钢轨打磨基础知识(总)
钢轨打磨概述及提高打磨质量

钢轨打磨概述及提高打磨质量发表时间:2018-05-18T10:07:33.617Z 来源:《基层建设》2018年第3期作者:王泽文[导读] 摘要:首先对线路常见的钢轨病害做了分类说明,并针对各种病害产生的原因,危害做了分析,指出了钢轨打磨的重要性。
呼和浩特铁路局焊轨段内蒙古呼和浩特市 010051摘要:首先对线路常见的钢轨病害做了分类说明,并针对各种病害产生的原因,危害做了分析,指出了钢轨打磨的重要性。
关键词:磨轨重要性,磨削方法,磨削工艺一、钢轨打磨操作的概述1.1预防性研磨修理或疾病的新线是不是在现有的线路使用的研磨的方法严重,可以除去顶部轨道的初始粗糙度,提高车轮与铁轨之间的比率。
抛光总量的控制是3倍,导轨更小。
拐角模式被设置为:第一通道的角度范围为-30°〜2°,第二遍落在角度范围2°〜45°,所述第三旋转角度范围-8°〜13°的范围内。
当修复示意研磨和粉碎某些周期性预防性部分将具有很少的脂肪,表面磨损和其他疾病,关于经济因素和磨削的质量,我们有时又再次向上使用内部件(2°〜45°),以大的角度(-15 °〜15°),再次采用小角度(-5°〜8°)的磨削方式。
1.2修理和抛光纵向和横截面的纵向和横向切片更严格的波磨,横向磨削等缺陷,及时修复研磨方法,该方法的目的是消除轨道下的研磨和尸检表面轨波闪光灯下,尽可能,用来恢复导轨标准部分延长导轨的使用寿命。
的角度被设定为如下:所述第一通道的外拐角范围是-25°〜2℃,第二微带范围的内部角度范围是45°〜12°C,范围最里面的第三角度范围是45°〜2℃四通道,小通道的至第四通道的上部是在-4°至7℃的范围内,和所述第五通道具有宽角度范围从-8至12℃,上述两个研磨模式参照在公共模式下,一个特定的模式或研磨取决于具体的条件第二组轨道,磨大浪,我们可以增加上的力量和传球的次数,严重偏厚,我们有能力的内侧和传球数增加。
钢轨打磨基础知识(总)
第三部分
钢轨维修设备
钢轨测量
测量铁路网的钢轨变形程度 和确切的波形构成是非常重要 的。是正确策划钢轨矫正方式 和程序的基础。
SPENO公司开发的SM775测量 车是一种高速测量记录车辆。这种 车辆的测量速度可高达80公里/小时。 它以图形和数字的形式记录下测量 的结果,可以分别地记录下短波、 长波及横截面的变形。
❖ 波长非常短(波长30~100mm)“极短周期波形” 的变形多发生于铁路直线部份。在160公里/小时速 度下的运行线路,铁轨的不规则冲击所成形;
❖ 短波长(波长100~300mm)变形常在发生在铁路的 曲线区段,通常发生于短轨一侧的轨道。它可以解 释为:转弯时固定在车轴上的两个车轮所碾过的长 度不一样所造成的;
❖ 不仅铁轨受影响,铁轨还不能全部吸收这种 由冲击产生的能量。这些冲击会持续地传递 给线路。固定位置的损伤会影响轨垫和枕木。 最后,形成道床局部下沉,铁路失去其稳定
性。
钢轨的纵向变形
极短波距波形(30~100mm)
短波距波形 (100~300mm)
长波距波形 (300~1000mm)
铁轨的纵向变形表现为周期性的波浪磨耗
开始里程
表示的级别
结束里程
12345678
267.000
270.000
270.000 Digital analysis Ⅱ 数字分析Ⅱ
278.000
Example output
横截面
SM775测量车配备有一个激光 测量系统,激光系统记录钢轨头部 形状。将其按形状类型分类,进一 步根据所测钢轨头部截面的区域与 一个标准截面的区域进行分析计算, 得出需要修复实现的模拟轨头形式, 这些信息是以轨面和侧面拐角分别 记录的。
钢轨焊缝打磨技术要求
钢轨焊缝打磨技术要求1.打磨设备用于钢轨焊缝打磨的主要设备包括手提砂轮机、抛光机和角磨机等。
这些设备应具有稳定的性能和高效的打磨能力,并符合相关安全标准。
在使用前应对设备进行检查和调试,确保其正常运转。
2.打磨材料钢轨焊缝打磨的主要材料包括砂轮、砂纸、抛光膏等。
应根据不同的打磨需求选择合适的材料,并定期检查材料的磨损情况,及时更换。
3.打磨方法钢轨焊缝的打磨方法主要包括粗磨和细磨。
粗磨时应选用较粗的砂轮或砂纸,将焊缝表面的大部分余高去除,为后续的细磨打下基础。
细磨时应选用较细的砂轮或砂纸,将焊缝表面磨至平滑,达到所需的表面质量。
4.打磨角度和力度在钢轨焊缝打磨过程中,应保持砂轮或砂纸与焊缝表面呈一定的角度,以便更好地控制打磨深度和磨削力。
同时,打磨力度也应适中,不宜过轻或过重,以保证打磨效率和质量。
5.表面处理在完成焊缝打磨后,应对表面进行处理,包括清洁、去毛刺、去油污等。
清洁时可使用专用清洁剂或酒精等溶剂,去毛刺和去油污可使用相应的工具或化学方法。
处理后的表面应无残留物和明显的痕迹。
6.安全防护在进行钢轨焊缝打磨时,应注意安全防护措施。
操作人员应佩戴防护眼镜、口罩、手套等个人防护用品,以防止飞溅物和粉尘对人体的伤害。
同时,应在通风良好的环境下进行打磨作业,避免有害气体和粉尘的危害。
7.质量检查在完成焊缝打磨后,应对打磨结果进行质量检查。
可通过目视检查、手感触摸等方式判断焊缝表面的平整度、光滑度等质量指标是否符合要求。
如有不合格情况应及时进行返工或调整。
8.记录和报告在进行钢轨焊缝打磨时,应做好相应的记录和报告工作。
记录内容包括打磨设备、材料、方法、角度和力度等信息;报告内容包括打磨结果的质量检查情况、安全防护措施等。
这些记录和报告可作为后续工作的参考和依据。
打磨基本工艺专业资料

线路打磨施工工艺一、钢轨打磨作用随着国内铁路运送事业不断发展,重要干线列车重量和行车密度不断增长,大规模客运专线和高速铁路建设,对轨道规定原则高,为了改进线路质量,保证列车安全运营,应用钢轨打磨列车对在线钢轨进行打磨维修与养护是必要。
1、钢轨打磨可以消除钢轨病害。
如波磨、飞边、接头不平顺等,从而减小了列车运营噪音。
2、钢轨打磨可以修正钢轨轮廓。
从而改进轮轨接触关系,减少了轮轨接触应力和磨耗,提高了列车运营舒服性。
3、合理有效钢轨打磨可以延长钢轨使用寿命50 %~300 %。
二、钢轨打磨车设备性能1、作业区段曲线半径不不大于180m。
2、最大作业坡度低于33‰。
3、作业区段最大超高不不不大于150mm。
4、钢轨内侧打磨角度最大为45度;钢轨外侧打磨角度最大为45度。
5、作业走行速度2-16Km/h。
三、钢轨打磨有关技术指标1、波磨:铁轨纵向变形体现为周期性波浪磨耗(简称波磨),波磨会增长轮轨噪音、加快车辆部件和轨道部件恶化率,通过打磨后最大剩余波磨深度超过0.2mm 波磨点长度合计不超过该打磨范畴长度10%,且不容许有不不大于0.35mm处所。
2、肥边:肥边是工作面边沿塑性变形,打磨后最大工作边肥边超过0.3mm肥边点合计不超过该打磨范畴长度10%。
3、光带:光带就是轮轨接触痕迹。
车轮与钢轨横截面决定了轮轨接触状况,车轮圆锥面产生横向运动会给车轮带来影响。
光带对中效果就是当量锥度,当量锥度必要保持在一定范畴内,否则,车辆将会发生横向波动振荡,蛇行运动就会发生。
理论上光带越窄越好,但光带窄易变形很难保持。
通过钢轨打磨后轨顶光带应当平直且均匀,光带位置应在以作用边为基准23—44mm区域内分布。
四、钢轨打磨作业程序1、施工作业前准备(1)施工前一周,打磨车负责人要提前与工务段负责人联系,获得详细线路资料(线路设备平面图)。
(2)打磨车负责人要依照工务段提供线路资料,提前做好打磨区间线路调查工作。
涉及打磨区段线路长度、曲线参数、以及道口、护轮轨铺设地点、以及有碍打磨线路设备设立精确地点。
钢轨手工打磨方案

钢轨手工打磨方案1. 简介钢轨是铁路运输系统中的重要组成部分,经过长时间的使用,会出现各种各样的问题,如表面磨损、锈蚀和变形等,影响铁路运输的安全和舒适。
钢轨手工打磨是一种常用的维修方法,通过打磨可以修复钢轨的表面问题,并恢复其正常的使用状态。
本文将介绍钢轨手工打磨的方案,包括所需工具和材料、操作步骤以及注意事项等内容,帮助读者了解钢轨手工打磨的基本知识和技巧。
2. 所需工具和材料进行钢轨手工打磨需要准备以下工具和材料:•钢轨打磨机:用于进行钢轨的粗磨和精磨,可以根据工作要求选择不同型号和功率的打磨机。
•手持砂轮机:用于对钢轨表面进行精细打磨,可以选择不同规格和材质的砂轮进行打磨。
•手工砂纸:用于对小面积或特殊位置进行打磨,可以选择不同号数和材质的砂纸。
•手工锉刀:用于修复小面积或特殊位置的凹陷或凸起。
•清洁工具:如刷子、喷水枪等,用于清理钢轨表面的灰尘和杂物。
•打磨液:用于增加砂轮和钢轨表面之间的润滑效果,减少摩擦和磨损。
3. 操作步骤以下是钢轨手工打磨的基本操作步骤:1.准备工作:首先确保工作环境的安全,并佩戴必要的个人防护设备,如手套、护目镜和口罩等。
2.清洁钢轨:使用清洁工具清理钢轨表面的灰尘和杂物,确保打磨操作的顺利进行。
3.粗磨:使用钢轨打磨机进行钢轨的粗磨,去除表面的磨损和锈蚀,恢复钢轨的平整度和光滑度。
在操作时保持打磨机的稳定性,避免过度磨损钢轨表面。
4.精磨:使用手持砂轮机对钢轨进行精磨,进一步修复表面问题,并使钢轨表面更加光滑。
在操作时注意保持砂轮与钢轨表面的角度和压力适宜,避免过度磨损或破坏钢轨。
5.手工修复:对于小面积或特殊位置的凹陷或凸起,可以使用手工锉刀进行修复,使钢轨表面更加平整。
6.清洁钢轨:打磨完成后使用清洁工具清洁钢轨表面,将打磨时产生的碎屑和粉尘清除干净。
7.检查和测试:检查已打磨的钢轨表面是否光滑平整,并进行必要的测试和测量,确保打磨的效果满足要求。
8.维护保养:对打磨后的钢轨表面进行润滑和防锈处理,延长其使用寿命并减少后续的维修成本。
钢轨打磨技术及其应用

(1)外形打磨相对于表面打磨,在每次打磨过后, 保留的是表面没有裂纹的、良好的、有硬化层的表 面。而表面打磨,经过多遍的、大打磨量的打磨后, 原来的有裂纹的、变形的表面把硬化层完全消除掉 了,只剩下相对软的金属层和一些残余裂纹(最深的 裂纹不会完全被消除),这些导致更容易发生磨损以 及裂纹的继续扩展,所以,应大力提倡外形打磨;
图7 打磨好后的钢轨车轮走行光带居中
1.2、钢轨打磨的基本原理
钢轨打磨的基本原理是把钢轨轮廓修成理想 形状,改善轮轨横向耦合断面接触,改善轮轨接 触纵向平顺性,把接触应力减至最小化以减小磨 损。
图9 作业中的钢轨打磨车
图8 PMG-48型钢轨打磨车
图11 打磨小车的主要组成部件 图 10 打磨小车平面图
图14 直线区段轮轨接触光带
图15 打磨后车轮走行光带居中
图16 打磨与未打磨钢轨磨耗比较
表1
两类打磨方法简况
3、钢轨打磨技术应用中注意的问题
一种特定的打磨外形只适合一类问题, 即不同的 问题需要不同的打磨外形, 不存在一种适合所有问题 的打磨外形。实际应用中要针对线路的钢轨病害发 展规律及运营条件,针对具体的现场环境,结合对 打磨车工作性能的分析,初步确定打磨类型。要注 意的问题有:
图12 工作中打磨电机角度调整
2、钢轨打磨技术分类及其作用
2.1 钢轨打磨分类方法有很多,按照采用的方法和 欲达到的目的可分为:(1)表面打磨,也叫修复性打磨; (2)外形打磨,也叫预防性打磨。 2.2 表面打磨(修复性打磨) 表面打磨是控制和清除钢轨表面已有的缺陷。表 面打磨通常是在钢轨表面形成缺陷以后才进行。传 统的表面打磨只是简单地将轨头磨平,如图13 (a) 所 示。轨面缺陷直接与轮轨竖向动力作用有关,表面 打磨可以控制表面缺陷,从而起到减小垂向振动、 垂向冲击力和噪声、提高旅客舒适性的作用。
第二节钢轨基本知识.
第二节钢轨基本知识一、钢轨使用规定高速铁路正线、到发线应采用60 kg / m无螺栓孔新钢轨;其他站线宜铺设50 kg / m钢轨。
200 km/ h及以上高速客运铁路应选用u71MnG、强度等级为880〜IPa热轧钢轨;200 km/ h〜250 km/h高速客货混运铁路应选用U75VG、强度等级为980 MPa热轧钢轨。
其中,U代表钢轨钢,71、75代表化学成分中碳平均含量为0. 71%、0. 75%, V代表钒元素,Mn代表锰兀素,G代表高速铁路。
高速铁路钢轨应具备安全使用性能好、几何尺寸精度高、平直度好的特点,同时要求钢轨的实物质量达到高纯净、高平直、高精度、长定尺,这就要求钢轨钢质洁净、韧塑性高、焊接性能优良、表面基本无原始缺陷。
二、钢轨长度及断面尺寸1 .钢轨长度高速铁路正线应采用符合相应技术标准的100 m定尺轨,短尺轨长度为95 m、96 m、97 ITI和99 ITI 四种。
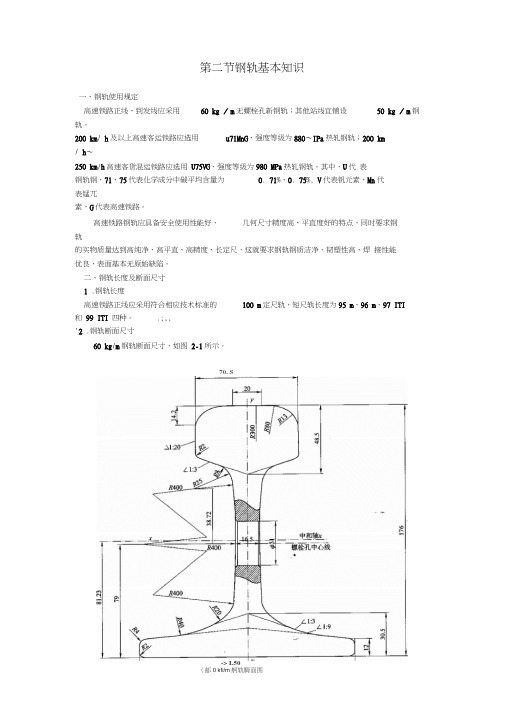
.;,,'2 .钢轨断面尺寸60 kg/m钢轨断面尺寸,如图2-1所示。
70. S-> L50(邮0 kfi/m舸轨騎面图—C『―《■ ■(■■ ■—、216.5中心线一k °.图2'1 50 kfi/m 钢轨形式尺寸(单位1 mm )3 •钢轨计算数据60 kg / m 钢轨计算数据,如表 2— 9所示。
(b )60 kg/m 银轨摞栓孔布置图義2旳钢轨计茸数据三、钢轨材质1钢轨的化学成分(表2—10)S2-10搦轨北学蹴分UTlMuG0. 65—-0. 750, 15—0.580. 70—1. 20^0. 0苓.<0. 025CO. 004U75VG 6 71 —也80Q” 50—0. 70 D. 75—1.05咗实025<Q. 0250. 08<0r 0042 一 11的规定。
制造年(轧制年度末两位)、月(如04代 钢厂代码一一生产年份一一炉号一一连铸 2.钢轨拉伸性能和硬度钢轨的抗拉强度和伸长率及轨头顶面中心线上的表面硬度值应符合表a 腆>10 260—300 U75VG^102^0—930注啟惟取样螳验时•允许断后忡任率比规宦憤降低1绻f 绝对值)四、钢轨标志我国钢轨生产厂家主要有攀钢、包钢、鞍钢和武钢四家,各厂家标志如图22所示。
铁路钢轨打磨技术及其应用

铁路钢轨打磨技术及其应用钢轨打磨技术是钢轨养护维修中常用的修复技术之一,该技术的应用对于改善钢轨病害,提高铁路运输的安全性具有重要意义。
本文将对钢轨打磨技术的相关内容进行介绍,并对该技术的应用进行了实例说明。
标签:钢轨;打磨技术;策略;应用1 概述我国铁路钢轨在运行过程中受到的损伤越来越严重,已经出现了轨面剥离、轨头压馈、裂纹、波浪型磨损等多种故障,给铁路运行车辆的安全造成严重威胁。
为保证铁路运行的安全性,需要加强对钢轨的维修和养护。
钢轨打磨技术是铁路工务部门常用的一种修护技术,能对轨面伤损进行有效修护,延长了钢轨的使用寿命,确保了铁路车辆行车安全。
2 钢轨打磨技术2.1 原理介绍钢轨打磨是利用砂轮、铣刀、刨刀、砂带等打磨工具对钢轨顶部进行磨削,以清除钢轨表面缺陷和病害的一种修护技术,其打磨原理如图1所示,n为转速,v为前进速度,F为砂轮竖直方向的受力。
打磨时,砂轮在压力的作用下与钢轨接触,砂轮端面磨粒与钢轨表面充分接触,旋转时对钢轨表面进行去除,以完成打磨目标。
在打磨过程中,砂轮与钢轨的接触面积、去除率、压力等参数会对打磨效率和精度产生影响。
2.2 技术分类打磨技术按照目的和磨削量可分为三种,修复性打磨、预防性打磨和曲线轨头非对称打磨。
修复性打磨也可成为表面打磨,主要是对已经发生磨损,存在缺陷的钢轨进行打磨;预防性打磨则是对使用中的钢轨进行定期打磨,以消除潜在隐患对钢轨的威胁;非对称打磨的主要作用是为车轮和钢轨建立合适的相对位置,减少车轮边与钢轨边之间的作用力,降低车轮边缘的磨损。
打磨时应先确定轮对两侧车轮的滚动半径差,打磨主要是增大二者之间的差值,从而提高轮的自行转向能力,使车辆能够顺利通过轨道弯曲部分。
若按照打磨方式可分为包络式打磨和轮廓式打磨,前者是砂轮端面沿钢轨截面布置打磨作业,一般打磨作业速度较低,在预防性打磨作业中切削能力发挥较为困难,主要用于修复性打磨;后者是利用砂轮的仿形轮廓进行打磨作业,速度为包络式的五倍以上,打磨效率为包络式的三倍以上,非常适合于行车密集线路的预防性打磨作业。
钢轨打磨的类型和特点
根据钢轨打磨的目的及打磨的磨削量,钢轨打磨可分为三类:(1)预防性打磨(2)修理性打磨(3)钢轨断面(或廓形)打磨高速铁路钢轨打磨分为使用小型机具的人工打磨和使用打磨列车的大机打磨。
从高速铁路建设和运营方面,又可分为高速铁路钢轨开通前打磨和开通运营后的钢轨预防性打磨。
①人工打磨②预打磨③预防性打磨一、按表面材料去除量可分为预防性打磨和修复性打磨,前者通过去除少量的钢轨表面金属材料即可预防或清除接触疲劳导致的裂纹萌生,而后者须去除大量的钢轨表面金属材料以确保清除严重病害并修复钢轨廓型。
特点:修复性打磨去除钢轨表面金属材料的平均厚度在1.0~1.5mm之间,而预防性打磨则在0.1~0.2mm之间,后者的打磨周期约为前者的1/4,预防性打磨缩短了维护周期,增加了钢轨维护任务量,使原本有限的“天窗时间”显得更为宝贵。
预防性打磨获取的评价数据均优于修复性打磨,延长了钢轨的服役寿命,但是随着钢轨打磨周期的缩短也增加了线路维护成本。
预防性打磨可较早地预防或清除病害,能够保证列车运行的安全性和平稳性,并且利用预防性打磨逐步代替修复性打磨是钢轨打磨策略的发展趋势,但是提高打磨效率是开发高速打磨技术的前提条件,因此预防性打磨时的线路维护费用、维护周期、钢轨更新等因素间的关系有待深入研究,以确保在线路运行安全的前提下降低运营成本。
二、钢轨打磨作业过程中,除清除钢轨表面病害金属层外,还需修复钢轨截面廓型,以改善列车运行时的轮轨关系。
修复钢轨廓型的打磨方式可分为包络式和轮廓式2种打磨方式。
特点:包络式打磨是通过将砂轮端面沿钢轨截面布置而获得打磨目标廓型,而轮廓式打磨则是利用砂轮的仿形轮廓进行打磨。
包络式打磨的作业速度较低,常用的打磨作业速度约为15 km·h-1,其较强的切削能力在预防性打磨中难以发挥;相比而言,轮廓式打磨专为预防性打磨而开发,常用的打磨作业速度约为80 km·h-1,考虑设备调试、打磨遍数等其他因素影响,其打磨效率较包络式打磨约提高3倍左右,特别适用于行车密集线路的预防性打磨。
浅谈铁路线路施工中的钢轨打磨技术

浅谈铁路线路施工中的钢轨打磨技术摘要:钢轨打磨主要分为预防性打磨和修理性打磨。
修理性打磨的特点是打磨速度低,反复进行,基本去除钢轨表面伤损或波磨,不能去除深度裂纹,主要是针对状态较差钢轨的打磨方式,目的是消除钢轨顶面严重的磨损及曲线下股钢轨飞边,尽可能恢复钢轨标准断面,延长钢轨使用寿命,打磨遍数一般为5-10遍。
预防性打磨则是一次快速打磨,完全清除包含微裂纹的薄层,同时,形成或保持理想的轮廓,主要是针对状态较好钢轨的打磨方式,目的是消除钢轨顶面不平顺,改善轮轨关系,提高轨面平顺性,延长钢轨使用寿命,打磨遍数一般为3-4遍。
关键词:钢轨打磨裂纹延长寿命Abstract: rail mainly divided into the grinding and polishing preventive repairing rational burnish. The reason the characteristics of grinding speed grinding is low, the repeated, basic rail wounds or remove surface wave gr inding, can’t remove the crack depth, mainly is aims at the poor state of the polishing of rail way, the purpose is to eliminate top face serious wear rail and curve of the rail flash, as far as possible recovery rail standards section, prolong the service life of the rail, burnish times several general for 5-10 times. Preventive burnish is a quick grinding, completely remove contains thin layer of micro cracks, and at the same time, form or remain an outline, main is a good condition for the polishing of rail way, the purpose is to eliminate rail top surface irregularities, improve the wheel/rail relations, improve the rail surface smooth, prolong the service life of the rail, polishing several times for 3 to 4 times commonly.Keywords: rail burnish crack prolong life中图分类号:U213.4 文献标识码:A 文章编号:一、我国既有线钢轨现状分析我国铁路轨底坡明显偏小(1:40),新钢轨铺设上道与车轮未磨合时,直线钢轨车轮走形光带在距离轨距侧10~30mm范围内(轨面R80起点至R300约5mm),曲线钢轨上股光带则更趋近轨距角,当钢轨较软、列车轴重较大时,随着车轮的不断滚动碾压钢轨轨面被磨损,光带逐渐变宽至整个轨面,轮轨通过自然磨损而磨合,逐渐形成共形接触。
钢轨打磨手册
钢轨打磨是保持铁路运营安全和提高列车行驶的稳定性的重要工作。
以下是一般的钢轨打磨手册的内容:
1. 打磨目的:明确打磨的目的,例如消除钢轨表面的缺陷、修复变形、提高轨面平整度等。
2. 打磨计划:制定打磨计划,包括打磨的时间、路段、工具设备、人员组织等,并考虑列车运行的影响。
3. 安全措施:确定打磨作业的安全措施,包括工作区域的警示标志、安全防护设备、人员的安全培训等。
4. 设备准备:检查打磨设备的工作状态,包括磨削机、铣削机、切割机等,并确保其正常运转和维护保养。
5. 打磨方法:根据不同情况选择合适的打磨方法,如铣削、磨削、切割等,并确保操作人员具备相关技能和经验。
6. 打磨参数:确定打磨的参数,如磨削深度、打磨速度、磨削轮的选择等,以达到预期的打磨效果。
7. 质量监控:制定质量监控措施,对打磨后的钢轨进行检查和评估,
确保打磨质量符合要求。
8. 记录和报告:记录打磨工作的相关信息,包括打磨时间、地点、方法、参数等,并编制打磨报告,供后续参考和分析。
9. 维护保养:完成打磨后,需要对打磨设备进行维护保养,包括清洁、润滑、更换磨削工具等,以保持设备的正常工作状态。
10. 定期检查:设立定期检查制度,对打磨后的钢轨进行跟踪观察和检查,及时发现和处理问题。
需要注意的是,具体的钢轨打磨手册可能会因不同的铁路运营管理规定而有所差异。
在实际操作中,请遵循相关的规章制度和操作指南,并确保操作人员具备相应的技术知识和经验。
钢轨打磨讲解稿
钢轨打磨讲解稿
钢轨打磨讲解稿
大家好,今天我将为大家讲解一下钢轨打磨的过程和作用。
首先,我们来了解一下钢轨打磨的目的。
钢轨是铁路交通中的重要组成部分,它承载着巨大的重量和压力,长时间使用后会出现磨损、疲劳和缺陷等问题。
这些问题如果不及时处理,会影响列车的运行安全和乘客的乘车舒适度。
打磨钢轨可以有效地修复钢轨表面的缺陷和磨损,提高其使用寿命和安全性能。
那么,钢轨打磨的过程是怎样的呢?首先,我们需要进行钢轨的检查。
专业的工作人员会使用各种检测设备检查钢轨表面的缺陷和磨损情况。
发现问题后,会进行标记,然后准备打磨设备和工具。
接下来,是打磨的实施阶段。
打磨钢轨可以采用机械打磨或者人工打磨的方式。
机械打磨主要使用磨石或者磨轮等设备对钢轨表面进行磨削,去除缺陷和磨损,并使钢轨表面恢复平整。
人工打磨则需要工人手持打磨工具进行操作。
无论采用何种方式,都需要严格按照操作规程进行,并做好安全防护工作。
最后,是打磨的检验和保养。
打磨完成后,需要进行钢轨的检验,确保打磨效果符合要求。
之后,还需要对打磨后的钢轨进行保养工作,保持其平整和光滑,延长使用寿命。
通过上述的过程,钢轨的表面缺陷和磨损可以得到有效修复,
钢轨的安全性和使用寿命也能得到提高。
总结一下,钢轨打磨是铁路交通中的重要保养工作,它可以修复钢轨的表面缺陷和磨损,提高其使用寿命和安全性能。
希望大家能够加强对钢轨打磨的了解和重视,为铁路交通的安全和顺畅作出自己的贡献。
谢谢!。
月底钢轨打磨总结
月底钢轨打磨总结1. 背景介绍钢轨作为铁路交通的重要组成部分,承载着列车的运行和乘客的安全。
随着铁路运输的不断发展,钢轨的维护变得尤为重要。
月底钢轨打磨作为一项常规维护工作,旨在保持钢轨的平整度、减少振动和噪音,延长使用寿命。
2. 打磨流程月底钢轨打磨主要包括以下几个步骤:2.1 准备工作在进行钢轨打磨之前,需要进行一些准备工作,包括: - 确定打磨的时间和地点;- 配置打磨设备和工具,如打磨机、砂轮等; - 对打磨机进行检查和保养,确保其正常工作。
2.2 打磨操作钢轨打磨的操作步骤如下: - 将打磨机放置在需要打磨的钢轨上; - 启动打磨机,控制打磨速度和力度; - 按照一定的轨距和角度,对钢轨进行打磨; - 持续观察打磨效果,并及时调整打磨机的位置和参数。
2.3 检查和清理打磨完成后,需要进行检查和清理工作,包括: - 对打磨后的钢轨进行检查,确保打磨质量符合要求; - 清理打磨机和周围的工作区域,防止灰尘和碎屑造成污染。
3. 关键发现通过对月底钢轨打磨的实际操作和观察,我们得出了以下关键发现:3.1 打磨机选型打磨机的选型对打磨效果有重要影响。
不同型号的打磨机具有不同的特点和适用范围,需要根据具体情况选择合适的打磨机型号。
3.2 打磨参数控制打磨参数的控制对打磨效果和钢轨的保护都非常重要。
打磨速度、力度和角度等参数需要根据钢轨的情况进行调整,以达到最佳的打磨效果。
3.3 打磨质量检查打磨后的钢轨需要进行质量检查,以确保打磨质量符合要求。
常用的检查方法包括目测和测量,如使用激光测量仪进行平整度检测。
3.4 定期维护月底钢轨打磨是一项常规维护工作,需要定期进行。
通过定期维护,可以及时发现和修复钢轨的问题,延长其使用寿命,提高铁路运输的安全性和效率。
4. 进一步思考月底钢轨打磨是一项重要的维护工作,但仍然存在一些问题和挑战,需要进一步思考和研究:4.1 自动化技术应用目前,钢轨打磨主要依靠人工操作,存在工作量大、效率低的问题。
钢轨打磨技术

韶山4B型干线货运电力机车
韶山4B型干线货运电力机车,代号SS4B,技术参数与 SS4基本相同。
为实现干线货运机车简统化、系列化目标,进一步提 高机车安全性、可靠性、互换性,根据铁道部科技函 [1991]499号和[1992]239号文件,由株机厂和株洲所共同 研制SS4B型8轴重载货运电力机车。
韶山3B型重载货运电力机车
韶山3B型重载货运电力机车,代号SS3B。株洲电力机 车厂2002年在SS系列机车的设计平台上开发的一种12轴重 载货运电力机车。该车由两节完全相同的6轴电力机车通过 内重联环节连接组成,每节车为一完整系统。
机车功率持续2×4350kW,最大速度100km/h,车长 2×20200mm,轴式2(C0-C0),电流制为单相工频交流。
钢轨打磨技术
内容
一、轨面管理与轮轨系统动力学 二、机车车辆及动车组结构基本知识 三、车辆-轨道系统动力学的基本知识 四、轮轨接触几何学的基本知识 五、钢轨合理断面及钢轨打磨 六、讨论
一、轨面管理与轮轨系统动力学
1、轨面的概念与内涵 轨面(为行车提供的运行平台) 轨面的作用(运行的平面、导向、承载、传载) 轨面的工作特点
韶山7C型电力机车
韶山7C型电力机车,代号SS7C。该车是从牵引客车的实际 出发,吸收国内外客车的成熟经验,对机车的牵引性能、动力 学性能、主要电机电器性能等方面进行了专门设计,是韶山7型 电力机车系列化产品之一。
它具有以下特点:牵引性能优良,加速和高速性能匹配合 理;轴重轻、簧下重量小,动力学性能在既有线路上表现良好; 满足客车的用电、用风要求;运用可靠等。技术先进、布置合 理、外形美观、运用可靠、维护方便、操作顺畅。机车功率持 续4800kW,最大速度120km/h,车长20200mm,轴式B0-B0-B0, 电流制为单相工频交流。大同机车厂制造。
钢轨焊接探伤打磨

钢轨的性能
拉伸性能——钢轨的抗拉强度和断后伸长率 硬度——影响钢轨耐磨性 显微组织——钢轨全断面的显微组织应为珠光体组织,允许有
少量的铁素体,不应有马氏体、贝氏体及晶界渗碳体。
脱碳层——表面脱碳硬度降低,不应超过0.5mm。 落锤——冲击性能 残余应力——轨底的最大纵向残余拉应力应小于或等于250MPa 疲劳——总应变幅为1350με 时,每个试样的疲劳寿命(即试样完全
钢轨—— 钢轨焊接 钢轨探伤 钢轨打磨
目录
钢轨基础知识及标准 钢轨焊接知识及标准 钢轨探伤与线路养护 钢轨打磨与钢轨寿命
钢轨基础知识与标准
钢轨的作用和要求 钢轨的分类 钢轨的标识 钢轨的性能 钢轨的表面质量
钢轨的基础知识
钢轨的作用和要求 作用:承受机车车辆的重量,并将重量及其
钢轨焊接方法简介
(3)铝热焊Thermite Welding
属于冶金铸焊,其接头为铸造组织。钢轨对中
后,安装砂型,预热,点燃坩埚中的铝热焊剂,将
铝热反应形成的钢水
注入砂型内,钢水将钢轨端部熔化后,形成接头。
其热源是铝热反应生成的热量。
特点:无顶锻过程,外观质量好; 断轨抢修方便, 对焊工要求不高,强度低、成本高。设备一次投资 小,机具小,方便。生产效率: 10~12个接头/天。
叠、氧化皮压入、轧痕等的最大允许深度: a)钢轨走行面0.5mm;b)钢轨其它部位0.6mm。 在钢轨长度方向的钢轨走行面、轨底下表面,纵向导卫板
刮伤最多只允许有2 处,深度不应超过规定。沿同一轴线 重复发生导卫板刮伤可作为1 处认可。 允许导卫板刮伤的最大宽度为4mm,宽度与深度之比大于 或等于3:1。 轧辊产生的周期性热轧痕可作为1 处认可,并且可以修磨。
钢轨打磨概述

磨粒断碎
磨料磨粒
特性
– 由于磨粒的不规则形状而具有磨削能力 – 高耐磨性,以增加磨石的使用寿命 – 高韧性以避免磨石早期断裂 材料 – 氧化铝(Al2O3) – 氧化鋯(ZrO2)
颗粒大小
– 网眼尺寸为4 (粗颗粒) 至 240 (细颗粒) – 最常用的磨粒尺寸为 14-18 – 粗颗粒-磨削量较大,打磨后钢轨表面比较粗糙 – 细颗粒-磨削量较小,打磨后钢轨表面比较光滑
Loram 打磨车
Harsco 打磨车
Speno 打磨车
钢轨打磨车的主要性能指标
范围 长度 (米) 打磨车行进速度 (公里/小时) 水平线路 坡道 (3%) 打磨行进速度 (公里/小时) 磨头数量 电机功率(千瓦)
11-113
中国
96
80-100 40-60 1-19
8-120 8-30
80-100
钢轨打磨讲座(一)
第一章、钢轨打磨概述
何谓钢轨打磨? 打磨设备 打磨砂轮 打磨电机
去除钢轨波浪磨耗 平顺钢轨焊缝 去除钢轨擦伤
去除钢轨瑕疵和肥边
修正钢轨廓面形状
人工钢轨打磨
钢轨打磨的方式
Meule N V
磨块滑动式打磨
N
N
Meule
Meule V
垂向轴转轮式打磨 水平轴滚轮式打磨
修正钢轨廓面形状 去除波磨,瑕疵,肥边等
单磨头的钢轨打磨
打磨磨头
钢轨廓形
多磨头的钢轨打磨
磨削面积
钢轨廓形
钢轨打磨设备
打磨车制造厂家 Loram Harsco Track Technology-与襄樊厂合作 Speno International-与二七厂合作 打磨车类型 大型:88-120 打磨电机/磨头 中型:32-48 打磨电机/磨头 小型:8-24 打磨电机/磨头 道岔打磨车 一般为 16-24 打磨电机/磨头 磨头的直径尺寸为150 毫米
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢轨的损伤影响到钢轨服役期间的可靠性.
A
10
钢轨伤损的类型
A
11
独立的缺陷
A
12
钢轨“焊合”的不
平
A
13
道碴的印痕
A
14
塌陷(儒变、黑色斑点)
A
15
❖ 钢轨的这些独立缺陷会在每一次车轮通过时 产生一次冲击,随之产生一个数倍于正常情 况下的负载。因此,铁轨受到很高的压力。 一般情况下这种损伤还会进一步扩展,有些 情况下会导致铁路失效。
❖ 不仅铁轨受影响,铁轨还不能全部吸收这种 由冲击产生的能量。这些冲击会持续地传递 给线路。固定位置的损伤会影响轨垫和枕木。 最后,形成道床局部下沉,铁路失去其稳定
性。
A
16
钢轨的纵向变形
A
17
极短波距波形(30~100mm)
A
18
短波距波形 (100~300mm)
A
19
长波距波形 (300~1000mm)
A
20
铁轨的纵向变形表现为周期性的波浪磨耗
❖ 波长非常短(波长30~100mm)“极短周期波形” 的变形多发生于铁路直线部份。在160公里/小时速 度下的运行线路,铁轨的不规则冲击所成形;
❖ 短波长(波长100~300mm)变形常在发生在铁路的 曲线区段,通常发生于短轨一侧的轨道。它可以解 释为:转弯时固定在车轴上的两个车轮所碾过的长 度不一样所造成的;
❖ 用修磨不对称铁轨轮廓的方法可能会改变车轮与 铁轨的接触位置。车轮的滚动半径会不同程度的 增加,于是轮子有离开较高轨道的倾向;
❖ 在弯道的内侧不对称的接触情况会缩小铁轨与轮 子的作用角,因此转向架被磨损。
A
31
噪声危害
线路的纵向周期 性变形的影响结果就 是噪声。它普遍可以 使噪声升高12分贝。
地基的振动也能 产生较高级别的噪声。 极端的情况下,比如 在砖砌的隧道中,振 动能导致结构的损伤。
A
22
拐角处塑性变形(边缘磨耗)
A
23
工作面边缘塑性变形(边缘肥边)
A
24
❖ 车轮与钢轨的横截面决定了轮轨的接 触状况。在钢轨的直线部分和曲线的 外侧,车轮圆锥面产生的横向运动会 给车轮带来影响。“对中”效果就是 当量锥度,当量锥度必须保持在一定 的范围内。否则,车辆将会发生横向 的波动振荡,被称作“蛇行”伤害就 会发生。
A
32
能量损耗
有试验表明铁轨周 期性变形将明显增加机 车的燃料消耗。一个 TIM计算机模型表明在 0.8mm深波纹的铁轨上, 机车需要付出大于三倍 的牵引力。实际测试表 明这个数值更高。
对无波浪变形的轨
面上可以减少能耗到30
%左右。
A
33
振动危害
钢轨周期性的变形会产生有规律的振动。这就 存在着共振的危险。当振动频率与系统构件的固有 频率相同时,就会发生共振。振动的振幅得到加强, 释放出巨大的能量,铁路构件会因此而迅速被损坏。
NSKK SPENO日本子公司
子公司
SRMA
SPENO澳大利西亚子公司
A
4
总经理
行政和财务部 事务部 商务部
维护部
生产部
质检部
技术和设计部
A
5
❖SPENO公司:
❖ 承担着五个国家的铁路维修业务; ❖ 生产的设备配有8~112个不等的打磨头; ❖ 从城市地铁到重型货运线线路; ❖ 施工线路列车速度高达300公里/小时。
A
26
初期钢轨工作表面伤损
A
27
在钢轨在拐角处
A
28
发展后钢轨工作表面伤损
Hale Waihona Puke A29钢轨拐角处的剥落
A
30
钢轨磨损
❖ 铁轨矫正通常不是用来解除铁轨磨损的,然而, 修磨过的铁轨却有助于减轻磨损。高速铁路曲线 部份的磨损是一个问题,转弯时许多轮缘对铁轨 的冲击造成了钢轨的磨损;
❖ 在一定曲线半径范围内,轮缘接触是在侧边的, 车轮位置的轻微变化将会避免这种接触;
❖ 长波(波长300~1000mm)变形通常是由铁路上只 有单一型号的车辆运行所造成的;
❖ 较长波(波长1000~2500mm)的变形也许与铁轨的 制造工艺有关;
❖ 实际上,会几种波长的变形,经常会同时出现在钢 轨同一部位。
A
21
钢轨的横向截面变形
钢轨的横截面变形对线路运行 起着重要作用,车轮与铁轨的接触 点决定了运行中表面和内部的应力。 车轮与钢轨的不正确接触,会导致 车轮与钢轨的疲劳损害。
❖ 在高速铁路线上当量锥度特别重要, 当量锥度的变化能引起转向架接近它 的临界的速度。如果这种情况发生, 车辆的运行会变得很不稳定。
A
25
表面疲劳
表面疲劳通常是由重载车辆造成铁路的轨 面失效形式。但它也能发生在由轻载列车运 行的铁路上,在铁轨被润滑和繁忙线路区段 就会发生。
表面疲劳起始于一个材料的疲劳点,当磨 损程度不高时,金属保持在原处伸长,最后 达到疲劳极限。对付疲劳的处理是在金属达 到疲劳之前就除去这部份金属。要达到此目 的,可用循环的修磨来实现,每一次修磨仅 需要磨去很少一部份金属。
A
7
主要从事的施工业务:
—— 检测策划; —— 铁轨矫正; —— 过程监测; —— 钢轨伤损探测。
A
8
第二部分
钢轨伤损形式及其危害
A
9
我们的印象中,铁路运行通常显现为静态形 式。事实上,铁路运行一定是动态的。它是由 若干环节(层)组成。每一层就像一个弹簧,各 有自己的特性。各层的自然特性是不同的,其 结果构成了一个复杂的结构形式。此外,铁路 又由若干部份构成了整个线路体系。这个体系 包括道碴和路基环境,道碴和路基之间的相互
❖SPENO公司:
❖ 从1960年至今已为一百多个用户提供服务; ❖ 已制造出超过一百套的机械设备; ❖ 每年生产的砂轮超过一百万个。
A
6
SPENO公司主要从事的业务有:
—— 拥有施工机器; —— 有委派的专门人员进行现场管理; —— 进行铁路现场施工; —— 跟踪检查施工结果; —— 生产和销售铁路维护设备。
钢轨的振动还导致构件承受过多的载荷,造成 紧定螺栓断裂、枕木爆裂等。同时,对钢轨维修不良 也会有负面的影响,需更多的检查钢轨支撑和螺栓紧 固状况。
钢轨打磨
A
1
第一部分 SPENO公司简介
A
2
铁轨矫正是一项世界铁路 维修的常规作业,在这方面, SPENO公司拥有较丰富的设 备制造和使用经验。
A
3
迈克纳菲公司(MECNAFER)
意大利 麦斯垂(Mestre)
ASI公司
子公司
意大利 马肯(Marcon)
SPENO国际公司 子公司
子公司
瑞士 日内瓦