产品和过程特殊特性清单7(填表说明)
产品和过程特殊特性清单
产品和过程特殊特性清单一、产品特殊特性清单:1.创新性:产品具有创新性特点,能够解决市场中的新问题或满足用户对新产品的需求。
2.可靠性:产品在使用过程中能够持续稳定地工作,减少故障和维修次数。
3.安全性:产品设计符合安全标准和法规要求,能够保护用户的安全和健康。
4.耐久性:产品寿命长,能够经受长时间使用和各种环境条件的考验。
5.环保性:产品设计符合环境保护要求,能够减少对环境的污染和资源的消耗。
6.可维护性:产品易于维护和修理,减少维修时间和成本。
7.灵活性:产品具有多种用途和适应不同环境的能力,能够满足用户的不同需求和偏好。
8.个性化:产品能够根据用户的需求进行定制和个性化设计。
9.可升级性:产品具有可升级的特点,能够随着技术的发展和用户需求的变化进行升级和改变。
10.品质保证:产品具有高品质和可靠性,能够满足用户对产品质量的要求和期望。
二、过程特殊特性清单:1.效率:过程能够高效地完成任务,减少时间和资源的浪费。
2.精确性:过程能够准确地执行任务,避免错误和失误。
3.灵活性:过程能够适应不同的需求和变化,灵活调整和改变。
4.可控性:过程能够被有效地监控和控制,减少风险和不确定性。
5.自动化:过程能够通过自动化技术和系统来实现自动化执行和管理。
6.标准化:过程具有标准化和规范化的特点,能够保证过程的一致性和质量。
7.透明度:过程的执行和结果能够被清晰地展示和理解,方便监督和评估。
8.协同性:过程能够促进不同部门和人员之间的有效协作和沟通。
9.持续改进:过程能够不断地进行改进和优化,提高效率和质量。
10.风险管理:过程能够有效地识别和管理风险,减少潜在的损失和影响。
总结:产品和过程的特殊特性对于企业和组织来说至关重要。
这些特性能够赋予产品和过程独特的竞争力和价值,帮助企业在市场中取得优势地位。
因此,企业和组织应该充分认识和理解这些特性,并努力将其应用于产品和过程的设计和实施中,以提高竞争力和市场份额。
产品和过程特殊特性初始清单

可以正常调节喷出油雾 查看启动指示灯 查看设变显示
产品可靠性测试报告
表面干净无污,无刮伤、刮花
41
QC全检
颜色、光泽、配对效果
移印/镭雕效果
尘点颗粒 产品结构
装配效果
入仓
数量
入库单
特殊特性符号:
符号
特性分类
!
致命性
●
关键性
〇
重要性
顾客指定的特殊特性同时加上顾客的表示符号
尺寸/MM
●
装配功能
22★ 调配油漆
15023 1: 0: 2
油漆规格编号
●
油漆使用记录
●
23 静电除尘 26 喷涂试喷
除尘程度
气压.5kg±0.1kg
静电发生器 喷涂环境 水淋设备
供风设备风压± 0.05kg
气压0.5kg±0.1kg
27
输送带输 送并烘烤
41
QC全检
喷枪雾化
设备开启 输送速度20转±5转/S
热风循环系统运转 15~45转/S
烘烤温度55~65
耐磨测试
〇
附着力测试
〇
硬度测试
〇
高低温测试
〇
盐雾测试
〇
外观
〇
符产品标签及对样板 查看产品标签记录
包装完整 查看设变显示 查看设变显示
注塑机成型参数表
无不良现象 X-MR 功能OK
核对油漆使用明细表 塑胶喷涂部日生产用油记录表
查看物件表面无粘尘 查看设变显示 静电发生状况 卫生清洁无脏污
编制:
审核:
批核:
符首件板/限度样板
符对首件板
符限度标准
产品和过程特殊特性清单 (大众等)
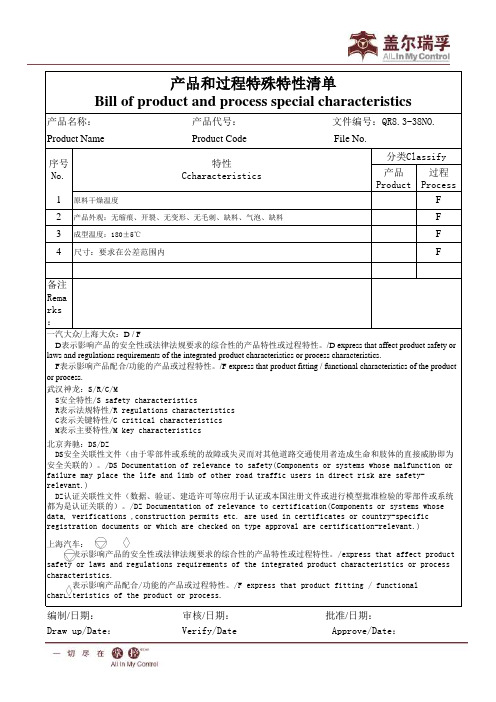
产品Product 过程Process 1原料干燥温度F 2产品外观:无缩痕、开裂、无变形、无毛刺、缺料、气泡、缺料F 3成型温度:180±5℃F 4尺寸:要求在公差范围内F 备注Remarks:武汉神龙:S/R/C/MS安全特性/S safety characteristicsR表示法规特性/R regulations characteristicsC表示关键特性/C critical characteristicsM表示主要特性/M key characteristics北京奔驰:DS/DZDS安全关联性文件(由于零部件或系统的故障或失灵而对其他道路交通使用者造成生命和肢体的直接威胁即为安全关联的)。
/DS Documentation of relevance to safety(Components or systems whose malfunction or failure may place the life and limb of other road traffic users in direct risk are safety-relevant.)DZ认证关联性文件(数据、验证、建造许可等应用于认证或本国注册文件或进行模型批准检验的零部件或系统都为是认证关联的)。
/DZ Documentation of relevance to certification(Components or systems whose data, verifications ,construction permits etc. are used in certificates or country-specific registration documents or which are checked on type approval are certification-relevant.)上海汽车: /表示影响产品的安全性或法律法规要求的综合性的产品特性或过程特性。
产品和过程特殊特性清单

#
☆
/
#
☆
/
1
压铸
△
7.5±0.15
*
◇
/
*
◇
/
4-φ3.61±0.1
*
◇
/
*
◇
/
*
◇
/
4-φ6.2±0.15
*
◇
/
*
◇
/
#
☆
/
#
☆
/
2
切边
/
4-φ3.61±0.1小端
*
◇
ห้องสมุดไป่ตู้
/
4-φ6.2±0.15小端
*
◇
/
2.98±0.1
#
☆
/
φ2.98±0.1
#
☆
/
cleanout
3
drying (超声波)清
△
/
<**编制 编制: 签字**> XX/83.JS.01.07C
审核: <**审核签字**>
批准: <**批准签字**> 修改:01
/
/
/
洗烘干
备注
1.过程特殊特性工序的符号为△, 图纸特殊特性项目的符号按图纸符号, 图纸特殊特性项目的公司内部符号:若是图纸上的特殊特性,则符号为☆,若不是图纸上的特殊特性 而是出货要求的项目,则符号为◇,若是安全特殊特性项目的内部符号为S,若是项目小组决定的内部 特殊特性项目,则符号为★,特殊要求例外。 2.若有客户格式的特殊特性清单,那么不需要此表,但对应的特殊特性符号必须在其他文件中体现。 3.若无客户格式的特殊特性清单,必须采用此表单。
产品名称 产品图号
产品和过程特殊特性清单
产品及过程特殊特性明细表
阶段:3
4
5
6
7
8
9
10
11
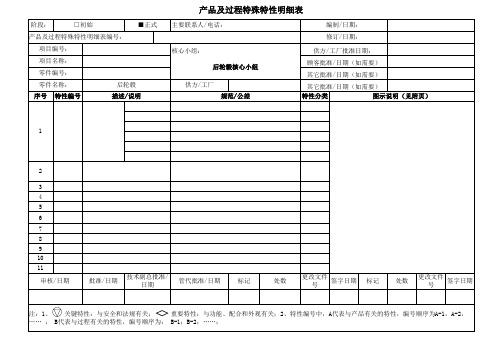
产品及过程特殊特性明细表
描述/说明图示说明(见附页)
后轮毂核心小组特性分类序号1
注:1、 关键特性:与安全和法规有关; 重要特性:与功能、配合和外观有关;2、特性编号中,A代表与产品有关的特性,编号顺序为A-1,A-2,…… ; B代表与过程有关的特性,编号顺序为: B-1;B-2;……;审核/日期处数规范/公差技术副总批准/
日期管代批准/日期更改文件号签字日期签字日期标记处数批准/日期标记更改文件号2
特性编号零件编号:
其它批准/日期(如需要)零件名称:
后轮毂供方/工厂其它批准/日期(如需要)项目编号:
核心小组:供方/工厂批准日期:项目名称:
顾客批准/日期(如需要) □初始
■正式主要联系人/电话:编制/日期:产品及过程特殊特性明细表编号:
修订/日期:+0.053。
产品和过程特殊特性清单7(填表说明)
产品和过程特殊特性清单
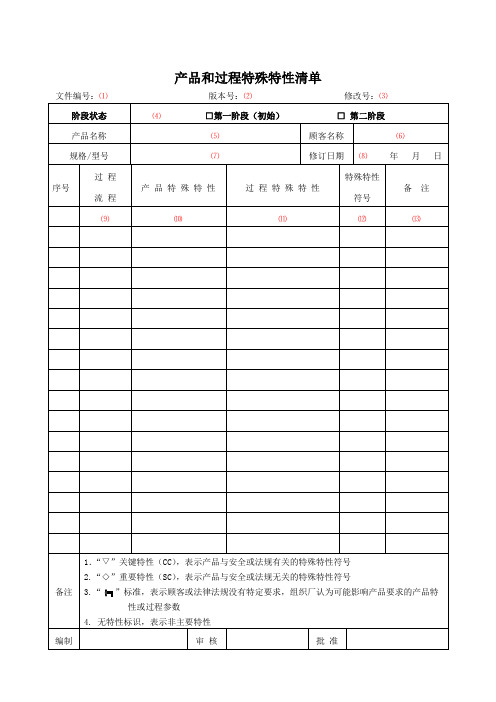
产品和过程特殊特性清单填表说明
1.填入文件编号,以便查询。
2.填入文件的版本号。
3.填入文件的修改号。
4.选择阶段状态,将相应的阶段状态前“□”涂黑,改为“■”。
5.填入产品的名称。
6.填入顾客的名称。
7.填入产品的规格或型号。
8.填入编制特殊特性清单最新修订的日期。
9.过程流程,系统、子系统或部件制造的所有步骤都在过程流程图中描述。
识别流程图中出现产品特殊特性
或过程特殊特性的过程名称。
10.产品特性为在图样或其它主要工程信息中描述的部件、零件或总成的特点或性能。
核心小组应从所有来源
中识别组成重要产品特性的产品特殊特性,如影响顾客安全、法规符合性、功能、配合或外观等重要特性。
11.过程特性是与被识别产品特性具有因果关系的过程变量(输入变量)。
过程特性仅能在其发生时才能测量出。
核心小组应识别和控制其过程特性的变差以最大限度减少产品变差。
对于每一个产品特性,可能有一个或更多的过程特性。
在某些过程中,一个过程特殊特性中,一个过程特性可能影响数个产品特性。
12.填入识别出的特殊特性符号,如“▽”、“◇”、“,非主要特性无需填写。
13.附加说明,如有时。
产品和过程特殊特性清单(初始)

表单编号:CN-QR-4025
产品和过程特殊特性清单
Product and process special charactristics list(initial)
料号
客户名称
制定日期
品名
更新日期
状态
■初始
□正式
序号
特性名称
特性符号
产品特性
特殊特性描述 过程特性
安全特性
控制方法
1 PIN针尺寸
短PIN:20.70±0.15mm/ ★ 中PIN:27.60±0.15mm/
☆
符合有害物质管理规范
评估供方HS检验报告
7 成品高温高压
☆
8 材料阻燃
☆
9
高温270 评估供方材料阻燃试验报告
以下空白
特性来源
自定
自定 自定 自定 自定 法律规定 产品国际标准 法律规定
备注 ★产品与过程特殊特性;☆产品与过程安全特性
核准:
审核:
制定:
长PIN:34.50±0.15mm
均值-极差图
2 塑胶尺寸(主体)
★ 52.18±0.08mm
均值-极差图
4 成品尺寸
★ 7.00±0.30mm
均值-极差图
3 注塑保压值
★
保压值:5.0+/-2.0mm
每2H观察压力表
5 烘料
★
烘烤温度130±10℃及 时间5H
每3H观察温度表/进出记录
6 原辅材料
产品和过程特殊特性清单

顧客名稱
五金制品廠
産品和過程特殊特性清單
産品名稱
規格/型號
修訂日期
階段狀態
第一階段 第二階段
版本
參加人員:
序號 過程流程
産品特殊特性 過程特殊特性 特殊特性符號
備注
1.“ ”影响产品的安全性或法规要求的符合性的产品特性或过程参数;“ ” 影响产品和配合/功能或关于控制和文件化有其它原因(如顾客特殊要求)的 備注 产品特性或过程参数。非关键特性(无符号)合理的预计的变差,且不大可能 严重的影响产品的安全性、政府法规的符合性及配合/功能的产品特性或过程参 数。
产品过程特殊特性清单(示例)
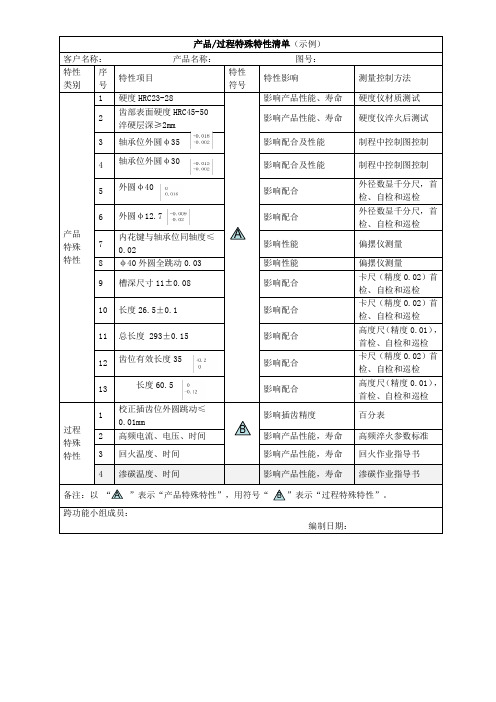
产品/过程特殊特性清单(示例)客户名称: 产品名称: 图号: 特性类别序号 特性项目 特性符号特性影响测量控制方法 产品特殊特性 1 硬度HRC23-28影响产品性能、寿命 硬度仪材质测试 2 齿部表面硬度HRC45-50淬硬层深≥2mm 影响产品性能、寿命 硬度仪淬火后测试 3 轴承位外圆φ35 影响配合及性能 制程中控制图控制 4 轴承位外圆φ30 影响配合及性能 制程中控制图控制 5 外圆φ40 影响配合 外径数显千分尺,首检、自检和巡检 6外圆φ12.7影响配合外径数显千分尺,首检、自检和巡检 7 内花键与轴承位同轴度≤0.02影响性能 偏摆仪测量 8φ40外圆全跳动0.03 影响性能 偏摆仪测量 9槽深尺寸11±0.08影响配合 卡尺(精度0.02)首检、自检和巡检 10 长度26.5±0.1 影响配合 卡尺(精度0.02)首检、自检和巡检 11 总长度 293±0.15 影响配合 高度尺(精度0.01),首检、自检和巡检 12 齿位有效长度35 影响配合 卡尺(精度0.02)首检、自检和巡检 13 长度60.5 影响配合 高度尺(精度0.01),首检、自检和巡检 过程特殊特性1校正插齿位外圆跳动≤0.01mm影响插齿精度百分表2 高频电流、电压、时间 影响产品性能,寿命 高频淬火参数标准3 回火温度、时间 影响产品性能,寿命 回火作业指导书 4渗碳温度、时间影响产品性能,寿命渗碳作业指导书备注:以 “ ”表示“产品特殊特性”,用符号“ ”表示“过程特殊特性”。
跨功能小组成员:编制日期:AB A B。
产品和过程特殊特性清单

影响刷拭性能
2
药水处理
处理时间及配方参见 <配方标准>
3
Байду номын сангаас
耐腐蚀性
盐雾测试240小时无 生绣等不良现象
浓度25-35度;时间:
3
脱脂 10-20分钟;浓度:
15%-25%脱脂剂+水
▼
4 STJ内宽尺寸 11.2±0.1mm
4
清洗 PH值6-8
5
偏摆度
骨架与刷头在1Kg力 的作用下为≤2度。
配方:0.2%胶肽+水
XXXXX制品有限公司
产品名称
产品和过程特殊特性清单
底板亚光黑
零件号
序号
关键产品特性
特性项目
管制要求
1
胶条刀口
0.65±0.05㎜
符号
序号 1
关键过程特性
特性项目
管制要求
成型
时间:200±10秒,温 度:163±5度; 压 力:100~180㎏/㎝²
符号
胶条耐久50万次,
2
刷拭效果 支架耐久150万次不
5
表调 PH值8-9;时间:1-2
分钟
浓度30-50度;时间: ★
6
皮膜 5-12分钟;促进剂:
2-4度
7
清洗 PH值6-8
8
喷雾清洗 PH值6-8
9
烘干
转速300-600RPM,烘 烤温度225±10度
出粉量:0.5-5bar;
10
粉体喷涂 静电力:40-80KV;空
气压力:0.5-1.5bar
11
烘烤
转速300-600RPM,烘 烤温度225±10度
备注: 核准:
审核:
制订/日期:
产品和过程特殊特性清单

序号符号1◇2◇3◇4◇5◇6◇7◇8◇9◇10◇11◇12◇13◇14◇15◇16◇17◇18◇19◇20◇21◇22◇23◇24◇窗口宽度11.5±0.20mm 首件/巡检/末检/SPC1.78卡尺材料力学性能抗拉强度满足60-100MPa,规定非比例延伸强度≥15MPa,断后伸长率≥23%来料检测报告拉力计孔位置度首件/巡检/末检/SPC 1.72三次元窗口长度24.3±0.20mm 首件/巡检/末检/SPC 1.83卡尺平面度首件/巡检/末检/SPC 1.75三次元孔直径Ø3.3±0.10mm 首件/巡检/末检/SPC 1.77卡尺厚度 3.0±0.20mm 首件/巡检/末检/SPC 1.74卡尺平面度首件/巡检/末检/SPC 1.73三次元孔位置度首件/巡检/末检/SPC 1.83三次元环氧树脂未包覆区域6±+0/-2mm首件/巡检/末检/SPC 1.79二次元孔位置度首件/巡检/末检/SPC 1.77三次元孔直径Ø4.9±0.10mm 首件/巡检/末检/SPC 1.71卡尺环氧树脂未包覆区域 6.5+0/-2mm首件/巡检/末检/SPC 1.74二次元孔直径Ø4.9±0.10mm首件/巡检/末检/SPC 1.75卡尺长度53.0±0.20mm 首件/巡检/末检/SPC 1.77卡尺长度67.7±0.30mm 首件/巡检/末检/SPC 1.80卡尺面轮廓度首件/巡检/末检/SPC 1.72三次元面轮廓度首件/巡检/末检/SPC 1.70三次元腰孔宽度 4.0±0.10mm首件/巡检/末检/SPC 1.81卡尺位置度首件/巡检/末检/SPC 1.71三次元厚度 1.2±0.20mm 首件/巡检/末检/SPC 1.80千分尺厚度 2.4±0.20mm 首件/巡检/末检/SPC 1.76卡尺平面度首件/巡检/末检/SPC 1.75三次元平面度首件/巡检/末检/SPC 1.77三次元核心小组成员赵洪、廖平、李文宝、宋华平、梁茂平、陈俊文件版本003产品特性公差过程特性控制方法初始PPK 检验工具产品和过程特殊特性清单供应商名称源科昱供应商代码129276编制日期2024.9.25产品名称连接片_P0L-P-FD_AL1060产品编号17061303-00产品版本003FM-WI-16-D02-0007-05A。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品和过程特殊特性清单
产品和过程特殊特性清单填表说明
1.填入文件编号,以便查询。
2.填入文件的版本号。
3.填入文件的修改号。
4.选择阶段状态,将相应的阶段状态前“□”涂黑,改为“■”。
5.填入产品的名称。
6.填入顾客的名称。
7.填入产品的规格或型号。
8.填入编制特殊特性清单最新修订的日期。
9.过程流程,系统、子系统或部件制造的所有步骤都在过程流程图中描述。
识别流程图中出现产品特殊特性
或过程特殊特性的过程名称。
10.产品特性为在图样或其它主要工程信息中描述的部件、零件或总成的特点或性能。
核心小组应从所有来源
中识别组成重要产品特性的产品特殊特性,如影响顾客安全、法规符合性、功能、配合或外观等重要特性。
11.过程特性是与被识别产品特性具有因果关系的过程变量(输入变量)。
过程特性仅能在其发生时才能测量出。
核心小组应识别和控制其过程特性的变差以最大限度减少产品变差。
对于每一个产品特性,可能有一个或更多的过程特性。
在某些过程中,一个过程特殊特性中,一个过程特性可能影响数个产品特性。
12.填入识别出的特殊特性符号,如“▽”、“◇”、“,非主要特性无需填写。
13.附加说明,如有时。