包括上模、下模、引导柱、导向装置、顶针等的位置和尺寸等。
3. 进行模具设计计算根据设计方案,进行力学分析,计算各个部件所需的尺寸、材质、硬度等。
同时还需要进行模具在工作中可能遇到的载荷和应力的计算。
4. 绘制图纸根据计算结果,绘制出冲压模具的详细图纸,并标注相应的尺寸、公差和加工要求等。
5. 制造和组装模具根据图纸的要求,制造和组装模具,包括加工模具零部件、组装模具、进行调试和试验等。
6. 进行模具调试完成模具的制造和组装后,需要进行调试和试验,以确保模具的正常运行和加工的质量。
7. 模具维护与维修冲压模具在使用过程中需要进行定期的维护和维修,包括清洁、润滑、更换磨损部件等。
结论冲压模具设计是一个复杂而关键的工作,它直接关系到产品质量和生产效率。
在设计过程中,需要考虑性能要求、结构合理、操作简便、耐久性和经济性等方面的因素。
通过遵循设计步骤,合理制定方案,绘制详细图纸,并进行模具调试和维护,可以设计出高质量的冲压模具,提高生产效率,降低生产成本。
冲压模具设计装配图.
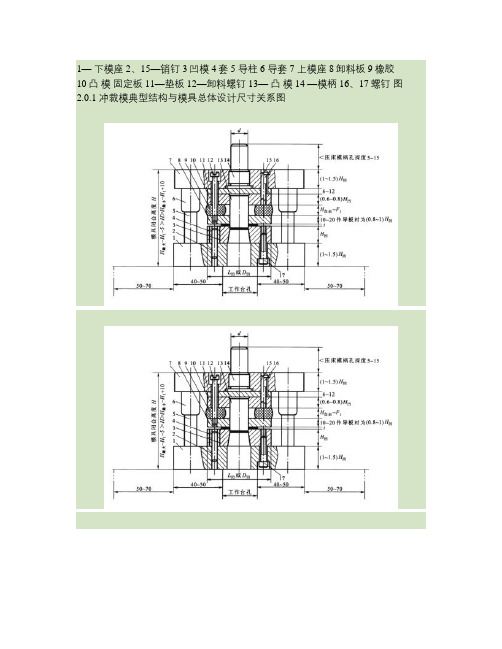
1—下模座2、15—销钉3凹模4套5 导柱 6 导套 7 上模座 8卸料板9橡胶10凸模固定板 11—垫板12—卸料螺钉13—凸模14 —模柄 16、17螺钉图2.0.1 冲裁模典型结构与模具总体设计尺寸关系图复合模的基本结构1—凸模;2—凹模;3—上模固定板;4、16—垫板;5—上模座;6—模柄;7—推杆; 8—推块; 9—推销;10—推件块;11、18—活动档料销;12—固定挡料销;13—卸料板14—凸凹模;15—下模固定板;17—下模座;19—弹簧1-下模座;2、5-销钉;3-凹模;4-凸模 1-凹模;2-凸模;3-定位钉;4-压料板;5-靠板 6-上模座;7-顶杆;8-弹簧;图3.4.2 L形件弯曲模 9、11-螺钉;10-可调定位板1.冲裁间隙过大时,断面将出现二次光亮带。
( ×)2.冲裁件的塑性差,则断面上毛面和塌角的比例大。
( ×)3.形状复杂的冲裁件,适于用凸、凹模分开加工。
( ×)4.对配作加工的凸、凹模,其零件图无需标注尺寸和公差,只说明配作间隙值。
( ×)5.整修时材料的变形过程与冲裁完全相同。
( ×)6.利用结构废料冲制冲件,也是合理排样的一种方法。
(∨)7.采用斜刃冲裁或阶梯冲裁,不仅可以降低冲裁力,而且也能减少冲裁功。
( ×)8.冲裁厚板或表面质量及精度要求不高的零件时,为了降低冲裁力,一般采用加热冲裁的方法进行。
(∨)9.冲裁力是由冲压力、卸料力、推料力及顶料力四部分组成。
( ×)10.模具的压力中心就是冲压件的重心。
( ×)11.冲裁规则形状的冲件时,模具的压力中心就是冲裁件的几何中心。
( ×)12.在压力机的一次行程中完成两道或两道以上冲孔(或落料)的冲模称为复合模。
×13.凡是有凸凹模的模具就是复合模。
( ×)14.在冲模中,直接对毛坯和板料进行冲压加工的零件称为工作零件。
冲压模具设计

冲压模具设计1. 简介冲压模具是冲压工艺中的重要工具,用于将金属板材通过冲击和压力形成所需形状的工件。
冲压模具的设计和制造直接影响着冲压工艺的质量、效率和成本。
本文将介绍冲压模具设计的基本原理和步骤,帮助读者了解冲压模具设计的要点。
2. 冲压模具设计的基本原理冲压模具设计的基本原理是根据产品的形状和尺寸要求,确定合理的冲压工艺,并设计出相应的模具结构。
冲压模具包括上模和下模,上模安装在冲床上方,下模则安装在冲床的工作台上。
冲压过程中,上模通过冲击和压力作用于工件,使得工件在下模的引导下形成所需形状。
3. 冲压模具设计的步骤3.1 确定产品要求冲压模具设计的第一步是确定产品的形状和尺寸要求。
根据产品的技术要求和设计图纸,确定产品的尺寸、公差和表面质量等指标。
3.2 确定冲压工艺冲压工艺的确定包括冲床的选择、冲孔顺序、冲头的选择等。
根据产品的形状和材料的特性,选择合适的冲压工艺,确保冲压过程中能够达到理想的成形效果。
3.3 设计模具结构根据产品的形状和冲压工艺,设计模具的结构。
模具结构主要包括上模、下模和导向装置等。
上模和下模的形状和尺寸应根据产品的形状和尺寸要求确定,确保能够正确引导工件形成所需形状。
3.4 设计冲头和冲具根据冲压工艺的要求,设计冲头和冲具。
冲头的形状和尺寸应根据冲床的要求和产品的形状确定,确保能够正确施加冲击和压力作用于工件。
冲头的材料应选择具有耐磨性和强度的材料,以确保其使用寿命满足要求。
3.5 完成模具设计根据以上步骤完成模具的设计,包括模具结构和冲头、冲具的设计图纸。
设计图纸应包含模具的三维模型、尺寸要求和加工工艺等信息,以便于制造和检验。
4. 冲压模具设计的要点•合理选择冲压工艺,确保冲压过程能够满足产品的成形要求。
•设计稳定、刚性良好的模具结构,以确保冲压过程中模具的稳定性和使用寿命。
•选择耐磨性和强度好的材料制造冲头和冲具,以确保其使用寿命满足要求。
•设计合理的导向装置,确保工件能够正确引导并形成所需形状。
冲压模具设计教程

冲压模具设计教程冲压模具设计是一门复杂而重要的工程技术,它在工业生产中起到了至关重要的作用。
下面将简要介绍冲压模具设计的基本步骤和注意事项。
冲压模具设计的基本步骤如下:1.需求分析:明确产品的需求和性能要求,理解产品在生产中的使用环境和工艺流程,确定冲压件的材料、厚度和尺寸等参数。
2.零件设计:根据产品的形状和功能要求,绘制三维模型,并进行必要的结构优化,保证冲压件的质量和精度。
3.模具设计:根据冲压件的形状和尺寸,设计上、下模和剪切模等关键部位,确定合理的模具结构和工作原理。
4.模具部件设计:设计模具的导向、定位和顶针等零部件,保证模具在工作过程中的稳定性和可靠性。
5.模具加工工艺设计:确定模具的加工工艺和工艺路线,包括材料选择、工艺参数和加工设备等方面的考虑。
6.模具装配调试:将各部件进行组装和调试,测试模具的性能和工作状态,进行必要的调整和改进。
7.模具试产:进行模具试产和小批量生产,检验冲压件的质量和工艺性能,进行必要的调整和改进。
8.模具维护:对模具进行日常的维护保养,及时更换磨损部件,延长模具的使用寿命。
冲压模具设计需要考虑的一些关键技术和注意事项包括:1.材料选择:根据冲压件的要求选择适当的模具材料,保证其耐磨性、硬度和刚性等性能。
2.模具结构:根据冲压工艺和产品需求,设计合理的模具结构,保证冲压件的尺寸精度和外观质量。
3.模具加工精度:在模具加工过程中,要注意加工精度的控制,以保证模具的匹配精度和工作稳定性。
4.冲压工艺参数:根据冲压件的形状、尺寸和材料,合理确定冲床的压力、速度和行程等工艺参数,以避免模具和冲床的损坏。
5.模具寿命:在模具设计过程中,要考虑各部件的使用寿命,合理选择材料和热处理工艺,延长模具的使用寿命。
以上是关于冲压模具设计的基本步骤和注意事项的简要介绍。
冲压模具设计是一项需要综合考虑多个因素的复杂工程,只有不断积累经验和不断改进设计方法,才能设计出高质量、高效率的冲压模具,为工业生产提供可靠的保障。
冲压模具结构设计及实例

冲压模具结构设计及实例冲压模具是指用于冲压工艺的模具,它是冲压工艺中的重要组成部分。
冲压模具的结构设计对于冲压工艺的质量和效率具有重要影响。
本文将从冲压模具的结构设计和实例两个方面进行探讨。
一、冲压模具的结构设计冲压模具的结构设计是冲压工艺的关键环节之一。
一个优秀的冲压模具需要具备以下几个方面的设计要素:1. 合理的结构布局:冲压模具的结构布局应该合理,能够满足冲压工艺的要求,并且方便操作和维护。
通常包括上下模座、导向装置、冲头、顶出装置等部分。
2. 合适的材料选择:冲压模具需要承受较大的冲击和摩擦力,因此材料的选择非常重要。
常用的材料有优质合金钢、工具钢等,具有较高的硬度和耐磨性。
3. 合理的导向装置:导向装置能够确保上下模具的准确对位,以保证冲压工艺的精度。
常见的导向装置有滑块导向、销针导向等。
4. 适当的顶出装置:顶出装置能够将冲制件从模具中顶出,以便进行下一步的操作。
顶出装置的设计需要考虑冲制件的形状和尺寸等因素。
5. 合理的冲头设计:冲头是冲压模具的重要组成部分,其设计需要考虑冲制件的形状和尺寸等因素。
同时,冲头的材料选择和热处理也非常重要。
二、冲压模具结构设计实例以下是一个钣金冲压模具的结构设计实例:该冲压模具用于加工一种带有凹槽的钣金零件。
该零件的厚度为2mm,材料为优质冷轧板。
根据对该零件的要求,设计出了以下的冲压模具结构:1. 上模座:采用整体式上模座,材料为优质合金钢。
上模座上设置有导向装置,确保上下模具的准确对位。
2. 下模座:采用整体式下模座,材料为优质合金钢。
下模座上设置有顶出装置,以便将冲制件顶出。
3. 冲头:冲头采用硬质合金材料制造,并经过热处理,以提高其硬度和耐磨性。
冲头的形状和尺寸与钣金零件的凹槽相匹配。
4. 引导装置:在上模座和下模座上设置有引导装置,确保上下模具的准确对位,以保证冲制件的精度。
通过以上的结构设计,该冲压模具能够满足钣金零件的冲压工艺要求。
冲制过程中,上下模具准确对位,冲头能够将钣金材料冲剪成带有凹槽的零件,并通过顶出装置将零件顶出,以便进行下一步的操作。
冲压模具的设计与制造分析
冲压模具的设计与制造分析冲压模具是一种制造工具,用于将金属板材或其他材料进行压制或冲剪成特定形状的零件。
冲压模具广泛应用于汽车制造、家电制造、航空航天等领域,是制造工业中不可或缺的重要工具。
冲压模具的设计与制造是一个复杂而严谨的过程,需要考虑到材料的选择、结构的设计、工艺的优化等多个方面。
本文将从冲压模具的设计要素、制造工艺和制造技术等方面进行分析,以便更好地了解冲压模具的设计与制造过程。
一、冲压模具的设计要素1.产品设计要素冲压模具的设计要素首先要考虑的是所要生产的产品的设计要求,根据产品的设计要求来确定模具的结构和工艺。
产品的尺寸、形状、材料和精度要求都是冲压模具设计的重要参考。
2.模具结构设计冲压模具的工艺设计要素包括冲头的设计、模具的开合机构设计、模具的定位和夹紧机构设计等。
工艺设计要素直接影响到模具的生产效率、稳定性和成品质量。
二、冲压模具的制造工艺1.模具材料的选择冲压模具制造的首要问题是选择合适的模具材料。
模具材料要求具有足够的硬度、强度和耐磨性,以满足模具的长期使用要求。
常用的模具材料有工具钢、合金钢和硬质合金等。
C加工冲压模具的制造通常采用数控机床进行加工。
数控加工可以有效地提高模具的加工精度和效率,保证模具的质量和稳定性。
数控加工包括铣削、车削、抛光等工艺。
3.热处理热处理是模具制造中的重要工艺环节之一。
通过热处理可以改善模具的硬度、强度和耐磨性,提高模具的使用寿命和稳定性。
常用的热处理工艺包括淬火、渗碳、氮化等。
4.装配与调试冲压模具的装配与调试是模具制造的最后阶段。
在装配与调试过程中,需要对模具的各个零部件进行组装与调整,以保证模具的精度、稳定性和可靠性。
1.模具CAD/CAM技术模具CAD/CAM技术是现代模具制造的重要技术手段。
通过CAD/CAM技术可以实现模具的设计、工艺规划、数控加工程序生成等全过程数字化,提高设计效率和生产精度。
2.先进制造技术冲压模具的制造技术在不断发展与进步,涌现了许多新的制造技术。
冲压模具设计步骤

冲压模具设计步骤第一步呢,得先把产品的要求搞清楚。
就像你要给一个人做衣服,得知道人家想要啥样的衣服风格、尺寸啥的。
对于冲压模具,你得知道要冲压出来的零件长啥样,尺寸精度要求多高,是啥材质的,这些信息就像设计的指南针 。
第二步,开始构思模具的大概结构啦。
这就好比搭积木,你得想好用哪些“积木块”,也就是模具的各个部件。
是用单工序模呢,还是复合模或者级进模。
这得根据产品的形状、产量这些因素来决定哦。
要是产品形状简单,产量又不大,单工序模可能就够啦;要是产量大,形状复杂,复合模或者级进模可能更合适呢。
第三步,计算各种参数。
这可不能马虎呀,就像厨师做菜得掌握好调料的量一样。
像冲压力得算准咯,这关系到模具的强度能不能承受。
还有模具的闭合高度,也得精心计算,不然和冲压设备不匹配可就麻烦啦。
第四步,画草图。
这就像是给模具画个简单的画像,把各个部件的位置关系大概表示出来。
草图不用画得特别精美,但得能让人看明白各个部分是咋回事。
第五步,详细设计。
这时候就像给画像上颜色、加细节啦。
把每个部件的尺寸、形状都精确地确定下来,还要考虑到加工工艺性哦。
比如说,有些形状在理论上可以设计出来,但是加工起来特别困难,那可不行,得调整设计,让它既满足功能要求,又好加工。
第六步,选择合适的模具材料。
这就像给战士选武器一样重要。
不同的冲压工艺、不同的产品要求,得选不同的材料。
要是冲压硬的材料,那模具材料就得更耐磨、更抗压才行呢。
最后呀,就是审核校对啦。
自己检查完了,最好再找个有经验的人帮忙看看,就像考试做完题要检查一样。
看看有没有啥不合理的地方,有没有计算错误啥的。
冲压模具结构设计及实例

冲压模具结构设计及实例冲压模具是现代工业中常用的一种模具,广泛应用于汽车、家电、电子、航空航天等行业。
冲压模具的结构设计对于产品的质量和生产效率起着至关重要的作用。
本文将以冲压模具结构设计及实例为主题,详细介绍冲压模具的结构设计原则和实例。
一、冲压模具结构设计原则1. 合理的结构设计:冲压模具的结构设计应该考虑到产品的形状和尺寸要求,合理安排模具的各个零部件,并确保结构的稳定性和刚度。
2. 材料的选择:冲压模具的零部件应选用高强度、耐磨损的材料,以提高模具的使用寿命和抗疲劳性能。
3. 零部件的加工精度:冲压模具的零部件加工精度要求较高,特别是模具的工作表面,应具备高度的平整度和光洁度,以确保产品的质量。
4. 模具的便于维修:冲压模具在使用过程中会出现磨损和损坏的情况,因此模具的设计应考虑到维修方便性,以减少停机时间和成本。
二、冲压模具结构设计实例以汽车车门的冲压模具为例,介绍冲压模具的结构设计。
1. 上模:上模是冲压模具的主要构件,上模上安装有冲头和定位销。
冲头通过上模的动作,在下模上对工件进行冲压加工。
2. 下模:下模是冲压模具的另一个重要构件,下模上安装有模座和导柱。
模座用于支撑工件,在冲压过程中起到定位和支撑作用。
3. 前导柱和后导柱:前导柱和后导柱用于保持上模和下模的水平位置,以确保冲压过程中的精度和稳定性。
4. 导向套和导向销:导向套和导向销用于引导上模和下模的运动方向,避免模具在工作中出现偏差和误差。
5. 冲头和冲座:冲头和冲座是冲压模具的核心部分,冲头通过上模和冲座的动作,对工件进行冲压加工。
6. 顶出装置:顶出装置用于将冲压后的工件从模具中顶出,以便后续的加工和装配。
7. 模具底座:模具底座是冲压模具的支撑部分,用于固定模具和连接冲床。
以上是汽车车门的冲压模具结构设计的简要介绍,实际的冲压模具设计过程还需要考虑到更多细节和工艺要求。
总结:冲压模具的结构设计对于产品的质量和生产效率有着重要的影响。
Φ8压板模具设计

Φ8压板模具设计
一、设计背景
随着社会科技的不断发展,Φ8压板的使用范围越来越广泛,不仅广
泛应用于建筑和机械行业,而且在电气、汽车等领域也有重要的应用。
因此,为了满足市场需求,设计一款适用于Φ8压板的模具是非常必要的。
二、模具参数要求
根据客户需求和市场调查,设计的Φ8压板模具应满足以下要求:
1.材质选择:优质合金工具钢,具有高硬度、高耐磨性和高强度。
2.制造工艺:采用先进的数控加工工艺,确保模具精度和质量。
3.模具结构:有良好的刚性和稳定性,可以满足Φ8压板的需求。
4.承压能力:能够承受一定的压力,确保Φ8压板的成型效果。
5.使用寿命:具有较长的使用寿命,减少模具更换次数,提高生产效率。
三、模具设计方案
1.模具结构设计
2.模具材料选择
由于Φ8压板具有较高的硬度要求,模具材料应选择优质合金工具钢。
合金工具钢具有高硬度和高耐磨性,可以满足Φ8压板模具使用寿命的要求。
3.模具加工工艺
4.模具表面处理
5.模具使用和维护
为了延长Φ8压板模具的使用寿命,应注意以下事项:
-使用模具时,要避免过大的冲击力和震动,以免影响模具的精度和
寿命。
-每次使用后,应及时清洁模具,以防止积聚的杂质对模具表面造成
损害。
-模具使用过程中定期进行检查、维护和保养,确保各部件的正常工作。
四、结论
通过合理的Φ8压板模具设计,可以满足市场对Φ8压板的要求,提
高生产效率,减少成本开支。
在模具设计过程中,要注重模具材料的选择、加工工艺的优化以及模具的使用和维护等方面的考虑,确保模具的稳定性
和使用寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
八字板冲压模具设计摘要:模具是制造业的重要工艺基础,在我国模具制造属于专用设备制造业。
本设计是八字板冲孔、落料复合模设计,冲模的结构性能直接反映了冲压技术水平的高低。
选用材料时应考虑模具的工作特性,受力情况,冲压件材料性能,冲压件的精度,生产批量以及模具材料的加工工艺性能和工厂现有条件等因素。
冲床的选用主要是确定冲床的类型和吨位。
板料冷冲压加工是机械加工的一个重要组成部分。
它应用十分广泛。
但由于传统的加工存在着冲压工艺方案选择不合理、冲压间隙选择过大,压力机不相匹配等问题。
本文就以连接板冲孔、落料复合模设计主要介绍了冲压模具设计的全过程:1.经工艺分析工艺计算,间隙值的选择,确定了该设计工艺流程及冲模结构形式。
2.同时对所设计的模具分别进行了分析说明,3.对压力机做出了合理的选择,4.整个过程采用AutoCAD软件绘制模具的二维装配图和个别零件图。
关键字:冲压模;复合模;连接片;冲裁间隙;冲压工艺。
Abstract: Die processisthe importantbasis for the manufacturing sector, manufacturers inChina dieof special equipment manufacturing.This design isLianjieBanpunching, blanking compounddie design,diedirectlyreflect thestructure of thehigh andlow level ofstamping technology. Optional material should be considered the workofmold,the force,punc hingpiecesofmaterial, theaccuracy ofpress parts,moldsandpr oduction quantitiesofmaterials processing plant performance and existing conditions and otherfactors.Selection of Punch Punch is determined thetype and tonnage.Sheet metalstampingcold machiningprocessing is an important component. It is very broad application. However, due tothe traditional processing there is a stamping process options unreasonable, stamping gap choice istoo large,presses do not match, and so on. In this paper,to LianjieBanpunching, blanking themain compounddie designstamping die design on the wholeprocess: ﻫ1.Theprocess of analysis,the gap value of the options,determine thedesign process and die structure.2.At the sametime, themolds were designed byananalysisthat ﻫ3.T hepress has made a reasonable choice,4.AutoCAD software used throughouttheprocessofdrawing two-dimensional moldassembly drawingplans and individual parts.Keyword:stamping die;compound die;connection tablets; blanking gap; stamping process.1前言冷冲压技术从最初的作坊式生产到现在的专业化模具工业生产,从无到有发展迅速。
而我国模具工业在近20年来发展更是迅速,模具及模具加工设备市场需求潜力巨大,发展前景广阔。
随着工业的发展,工业产品的品种、数量越来越多,对产品质量和外观的要求,更是日趋精美、华丽。
所以改革开放20多年以来,我国已成为使用各类模具的大国,其中,汽车、摩托车与家电产品生产用的各类模具的年需求量已占全国模具总量的60%以上。
但是,我国模具生产能力和水平,与国外相比则差距颇大,造成20世纪90年代模具进口量占全国模具销售总额的1/3以上,达6亿~10亿美元。
改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
近年来,模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。
近年许多模具企业加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。
一些国内模具企业已普及了二维CAD,并陆续开始使用UG、Pro/Engineer、I-DEAS、Euclid-IS等国际通用软件。
导柱式冲裁模的导向比导板模的准确可靠,并能保证冲裁间隙的均匀,冲裁的工件精度较高、模具使用寿命长,而且在冲床上安装使用方便,因此导柱式冲裁模是应用最广泛的一种冲模,适合大批量生产。
尤其是在我国加入WTO之后,在全球化经济竞争的市场的环境下,为生产符合“交货期短”、“精度高”、“质量好”、“价格低”等要求服务的模具产品,研究、开发、改进模具生产设备与模具设计方式更具有深远的现实意义和紧迫性。
本设计说明书是根据《冷冲压工艺及模具设计》、《冷冲压模具设计指导》、《冲模设计手册》、《中国模具设计大典》编写的。
设计了一副简单的复合模,该工艺过程中利用了冲孔和落料等工艺方法。
由于缺乏经验、知识有限、时间仓促,该说明书中难免出现一些不足之处,请老师和同学们多多指教,谢谢大家的支持!本说明书由湖南生物机电职业技术学院模具设计与制作专业07级355班谢意伟主编,刘真挚、张军老师审核。
在编写的过程中得到了刘真挚、张军、张秀玲等老师指导和帮助,同时还得到了同学们的提示,特在此表示衷心的感谢!由于水平有限,缺点错误再所难免,欢迎大家指正!2设计任务书2.1设计题目零件名称:连接板生产批量:大批量材料及厚度:10,1mm零件图形:2.2设计要求1、绘制模具总装图,必须是0号图。
2、绘制全部自制零件的工程图3、编制典型零件的加工工艺规程4、编写设计说明书设计工作量应至少完成折合A0号图纸三张和一份10000字以上的设计计算说明书。
3 冲裁工艺分析冲裁件的工艺性是指从冲压工艺方面来衡量设计是否合理。
一般的讲,在满足工件使用要求的条件下,能以最简单最经济的方法将工件冲制出来,就说明该件的冲压工艺性好,否则,该件的工艺性就差。
当然工艺性的好坏是相对的,它直接受到工厂的冲压技术水平和设备条件等因素的影响。
以上要求是确定冲压件的结构,形状,尺寸等对冲裁件工艺的实应性的主要因素。
根据这一要求对该零件进行工艺分析。
3.1 几何形状该冲裁件外形简单,形状规则,且成几何中心对称。
3.2 最小孔距、孔边距经计算零件的孔边距为5.75mm大于最小孔边距1.5t=1.5x1=1.5mm、孔距为40mm明显足够,所以零件适合冲裁。
3.3 冲孔最小尺寸查表3-8(参考文献[1])冲孔最小尺寸为1.3t=1.3x1=1.3小于ф8.5,即得此孔能够冲出。
3.4 冲裁件的精度和断面粗糙度由于零件内外形尺寸均未注公差,属自由尺寸,可按IT14级确定工件尺寸公差,经查公差表得各尺寸公差分别为:零件外形尺寸:20052.0-14043.0-零件内形尺寸:8.536.0+3.5 材料10钢属于碳素钢,查附表1(参考文献[1])可知其屈强比较小,延伸率较高,具有良好的冲压性能。
结论:此零件适合冲裁4确定冲压工艺方案确定方案就是确定冲压件的工艺路线,主要包括冲压工序数,工序的组合和顺序等。
确定合理的冲裁工艺方案应在不同的工艺分析进行全面的分析与研究,比较其综合的经济技术效果,选择一个合理的冲压工艺方案。
4.1 方案种类该零件包括冲孔,落料两个基本工序,可以采用以下三种方案:(1)先落料再冲孔采用单工序模生产(2)落料—冲孔复合冲压采用复合模生产(3)冲孔—落料连续冲压采用级进模生产4.2 方案的比较与分析方案(1)模具结构简单,但需要两道工序,两套模具才能完成零件的加工,且生产效率较低,难以满足零件大批量生产的需求,且更重要的是在第一道工序完成后,进入第二道工序必然会增大误差,使工件精度、质量大打折扣,达不到所需的要求,难以满足生产需要。
故而不选此方案。
由于零件结构简单对称,为提高生产效率,主要可以应用以下两种方案即采用复合冲压或级进冲压,又由于级进冲压模具结构相对复合冲压模具结构较大,且较为复杂些,为了便于工艺加工及节省昂贵的模具材料,本模具采用复合冲裁方式进行生产,且结构紧凑,零件精度高。
4.3方案的确定由零件尺寸可知,查表3-28(参考文献[1])得最小壁厚δ为2.7﹤5.75mm即凸凹模壁厚大于允许的最小壁厚,所以为便于操作完全可以采用复合模结构。
复合模有两种结构形式,正装式复合模和倒装式复合模。
考虑到工件成形后,如何脱模方便。
正装式复合模成形后工件留在下模,需向上推出工件,取也不方便。
倒装式复合模成形后工件留在上模,只须在上模装一推出装置,借助模具的合复力就可以轻松的将工件给卸下来。
考虑到工件成形后,如何脱模方便,故采用倒装式复合模,因该制件较薄,为保证制件平整,采用弹压卸料装置。
它还可以对冲孔小凸模起导向作用和保护作用,和定位钉定位方式。
5 冲裁工艺计算5.1 排样及裁板方式确定在冲压生产中,节约金属和减少废料具有非常重要的意义,特别是在大批量生产中,较好地确定冲件尺寸和合理排样是降低成本的有效措施之一。
5.1.1 排样排样是指冲件在条料、带料或`板料上布置的方法。
冲件的合理布置(即材料的经济利用),与冲件的外形有很大关系。
根据不同几何形状的冲件,可得出与其相适应的排样类型,而根据排样的类型,又可分为少或无工艺余料的排样与有工艺余料的排样两种。
零件外形近似矩形,轮廓尺寸为60x20,根据工件的形状,确定采用无废料排样的方法是不可能做到;但能采用有废料和少废料的排样方法。
考虑到操作方便并为了保证零件精度,排样方式采用直排有废料排样。
排样时,冲件之间以及冲件与条料侧边之间留下的余料叫搭边。