北京精雕JDVT700
JDSoft SurfMill7.0五轴加工说明书
1.5 JDSoft SurfMill7.0 软件多轴联动加工策略
JDSoft SurfMill7.0 软件根据不同的加工需求和机床特点提供了以下 8 种多轴加工策略。 加工方法 图示 说明
五轴钻孔
用于曲面多轴钻孔加工
五轴曲线加工
适合用于加工曲面上的曲线、 图案和文 字,也能用于加工曲面上的凹槽、切边 等等
-5-
第一章 多轴加工概述
加工手段,计算速度快、路径质量高,同时支持多种刀具。 8、具有叶轮专业加工功能。 JDSoft SurfMill7.0 软件专门针对叶轮零件开发了一专业模块,用户只需进行简单的参数 设置即可生成高效、无碰撞和无过切的叶轮多轴加工路径。 9、专有的多轴曲面刻字功能 JDSoft SurfMill7.0 软件中的多轴区域加工功能让曲面上进行多轴刻字、花纹变的更加简 单,而且效果更佳。 10、完善的细节控制 支持边界线、参数范围、保护面等裁剪,加工区域控制十分灵活;开口路径支持圆弧进退 刀、直线延长等,提高了边界加工质量;支持开口线单向走刀,保证路径全部为顺铣加工。这些 细节控制使生成的多轴路径质量更高。
1.2 多轴数控加工基本概念
多轴数控加工是指在具有三根轴以上联动的机床上, 实现三根以上轴运动的一种加工方式, 这些轴可以是联动的,也可以是部分联动的。
1.2.1 数控机床运动轴配置及方向定义
根据 ISO 规定,数控机床采用右手直角笛卡尔坐标系,如图(1-4) ,基本坐标轴为 X、Y、Z 三根直线轴,对应每一根直线轴的旋转轴分别用 A、B、C 表示;其中平行于主轴的坐标轴定义为 Z 轴。
异,差异部分请阅读最新的“JDSoft SurfMill7.0 联机在线帮助” ,本书将不再进行单独的修正和说明。
-1-
JDPMS-G精雕设备操作作业指导书

文件名称:JDPMS-G精雕设备操作作业指导书版次:00文件编号:WI-00702-15 第 1 页共 1 页JDPMS-G精雕设备操作作业指导书1、JDPMS-G精雕设备开启程序1.1 开JDPMS-G精雕设备供电单相总开关1.2 开JDPMS-G精雕设备主开关1.3 开启JDPMS-G精雕设备控制电脑电源开关1.4 打开控制电脑桌面上En3d CNC精雕机控制软件。
2、CNC精雕机操作程序2.1进入En3d精雕加工控制软件2.2从“文件”菜单中选择“打开”,找到并打开所要加工的文件2.3选择“视图”,调整视图的范围,查看起刀点的位置。
2.4从“选取”菜单中选择“按刀具选择”,在弹出的对话框中选择刀具。
2.5从“加工”菜单中选择“刀具路径的光顺处理”。
在弹出的对话框中直接按确定。
2.6从“加工”菜单中选择“选择加工”,进入加工界面。
2.7上料:对于要张贴紧的工件,务必贴平、贴正、贴实,需用台钳夹住的工件,要夹紧,卡平。
2.8上刀:选择哪一把刀具制作的刀具路径,务必要用该刀具来加工。
2.9对XY的起刀点F9,且定义起刀点F9。
2.10定义主轴转速F1。
2.11对Z轴起刀点F8,且定义起刀点F8。
2.12调整进给速度F2。
2.13调整落刀速度F3。
2.14调整落刀延迟F6。
2.15调整Z轴行程F7。
2.16调整雕刻深度F10。
2.17开如加工(如需加工材料有粉状物的,开始加工前需开启吸尘器)或继续加工。
中途暂停按ESC键。
3、退出CNC精雕机程序3.1在完成加工后,点击“退出”按钮,再退出En3d软件。
3.2 关闭JDPMS-G精雕设备控制电脑3.3 关闭JDPMS-G精雕设备主开关3.4关闭设备供电单相总开关编制:审批:生效日期:。
北京精雕50系统测头使用讲解方案

附加: Ø 运行探测程序后,可能会出现因测量点与手动设置的原点偏差过大的 报警。 处理方法:将测量出来的#681(与手动设置原点X的偏差值)和#682 (与手动设置原点Y的偏差值)的值分别加到G54的X和Y中。
5.8点探测程序完成后,需添加写入“G100 P150 L21——结束更新测量 程序”
Z向探测宏程序 G65P9100 Z[-#34] F#1291 S#1292 E#1293 Z表示轴的运 动;-#34和#34表示轴的运动方向。
注意: 1)图中框选处,需根据探测方向进行修改;如Z[#34]、Z[-#34]、X[#34]、X[#34]、Y[#34]、Y#-34]; 2)Z表面探测完成后,需移动主轴,探测X/Y方向,此时程序中X/Y/Z不可同时移 动。
二、测量参数的修改
每个点测量的宏程序模板都很类似,所以需多少个Z(X/Y)测量点就复制多少遍 如图8(图10)的内容,复制完成后进行相应的修改,实例探测为16点(Z向8点, X/Y向8点),则将图8内容复制8次后进行参数修改,再将图10内容复制8次,再 修改参数。
●Z向8个测量点的修改 1.测量更新数据是从第101编号开始的,每保存一次数据,更新编号则会叠加1。
(D:\DXF\200X100XR10.DXF)我们需要在D盘里新建名称为DXF 的文件夹,把需加工文件以DXF格式文件放入D盘DXF文夹件中。 XY轮廓变形补偿+Z向轮廓变形补偿 1.测量点XY向开始变量号为171、XY向结束变量号为178,Z向开始 变量号为151、Z向结束变量号为158。 2.G100P152L11 S10 T20;轮廓变形补偿计算。 S表示加工路径;10为加工路径序号为O10; T表示轮廓补偿后的加工路径。20为子程序号O20; 注意:需先把加工程序添加到子程序中,并且命名为O10,探测完 成后,系统会自动将补偿后的加工路径刷新到O20的程序中,实际 加工中会调用O20补偿过的路径。
精雕软件操作方法
精雕软件操作方法
精雕软件操作方法可以根据具体的软件来确定,下面是一般精雕软件的常用操作方法:
1. 打开软件:双击软件图标或者通过开始菜单选择打开。
2. 导入模型:点击菜单栏的"导入"或者"打开"按钮,选择要导入的模型文件,然后点击"确定"。
3. 调整模型大小和位置:在软件中选择模型,通过平移、缩放和旋转工具来调整模型的大小和位置。
4. 添加纹理或材质:可以通过导入纹理图片或者选择软件提供的材质库来给模型添加纹理或材质。
5. 进行精细调整:可以使用分割线工具、镜像工具、修复工具等功能,对模型进行进一步的精细调整。
6. 添加光源:通过点击菜单栏的"灯光"按钮,可以添加光源来调整场景的光照效果。
7. 设置渲染参数:点击菜单栏的"渲染"或者"设置"按钮,可以调整渲染参数,如
渲染模式、输出分辨率、光影效果等。
8. 渲染场景:点击渲染按钮,软件将开始进行渲染,生成最终的图像或动画。
9. 保存文件:点击菜单栏的"保存"或者"导出"按钮,选择保存文件的格式和路径,然后点击"确定"。
以上是一般精雕软件的常用操作方法,具体操作步骤可能会有所不同,可以根据软件的使用手册或者在线教程进行详细的操作。
精雕升级说明
JDPaint V5.0 新增功能JDPaint V5.0软件是精雕科技有限公司最新开发的专业雕刻CAD/CAM 软件,它继承了精雕软件JDPaint4.0易学好用的特色,同时大范围的扩展了刀具路经、浮雕设计、曲面造型等方面的功能。
JDPaint V5.0升级历史:JDPaint V5.19升级说明JDPaint V5.18升级说明JDPaint V5.16升级说明JDPaint V5.14升级说明JDPaint V5.13升级说明JDPaint V5.10升级说明JDPaint 5.19 升级说明2005年3月1日发布JDPaint 5.19.0.1014 版本.和此前的JDPaint软件版本相比较, JDPaint 5.19在软件的稳定性和操作方便性做了较大改进, 尤其刀具路径计算有较大突破. 升级后的软件功能有以下三方面的增强与改进:刀具路径功能的增强与改进浮雕设计功能的增强与改进几何曲面造型的增强与改进JDPaint V5.0升级历史:JDPaint V5.18升级说明JDPaint V5.16升级说明JDPaint V5.14升级说明JDPaint V5.13升级说明JDPaint V5.10升级说明精雕5.20升级说明1JDPaint V5.19刀具路径升级说明一、刀具路径部分1、新增的路径功能1)1)曲面精加工增加“角度分区走刀方式”;角度分区功能的特点是:●●平行截线适合于平坦的曲面,等高外形适合于陡峭的曲面,当模型由平坦和陡峭两部分组成时,该功能可以根据曲面坡度区分平行截线和等高外形的加工区域,并生成相应的刀具路径,如图1所示;●●和手工定义加工范围相比,该功能的适应性更易用,结果更加准确;图1 角度分区路径2)2)增加“残料高度清根”加工方法;残料高度清根功能的特点是:●●只在上把刀具未加工到的尖角或者狭缝位置生成路径 ,加工效率比较高;●●该功能特别适合于浮雕曲面加工;精雕5.20升级说明1如图2a所示,使用直径为4的球头刀加工该曲面,窄缝加工不到位,使用直径为2的球头刀进行残料清根加工,就可以将窄缝加工到位,路径如图2b所示。
设计软件JDSoft SurfMill 7.0介绍
JDSoft SurfMill 7.0 软件介绍
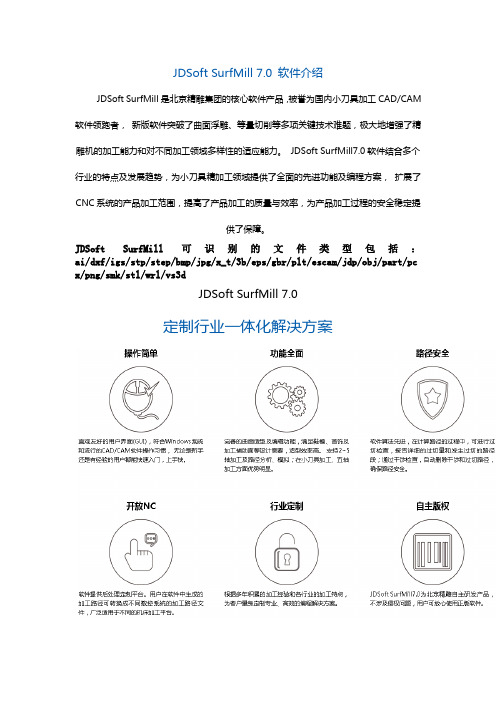
JDSoft SurfMill是北京精雕集团的核心软件产品,被誉为国内小刀具加工CAD/CAM软件领跑者,新版软件突破了曲面浮雕、等量切削等多项关键技术难题,极大地增强了精雕机的加工能力和对不同加工领域多样性的适应能力。
JDSoft SurfMill7.0软件结合多个行业的特点及发展趋势,为小刀具精加工领域提供了全面的先进功能及编程方案,扩展了CNC 系统的产品加工范围,提高了产品加工的质量与效率,为产品加工过程的安全稳定提供了保
障。
JDSoft SurfMill可识别的文件类型包括:ai/dxf/igs/stp/step/bmp/jpg/x_t/3b/eps/gbr/plt/escam/jdp/obj/part/pc x/png/smk/stl/wrl/vs3d
JDSoft SurfMill 7.0
定制行业一体化解决方案。
2024年精雕软件JDPaint的入门基本操作百科全说

用于显示和编辑图形的主要工作区域,支持缩放、平移和旋转等操作。
坐标系
JDPaint采用笛卡尔坐标系,原点位于绘图区域的左下角,X轴正向向右,Y轴正向向前(屏幕外),Z 轴正向向上。用户可以在绘图区域内任意位置创建图形元素,并通过坐标系确定其准确位置。
03
基本图形绘制与编辑
直线、圆弧绘制方法
修剪和延伸
修剪多余部分或延伸 图形至另一对象。
图层管理与属性设置
设置图层的可见性、颜色 、线型等属性。
创建新图层以组织不同类 型的图形元素。
图层管理
01
03 02
图层管理与属性设置
• 通过图层过滤器快速选择和编辑特定图层 上的对象。图层管理与属性设置Fra bibliotek属性设置
修改图形的颜色、线型、线宽等属性。
为图形添加文字注释或尺寸标注。 设置图形的填充样式和透明度等视觉效果 。
02
刀具参数设置
03
切削参数设置
根据刀具类型和雕刻需求,设置 刀具直径、刃长、刃角等参数, 确保刀具适用于雕刻任务。
设置切削深度、切削速度、进给 速度等参数,以优化雕刻效果和 效率。
生成雕刻路径策略分析
路径生成算法
了解不同路径生成算法的原理 和优缺点,如等距环切、螺旋 线填充、行切等,以便选择合
适的算法。
01
直线绘制
02
选择“直线”工具。
03
在绘图区域点击起点和终点,或输入坐标值来精确 绘制。
直线、圆弧绘制方法
圆弧绘制
选择“圆弧”工具。
确定圆弧的起点、终点和半径,或者通过 三点定位来绘制。 可调整圆弧的方向和半径大小。
多边形和曲线绘制技巧
多边形绘制 选择“多边形”工具。 输入多边形的边数。
恒远精雕机系统操作方法
恒远精雕机系统操作方法
以下是恒远精雕机的系统操作方法:
1. 打开电脑并连接精雕机。
将精雕机的USB线缆插入电脑的USB接口,确保连接牢固。
2. 打开恒远精雕机软件。
在电脑上找到并双击打开恒远精雕机软件程序。
3. 导入图像文件。
在软件界面上点击“文件”菜单,选择“导入”命令。
在弹出的对话框中选择你要导入的图像文件,然后点击“打开”。
4. 调整图像尺寸和位置。
在软件界面上使用“缩放”和“移动”工具来调整图像的尺寸和位置,以适应需要刻录的物体。
5. 设定刻录参数。
在软件界面上选择“图像参数”栏目,根据需要填写刻录物料的类型、刻录速度、功率等参数。
这些参数的选择取决于刻录物体的特性和刻录效果的要求。
6. 开始刻录。
点击软件界面上的“刻录”按钮,精雕机就会开始按照设定的参数进行刻录。
注意确保物体正确放置在精雕机的工作台上,以防止刻录错误或发生安全事故。
7. 及时监控刻录过程。
在刻录的过程中,注意观察刻录机的运行情况,以及刻录物体的刻录效果。
如果发现刻录有误或效果不理想,可以随时停止刻录并进行调整。
8. 完成刻录。
当刻录完成后,关闭软件界面并断开与精雕机的连接。
取出刻录物体,并进行如果需要的后续处理。
上述是恒远精雕机的系统操作方法的基本步骤,具体的操作流程可能因机型和软件版本略有差异,请根据实际情况操作。
另外,在操作之前请务必先阅读恒远精雕机的用户手册,并遵循相关的安全操作规范。
精雕-CNC操作指导书

精雕-CNC操作指导书操作指导书:精雕-CNC1. 准备工作a. 检查CNC机器状态:确认机器通电,无异常提示b. 检查刀具:确保刀具安装正确,刀具底部无损坏或磨损c. 验证工件:确认待加工工件尺寸、材料和数量是否正确d. 准备CAD文件:将CAD文件导入CNC机器控制软件2. 设置机器参数a. 检查机器坐标系:确保机器坐标系正确,与CAD文件坐标系对应b. 设置工件坐标系:根据工件的尺寸和CAD文件,设置工件在机器上的坐标系c. 设置刀具补偿:根据刀具尺寸,在CNC软件中设置刀具补偿值d. 调整加工速度:根据工件材料和刀具,设置适当的加工速度和进给速度3. 加工步骤a. 定位工件:将工件安装在机器工作台上,确保工件牢固固定b. 预备操作:检查刀具路径,确保路径与CAD文件中的轨迹一致,调整初始位置和刀具高度c. 启动加工:通过CNC软件启动加工程序,观察加工过程中的刀具路径和工件状况d. 监控加工:时刻关注加工过程中是否有异常情况发生,如刀具断裂或工件材料异常等e. 结束加工:加工完成后,关闭CNC软件,确认工件质量和尺寸是否满足要求f. 清理工作台:清理工作台上的切屑和废料,保持整洁4. 故障排除a. 刀具断裂:检查刀具安装是否正确,刀具是否磨损过度或刃口有损坏b. 机器故障:检查电源和连接线是否正常,重启机器并检查是否还有其他异常c. 软件错误:检查CNC软件设置是否正确,重启软件并检查是否还有其他错误5. 安全注意事项a. 戴好个人防护装备:包括安全眼镜、手套和耳塞等b. 防护设施:确保机器周围有足够的防护设施,如防护栏和急停按钮c. 注意机器运行状态:时刻关注机器运行状态,避免手部或其他物体误入工作区域d. 定期维护:按照机器维护手册的要求,进行定期检查和维护工作本文档涉及附件:无法律名词及注释:- CNC:数控机床 (Computer Numerical Control),由电脑和数控设备组成,通过预先制定的指令控制机床进行加工的一种技术。
精雕机床组成部件
北京精雕机床组成部件精雕机组成部件:机床床身电控柜制冷机空压机机床床身主要包括:工作台,主轴,对刀仪,机床照明灯;(自动换刀设备包括刀库,转轴雕刻设备包括数控转台)制冷机制冷机是调节主轴温度变化的设备,是保障主轴稳定运转的重要设备。
按冷却介质分为油冷和水冷。
空压机空压机是提供空气动力的设备,正压密封和选择风冷的重要设备。
电控柜主要包括:手轮,手持,操作面板,报警灯:操作面板主要可以实现加工原点的设置;进给速度,主轴转速,定位速度的设置及调节,冷却方式的选择等。
注:按应用行业的不同,金属加工设备配有冷却油箱;面板切割设备配有吸尘装置、真空泵;机床操作面板介绍机床操作面板是进行机床操作的控制界面。
1.冲洗泵:利用油箱里的切削液进行工件或者机床内部的冲洗。
使用前要开启“正压密封”。
2.正压密封:为了防止油雾或者粉尘进入主轴内部,引起线圈绝缘性能降低;轴承磨损加快。
程控启动之前必须开启正压密封,否则系统会给予提示,不能加工;在进行机床清理的时候,也要开启正压密封。
3.机床照明:机床内照明灯的控制开关,总电源上电以后即可使用。
4.程控启动:进行手轮试切或者程控加工之前,按下此按钮,系统提示是否进行加工,再次按下此键,可以实现手轮试切或者是按直接加工。
5.加工暂停:在试切或者是程控加工模式下,按下暂停,机床各轴将停止运动,便于观察加工情况。
6.切削油冷:金属切削加工多选用油冷,冷却液大小受切削油嘴上的开关控制。
7.切削风冷:加工过程中发热量太大,为了快速散热,可使用风冷。
8.定位倍率:对刀,换刀及抬刀,落刀的快慢的控制。
9.主轴倍率:根据需要调节主轴转速,一般情况下主轴倍率为100%。
10.进给倍率:加工过程中走刀速度快慢的控制,进给倍率为零时,各轴不会进行加工动作。
11.电脑启动:开启控制系统电源或者重新启动;12.急停:操作或者加工过程中出现扎刀等情况的紧急控制,按下急停键,运动部件失去电信号,主轴转速逐渐停止,系统也会发出报警声音。
JDPaint精雕基础教程
目录目录 0第一章JDPaint5.0简介 (1)1.1CNC雕刻与JDPaint5.0 (1)1.1.1CNC雕刻的特点 (2)1.1.2CNC雕刻流程 (3)1.1.3CNC雕刻的基本要素 (5)1.1.4精雕CNC雕刻系统与雕刻CAD/CAM软件 (5)1.2JDPaint用户界面 (7)1.2.1工具栏的用法 (10)1.2.2菜单命令 (17)1.3JDPaint5.0的文件操作 (22)1.3.1新建文件 (23)1.3.2打开文件 (24)1.3.3保存文件 (25)1.3.4另存为 (27)1.3.5文件信息 (28)1.3.6查找文件 (28)1.3.7退出JDPaint5.0 (30)第二章JDPaint基本操作 (31)2.1键盘操作 (31)2.1.1键盘操作功能 (31)2.1.2输入数据 (32)2.1.3录入文字 (32)2.1.4常用功能键 (32)2.1.6组合键操作 (35)2.1.7快捷键操作 (35)2.2鼠标操作 (37)2.3命令操作 (38)2.3.1工具命令 (38)2.3.2常规命令 (38)第三章图形选择工具 (41)3.1系统支持的对象类型 (41)3.1系统支持的对象类型 (42)3.2对象的选择与拾取 (43)3.2.1点选 (44)3.2.2窗选 (44)3.2.3按对象类型选择 (46)3.3对象的微调与快速编辑 (48)3.3.1快速平移操作 (49)3.3.2快速拷贝操作 (50)3.3.3快速旋转操作 (51)3.3.4快速镜像操作 (53)3.3.5快速放缩操作 (54)3.3.6快速倾斜操作 (56)第四章图形观察 (58)4.1窗口观察 (58)第五章绘图基础 (60)5.1点坐标鼠标输入 (60)5.1.1网格点捕捉 (61)5.1.2正交捕捉模式 (61)5.1.3特征点自动捕捉 (62)第六章绘制图形 (65)6.1绘制点 (65)第七章图形编辑 (67)7.1图形的基本编辑操作 (67)7.1.1撤消 (68)7.1.2重做 (69)7.1.3剪切 (69)7.1.4复制 (70)7.1.5粘贴 (70)7.1.6删除 (71)第一章JDPaint 5.0简介1.1CNC雕刻与JDPaint 5.0传统的雕刻是手工业的一个分支,加工产品的质量取决于雕刻人员的经验技巧,从学徒到师傅需要很长的时间,很多高超的技能还需要在今后的实践中不断的摸索和领悟。
JDPaint
中文名: JDPaint 精雕视频教程12DVD英文名: JDPaint别名: 精雕资源格式: 压缩包版本: 2010发行日期: 2010年地区: 大陆对白语言: 普通话文字语言: 简体中文简介:资源简介目前,浮雕设计是一个大热门,薪资非常高,应用也是非常广的,比如家具雕花,冲压五金工艺品,塑料工艺产品,雕玉,及其它的一些艺术品。
但是目前培训浮雕的教程还是极少的,精雕做为一个杰出的国产浮雕设计软件,以友好的中文界面,在各行各业中广泛的运用着。
本套教程收集了广大的浮雕设计师实时录制的一些实例视频及北京精雕公司培训部的一些培训资料,一共12DVD 50G 容量,是目前内容最丰富,最实用的一套教程。
这套教程在网站上售价达150元,现在可以免费下载了。
由于光盘内容太大,现在把每张DVD分为四部分下载目录:DVD一目录JDP5.20免狗版本关于山和石头的简单做法(播放密码:151315)单线祥云2卡通人头对称视频关于海水和浪花的简单做法海水和浪花的简单制作海水简单做法密码:151315精雕中画像绳子一样的边的简单做法视频精雕软件JDPaint V5.21.0.1028龙退云制作视频双鱼手扫掠面懒人祥云树叶和竹子简单做法特征封套变形特征封套变形的使用录像特徵圆形阵列祥云00视频祥云的一种运用方式钻石做浮雕思路制作的头像演示洋花边角视频烟斗老人制作猪头转图小象-描线小象-构建模型拳头烟斗A5加工祥云做法2祥云制作虚拟直纹旋转拉伸面基本操作视频诺诚NC转换器4.0DVD二目录佛头像制作佛头制作佛莲花制作佛身子制作1佛身子制作2佛身子制作3卡通人头描线四叶花制作大象沙发头制作大象沙发头描线手雷0手雷2描线1老爷爷描线花荷花荷花描线车轮制作骏马制作鳞片制作视频方法1视频(有声) 鳞片制作视频方法2视频(有声) DVD三目录ENG转NC教程JD5.20转JD5.19五角星清角刀具路径模拟刀路刀路详解79分钟(有声)处理精雕区域雕刻底不平的方法(有声)录像1 烫金模残料清根视频精雕螺纹下刀模拟录象精雕输出NC刀路有声视频路径问题视频(有声)皮带扣教程花扣骷髅纽扣制作荷花鱼视频2菊花叶子视频一朵梅花简单视频花的浮雕教程(有声)荷花1西洋花制作2DVD四目录欧式花纹描线01十指紧扣卡通兔全过程描线牛描线牛黄猴描线猴浮雕制作玉雕兔制作玉雕马的制作真牛描线花草描线马描线马浮雕制作鱼描线鸡描线龙描线浮雕视频教程1-1.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B1-1[].zip|958384874|8964b4c0eb7ad7be12300a1f96051a0a|h=ojiqf44ss ddocpuukcvcwryertgqlqpy|/浮雕视频教程1-2.zip%E7%A8%8B1-2[].zip|890414190|1028f2e09adfffc02858c5ecd68d9087|h=ms3iefrbf xshem2cl4u267p32xbgkfjf|/浮雕视频教程1-3.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B1-3[].zip|969704702|ce7ccd78c28b5c8a7d7ede15ba84379b|h=7rtle7fuf oixqctqoaarnkfrf75nyqth|/浮雕视频教程1-4.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B1-4[].zip|439960589|a377610144eb64f556fe2f9e8d3695d1|h=rtehjhgxt mmectnkmmk2oxyqpyr7htlo|/浮雕视频教程2-1.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B2-1[].zip|396527704|13b68fbce947e38af4c5e47b952deed9|h=3zwyfpdxa tuemtibisyxxdbykuc27c32|/浮雕视频教程2-2.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B2-2[].zip|952669806|44899140078c3997f4417b036c79385a|h=qtyrz7aha gjqtpkmvebrq3p7wnhh5kfg|/浮雕视频教程2-3.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B2-3[].zip|937070838|be6cfc40f073fd43c1ec3eb449b61cb1|h=vbl42t2jy yufwmiszoccnfx7p7uotdlt|/浮雕视频教程2-4.zip%E7%A8%8B2-4[].zip|962274352|4702b784e31897aebd9c9e3d1f3c01e1|h=wg54j7zgj xqtulezs3fur3kq72bclpyk|/刀路视频教程3-1.ziped2k://|file|%E5%88%80%E8%B7%AF%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B3-1[].zip|271911054|c526912445573d0512*******d349b45|h=yp3llqw 7dcdrsqe6nylwlrktnt5hgrgp|/花浮雕制作3-2.ziped2k://|file|%E8%8A%B1%E6%B5%AE%E9%9B%95%E5%88%B6%E4%BD%9 C3-2[].zip|1106820326|9b4a771de412297a2a5758d638bd3f37|h=rsmu2r2 5n243lowmbu5dwplqjku556tc|/花浮雕制作3-3.ziped2k://|file|%E8%8A%B1%E6%B5%AE%E9%9B%95%E5%88%B6%E4%BD%9 C3-3[].zip|306495164|86a9b6c2608c7006aa2726f0d10b2b59|h=4nz3jiep2 okrc7rpqycs53npmmfhnbe4|/纽扣制作3-4.ziped2k://|file|%E7%BA%BD%E6%89%A3%E5%88%B6%E4%BD%9C3-4[].zip|706674976|7f07eef0f6b68e179959aedf396ec188|h=2mzib2dvx 4mncnouduashslbgiwjinli|/浮雕视频教程4-1.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B4-1[].zip|1360162189|5440ed5ab1cef9cd5a944871e0e46412|h=wiox5vo vgc2qj36tgfiary6pvdfqpfxz|/浮雕视频教程4-2.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99%E7%A8%8B4-2[].zip|1125058316|c8879355b95a72ae691369b94412dbb1|h=hxgk2h 5tenzjlwhppjzhgmmjdgfne4uk|/浮雕视频教程4-3.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B4-3[].zip|1073956600|34ea1f9eff7185e7a9bc5dcf72db8979|h=g2kujsyy srqistpyklivtmb5fp6poggv|/浮雕视频教程4-4.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B4-4[].zip|1074560019|d2c5e17a5c169bea87bb352b13d5538b|h=go7fd5 msv6znib2cddcp7kr3sa55wt37|/浮雕视频教程5-1.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B5-1[].zip|373527662|2ff07b68f1b1b51b34f3df83a7dc21da|h=paqntco4c fqderztgfxzvwqkdpidf6vb|/浮雕视频教程5-2.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B5-2[].zip|1101880705|a06152a3fcfef30673ee9879955fbcb8|h=co3nmb2u 45s52acp2jk23uefjmukoz2i|/浮雕视频教程5-3.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B5-3[].zip|1125960331|b0498a91a2bb50773a5b2f8eb868fc72|h=5gyiswft nyryn3hgiylktxi5dxqlixy6|/浮雕视频教程5-4.zip%E7%A8%8B5-4[].zip|1167413647|264f1d414fc59840f65fbc6fa0c113b4|h=nzkzpkm7 6zwlalxf4gzmtvw5r7om3iw2|/浮雕视频教程6-1.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B6-1[].zip|800302904|3dd6531c851c3e82eb3ab2089e5d7e01|h=234yh62k 7v5an67owelrc5ytumlwi55n|/浮雕视频教程6-2.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B6-2[].zip|631163293|f3913d06a9a5ff37694cd1a17549a4cc|h=4wuzj3ra4 xx6hpckn2v75evbja4sfuf4|/浮雕视频教程6-3.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B6-3[].zip|1229862564|e9fc6f4f095d08459c476a5780f00d74|h=jknqdzqx uk44vmherunnt7idtqsu7k3b|/浮雕视频教程6-4.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B6-4[].zip|386016204|a85c2d6c98907868cf990eebcddeb282|h=ux26f2o6z rjcsbwkmzuiswqowapq4gwp|/浮雕视频教程7-1.ziped2k://|file|%E6%B5%AE%E9%9B%95%E8%A7%86%E9%A2%91%E6%95%99 %E7%A8%8B7-1[].zip|630756885|7f9c55f36f73b68fbb8f56767d032797|h=3ojaxpf3d mx6g3kzc3bspeql22azqh6s|/浮雕视频教程7-2.zip%E7%A8%8B7-2[].zip|456934068|4187648ded36fdbc5a5d8431955d4276|h=6hhpdtzu 3enm2h47iwweja3xrnhxka6b|/二维3D视频教程8-1.ziped2k://|file|%E4%BA%8C%E7%BB%B43D%E8%A7%86%E9%A2%91%E6%95 %99%E7%A8%8B8-1[].zip|571227583|9b6f6a8cc904441927984226b08b997f|h=b7r6wkjz xkngl6k3pmwbezvband5ay7i|/二维3D视频教程8-2.ziped2k://|file|%E4%BA%8C%E7%BB%B43D%E8%A7%86%E9%A2%91%E6%95 %99%E7%A8%8B8-2[].zip|928057130|2ac65ec7f2f566369e498bbb7dd66aec|h=fklillydl wuhl3zfupweshslzpa4kd57|/二维3D视频教程8-3.ziped2k://|file|%E4%BA%8C%E7%BB%B43D%E8%A7%86%E9%A2%91%E6%95 %99%E7%A8%8B8-3[].zip|851942898|c9b324a295e50b5ade4b35fe40c4572f|h=kudrkuona kfknbdhbqqbff33hkw3pn7d|/精雕资料图片9-1.ziped2k://|file|%E7%B2%BE%E9%9B%95%E8%B5%84%E6%96%99%E5%9B%BE %E7%89%879-1[].zip|324253986|99afa6e6b964da45637ab85a7308a8ba|h=ectythayi hpm73643pgbko7mdbgw6lkc|/精雕资料图片9-2.zip%E7%89%879-2[].zip|497007989|7df6ce79575bae7e3605acb44d97c48d|h=6ifzfpego d33g6f7z7wsmxy23cwhqrmn|/精雕资料图片9-3.ziped2k://|file|%E7%B2%BE%E9%9B%95%E8%B5%84%E6%96%99%E5%9B%BE %E7%89%879-3[].zip|270113716|641d0fd955140baf6499b5506a3abd0a|h=mbesatcw bxikps2xbyby2g5pofu4nagp|/精雕资料图片9-4.ziped2k://|file|%E7%B2%BE%E9%9B%95%E8%B5%84%E6%96%99%E5%9B%BE %E7%89%879-4[].zip|272881244|511b3b93897c5471674680d38d7f7ddf|h=6r236f6h ah45u5trco6u4gesvuzolvwe|/精雕入门篇10-1.ziped2k://|file|%E7%B2%BE%E9%9B%95%E5%85%A5%E9%97%A8%E7%AF%8 710-1[].zip|308501422|ee10750e5e3f0a1903aa4c264b71b7ec|h=i3y6x3djt 4q6gi4zntk2ewx3zbfnbqzr|/精雕入门篇10-2.ziped2k://|file|%E7%B2%BE%E9%9B%95%E5%85%A5%E9%97%A8%E7%AF%8 710-2[].zip|235019938|6f29ebe10926ae32124af3669412ebb9|h=qmk6nyy4 5wuelyzgtv5wcpaxrhblnbk2|/精雕入门篇10-3.ziped2k://|file|%E7%B2%BE%E9%9B%95%E5%85%A5%E9%97%A8%E7%AF%8 710-3[].zip|263956993|5caabfd131f8b2a07977af6ba8b5a336|h=6eydlysis gks6i4xmdtaavq3lmmc7hwz|/精雕入门篇10-4.ziped2k://|file|%E7%B2%BE%E9%9B%95%E5%85%A5%E9%97%A8%E7%AF%8710-4[].zip|185882935|99ca822df26ee62490a1fe5eb6c8079f|h=7l4icz6uc 7ecgcygb6dzeo42yaqnmsa5|/精雕入门篇11-1.ziped2k://|file|%E7%B2%BE%E9%9B%95%E5%85%A5%E9%97%A8%E7%AF%8 711-1[].zip|688205649|58f08b7aa34dbe9f99dbefc958dc4a20|h=b7irfz7gx a7ye46jsbutdu5ff7ihhtcg|/精雕入门篇11-2.ziped2k://|file|%E7%B2%BE%E9%9B%95%E5%85%A5%E9%97%A8%E7%AF%8 711-2[].zip|170523189|71bcd6aa5e8320306325e4c7df252e37|h=y6hy6i7k htcapia4crp7bt33ijkm5vcj|/精雕入门篇11-3.ziped2k://|file|%E7%B2%BE%E9%9B%95%E5%85%A5%E9%97%A8%E7%AF%8 711-3[].zip|316092022|c9b9e99dbe1f02c99a6d8a867ac2c965|h=vksiadb3k ev4lhb3x2b5cdw4j36xbbdu|/精雕入门篇11-4.ziped2k://|file|%E7%B2%BE%E9%9B%95%E5%85%A5%E9%97%A8%E7%AF%8 711-4[].zip|295763492|fd2b34e3315b86075ad70a3657803f80|h=dev2hw6z urwilupepviryd67b3rvof6r|/精雕入门篇12-1.ziped2k://|file|%E7%B2%BE%E9%9B%95%E5%85%A5%E9%97%A8%E7%AF%8 712-1[].zip|967654253|e75425a07bc9c98cccf67a9eceed76ee|h=gls52l5ey v4ezf65p3m7hzxj753mkfji|/精雕入门篇12-2.ziped2k://|file|%E7%B2%BE%E9%9B%95%E5%85%A5%E9%97%A8%E7%AF%8 712-2[].zip|995041531|6f8251a5ca53681d8faae52c7d98932b|h=mm2fptdi hubefdbqcucmtwzsetpsq5b5|/精雕入门篇12-3.ziped2k://|file|%E7%B2%BE%E9%9B%95%E5%85%A5%E9%97%A8%E7%AF%8 712-3[].zip|1006592067|b4f2446da91859b7567c5fed64dfe488|h=qwz32x2 eaeozcogdqu2d6xws37rwcxqa|/精雕入门篇12-4.ziped2k://|file|%E7%B2%BE%E9%9B%95%E5%85%A5%E9%97%A8%E7%AF%8 712-4[].zip|372040235|710c1d556f8b42e3d1099dc39ca766a3|h=a4lrtd3sn g24zgupkv2sfxv4li5yewsn|/4-1中的十指紧扣.ziped2k://|file|4-1%E4%B8%AD%E7%9A%84%E5%8D%81%E6%8C%87%E7%B4 %A7%E6%89%A3[].zip|742368961|5d0053b668c44d25e596eafa0edc81ba|h=odxx4wtj4 xjbmtzt6j7tczm7vg7nrgj2|/4-2中的-牛黄.ziped2k://|file|4-2%E4%B8%AD%E7%9A%84-%E7%89%9B%E9%BB%84[].zip|700845295|f1e4a7db08af8dff50c87c2c5f4ccada|h=ty3nbtz4o ybquleo7bnrybxm4iwr2tfg|/。
北京精雕加工中心机床维护点检
拆除刀库中的刀柄,清理刀库链板以及周围的积油和碎屑,并涂抹润滑油,对机械臂和刀爪喷涂防锈油
3.长时间机床维护
装置
维护内容
意义
电控系统
·检查UPS工作状态
保证意外断电时能起到作用,充放电正常,能保证3分钟供电时间
·柜内器件除尘
灰尘、油雾不利于电气件工作,尤其是有触点类器件,会降低器件寿命,甚至损坏
·前置过滤水位及排水检查;
·露点指示器颜色是否为蓝色;
5
旋转轴系统
·手轮控制移动各轴,是否存在异响;
·转台冷却系统正常(参照主轴制冷);
·液压油罐油位(油罐30%到80%之间);
6
工件冷却统
·油箱位置是否正常;
·油箱液位是否正常;
·油箱是否存在漏油;
·切削液是否存在变质;
7
油雾分离
·工作状态检查(无异响、出风正常);
·检查更换电柜密封条
防止灰尘、油雾等进入电柜
制冷机
·更换制冷机冷却液
制冷液自身也有保质期,变质后,可能有对管路及器件有腐蚀风险,所以必须定期更换
旋转轴抱闸
·液压油的补充和更换
液压油变质颜色会发黑,乳化颜色会变浅,这种情况请立即更换
刀库
·凸轮箱润滑油的补充与更换
润滑油不足,会使凸轮箱机械臂内部卡死,造成不可恢复性损伤,发现润滑油不足时需及时补充;凸轮箱内运动磨损及油品本身存在变质,需要定期更换
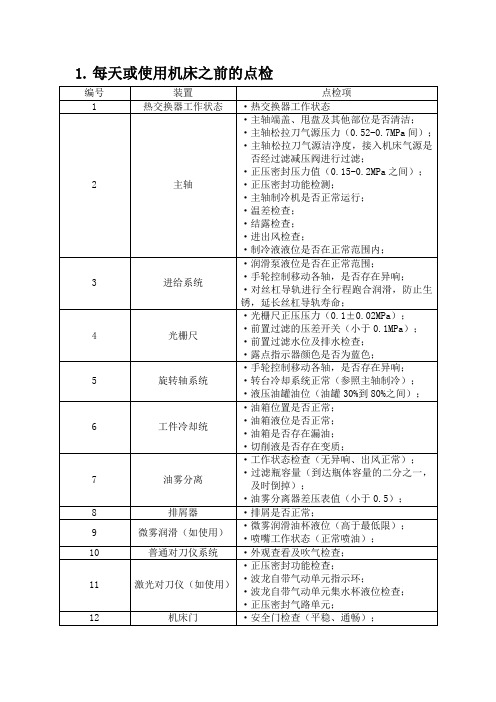
1.每天或使用机床之前的点检
编号
装置
点检项
1
热交换器工作状态
·热交换器工作状态
2
主轴
·主轴端盖、甩盘及其他部位是否清洁;
·主轴松拉刀气源压力(0.52-0.7MPa间);
Jdpaint5.20新功能介绍
千挑精雕网北京精雕图培训制作教程精雕图制作系列教程Jdpaint5.20新功能介绍支持网站:/浮雕造型技术在木雕和饰品加工中的应用及新功能介绍系统通用功能的增强木雕鳞状面祥云(单线浮雕)、祥云(截面)、祥云(直纹弧面)单线清角曲面方位调整刀路计算单线生成区域直侧壁问题饰品镶钻孔点珠重量计算及调整重心虚拟雕刻曲面侧向过切修边纹理图像纹理合成、矩形网格纹理合成如何制作没有接缝的纹理单元旋转体上贴浮雕柱面上贴浮雕、锥面上贴浮雕旋转体上贴浮雕注塑模(双面模型)分型线分型面三角化、网格加密及缝合双面模型制作双面模型的一些问题其他网格曲面转几何曲面特征等距图形封套变形、特征封套变形截取屏幕图象显示参考图象区域提取3D虚拟雕塑如何构建初始模型3D虚拟雕塑的功能介绍JDPaint 5.20虚拟雕塑及艺术曲面部分进一步完善了系统的通用功能,并为木雕行业、饰品行业及注塑模(双面模型)行业提供了一组专业功能,增加了旋转体上贴浮雕的功能组,为开拓玻璃器具及陶瓷行业的市场提供便利,增加了纹理合成功能,可由一纹理图样生成大块的无接缝纹理图形。
系统通用功能的增强1. 在所有有颜色模板的命令中,”Shift+左键”可设置当前颜色(相当M键)。
2. 磨光命令中,当颜色模板有效时增加了”保留硬边”的选项。
3. 堆料、去料中”Ctrl+左键”可磨光。
磨光时”Ctrl+左键”可堆料或去料。
4. 在堆料、去料、磨光命令中,当移动鼠标接近二维图形时,图形改变颜色,表明已选择该对象,此时单击空格键可实现区域填色或单线分割模型填色。
当没有对象被选择时,单击空格键可实现堆料→去料→磨光→堆料之间的切换。
5. 在地图显示模式、灰度显示模式下,所有与颜色有关的命令也都有效。
6. 单线填色中集成了种子填色及画直线填色两个功能。
7. 没有选择对象时,单击空格键可以去掉悬空的单线颜色。
(如下图)8. 固化层/流动层的概念及应用。
虚拟雕塑环境下只有一个工作模型,但该模型是由两个独立的层构成的——流动层及固化层。
JDPaint基础教程文档

JDPaint基础教程⽂档第⼀章JDPaint 5.19简介1.1 CNC雕刻与JDPaint 5.191.1 CNC雕刻与JDPaint 5.19传统的雕刻是⼿⼯业的⼀个分⽀,加⼯产品的质量取决于雕刻⼈员的经验技巧,从学徒到师傅需要很长的时间,很多⾼超的技能还需要在今后的实践中不断的摸索和领悟。
因为雕刻技能的继承性⽐较差,所以整个⾏业的发展⼗分缓慢,经过多个世纪的发展,⼿⼯雕刻技术仍然没有明显的变化。
在近⼗⼏年中,由于计算机技术、信息技术、⾃动化技术在许多⾏业中得到了⼴泛应⽤,包括机械制造、⾦融、交通、管理等⽣产流通领域,极⼤地推动了这些⾏业的发展。
多年来,⼈们⼀直希望这些先进的⽣产技术能应⽤到雕刻这个传统⽽古⽼的⾏业中。
计算机数控雕刻技术(简称CNC雕刻技术)和计算机数控雕刻机(简称CNC雕刻机)的出现终于把⼈们这个多年的梦想变成了现实。
CNC雕刻技术是传统雕刻技术和现代数控技术结合的产物,它秉承了传统雕刻精细轻巧、灵活⾃如的操作特点,同时利⽤了传统数控加⼯中的⾃动化技术,并将⼆者有机的结合在⼀起,成为⼀种先进的雕刻技术。
所有这些技术最终都是通过CNC雕刻机转化为真正的⽣产能⼒。
CNC雕刻机集计算机辅助设计技术(CAD技术)、计算机辅助制造技术(CAM技术)、数控技术(NC技术)、精密制造技术于⼀体,是⽬前最先进的雕刻设备,代表了最先进的雕刻技术。
使⽤CNC雕刻技术和CNC雕刻机已经成为雕刻⾏业的⼀种潮流。
1.1.1 CNC雕刻的特点CNC雕刻来源于⼿⼯雕刻和传统数控加⼯,它与⼆者存在着相同点,同时⼜存在着⼀些区别。
同任何先进的⽣产技术⼀样,CNC雕刻在弥补⼿⼯雕刻和传统数控加⼯的不⾜之处的同时,总是最⼤可能地吸取了⼆者的优点,将它们融会贯通,逐渐形成CNC雕刻的特点。
1、CNC雕刻的加⼯对象CNC雕刻的主要加⼯对象为⽂字、图案、纹理、⼩型复杂曲⾯、薄壁件、⼩型精密零件、⾮规则的艺术浮雕曲⾯等,这些对象的特点是:尺⼨⼩、形态复杂、成品要求精细。
北京精雕睿雕系列CNC雕刻机arver300P

快 速移 动速 度
1 2m/min
最 高 切 削进给 速度
6m/mIn
驱动 系统
交 流伺服
工作 电压
三 相380V/50Hz
机 床安 装尺 寸 (长 ×宽 X高 ) 1680 X 1365×1820r am
· 上述 位 置参 数 参 照国 家标 准 .使 用雷 尼绍 {R EN— ISHAW )双频激光干涉仪和球杆仪标定
P
北京 精 雕 春 雕 系 列 C N C 雕 刻 钒 a r v e r 3 0 0 1:)
特点 Ca rve r3OOP在结 构设计 方面充分考 虑 了加 工工件的特点 ,使 操作更 方便 、更人性 化。 Carver3OOP使用精雕最新 的 JD45数控系统 ,各轴快速移 动速 度达 1 2m/min,进给速度 达 6m/mi n;配备手 轮和 启停 操作盘 ,操作 方便 、控制平稳 。 应 用 Ca rvet3OOP适合钟表 、眼镜配件 等五金产 品的批量 加工和各类 小型模具 的加工。 主轴 由于采 用的轴承不 同 ,Ca rve r3OOP使 用 的主轴 电机 有两种转速 范围 : ●采用进 给钢球轴承 、 国产 陶瓷轴承 ,转速 范 围为 3000-1 8000rpm。 ●采用进 口陶瓷轴承 ,转速范 围为 3000-30000 rpm。
第1 0期 数控机床市场 .81 .
Carver3OOP机械性能参数指标
性 指 标 项
标 准 值
X Y z轴运 动定 位精 度
、
、
x Y z轴重 复定位 精 度 .
X Y Z轴工 作行 程 、
工 作 台尺寸
最 大工 作负 重
JDSoftSurfMill五轴加工说明书

1.3 多轴加工刀具路径质量的衡量标准
使用不同的刀轴控制方式和多轴加工策略可以生成同一加工对象的多个多轴加工路径,但 最终的刀具路径质量是截然不同的。高质量的多轴加工路径一般要满足一下条件:
1、刀具路径安全。
刀具路径安全无碰撞是编程人员追求的首要目标,多轴刀具路径安全包括以下两个方面: 首先,刀具路径无碰撞现象。多轴 CAM 软件生成的刀具路径,应该绝对避免机床主轴、刀柄或刀 具碰撞到工件、夹具等,防止操作人员、机床受到损伤活工件被破坏。其次,刀具路径应无过切 现象。多轴刀具运动轨迹应该准确无误,无过切、扎刀等带有加工危险的问题刀具路径。
加工方法
图示
说明
五轴钻孔
用于曲面多轴钻孔加工
五轴曲线加工 四轴旋转加工
适合用于加工曲面上的曲线、图案和文 字,也能用于加工曲面上的凹槽、切边 等等
包括外圆加工、凹腔加工、指向导动加 工三种方式,用于加工类似旋转体的四 轴零件
第一章 多轴加工概述
图 1-2 缩短加工时间, 改善表面加工质量
4.可以降低刀具的损耗 五轴加工大大的降低刀具的损耗,虽然使用高速加工机可进行高速切削,缩短工时,但刀 具磨耗往往只发生在刀尖,相当可惜。使用五轴加工就不同了,刀具除了刀尖切削外,更多时候 是使用刀腹切削,所以刀具利用率提高很多。在五轴加工中,由于刀头可进入工件内部,刀具方 向朝向工件表面,因此可使用短刀具加工。使用短刀具加工可提高切削效率而不增加刀具负荷, 从而可提高刀具寿命,减少刀具消耗。使用短刀具还可减小在用 3 轴加工时经常出现的刀具振动, 从而可得到质量更高的加工表面,减少、甚至取消极其耗时的手工打磨工序。
-3-
1.2.2 多轴数控加工的分类
第一章 多轴加工概述
根据多轴机床运动轴配置形式的不同,可以将多轴数控加工分为以下几种:
北京精雕机床操作(课题一)幻灯片PPT
37
在图形管理界面中:F1—F2〔翻开刀路〕 —CF6〔看文件属性〕—F2—F7—CF7〔把 刀路视图改为斜视图〕—F10—F3—F1— F4—F2〔把刀路平移〕—F10—F3—F7— F10—F4—F1〔把最后一把刀的刀路删除〕 ——F10—F3—F1—F10—F4—F3〔把剩下 的刀路旋转90度〕—F10—F3—F2—F6〔选 择第二条和第三条路径〕——F10—CF7— CF2进入加工界面
11
精雕机床的开关机
1 空气开关〔机床后面墙上〕 2 主电源开关 〔机床侧面或后面〕 3 翻开电控机〔电脑〕〔面板上面的钥匙〕 4 翻开EN3D控制软件 5 进图形管理界面 〔 不翻开文件,按
cancel〕
12
6 翻开平安锁 〔现在大局部机床可省略此动 作〕
7 轴加工CF6 8 全部加工 9 进入加工界面
当倍率开关打到X10时,手轮每动一小格机 床移动的距离是多少?
当倍率开关打到X1时,手轮每动一小格机 床移动的距离是多少?
23
使用手轮应注意的事项
1 使用时要轻拿轻放 2 当不用时要放回原位,严禁放在机床里或地上 3 每次用完以后三轴控制开关必须关闭,倍率开 关打到最小。 4 用的时候应先把手上的油擦干。
漏油等。
20
手轮
手轮是用来手动移 动机床三轴的工具 ,学员在初学的时 候手轮的正确使用 非常重要,因为手 轮就好似汽车里方 向盘一样,开车时 如果方向盘打错了 ,就容易发生事故 ,手轮也是一样的 道理。
21
左手大拇指 控制XYZ轴开关
左手拿手轮
右手摇动手轮 和控制倍率开 关
22
思考?
当倍率开关打到X100时,手轮每动一小格 机床移动的距离是多少?