小麦制粉流程图
粮食加工学 第四章 小麦制粉

15
三、研磨效果的评定
(一)剥刮率 剥刮率是指物料由某道皮磨系统研磨、经筛理后,穿过粗筛的数 量占物料总量的百分比。 (二)取粉率 取粉率是指物料经某道系统研磨后,粉筛的筛下物流量占本 道流量或1皮磨流量的百分比。 (三) 粒度曲线 粒度曲线可体现研磨后不同粒 度物料的分布规律。该曲线的 横坐标表示筛孔尺寸,单位通 常为mm,纵坐标表示对应筛面 所有筛上物的累计百分比,横 坐标原点对应的筛上物累计量 为100%。
心磨系统的作用是将皮磨、渣磨及清粉系统分出的较纯的胚乳颗粒 (粗粒、粗粉)磨细成粉,为提高小麦粉质量,心磨多采用光辊,并 配以松粉机辅助研磨,所以筛理物料中小麦粉含量较高,尤其前路心 磨通过光辊研磨和撞击松粉机的联合作用,筛理物料含粉率在 50% 以上,同时较大的胚乳粒被磨细成为更细小的粗粒和粗粉。因此心磨 筛理物料的特征是:麸屑少,含粉多,颗粒大小差别不显著,散落性 18 较小。要将所含小麦粉基本筛净,需要较长的筛理路线。
(三)在制品的表示方法
在制粉流程中,物料的粒度常用分式表示,分子表示物料 能穿过的筛号,分母表示物料留存的筛号。 如 18W/32W,表示该物料能穿过18W,留存在32W筛面 上,属麦渣。 (18W,每英寸筛网长度上有18个筛孔) 在编制制粉流程的流量与质量平衡表时,在制品的数量和 质量用分式表示,分子表示物料的数量(占1皮的百分比), 分母则表示物料的质量(灰分百分比)。
二、在制品的分类
(一)筛网 1.金属丝筛网 金属丝筛网通常由镀锌低碳钢丝、软低碳纲丝和不锈钢钢丝制成。 2. 非金属丝筛网 目前小麦面粉厂使用的非金属丝筛网主要有尼龙筛网、化纤筛 网、蚕丝筛网和蚕丝与绵纶交织筛网。
(a)全交织Q
(b) 半绞织B 常见筛网的编制方法
小麦加工工艺流程图

理
去石洗麦机
搭配 面筋白度灰分与内在品质 容积式配麦器
重力式配麦器
毛麦清理 筛理
去石
精选 打麦
筛理
小 一次着水润麦
麦 润麦约24~36小时
清
理 净麦清理 打麦
筛理
去石 刷麦
二次着水喷雾着水
去石
润麦约20~30分钟
入磨
制粉是小麦加工最复杂也是最重要的结段
制粉的目的是将经过清理和水分调节后的小麦 净麦通过机械作用的方法;加工成不同需求的小麦粉; 同时分离出副产品&
小
风选 空气动力学特性
筛选 宽度与厚度 麦
加
比重分选 比重
工
精选 形状与长度
磁选 磁性 前
垂直吸风分离器 吸风分离器
高效振动筛 平面回转筛 分级比重去石机 吸式比重去石机
碟片滚筒精选机 荞子抛车
永磁筒 磁力分选器
表面处理 硬度与强度 处
卧式打麦机 撞击机 去石洗麦机
调质处理 吸水性热导性与组织结构 强力着水机 喷雾着水机
艺品质 • 原料搭配与混合;合理利用资源
小麦由于选种、栽培、收割、脱 粒、凉晒、干燥、运输和储藏等 原因;难免混入各种各样的杂质.
按 大杂质: 一般指留存在直径5.0mm筛孔以上的杂质
颗 粒 大
并肩杂质: 一般指通过在直径5.0mm筛孔;留存在直径 2.0mm以上的杂质
小 小杂质: 一般指通过直径2.0mm筛孔以下的杂质
小麦粉质量标准
GB1355-86
等级
加工精度
灰分 % 以干物计
粗细度 %
面筋质% 含砂量 磁性金属 水分 脂肪酸值 气味
以湿重计
% 物 g/Kg
% 以湿基计 口味
小麦制粉流程
皮磨系统磨辊: 转速前高后低、 齿数为前稀后密、
斜度为前小后大、 齿顶平面为前宽后窄。
五、皮磨系统的操作指标
第二节 皮磨系统
(一)剥刮率与取粉率
剥刮率:
皮磨系统各道磨粉机的剥刮率的大小 主要取决于: 原料的品质、单位流量、皮磨系统的长度、出粉率高低。
(当加工厚麦皮、软质麦、高水分小麦或当单位流量较低、 皮磨系统的长度不长时,前路皮磨的剥刮率相对取高值, 否则则取低值。)
➢皮磨系统的接触长度: 主要取决于主要取决于小麦的品质。
❖当磨制皮薄、硬质率高的小麦,例如磨制进口加麦时, 皮磨系统的接触长度为4~4.5mm•(100kg•d)-1, 占全部磨辊 总长的32%~37%,
❖当磨制皮厚、硬质率低的小麦, 皮磨系统的接触长度为4.5~5.0mm•(100kg•d)-1, 占全部磨辊总长的37.5%~42%。
1皮剥刮率: 32% 2皮剥刮率: 38% 3皮剥刮率: 12%
然后再计算出以本道入机流量为基础的剥刮率,可得:
1皮剥刮率:32%(占本道) 2皮剥刮率:[38%÷(100-32)]=55.9%(占本道) 3皮剥刮率:[12%÷(100-70)]=40%(占本道)
为提高皮磨系统的研磨效果,从2皮或3皮(有时4皮)起的后续 皮磨,将麸片分成大、小两种,分别进行研磨(即粗皮磨和细皮磨)
采用该法生产等级粉时,出粉率70%~73%,吨粉电耗78~85 kW•h, 磨粉机单位接触长度:10mm磨辊•(100kg小麦•d )-1 。
(四)粉路简化的制粉方法
第一节 概述
2.采用撞击磨的制粉方法
采用撞击磨的制粉方法是在中路出粉方法的基础上,在前路心磨 系统采用撞击磨替代普通磨粉机的一种制粉方法。
1.剥皮制粉方法
第五章-小麦制粉PPT课件

二、小麦的水分调节与搭配
(一)小麦水分调节
• 小麦在制粉前利用水、热、时间三种因素的作用,改善 小麦性质的工艺,称为小麦的水分调节。
• 小麦的水分调节,分为着水和润麦两个步骤。 • 小麦水分调节的目的在于:调整小麦水分,借以改变麦
粒的物理和生物化学性质,使其适合于制粉工艺的要求 ,获得良好的工艺效果。
可编辑课件PPT粮油加工工艺
2、刷麦
• 刷麦时在打麦的基础上对小麦表面进行进一步 清理,目的是将打麦后打松但仍附着在麦粒表 皮和腹沟上的残余杂质刷掉,与此同时刷掉由 于打麦而擦裂的表皮和麦胚等。
可编辑课件PPT粮油加工工艺
3、洗麦 洗麦的作用
• 淘洗清除掉麦粒表面几嵌入腹沟内的泥土、 农药、微生物、虫卵等污染物。
• 小麦着水后的润麦时间一般为18-24小时,在加工硬麦或 气温较低的地方可适当加长润麦时间。
可编辑课件PPT粮油加工工艺
加温水分调节
① 加速水分渗透,润麦时间可缩短一半。 ② 对于硬麦,着水量比室温调节提高1%-2%,同时麦粒
受热和冷的变化,更利于制粉过程中的碾磨、剥刮和 粉麸分离。 ③ 对于软麦,能提高面筋质的筋力,改善面粉的烘焙性 质。 ④ 小麦加热后,可降低酸度,减少醇溶性物质,灭菌杀 虫卵。
第五章 小麦制粉
可编辑课件PPT
1
本章重点和学习目标
• 小麦制粉的基本原理和工艺过程; • 与制粉有关的一些主要问题(包括小麦的分类
、小麦品质性状、小麦粉的加工品质、小麦子 粒构造和化学成分以及小麦等级粉和专用粉的 生产工艺特点)。
可编辑课件PPT粮油加工工艺
第一节、小麦工艺品质
一、小麦品质的概念
可编辑课件PPT粮油加工工艺
《小麦制粉》课件

其正常运行
定期清洁设备, 保持设备清洁
卫生
定期更换磨损 部件,确保设
备性能稳定
定期进行设备 润滑,减少设 备磨损,延长
使用寿命
清理目的:去除杂质,保证小麦品质 清理方法:筛选、磁选、风选等 润麦目的:调节小麦水分,保证制粉效果 润麦方法:加水、加湿、加温等 控制要点:控制水分、温度、时间等参数,保证小麦品质和制粉效果
变频器等
优化生产工艺, 减少能源消耗
采用清洁能源, 如太阳能、风能
等
加强废弃物处理, 减少环境污染
提高员工节能意 识,加强培训教
育
建立节能减排管 理体系,持续改
进
市场需求:随着生活水平的提高,人们对面粉的需求量不断增加 需求特点:消费者对面粉的质量要求越来越高,注重营养、口感和健康 变化趋势:随着科技的发展,面粉的加工工艺不断改进,产品种类更加丰富 市场前景:随着人口增长和消费升级,面粉市场的需求将持续增长
市场需求:随 着人口增长和 消费升级,对 小麦制粉的需
求持续增长
技术进步:制 粉企业不断引 进新技术,提 高生产效率和
产品质量
市场竞争:制 粉企业面临国 内外竞争对手 的挑战,需要 不断创新和提
升竞争力
发展趋势:制粉 企业将更加注重 品牌建设、产品 创新和产业链整 合,以适应市场
需求的变化。
制粉技术的研究进展:现代 制粉技术的研究热点和成果
筛分:将磨好的面粉进行筛 分,去除杂质和粗粒
磨粉:将小麦磨成面粉,包 括粗磨、细磨等步骤
原料准备:选择优质小麦,进 行清洗、筛选、分级等处理
配粉:根据不同用途,将不同 等级的面粉进行混合,制成各
种专用面粉
包装:将配好的面粉进行包 装,便于运输和销售
粮食加工学 第四章 小麦制粉
15
三、研磨效果的评定
(一)剥刮率 剥刮率是指物料由某道皮磨系统研磨、经筛理后,穿过粗筛的数 量占物料总量的百分比。 (二)取粉率 取粉率是指物料经某道系统研磨后,粉筛的筛下物流量占本 道流量或1皮磨流量的百分比。 (三) 粒度曲线 粒度曲线可体现研磨后不同粒 度物料的分布规律。该曲线的 横坐标表示筛孔尺寸,单位通 常为mm,纵坐标表示对应筛面 所有筛上物的累计百分比,横 坐标原点对应的筛上物累计量 为100%。
二、在制品的分类
(一)筛网 1.金属丝筛网 金属丝筛网通常由镀锌低碳钢丝、软低碳纲丝和不锈钢钢丝制成。 2. 非金属丝筛网 目前小麦面粉厂使用的非金属丝筛网主要有尼龙筛网、化纤筛 网、蚕丝筛网和蚕丝与绵纶交织筛网。
(a)全交织Q
(b) 半绞织B 常见筛网的编制方法
(c) 平织P
7
(二)在制品的分类
1.按物料分级要求的分类 (1)粗筛 (2)分级筛 (3)细筛 (4)粉筛 从皮磨磨下的物料中分出麸片的筛面。 将麦渣、麦心按颗粒大小分级的筛面。 指在清粉前分离粗粉的筛面。 筛出成品小麦粉的筛面。
2. 按粒度大小的分类 在制品按粒度大小可分为麸片、粗粒(麦渣、麦心 )和粗粉(硬粗粉、软 粗粉)。 麸片——连有胚乳的片状皮层,粒度较大,且随着逐道研磨筛分,其胚乳含量 将逐道降低。 麸屑——连有少量胚乳呈碎屑状的皮层,此类物料常混杂在麦渣、麦心之中。 麦渣——连有皮层的大胚乳颗粒。 粗麦心——混有皮层的较大胚乳颗粒。 细麦心——混有少量皮层的较小胚乳颗粒。 8 粗粉——较纯净的细小胚乳颗粒。
制粉过程中的各个系统及其作用 1.皮磨系统 将麦粒剥开,分离出麦渣、麦心和粗粉,保持麸片不过分破碎, 以便使胚乳和麦皮最大限度地分离,并提出少量的小麦粉。 2.渣磨系统 是处理皮磨及其他系统分离出的带有麦皮的胚乳颗粒,它提供了 第二次使麦皮与胚乳分离的机会,从而提高了胚乳的纯度。麦渣分离 出麦皮后生成质量较好的麦心和粗粉,送入心磨系统磨制成粉。 3.清粉系统 是利用清粉机的筛选和风选双重作用,将在皮磨和其他系统获得 的麦渣、麦心、粗粉及连麸粉粒和麸屑的混合物相互分开,再送往相 应的研磨系统处理。 4.心磨系统 是将皮磨、渣磨、清粉系统取得的麦心和粗粉研磨成具有一定细 度的小麦粉。 5.尾磨系统 位于心磨系统的中后段,专门处理含有麸屑质量较次的麦心,从中 提出小麦粉。 6
第五章小麦制粉

加水量计算:
G 1GG=1 2G——2加小[水麦(量流1(量0k(0gk-﹒gWh﹒1-)h1)/-1)(100-W2)-1] W1 —着水前小麦的水分(%) W2 —着水后小麦的水分(%)
三、小麦加工品质
指小麦对某种特定加工用途的满足程度。
一次加工性能:指小麦与制粉关系较大的性质, 包括出粉率、制粉难易程度、粉色等
二次加工性能:指以小麦粉为原料,加工成面 包、饼干、面条及其他食品时所表现的性质, 如小麦的成分,特别是蛋白质的量和质、含酶 情况等
第二节 小麦制粉
小麦制粉主要分小麦清理(麦路)和制粉 (粉路)两道工序
刷麸机是一个立式圆筒型筛面,内装能快速旋 转的刷帚
打麸机外壳为木制结构,筛筒一般配置蚕丝和 化纤交织的筛网,适宜小型制粉企业使用
(五)粉路的设计 麦路一般稳定,而粉路是多变的
1、粉路的繁简:面粉要求高则复杂,反之则反 小麦破碎后的货料分的品种多则繁,少则简
如分成大皮、小皮、大渣、小渣、粗麦心、 细麦心、面粉等则繁
如分成皮、渣、心、粉则简
有的分成皮、心、粉三类则更简
2、粉路的长短:也由面粉要求决定
过长影响设备充分利用,影响质量 过短满足不了需要,影响成品和出粉率
3、货料的分级
小麦破碎后主要在前中路系统进行分级, 即Ⅰ、Ⅱ、Ⅲ皮的货料,而后路Ⅴ、Ⅵ皮 不再分级
前中路分级可提前出粉,减轻后路负荷
麦渣:指带麸皮的胚乳粗粒
麦心:纯胚乳颗粒或带少量麸皮
3、心磨(系统):将前两者下来的粗细麦心逐 道研磨成具有一定粗细度和精度的面粉,同时 分离出质量较次的细麸屑。设置心磨系统,将 麦心单独研磨和筛理,可提高研磨效率、出粉 率和面粉质量
粮食加工学第四章小麦制粉

第三节 筛理
一、各系统物料的物理特性
1.皮磨系统
前路皮磨系统筛理物料的物理特性是容重较高,颗粒体积大小悬殊,且 形状不同,在皮磨剥刮率不很高的情况下,筛理物料温度较低,麸片上含 胚乳多而且较硬,麦渣颗粒较大,含麦皮较少,因而散落性、流动性及自 动分级性能良好。在筛理过程中,麸片、粗粒容易上浮,粗粉和小麦粉易 下沉与筛面接触,故麸片、粗粒、粗粉和小麦粉易于分离。
二、研磨设备 MDDK型磨粉机
MDDK型磨粉机的结构 1—吸风系统;2—集料斗;3—可调式刮刀;4— 轧距调节手柄;5—慢辊;6—快辊;7—物料通道 ;8—喂料辊;9—上磨门;10—喂料活门;11— 传感器;12—玻璃进料筒;13—匀料绞龙;14— 喂料辊;15—磨辊清理刷;A—物料流动路线; 15 B—轧距吸风流向
第四章 小麦加工
第一节 第二节 第三节 第四节 第五节 第六节
小麦制粉概述 研磨 筛理 清粉 小麦制粉流程 面粉后处理
1
第一节 小麦制粉概述
小麦制粉是利用研磨、筛理、清粉等设备,将净麦的皮层与胚 乳分离,并把胚乳磨细成粉,或经过配粉等处理,制成各种不同等 级和用途的成品小麦粉。
制粉过程主要包括研磨、清粉和筛理等部分。
9
三、小麦制粉的流程图
制粉流程是将各制粉工序组合起来,对净麦按规定的产品等级标 准进行加工的生产工艺流程。制粉流程简称粉路。
粉路图是一种表示制粉流程的示意图,通常用图形符号表示各种 设备,再用线条把各种设备连接起来,表示物料的流向。
粉路中常用代号
系统代号 意义 产品代号 意义 设备代号 意义
B
皮磨系统
打麸机采用φ1mm花铁筛面, 穿过筛孔的为麸粉。
刷麸机的图形符号
打麸机的图形符1号2
第三节-小麦加工(三).

筛网及在制品的分类
➢ 1.在制品:制粉过程中中间产品的统称。
2.在制品的分类:按粒度和品质划分。
麸片:连有胚乳的片状皮层; 麸屑:连有少量胚乳,呈碎屑状皮层; 麦渣:连有皮层的大胚乳颗粒; 粗麦心:混有皮层的大胚乳颗粒; 细麦心:混有少量皮层的小胚乳颗粒; 粗粉:较纯净细小胚乳颗粒。
5
3.筛网:根据编织材料分类。
6
筛网
7
平筛中提取在制品的常用筛面
❖ 粗筛: 筛孔大,分出麸片,金属丝筛网;
❖ 分级筛: 将麦渣、麦心按颗粒度分级,细金属丝或非 金属丝筛网;
8
平筛中提取在制品的常用筛面
❖ 细筛: 筛孔小,对较面粉粒度稍大的物料分级,一 般用GG、CQ、JMG型非金属丝筛网。
❖ 粉筛: 筛出面粉,一般采用XX、CB、JM型非金属 丝筛网。
15
B. 齿辊 ➢ 磨辊圆柱面上具有不同形状的磨齿;磨齿齿
数、齿角和斜度决定了磨齿形状; ➢ 齿辊特点:剥刮破碎能力强,处理流量大,
动耗低。
16
➢ 齿辊参数 a. 齿数 指磨辊圆周长度内的磨齿数目,以每cm长度 内的磨齿数表示(牙/cm)。
注:磨齿数的多少与物料流量有关: 研磨物料的流量大,选用的齿数可稍少;流量小,
筛面振动 上升气流
自动分级
粒度大 品质差
粒度小 品质好
29
五、制粉工艺流程
❖ 根据一定方法和原则,将研磨、筛理、清粉等工序 组合在一起的工艺流程。
微型制粉机组
30
中型制粉机组
31
32
33
制粉车间
34
六、面粉后处理
❖ 面粉的后处理包括:面粉收集、配粉、称量、 微量元素的添加、面粉的修饰与营养强化等。
小麦粉生产工艺流程图(横版)
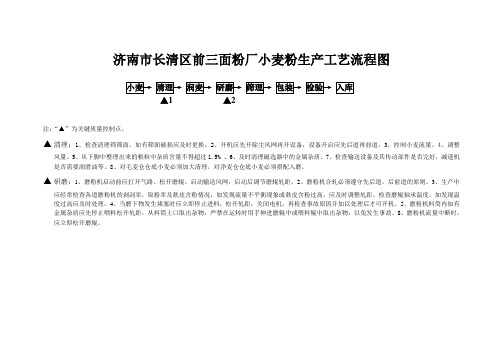
济南市长清区前三面粉厂小麦粉生产工艺流程图
▲1 ▲2
注:“▲”为关键质量控制点。
▲清理:1、检查清理筛筛面,如有筛面破损应及时更换。
2、开机应先开除尘风网再开设备,设备开启应先后道再前道。
3、控制小麦流量。
4、调整
风量。
5、从下脚中整理出来的粮粒中杂质含量不得超过1.5% 。
6、及时清理磁选器中的金属杂质。
7、检查输送设备及其传动部件是否完好,减速机是否需要润滑油等。
8、对毛麦仓仓底小麦必须加大清理,对净麦仓仓底小麦必须搭配入磨。
▲研磨:1、磨粉机启动前应打开气路、松开磨辊、启动输送风网,启动后调节磨辊轧距。
2、磨粉机合轧必须遵守先后道,后前道的原则。
3、生产中
应经常检查各道磨粉机的剥刮率,取粉率及麸皮含粉情况,如发现流量不平衡现象或麸皮含粉过高,应及时调整轧距。
检查磨辊轴承温度,如发现温度过高应及时处理。
4、当磨下物发生堵塞时应立即停止进料,松开轧距,关闭电机,再检查事故原因并加以处理后才可开机。
5、磨粉机料筒内如有金属杂质应先停止喂料松开轧距,从料筒上口取出杂物,严禁在运转时用手伸进磨辊中或喂料辊中取出杂物,以免发生事故。
8、磨粉机流量中断时,应立即松开磨辊。
小麦制粉工艺与设备 PPT课件

18
第二节 小麦清理的意义与工艺
2.2杂质分类与特点
2、按物理性质分 ①按颗粒大小分: 大杂质:留存在直径4.5mm圆孔筛上的杂质;并肩杂质: 通过4.5mm圆形筛孔、留存在直径1.5~2.0mm圆形筛孔上 的杂质。 小杂质:通过直径1.5~2.0mm圆形筛孔的杂质。 ②按比重(或密度)的大小分: 重杂质:指比重大于小麦的杂质; 轻杂质:指比重小于小麦的杂质。
29
第二节 小麦清理的意义与工艺
打麦机
打麦操作过程中应注意: 打麦过程中将产生小杂,设备排出物料中小杂含量较高是正 常想象,因此对于打麦后的物料,还需由其他设备来清理其 中的小杂。 当原料质量好时可采用风选;当原料情况较复杂特别是含沙 量较多时,必须采用筛选、风选结合的设备来处理。
30
第二节 小麦清理的意义与工艺
9
2 小麦的清理和制粉工艺流程简介
小麦的制粉过程可分两部分:
清理
制粉
麦路
粉路
2.1 清理工艺流程 小麦在磨粉之前要进行清理,去杂、去
尘、去除铁杂过程。
10
①湿法清理 毛麦仓 风选筛选 磁选 打麦 (去麦毛) 筛 选(风选) 精选 磁选 去石洗麦机(加水)
②干法清理 毛麦仓 风选筛选 磁选 打麦(去麦毛) 筛选(风选) 去石机(不加水) 磁选 精选
依据:小麦和杂质由于比重不同,可用空气或水为 介质进行分离。前者称干法重力分选,后者 称湿法重力分选(水选)。
设备:干法重力分选常用的设备有比重去石机、重 力分级机等;湿法清理常用的设备有去石洗 麦机。
22
第二节 小麦清理的意义与工艺
2.3 除杂的原理与方法 4、根据磁电性质的不同
小麦制粉流程图

小麦粉生产工艺流程图
→▲1 ▲2 ▲3
→→
→
▲4 ▲5
→→
→
▲6 ▲7 ▲8
→→→
↑▲9
↓
→→→
▲10▲11
→
▲12
▲为关键控制环节
1:头道麦筛,主要去除小麦中的大杂,筛网孔径为20mm;
2:二道麦筛,主要去除小麦中的大、小杂,筛网孔径为12mm、2.5mm;
3:磁铁分离机,主要去除小麦中的磁性金属物,磁力为10000高斯;
4:振动筛,主要去除小麦中的小杂,筛网孔径为2.0mm;
5:组合机,主要去除小麦中的大杂、小杂、石子,筛网孔径为8.5mm、2.0mm;6:自动加水机,主要功能为小麦的加水调质,自动测量原麦水份;
7:二次加水机,主要功能为小麦的二次加水调质;
8:去石机,主要去除小麦中的石子,工作振幅为5±0.5mm;
9:磨粉机,将完整的麦粒剥开,碾磨成粉,剥刮率设定为1B28~32%,2B46~58%;10:检查筛,入粉仓前的最后一道筛理,通过粉板检查高方筛筛网有无破损等;11:永磁筒,主要去除面粉中的磁性金属物,磁力为12000高斯;
12:微量添加机,添加微量添加剂过氧化苯甲酰,添加量为0.058g/kg;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
小麦粉生产工艺流程图
→▲1 ▲2 ▲3
→→
→
▲4 ▲5
→→
→
▲6 ▲7 ▲8
→→→
↑▲9
↓
→→→
▲10▲11
→
▲12
▲为关键控制环节
1:头道麦筛,主要去除小麦中的大杂,筛网孔径为20mm;
2:二道麦筛,主要去除小麦中的大、小杂,筛网孔径为12mm、2.5mm;
3:磁铁分离机,主要去除小麦中的磁性金属物,磁力为10000高斯;
4:振动筛,主要去除小麦中的小杂,筛网孔径为2.0mm;
5:组合机,主要去除小麦中的大杂、小杂、石子,筛网孔径为8.5mm、2.0mm;6:自动加水机,主要功能为小麦的加水调质,自动测量原麦水份;
7:二次加水机,主要功能为小麦的二次加水调质;
8:去石机,主要去除小麦中的石子,工作振幅为5±0.5mm;
9:磨粉机,将完整的麦粒剥开,碾磨成粉,剥刮率设定为1B28~32%,2B46~58%;10:检查筛,入粉仓前的最后一道筛理,通过粉板检查高方筛筛网有无破损等;11:永磁筒,主要去除面粉中的磁性金属物,磁力为12000高斯;
12:微量添加机,添加微量添加剂过氧化苯甲酰,添加量为0.058g/kg;。