带式输送机出厂检验报告
皮带输送机检验报告.docx
No.
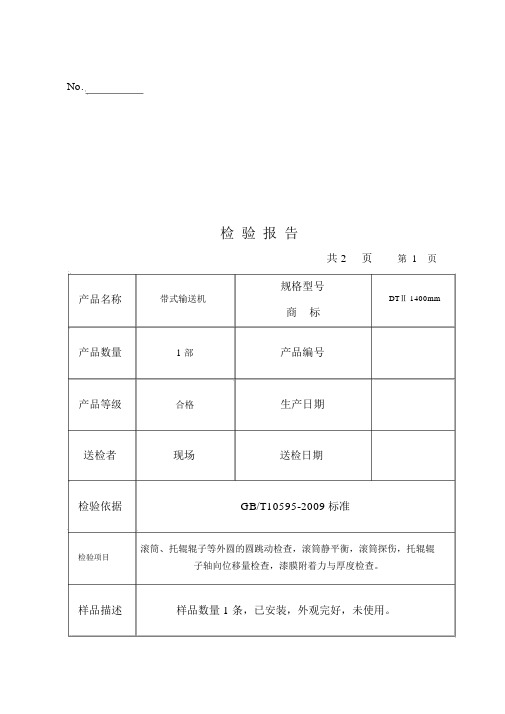
产品名称产品数量产品等级带式输送机
1部
合格
检验报告
共 2页第1页
规格型号
DTⅡ 1400mm
商标
产品编号
生产日期
送检者现场送检日期
检验依据GB/T10595-2009标准
滚筒、托辊辊子等外圆的圆跳动检查,滚筒静平衡,滚筒探伤,托辊辊检验项目
子轴向位移量检查,漆膜附着力与厚度检查。
样品描述样品数量 1 条,已安装,外观完好,未使用。
根据 GB/T10595-2009标准要求,所检项目六项,全部符合标准要求。
检验结论
备注
(检验专用章)日期:
现场检验
批准:审核:检验:
检验报告
共 2页第2页
序
检验项目计量
标准要求实测值
单项
备注
号单位结论
一滚筒外圆的圆跳
mm≤合格动量
二托辊辊子外圆的
mm≤合格圆跳动度
三滚筒静平衡试验/滚筒静平衡精度等级
达到 G40合格应达到 G40
滚筒筒体对接环形焊
四滚筒探伤检查/缝应符合 GB11334中达 2 级合格
B 类 2 级要求。
托辊辊子装配后,在
五托辊辊子轴向位
mm
500N 轴向压力作用
合格移量检查下,辊子轴向位移量
不得大于
在油漆干膜上沿切割
六漆膜附着力%边缘或切口交叉处的
7%合格明显脱落面积应不大
于 15%
油漆干膜总厚度不小
七漆膜厚度μm
于 75μm78合格。
刮板皮带机出厂检验报告
出厂检验报告(检)字:号产品名称:刮板输送机规格型号:SGB420/40X出厂编号:检验依据:MT/T103-1995机械有限公司年月日出厂检验报告出厂检验报告(续)批准:审核:检验员:日期:日期:日期:出厂检验报告郑(检)字:号产品名称:刮板输送机规格型号:SGB630/150出厂编号:检验依据:MT/T103-1995机械有限公司年月日出厂检验报告出厂检验报告(续)批准:审核:检验员:日期:日期:日期:出厂检验报告(检)字:号产品名称:刮板输送机规格型号:SGZ630/220出厂编号:检验依据:MT/T103-1995机械有限公司年月日出厂检验报告出厂检验报告(续)批准:审核:检验员:日期:日期:日期:出厂检验报告郑(检)字:号产品名称:刮板输送机规格型号:SGB620/2×40出厂编号:检验依据:MT/T103-1995机械有限公司年月日出厂检验报告出厂检验报告(续)批准:审核:检验员:日期:日期:日期:出厂检验报告****(检)字:******号产品名称:刮板输送机规格型号:SGB620/40T出厂编号:G40-06-002检验依据:MT/T103-1995机械有限公司年月日出厂检验报告出厂检验报告(续)批准:审核:检验员:日期:日期:日期:出厂检验报告郑(检)字:号产品名称:带式输送机规格型号:D SJ65/20/2×22P出厂编号:检验依据:MT820-1999机械有限公司年月日出厂检验报告(检)字:号产品名称:固定车箱式矿车规格型号:M GC1.1-6出厂编号:检验依据:GB/T9027-2004机械有限公司年月日出厂检验报告郑(检)字:号产品名称:刮板输送机规格型号:SGB620/40出厂编号:检验依据:MT/T103-1995机械有限公司年月日。
皮带输送机验收报告

皮带输送机验收报告一、引言在工业生产中,皮带输送机作为一种常见的物料输送设备,广泛应用于煤矿、电力、冶金、化工等行业。
为了确保皮带输送机的正常运行和安全性能,对其进行严格的验收是十分必要的。
本报告旨在对新购的皮带输送机进行验收,并详细描述验收过程及结果。
二、验收过程1.验收目标本次验收的目标是确保皮带输送机符合设计要求,并能正常运行。
验收标准主要包括机器外观、传动系统、安全保护装置、电气控制系统等方面。
2.技术要求根据国家相关标准及设计要求,确认皮带输送机的参数、材料、制造工艺等是否符合要求。
同时,对输送机的负载能力、传动效率等进行测试,并对关键部件进行检查。
3.验收过程(1)外观验收:对输送机的外观进行检查,检查其表面是否有明显缺陷、变形等问题;对运行声音进行观察,判断是否正常。
(2)传动系统验收:检查传动带、传动轮、传动轴、减速器等部件是否齐全,安装是否稳定可靠。
(3)安全保护装置验收:检查安全保护装置如保护罩、紧急停止装置等是否完好,能否正常工作。
(4)电气控制系统验收:检查控制系统的电器元件、接线等是否符合设计要求,是否能够正常控制传动系统运行。
4.验收结果经过严格的验收过程,我们认为该皮带输送机符合设计要求,并能正常运行。
具体验收结果如下:(1)外观验收:输送机的外观整体平整,无明显缺陷和变形,运行声音正常。
(2)传动系统验收:传动带、传动轮、传动轴等部件齐全,安装稳定可靠。
(3)安全保护装置验收:安全保护装置完好,能够正常工作,确保人员在操作中的安全。
(4)电气控制系统验收:电器元件和接线符合设计要求,能够正常控制传动系统运行。
三、结论与建议根据上述验收结果,我们认为该皮带输送机通过了验收。
1.建议定期进行维护和保养,确保传动系统的润滑状态良好,避免因摩擦而引起故障。
2.建议安装智能监测设备,及时监测传动系统的运行状态,发现问题及时修复,减少停机时间。
3.建议对电气控制系统进行定期检查,确保电器元件正常工作,防止电气故障带来的安全隐患。
输送带出厂检验报告及焊接件工艺记录卡
输送带出厂检验报告及焊接件工艺记录卡
概述
本文档旨在提供关于输送带出厂检验和焊接件工艺记录的报告。
本报告包含了检验和记录的必要信息,以确保输送带的质量达到标
准要求。
出厂检验报告
出厂检验报告主要涵盖输送带的相关检验项目和结果。
以下是
该报告的概要:
1. 检验项目
- 尺寸和几何形状检验
- 材料强度和耐磨性检验
- 张紧系统检验
- 运行音和振动检验
- 行走和转动部件检验
- 防护罩和安全装置检验
2. 结果
根据对上述检验项目的测试和评估,输送带的各项指标均符合标准要求。
具体的检验结果,请参阅附表。
焊接件工艺记录卡
焊接件工艺记录卡描述了焊接过程中的关键信息,并记录了该过程的控制和结果。
以下是该记录卡的要点:
1. 焊接件信息
- 焊接件名称/编号
- 焊接件类型
- 焊接材料规格
- 焊接工艺规程
2. 焊接过程参数
- 焊接电流
- 焊接电压
- 焊接速度
- 焊接温度
3. 焊接结果
- 焊缝外观检查
- 检查焊缝的均匀性和几何形状
- 检查焊缝是否存在缺陷或裂纹
- 强度测试
- 测试焊接接头的强度和可靠性
- 金相组织检验
- 检查焊接区域的金相组织结构
结论
根据输送带的出厂检验报告和焊接件工艺记录卡的结果,可以确认输送带的质量符合标准要求,并且焊接件的制造过程符合相关工艺规程。
建议根据这些记录进一步监控和维护输送带,以确保其正常运行和安全使用。
带式输送机出厂检验报告

带式输送机出厂检验报告
一、产品概述
本次出厂检验产品为XYZ带式输送机,机器型号XYZ-1000,是根据行业客户的特殊需求设计制造的,主要用于将大型物料快速运输到指定位置,实现自动化和高效化生产操作。
该带式输送机结构紧凑,重量轻,安装及拆装方便,工作稳定,适用范围广泛,能够完成多种工作任务。
二、技术参数
1. 总长:3000mm
2. 传动带轮:100mm
3.电压:220V/380V
4.功率:1.5-2.2KW
5. 转速:分子机:1420r/min、回转机:1420r/min
6.负载能力:2T
7.驱动方式:电动、手动
三、出厂检验
1.外观检查:对整机外观护拆、焊接、涂装、螺丝连接、接头以及各种部件安装状况进行检查,检验结果良好,符合设计要求。
2.功能检测:检查各种运动部件的动作是否灵活自如,调试好各个传动部件,确保设备能够在低速和高速之间转换正常,同时确认输送物料均匀。
检查结果表明:XYZ-1000带式输送机的功能正常,可以正常运行。
3.热处理检验:对于各种带式输送机部件,进行热处理检验,检测主要组件是否发生裂痕、脆性及其它缺陷,检验结果表明,XYZ-1000带式输送机的热处理过程完全符合要求,无缺陷。
带式输送机出厂检验报告

表面电阻试验:
A、上表面电阻(Ω)≤3X108Ω
b、下表面电阻(Ω)≤3X108Ω
2、外圆圆跳动应不大于MT820标准3.9.7条表4的规定值
3、滚筒静阻力系数不大于0.02
4、探伤检验应符合GB/T10695的规定
1.酒精喷灯试验
a、有焰平均值1.21s
b、有焰最大值2.37s
单项判定
12
清扫器
清扫器与输送带在滚筒轴线方向上的接触长度应大于带宽85%,清扫器性能稳定,清扫器效果良好。
清扫器与输送带在滚筒轴线方向上的接触面长度为90 %,清扫器性能稳定,清扫效果良好.
合格
13
漆膜附着力
在油漆干膜上沿切割边缘或切口交叉处的明显脱落面积应不大于15%
在油漆干膜上沿切割边缘或切口交叉处的明显脱落面积为7%.
出厂编号
WSJ0101026
测试长度
100m
检验日期
2011.01.17
序号
检验项目
技术要求
测量结果
单项判定
1
带速
空载运行时带速设计值:
2.38m/s≤V ≤2.75m/s
2.40m/s
合格
2
功率
不大于100m空载功率理论计算值24.25kW
24.00kW
合格
3
起动加速度
输送机起动加速度不大于0.3m/s2
合格
8
保护装置和电控装置
各机电保护装置和电控装置,须反应灵敏,工作可靠
反应灵敏,工作可靠
合格
9
伸缩机构
中间架与输送带装拆方便:机尾移动要轻便、灵活,储带仓内的游动小车、托辊小车及每个滑轮均应动作灵活,不得有卡阻现象
皮带机检验报告
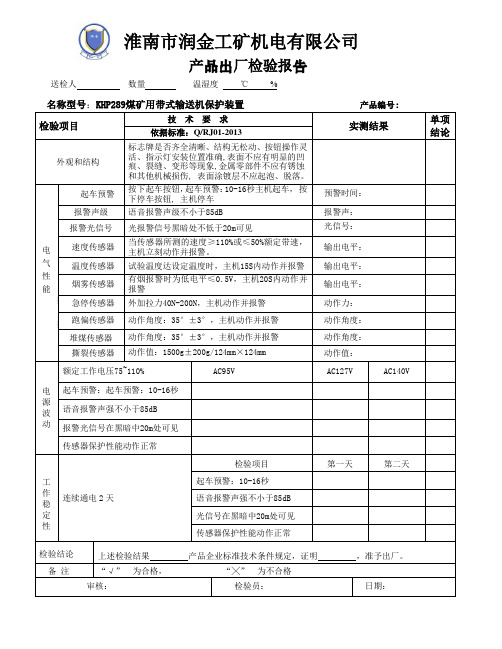
送检人数量温湿度℃%名称型号:KHP289煤矿用带式输送机保护装置产品编号:检验项目技术要求实测结果单项结论依据标准:Q/RJ01-2013外观和结构标志牌是否齐全清晰、结构无松动、按钮操作灵活、指示灯安装位置准确,表面不应有明显的凹痕、裂缝、变形等现象,金属零部件不应有锈蚀和其他机械损伤, 表面涂镀层不应起泡、脱落。
电气性能参参起车预警按下起车按钮,起车预警:10-16秒主机起车,按下停车按钮, 主机停车预警时间:报警声级语音报警声级不小于85dB报警声:报警光信号光报警信号黑暗处不低于20m可见光信号:速度传感器当传感器所测的速度≥110%或≤50%额定带速,主机立刻动作并报警。
输出电平:温度传感器试验温度达设定温度时,主机15S内动作并报警输出电平:烟雾传感器有烟报警时为低电平≤0.5V,主机20S内动作并报警输出电平:急停传感器外加拉力40N-200N,主机动作并报警动作力:跑偏传感器动作角度:35°±3°,主机动作并报警动作角度:堆煤传感器动作角度:35°±3°,主机动作并报警动作角度:撕裂传感器动作值:1500g±200g/124mm×124mm 动作值:电源波动额定工作电压75~110% AC95V AC127V AC140V 起车预警:起车预警:10-16秒语音报警声强不小于85dB报警光信号在黑暗中20m处可见传感器保护性能动作正常工作稳定性连续通电2天检验项目第一天第二天起车预警:10-16秒语音报警声强不小于85dB光信号在黑暗中20m处可见传感器保护性能动作正常检验结论上述检验结果产品企业标准技术条件规定,证明,准予出厂。
备注“√”为合格,“╳”为不合格审核:检验员:日期:送检人数量温湿度℃%名称型号:KHP297煤矿用带式输送机保护装置产品编号:检验项目技术要求实测结果单项结论依据标准:Q/RJ01-2013外观和结构标志牌是否齐全清晰、结构无松动、按钮操作灵活、指示灯安装位置准确,表面不应有明显的凹痕、裂缝、变形等现象,金属零部件不应有锈蚀和其他机械损伤, 表面涂镀层不应起泡、脱落。
输送机检验报告
输送机检验报告引言输送机是一种广泛用于工业生产领域的设备,用于将物料从一个地点输送到另一个地点。
为确保输送机的正常运行和安全性能,对其进行定期的检验是非常重要的。
本文档介绍了对一台输送机进行检验的过程和结果。
1. 检验目的本次检验的目的是评估输送机的性能,并确保其符合相关标准和规范。
具体目标包括: - 确认输送机的运行状态是否正常 - 检查输送机的结构和关键组件是否存在磨损或损坏 - 评估输送机的安全性能,确保防护措施完善 - 检查输送机的控制系统是否稳定可靠2. 检验方法和步骤本次检验采用了以下方法和步骤: 1. 目视检查:对输送机整体进行目视检查,包括外观、结构和焊接接头等。
检查是否存在明显的磨损、变形、松动或损坏情况。
2. 功能测试:通过启动输送机,观察其运行过程中的性能表现。
检查其输送物料的速度、转动是否正常。
3. 安全性能测试:进行安全性能测试,包括紧急停车装置、防护罩、防止物料溢漏的措施等。
4. 控制系统测试:检查输送机的控制系统是否正常工作,包括按钮、控制台和传感器等。
3. 检验结果与分析经过以上的检验方法和步骤,得出以下结果与分析: 1. 输送机的外观和结构良好,无明显的损坏和变形。
2. 功能测试中,输送机运行平稳,输送物料的速度和转动均符合要求。
3. 安全性能测试中,紧急停车装置和防护罩工作正常,能够及时停止机器运行并确保操作人员的安全。
4. 控制系统测试中,按钮、控制台和传感器都正常工作,控制系统稳定可靠。
基于以上结果与分析,可得出以下结论:本次检验的输送机达到了预期的性能要求,并符合相关标准和规范。
4. 检验结论与建议基于对输送机的检验结果与分析,得出以下结论与建议: 1. 输送机的运行状态正常,无需修理或更换零部件。
2. 建议定期对输送机的防护罩和紧急停车装置进行维护和保养,以确保其始终处于良好的工作状态。
3. 建议定期清洁输送机的内部和外部,以防止物料堆积和堵塞。
输送带检验报告

输送带检验报告1. 摘要本报告对所使用的输送带进行了全面的检验,包括外观检查、物理性能测试和化学分析。
通过对输送带的检验,我们能够评估其质量和可靠性,并确保其满足相关标准和要求。
2. 引言输送带作为现代工业生产中常用的一种设备,广泛应用于矿山、港口、电厂等领域。
其质量直接影响到生产效率和安全性。
因此,对输送带进行定期的检验是非常重要的。
本报告将详细介绍输送带的检验方法和检验结果,以便于评估其质量和可靠性。
3. 检验方法3.1 外观检查首先,我们对输送带的外观进行了仔细的检查。
主要包括以下几个方面:•检查输送带表面是否有明显的磨损或损坏;•检查输送带的连接是否牢固,并没有出现断裂或脱落的情况;•检查输送带上是否有粘附物或污渍。
3.2 物理性能测试接下来,我们对输送带的物理性能进行了测试。
主要包括以下几个方面:•强度测试:使用万能试验机对输送带进行拉伸试验,测量其最大拉力和断裂伸长率;•耐磨性测试:使用磨损试验机对输送带进行耐磨性测试,测量其磨损量;•耐撕裂性测试:使用撕裂试验机对输送带进行撕裂性测试,测量其最大撕裂强力。
3.3 化学分析最后,我们对输送带进行化学分析,以确定其材料成分和化学性能。
主要包括以下几个方面:•成分分析:使用光谱分析仪对输送带进行成分分析,确定其含有的元素和化合物;•抗老化性能测试:使用老化试验机对输送带进行老化测试,评估其抗老化性能。
4. 检验结果4.1 外观检查结果经过外观检查,我们发现输送带表面无明显磨损或损坏,连接牢固,无粘附物或污渍。
4.2 物理性能测试结果•强度测试结果:输送带的最大拉力为XXX,断裂伸长率为XXX;•耐磨性测试结果:输送带的磨损量为XXX;•耐撕裂性测试结果:输送带的最大撕裂强力为XXX。
4.3 化学分析结果•成分分析结果:输送带的成分主要包括XXX和XXX,其中含有的元素和化合物符合相关标准要求;•抗老化性能测试结果:输送带经老化试验后,无明显变化,抗老化性能良好。
煤矿在用带式输送机安全检测检验报告

报告编号:晋应急〔XXXX〕XX XX-XX-XXXXX
第X页共X页
三、检测检验项目及结果
序 检验项目 单位
号
标准要求
1 安全标志证书
应有煤矿矿用产品安全标志证书
检测结果 单项判定
软起动(制动) 2
装置
输送机应配有软起动装置 下运输送机应同时配有软制动装置
张紧力下降和 3
防撕裂保护 防护装置和警 4
沿线紧急停车 6
装置
输送机长度超过 100m 时,应设置 沿线急停闭锁装置
下运输送机,应装设制动装置。 不得出现输送带超速、滚料或输送 带与驱动滚筒之间打滑现象
7 倾斜输送机
上运输送机应同时装设防逆转装 置和制动装置。停车后,不得出现 自行逆转现象
在大于 16°的倾斜井巷中使用带 式输送机,应当设置防护网,并采 取防止物料下滑、滚落等的安全措 施
资质认定标志
安全生产检测检验资质标志
报告编号:晋应急〔XXXX〕XX XX-XX-XXXXX
煤矿在用带式输送机
安全检测检验报告
委托单位: 受检单位: 使用地点: 检测检验类别:
定期/投用前检测检验
检测检验机构名称:(公章)
105
声明
1.报告中检测检验数据仅对接收的样品负责。 2.报告无主检、审核、批准人签名无效。 3.报告封面未盖本机构“公章”,首页、骑缝未盖本机构“检测检验 专用章”无效。 4.未经本机构批准不得复制(全文复制除外)报告。 5.报告涂改无效。 6.对报告若有异议,应于收到报告十五日内向本机构提出,逾期视 为认可。
3
带速
m/s
实测
4
功率
kW
实测
5
单位距离煤量
带式输送机出厂检验报告2018.7最新
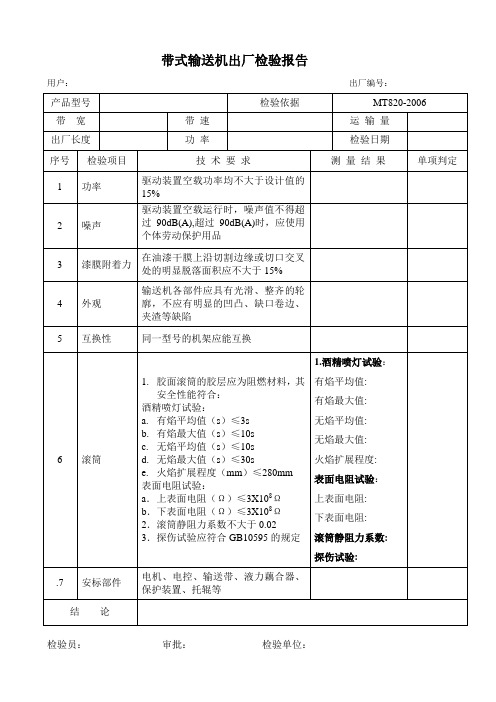
外观
整机和所有重要部件的工作状态是否满足要求,外观质量、安全标识、标牌是否满足技术要求。焊缝不应出现烧穿、裂纹、未熔合等缺陷。
结论
检验:审核:
上表面电阻:
下表面电阻:
滚筒静阻力系数:
探伤试验:
.7
安标部件
电机、电控、输送带、液力藕合器、保护装置、托辊等
结论
检验员:审批:检验单位:
***********公司
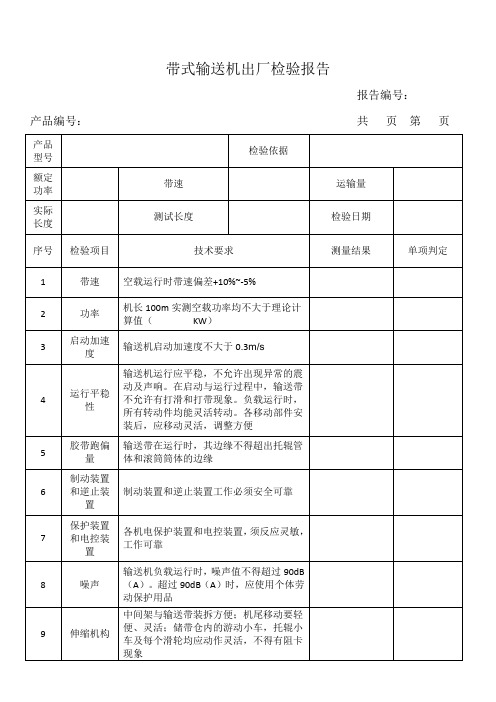
带式输送机出厂检验报告
出厂编号:共页第页
产品型号
检验依据
GB/T 10595-2017
带宽
带速
运输量:
出厂长度
功率
检验日期:
序号
检验项目
滚筒静平衡符合GB/T10595-2009中4.6.11规定
探伤应符合GB10595的规定
4
托辊
外圆圆跳动值应符合GB/T10595-2017中4.7.3的规定
托辊棍子轴向位移量不得大于0.7mm
5
漆膜附着力
在油漆干膜上沿切割边缘或切口交叉处的明显脱落面积应不大于15%
6
漆膜厚度
油漆干膜总厚度不应小于75μm
在油漆干膜上沿切割边缘或切口交叉处的明显脱落面积应不大于15%
4
外观
输送机各部件应具有光滑、整齐的轮廓,不应有明显的凹凸、缺口卷边、夹渣等缺陷
5ห้องสมุดไป่ตู้
互换性
同一型号的机架应能互换
6
滚筒
1.胶面滚筒的胶层应为阻燃材料,其安全性能符合:
酒精喷灯试验:
a.有焰平均值(s)≤3s
b.有焰最大值(s)≤10s
c.无焰平均值(s)≤10s
检验数量
技术要求
带式输送机出厂检验报告
3.10.7条表3的规定值
3、滚筒静阻力系数不大于0.02
4、探伤检验应符合GB10595的规定
1、胶面滚筒的胶层酒精喷灯试验:
a、有焰平均值
b、有焰最大值
c、无焰平均值
d、无焰最大值
e、火焰扩展长度
表面电阻试验:
a、上表面电阻
b、下表面电阻
2、外圆圆跳动
3、滚筒静阻力系数:
带式输送机出厂检验报告
报告编号:
产品编号:共页第页
产品型号
检验依据
额定功率
带速
运输量
实际长度
测试长度
检验日期
序号
检验项目
技术要求
测量结果
单项判定
1
带速
空载运行时带速偏差+10%~-5%
2
功率
机长100m实测空载功率均不大于理论计算值(KW)
3
启动加速度
输送机启动加速度不大于0.3m/s²
4
运行平稳性
输送机运行应平稳,不允许出现异常的震动及声响。在启动与运行过程中,输送带不允许有打滑和打带现象。负载运行时,所有转动件均能灵活转动。各移动部件安装后,应移动灵活,调整方便
5
胶带跑偏量
输送带在运行时,其边缘不得超出托辊管体和滚筒筒体的边缘
6
制动装置和逆止装置
制动装置和逆止装置工作必须安全可靠
7
保护装置和电控装置
各机电保护装置和电控装置,须反应灵敏,工作可靠
8
噪声
输送机负载运行时,噪声值不得超过90dB(A)。超过90dB(A)时,应使用个体劳动保护用品
9
伸缩机构
中间架与输送带装拆方便;机尾移动要轻便、灵活;储带仓内的游动小车,托辊小车及每个滑轮均应动作灵活,不得有阻卡现象
皮带输送机检验报告

合格
七
漆膜厚度
μm
油漆干膜总厚度不小于75μm
78
合格
样品数量1条,已安装,外观完好,未使用。
检验结论
根据GB/T10595-2009标准要求,所检项目六项,全部符合标准要求。
(检验专用章)
日期:
备注
现场检验
批准: 审核: 检验:
检 验 报 告
共2 页 第 2 页
序号
检ห้องสมุดไป่ตู้项目
计量
单位
标准要求
实测值
单项
结论
备注
一
滚筒外圆的圆跳动量
mm
≤
合格
二
托辊辊子外圆的圆跳动度
mm
≤
合格
三
滚筒静平衡试验
/
滚筒静平衡精度等级应达到G40
达到G40
合格
四
滚筒探伤检查
/
滚筒筒体对接环形焊缝应符合GB11334中B类2级要求。
达2级
合格
五
托辊辊子轴向位移量检查
mm
托辊辊子装配后,在500N轴向压力作用下,辊子轴向位移量不得大于
合格
六
漆膜附着力
%
在油漆干膜上沿切割边缘或切口交叉处的明显脱落面积应不大于15%
No.
检验报告
共 2 页 第 1 页
产品名称
带式输送机
规格型号
商 标
DTⅡ1400mm
产品数量
1部
产品编号
产品等级
合格
生产日期
送检者
现场
送检日期
检验依据
GB/T10595-2009标准
检验项目
滚筒、托辊辊子等外圆的圆跳动检查,滚筒静平衡,滚筒探伤,托辊辊子轴向位移量检查,漆膜附着力与厚度检查。
带式输送机出厂检验报告
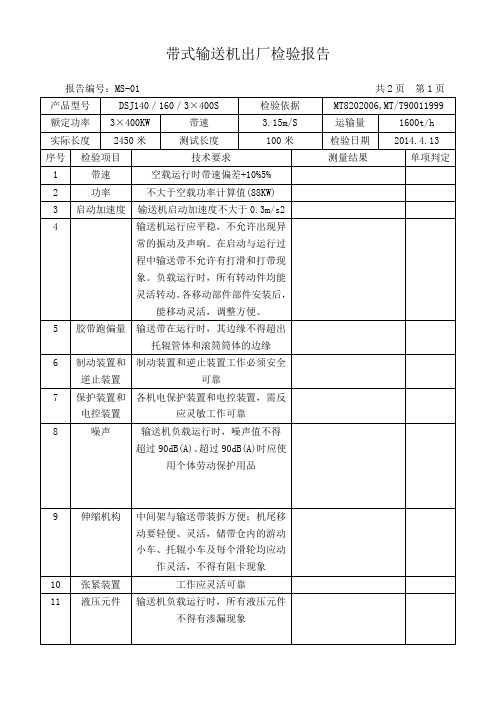
1
带速
空载运行时带速偏差+10%5%
2
功率
不大于空载功率计算值(88KW)
3
启动加速度
输送机启动加速度不大于0.3m/s2
4
输送机运行应平稳,不允许出现异
常的振动及声响。在启动与运行过程中输送带不允许有打滑和打带现象。负载运行时,所有转动件均能灵活转动。各移动部件部件安装后,能移动灵活,调整方便。
13
漆膜附着力
在油漆干膜上沿切割边缘或切口交叉处的明显脱落面积应不大于15%
14
外观
输送机各部件应具有光滑、整齐的
轮廓,不应有明显的凹凸、缺口卷边、夹渣渣等缺陷
15
互换性
同一型号的机架应能互换
16
滚筒
1、胶面滚筒的胶层应为阻燃材料:其安全性能应符合:
酒精喷灯试验:
a、有焰平均值(s)≤3s
b、有焰最大值(s)≤10s
5
胶带跑偏量
输送带在运行时,其边缘不得超出托辊管体和滚筒筒体的边缘
6
制动装置和逆止装置
制动装置和逆止装置工作必须安全可靠
7
保护装置和电控装置
各机电保护装置和电控装置,需反应灵敏工作可靠
8
噪声
输送机负载运行时,噪声值不得
超过90dB(A)。超过90dB(A)时应使用个体劳动保护用品
9
伸缩机构
中间架与输送带装拆方便;机尾移
带式输送机出厂检验报告
报告编号:MS-01 共2页 第1页
产品型号
DSJ140/160/3×400S
检验依据
MT8202006,MT/T90011999
额定功率
3×400KW
带速
3.15m/S
煤矿用带式输送机安全检验报告
煤矿用带式输送机安全检验报告
报告编号:
委托单位:
受检单位:
设备名称:
设备型号:
检验类别:
检验日期:
检测检验机构名称
注意事项
1.报告检测数据仅对当时状态或来样负责。
2.报告无主检、审核、批准人签字无效。
3.报告未加盖检验机构“检测检验专用章”和骑缝章者无效。
4.未经同意,不得复制报告(全文复制除外)。
5.报告涂改无效。
6.若对报告有异议,应于收到报告之日起十五日内向检测检验机构提出,逾期视为认可。
7.带“*”的表示此项为省计量认证参数。
检验机构名称:
检验机构地址:
邮政编码:
电话:
传真:
煤矿用带式输送机安全检验报告
批准: 审核: 主检:
检验环境
检验设备一览表
受检带式输送机主要技术参数1、皮带机基本参数:
2、配用电机铭牌参数:
3、减速器铭牌参数:
煤矿用带式输送机检验项目
煤矿用带式输送机检验项目。
井下带式输送机出厂检验报告

5
滚筒
表面电阻试验:
a、上表面电阻(Ω )≤3×108Ω
b、下表面电阻(Ω )≤3×108Ω
2.外圆圆跳动应符合 GB10595-2009 的规定,标准
4.4.8 规定值(mm):200~400 0-1.5;500 ~1000
0-2; 1200~1800 0-2.5
3.滚筒静阻力系数不大于 0.02
落面积应不大于 15%
输送机各部件应具有光滑、整齐的轮廓,不应有明
4
外观
显的凹凸、缺口卷边、夹渣等缺陷
1.胶面滚筒的胶层应为阻燃材料,其安全性能应符
合:
酒精喷灯试验:
a、有焰平均值(s)≤3s
b、有焰最大值(s)≤10s
c、无焰平均值(s)≤10s
d、无焰最大值(s)≤30s
e、火焰扩展长度(mm) ≤280mm
4.探伤检验应符合 GB/T10595-2009 的规定,标准
5.8.2 规定值:≥80kN,不探伤;≥250kN,探伤
电机、减速器、电控、制动器、液力偶合器、保护 6 安标部件
装置、逆止器、输送带、托辊等安标证
测量结果
结论:
检验:
校核:
批准:
单项评价
带式输送机出厂检验报告
编 号:产Βιβλιοθήκη 型号检验依据额定功率
带速
运输量
出厂编号
试验条件:皮带机不做整机铺设,试验传动装置
检验日期
序号 检验项目
技术要求
1
功率
驱动装置空载功率不大于设计值的 15%
驱动装置空载运行时,噪声值不得超过 90dB(A)。
2
噪声
超过 90dB(A)时,应使用个体劳动保护用品
皮带机DSJ120 150 2×315
出厂检验报告产品名称:带式输送机规格型号:DSJ120/150/2×315出厂编号:PDJ20120108检验依据:MT/T901-2000,MT820-2006山西中煤四达矿业有限公司2012年1月8日带式输送机出厂检验报告编号:PDJ20120108共2 页第1页产品型号DSJ120/150/2×315 检验依据MT/T901-2000,MT820-2006 额定功率2×315 带速 3.25 运输量1500T/H实际长度测试长度115M 检验日期2012.01.08序号检验项目技术要求测量结果单项判定1 带速空载运行时带速偏差+10%~-5% 3.28 m/s 合格2 功率机长115m实测空载功率均不大于理论计算值,设计计算值:50.2kw48kw 合格3 启动加速度输送机启动加速度不大于0.3m/ s20.28m/s2合格4 运行平稳性输送机运行应平稳,不允许出现异常的振动及声响。
在启动与运行过程中,输送带不允许有打滑和打带现象。
负载运行时,所有转动件均能灵活转动。
各移动部件安装后,应移动灵活,调整方便无异常振动及声响;无打滑和打带现象;转动灵活调整方便合格5 胶带跑偏量输送带在运行时,其边缘不得超出托辊管体和滚筒筒体的边缘未跑偏合格6 制动装置制动装置工作必须安全可靠制动可靠合格7 保护装置和电控装置各机电保护装置和电控装置,须反应灵敏,工作可靠灵敏、可靠合格8 噪声输送机负载运行时,噪声值不得超过90dB(A)。
超过90dB(A)时,应使用个体劳动保护用品89.5 dB配备个体劳动用品合格9 伸缩机构中间架与输送带装拆方便;机尾移动要轻便、灵活,储带仓内的游动小车、托辊小车及每个滑轮均应动作灵活,不得有阻卡现象轻便、灵活无阻卡现象合格10 张紧装置工作应灵活可靠灵活可靠合格11 液压元件输送机负载运行时,所有液压元件不得有渗漏现象___________ 无此项12 清扫器清扫器与输送带在滚筒轴线方向上的接触长度应大于带宽的85%,清扫器性能稳定,清扫效果良好89%性能稳定,效果良好合格带式输送机出厂检验报告共2页第2页序号检验项目技术要求测量结果单项判定13 漆膜附着力在油漆干膜上沿切割边缘或切口交叉处的明显脱落面积应不大于15%12% 合格14 外观输送机各部件应具有光滑、整齐的轮廓,不应有明显的凹凸、缺口卷边、夹渣等缺陷无缺陷合格15 互换性同一型号的机架应能互换可互换合格16 滚筒1.胶面滚筒的胶层应为阻燃材料,其安全性能应符合:酒精喷灯试验:a、有焰平均值(s)≤3sb、有焰最大值(s)≤10sc、无焰平均值(s)≤10sd、无焰最大值(s)≤30se、火焰扩展长度(mm) ≤280mm表面电阻试验:a、上表面电阻(Ω)≤3×108Ωb、下表面电阻(Ω)≤3×108Ω2.外圆圆跳动应不大于MT820标准3.10.7条表3的规定值3.滚筒静阻力系数不大于0.024.探伤检验应符合GB10595的规定1.胶面滚筒的胶层酒精喷灯试验:a、有焰平均值:2.5sb、有焰最大值:4sc、无焰平均值:4.33sd、无焰最大值:5se、火焰扩展长度:95mm表面电阻试验:a、上表面电阻:2.8×108Ωb、下表面电阻:2.6×108Ω2.外圆圆跳动:胶面:0.82mm光面:0.52mm3.滚筒静阻力系数:0.0154.探伤检验:符合规定合格17 安标部件电机、电控、输送带、液力偶合器、保护装置、托辊等应有安标证。
带式输送机检验报告
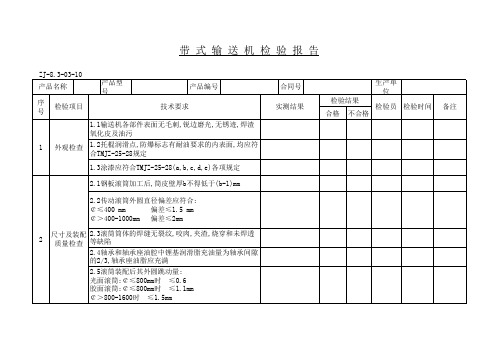
ZJ-8.3-03-10 产品名称 序号 检验项目 产品型号 技术要求 1.1输送机各部件表面无毛刺,锐边磨光,无锈迹,焊渣 氧化皮及油污 1 外观检查 1.2托棍润滑点,防爆标志有耐油要求的内表面,均应符 合TMJZ-25-28规定 1.3涂漆应符合TMJZ-25-28(a,b,c,d,e)各项规定 2.1钢板滚筒加工后,筒皮壁厚b不得低于(b-1)mm 2.2传动滚筒外圆直径偏差应符合: ¢≤400 mm 偏差≤1.5 mm ¢>400-1000mm 偏差≤2mm 2 尺寸及装配 2.3滚筒筒体的焊缝无裂纹,咬肉,夹渣,烧穿和未焊透 质量检查 等缺陷 2.4轴承和轴承座油腔中锂基润滑脂充油量为轴承间隙 的2/3,轴承座油脂应充满 2.5滚筒装配后其外圆跳动量: 光面滚筒:¢≤800mm时 ≤0.6 胶面滚筒:¢≤800mm时 ≤1.1mm ¢>800-1600时 ≤1.5mm 检验员: 计质科: 产品编号 合同号 实测结果 检验结果 合格 不合格 生产单位 检验员 检验时间 备注
年
月
日
带 式 输 送 机 检 验 报 告
ZJ-8.3-03-10 产品名称 序号 检验项目 3 滚筒检查 3各滚筒转动灵活 4托辊径向跳动: 托辊长度L<460mm 径向跳动≤0.70mm 托棍检查 托辊长度L=460-950mm 径向跳动≤1.00mm 托辊长度L>950-1600mm 径向跳动≤1.50mm 标识检查 5产品铭牌,安全标识清晰,固定牢靠,不歪斜. 6.1运转平稳,无冲击和杂音 6 空载试验 6.2各密封处,接合处无漏油, 渗油现象 6.3温升<70℃,最高温度<100℃ 7 噪声检查 7. 160KW以下,减速器噪声≤90dB 160KW以上,减速器噪声≤92dB 产品型号 技术要求 产品编号 合同号 检验结果 实测结果 合格 不合格 检验员 检验时间 备注 生产单位
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
张紧装置
工作应灵活可靠
11
液压元件
输送机负载运行时,所有液压元件不得有渗漏现象
12
清扫器
清扫器与输送带在滚筒轴线方向上的接触长度应大于带宽的85%,清扫器性能稳定,清扫效果良好
13
漆膜附着力
在油漆干膜上沿切割边缘或切口交叉处明显脱落面积应不大于15%
14
外观
输送机各部件应具有光滑、整齐的轮廓,不应有明显的凹凸、缺口卷边、夹渣等缺陷
15
互换性
同一型号的机架应能互换
16
滚筒
1、胶面滚筒的胶层应为阻燃材料,其安全性能应符合:
酒精喷灯试验:
a、有焰平均值(s)≤3s
b、有焰最大值(s)≤10s
c、无焰平均值(s)≤10s
d、无焰最大值(s)≤30s
e、火焰扩展长度(mm)≤280mm
表面电阻试验:
a、上表面电阻(Ω)≤3×108Ω
b、下表面电阻(Ω)≤3×108Ω
各机电保护装置和电控装置,须反应灵敏,工作可靠
8
噪声
输送机负载运行时,噪声值不得超过90dB(A)。超过90dB(A)时,应使用个体劳动保护用品
9
伸缩机构
中间架与输送带装拆方便;机尾移动要轻便、灵活;储带仓内的游动小车,托辊小车及每个滑轮均应动作灵活,不得有阻卡现象
序号
检验项目
技术要求
测量结果
单项判定
2、外圆ቤተ መጻሕፍቲ ባይዱ跳动应不大于MT820标准
条表3的规定值
3、滚筒静阻力系数不大于
4、探伤检验应符合GB10595的规定
1、胶面滚筒的胶层酒精喷灯试验:
a、有焰平均值
b、有焰最大值
c、无焰平均值
d、无焰最大值
e、火焰扩展长度
表面电阻试验:
a、上表面电阻
b、下表面电阻
2、外圆圆跳动
3、滚筒静阻力系数:
4、探伤检验:
输送机运行应平稳,不允许出现异常的震动及声响。在启动与运行过程中,输送带不允许有打滑和打带现象。负载运行时,所有转动件均能灵活转动。各移动部件安装后,应移动灵活,调整方便
5
胶带跑偏量
输送带在运行时,其边缘不得超出托辊管体和滚筒筒体的边缘
6
制动装置和逆止装置
制动装置和逆止装置工作必须安全可靠
7
保护装置和电控装置
带式输送机出厂检验报告
报告编号:
产品编号: 共 页 第 页
产品型号
检验依据
额定功率
带速
运输量
实际长度
测试长度
检验日期
序号
检验项目
技术要求
测量结果
单项判定
1
带速
空载运行时带速偏差+10%~-5%
2
功率
机长100m实测空载功率均不大于理论计算值( KW)
3
启动加速度
输送机启动加速度不大于s²
4
运行平稳性
17
安标部件
电机、电控、输送带、液力耦合器、保护装置、托辊等应有安标证。
结论