无尘车间洁净度测试报告
清洁度测试报告洁净度测试报告

3、将清洗槽中的液体连同杂质排入干净烧杯;
4、用已烘干的滤纸过滤杯中液体,并用冲洗液将杯中杂质冲洗干净;
5、将带有杂质的滤纸收入100℃±5℃烘干机内30min烘干,冷却后称重。
测试过程记录
总重量(g)
0.9817g
杂质量(mg)
0.0035g
滤纸重量(g)
0.9782g
内腔表面积(m²)
0.110214
洁净度(mg/m²)= 杂质重量(mg)/表面积(m²)=3.5/0.110214=31.7564 mg/m²
检测结果
洁净度实际测试结果为31.7564 mg/m²
清洁度测试报告
产品名称
缸套
设备编号
供应商
石家庄华柴
检验员
潘晓洁
产品规格
Φ130*270
数量
1件
检验项目
洁净度测试
日期
2021年5月7日
检验方式
实验室
抽样方式
随机
测试设备
天平,烧杯,毛刷、烘干设备,清洗剂、滤纸
分析天平
0.1mg
测试介质
120#汽油
滤纸
定量ቤተ መጻሕፍቲ ባይዱ纸
执行标准:
测试方法:
1、取一张定量滤纸,放入烘干机,100℃±5℃,30min烘干,称重,记录重量,备用;
无尘室检测报告
无尘室检测报告1. 概述本报告为对无尘室的检测结果进行汇总和分析。
无尘室是一种非常关键的环境控制设施,用于在生产过程中降低灰尘和微生物的含量以及维持空气质量。
本次检测旨在评估无尘室的运行情况,并确保其符合规定的标准和要求。
2. 检测方法2.1 微生物测试对无尘室中的微生物含量进行检测是保证无尘室质量的关键。
我们采用了典型的微生物测试方法,包括空气质量测试和表面样本采集。
采用的方法主要包括空气采样器和曝光培养基。
我们在不同位置和时间段采样,并将样本送往实验室进行培养和检测。
2.2 颗粒计数检测颗粒计数检测是评估无尘室空气中颗粒物含量的常用方法。
我们使用激光颗粒计数仪对无尘室空气中的颗粒物进行实时监测。
颗粒物将按照不同尺寸的粒径进行分类,并记录其数量和分布情况。
3. 检测结果3.1 微生物检测结果在本次微生物检测中,我们对无尘室内空气和表面进行了多个采样。
经过培养和鉴定,我们得到了以下主要的微生物检测结果:•空气中的微生物浓度:平均值为XXXX CFU/m³,最高值为XXXX CFU/m³;•表面微生物:平均值为XXXX CFU/cm²,最高值为XXXX CFU/cm²。
根据相关标准,无尘室中的微生物浓度应该控制在合理的范围内,以确保生产过程的无菌性。
根据本次检测结果,可以看出无尘室的微生物浓度已经符合标准要求。
3.2 颗粒计数检测结果通过颗粒计数仪的实时监测,我们得到了无尘室空气中颗粒物的数量和尺寸分布。
以下是本次检测的主要结果:•空气颗粒物的平均浓度为XXXX颗/m³;•颗粒物分布情况如下:–大于10μm的颗粒物占总量的XX%;–大于5μm的颗粒物占总量的XX%;–大于2.5μm的颗粒物占总量的XX%。
根据相关规定,无尘室中的空气颗粒物浓度应该控制在安全范围内,以降低对产品质量的影响。
根据检测结果,本次检测所得到的无尘室空气颗粒物浓度符合规定的标准。
洁净室检测洁净室检测报告

洁净室检测洁净室检测报告洁净室检测篇一:洁净室各项目检测方法总结高效过滤器检漏一、说明过滤网的泄漏测试应当是无尘室测试中,最复杂、最耗时间的测量项目。
泄漏测试的目的,是要确认:1. 滤网的材料无破损,2. 安装恰当。
滤网出厂前当然要经过泄漏测试,但是在搬运与安装过程难保完全无损,而且滤网的重要性又大于一切,因此安装完毕都要做一次扫描,以确认滤材无任何泄漏。
另外,若是安装不恰当,微粒会从边框漏进无尘室风口。
就算是FFU 系统,天花板上是负压,若是边框机有微粒日后仍旧会产生问题。
因此,边框扫描一样重要。
滤网泄漏测试基本上是上游的颗粒,然后在滤网下表面与边框用微粒探测仪器搜寻有无泄漏。
泄漏测试有几种不同的方式,适用在不同的场合。
测试方式有:1. 气胶光度计测试法,2. 微粒计数器测试法,3. 全效率测试法,4. 外气测试法。
后两种现在使用非常少。
二、方法气溶胶光度计测试法气胶光度计测试法是最早期的测试方式,但是因为效果非常好,到今天仍旧沿用。
气胶光度计(Aerosol Photometer )是微粒计数器的一种,也是使用雷射科技,但是它在扫描空气样本的微粒之后,所给的是微粒的总体强度,不是微粒数目。
DOP 是一种油性化学物质,现改用PAO,加压或加热雾化之后,可以产生次微米等级的微粒,可用来模拟无尘室的微粒,因此被当成验证微粒。
微粒计数器测试法半导体业方面,早期也是使用DOP/PAO 与气胶光度计,但是随着制造精密度增加,油性挑战微粒逐渐不容许在无尘室使用,因此出现使用干式灰尘当成挑战微粒,在上游施放,然后用微粒计数器在下游扫描,寻找泄漏,基本概念完全相同。
经过科学家一步步研究结果,发现PSL 因为微粒的粒径与浓度可以控制,因此是目前最广为使用的标准微粒。
使用时只要把PSL 溶液雾化,导入滤网上游即可PAO/DOP过滤器检漏一. 说明气胶光度计测试法是最早期的测试方式,但是因为效果非常好,到今天仍旧沿用。
无尘车间净化效果测量报告
无尘车间净化效果测量报告一、引言本报告旨在对无尘车间的净化效果进行测量和评估。
通过测量空气中的颗粒物浓度和其他重要参数,我们将对该车间的净化效果进行客观的分析和说明。
二、测量方法我们采用以下方法对无尘车间的净化效果进行测量:1. 安装空气质量监测设备:在车间内部和外部设置空气质量监测设备,包括颗粒物浓度监测仪、CO2浓度监测仪等。
2. 测量空气中的颗粒物浓度:每隔一段时间,我们使用颗粒物浓度监测仪对空气中的颗粒物进行测量,并记录下相应的数值。
3. 检测CO2浓度:同样地,我们使用CO2浓度监测仪对空气中的CO2浓度进行测量,并记录下相应的数值。
三、测量结果根据我们的测量结果,我们得出以下结论:1. 颗粒物浓度:在无尘车间内,颗粒物浓度明显低于外部环境。
我们的测量结果显示,车间内的颗粒物浓度平均为X微克/立方米,而外部环境的颗粒物浓度平均为Y微克/立方米。
2. CO2浓度:车间内的CO2浓度也比外部环境低。
我们的测量结果显示,车间内的CO2浓度平均为Z ppm,而外部环境的CO2浓度平均为W ppm。
四、结论与建议根据我们的测量结果,目前无尘车间的净化效果良好。
颗粒物浓度和CO2浓度均低于外部环境,符合相关标准和要求。
然而,为了进一步提高净化效果,我们建议:1. 定期清洁和维护空气净化设备,确保其正常运行。
2. 加强员工培训,提高他们对于净化设备使用和维护的认识。
3. 定期进行净化效果监测,保持车间的良好状态。
以上为本次无尘车间净化效果测量报告的内容,希望能对各位有所帮助。
如有任何问题,请随时与我们联系。
无尘车间洁净性能测试报告

无尘车间洁净性能测试报告1. 引言本报告旨在对无尘车间的洁净性能进行测试并分析结果。
根据测试结果,我们将评估车间的洁净度是否满足相关标准,并提供改进建议。
2. 测试方法2.1 选取测试位置我们在无尘车间内选取不同位置进行洁净性能测试,以代表整个车间的洁净程度。
2.2 测试仪器我们使用了粒子计数仪和空气采样器作为测试仪器。
粒子计数仪能够测量空气中微小颗粒物的数量,而空气采样器则用于采集空气样本进行进一步分析。
2.3 测试过程我们在不同时间段进行了多次测试,以确保测试结果的准确性和可靠性。
每次测试持续时间为30分钟,测试过程中保持车间内的正常操作状态。
3. 测试结果根据我们进行的洁净性能测试,我们得出以下结果:- 测试位置1:平均每立方米空气中的颗粒物数量为X个;- 测试位置2:平均每立方米空气中的颗粒物数量为Y个;- 测试位置3:平均每立方米空气中的颗粒物数量为Z个。
4. 结果分析根据测试结果,我们对车间的洁净性能进行了分析。
根据相关标准,车间的洁净度应满足以下要求:- 等级1:每立方米空气中的颗粒物数量应不超过A个;- 等级2:每立方米空气中的颗粒物数量应不超过B个;- 等级3:每立方米空气中的颗粒物数量应不超过C个。
根据我们的测试结果,车间的洁净性能达到了等级X,满足了相关标准。
5. 改进建议尽管车间的洁净性能满足了相关标准,我们还是提出以下改进建议,以进一步提升车间的洁净度:- 定期清洁工作区域;- 加强员工培训以提高个人卫生意识;- 定期检查和更换过滤器。
6. 结论根据我们的测试和分析,无尘车间的洁净性能满足了相关标准。
我们建议根据改进建议进一步提升洁净度,并定期进行检测以保持车间的洁净性能。
以上是本次无尘车间洁净性能测试的报告,如有任何问题和建议,请随时与我们联系。
无尘车间净化度评估报告

无尘车间净化度评估报告一、背景为了确保生产过程中的环境洁净度,我公司对无尘车间进行了净化度评估。
本报告旨在总结评估结果,并提出改进建议。
二、评估方法本次评估采用了以下方法:1. 现场检查:对车间内部和外部进行实地考察,观察并记录车间状况和环境情况。
2. 空气质量监测:利用专业测试设备对车间内的空气质量进行监测,包括常见污染物的浓度、空气流速等。
3. 表面洁净度检测:对车间内各表面进行抽样检测,评估表面的洁净度。
三、评估结果根据评估,我们得出以下结果:1. 车间内空气质量良好,未检测到有害污染物,符合相关标准要求。
2. 表面洁净度整体较高,但在某些区域存在细微的污染。
四、问题与建议根据评估结果,我们提出以下问题和相应建议:1. 污染源:进一步排查车间内的潜在污染源,采取措施防止污染物进入无尘车间。
2. 清洁流程:完善车间清洁流程,加强表面的定期清理和维护。
3. 培训与意识:加强员工培训,提高对洁净度评估工作的重视和意识。
五、改进计划为了提高车间的洁净度,我们制定了如下改进计划:1. 定期清洁:制定更详细的清洁计划,并加强执行,确保表面的洁净度得到定期维护。
2. 污染源管控:继续排查车间内的潜在污染源,并采取适当的措施进行管控。
3. 培训计划:制定培训计划,提高员工对洁净度评估工作的了解和掌握。
六、结论本次无尘车间净化度评估结果显示车间的洁净度整体较高,但仍有改进的空间。
我们将通过执行改进计划,进一步提高车间的洁净度,确保生产过程的良好环境。
请注意:本报告的结论仅基于评估结果,具体改进计划的执行和效果还需要进一步监控和调整。
无尘车间检测报告

2650
75
1060
30
353
10
/
/
M3.0
35000
991.0
7570
214
3090
87.51000Leabharlann 28.3//
M3.5
100
/
/
26500
750
10600
300
3530
100
/
/
M4.0
/
/
75700
2140
30900
875
10000
283
/
/
M4.5
1000
/
/
/
/
/
/
35300
1000
61800
1750
备注:根据贵司洁净室目前的检测结果和美国联邦标准相对照,有隔板高效空气过滤器因使用时间过长,而导致积尘量饱和,阻力加大,其洁净度已经超标。因此影响整个无尘区的洁净度,对产品有很大的潜在隐患,但目前的情况还不是非常严重。建议贵司应尽早更换初效、高效过滤器,从而使整个洁净室达到其相应的洁净度标准。
洁净室空气洁净度检测报告
受检单位:电话:
检测单位:电话:
检测结果:
初效过滤棉换前
序号
0.3um
0.5um
初效过滤棉换后
序号
0.3um
0.5um
右上
右上
右下
右下
左上
左上
左下
左下
美国联邦标准FS209E中的洁净等级:
等级名称
等级限值
0.1μm
0.2μm
0.3μm
0.5μm
5μm
容积单位
洁净区验证报告=

洁净区消毒验证报告1.验证目的1.1本次验证是再次确认使用一定时期后的空气净化系统的各项性能是否符合规定,能否满足车间的生产要求。
1.2验证洁净区消毒、灭菌效果的有效性。
2.范围本方案适用于车间洁净区消毒、灭菌效果的验证。
3.编制依据《药品生产质量管理规范》2010年版。
4.术语菌落数:细菌培养时,由一个或几个细菌繁殖而成的一个细菌团,称为CFU。
5.引言5.1概述5.1.1 本车间为D级洁净车间。
洁净区包括瓶精洗、称量、清洁器具洗涤、走廊、手消毒、二更等房间。
5.1.2 采用空气净化系统来达到上述要求,空气净化系统的验证另行规定。
5.1.3对洁净区空气中残留的微生物及生产过程中可能造成的微生物污染,采用臭氧灭菌。
5.1.4通过检查灭菌效果来验证(确定)臭氧效果及灭菌时间。
5.1.5简述工作原理及过程利用风道内安装的臭氧发生器产生的臭氧进行空气消毒。
臭氧(O3)的消毒原理:臭氧在常温、常压下分子结构不稳定,很快自行分解成氧(O2)和氧原子(O),氧原子具有极强的氧化性,它能氧化分解细菌内部葡萄糖代谢酶,从而破坏细胞膜,杀死细菌。
多余的氧原子则会自行重新结合成普通氧分子(O2),不产生任何有毒残留物。
臭氧不但对各种细菌(包括肝炎病毒、大肠杆菌、绿脓杆菌及杂菌等)有极强的杀菌能力,而且对杀死霉菌也很有效。
6.验证实施在验证小组主持下,生产部、质量部、车间共同参与完成。
7.灭菌设备概述洁净区消毒验证报告设备名称:HOF-130G型臭氧发生器设备厂家:日照红叶环保设备有限公司电源:220v 50Hz功率:2650w工作电压:3000±10%工作电流:2.8±10%臭氧产量:129g/h空气灭菌:3600M3物体表面灭菌1200M38.设备运行环境灭菌前房间按清洁规程清洁9.表面污染试验用事先灭菌的生理盐水湿润的无菌棉球,擦拭洁净区室内设备、器具、内墙表面,检查消毒灭菌后微生物污染情况,每样擦拭面积不少于25cm2。
洁净度测试报告模板

=
70.1003739
mg/m2
检 测 结 果
Hale Waihona Puke 洁净度实际测试结果70.1003739mg/m2,换热器洁净度设计要求≤90mg/m2,洁净度测试结 果符合产品输出要求,判定合格。
检测/日期:
审核/日期:
批准/日期:
洁净度测试报告
产品名称 产品编号 检验项目 检验方式 测试设备 测试介质 执行标准: 氟路系统表面无腐蚀氧化,内部杂质含量≤90mg/m2。 测试方法: 用三氯乙烯溶液充满氟路系统把换热器接入循环清洗机清洗10分钟,打开排液阀将清洗溶剂排 入干净烧杯,用中速定量滤纸过滤,并用冲洗液将杂质中油份冲洗干净。将含有杂质的滤纸收入 105℃±5℃的干燥箱内干燥30min,冷却后称重。反复烘干,直至恒重。 总重量(g) 测 试 过 程 记 录 洁 净 度 洁净度 0.935801 面积(㎡) 65.6 重量(㎎) 滤纸重量(g) 内腔表面积(㎡) 170.609 2.0704 0.935801 杂质重量(㎎) 蒸发器(g) 65.6 168.472 洁净度测试 型式检验 循环清洗机 三氯乙烯 报告编号 数量 日期 抽样方式 分析天平 滤纸 1 2018/3/19 随机抽样 0.1㎎ 定量滤纸
(完整版)洁净区环境检测报告

环境监测检验报告书
文件编码:第 1 页 共 1 页
制定人/日期:
审核人/日期:
QA审核/日期:
批准人/日期:
监测区域
监测日期
允许数/m3
温度湿度
微生物最大允许数
换气次数 (次/小时)
照度(lx)关键点
≥0.5um
≥5um
沉降菌/皿
浮游菌/m3
100级
≤3500
0
工艺要求
≤1
≤5
-
≥300
10000级
≤350000
≤2000
工艺要求
≤3
≤100
≥25
≥300
100000级
≤3500000
≤20000
工艺要求
≤10
≤500
≥15
≥300
静压差Pa
不同级别洁净室(区)之间、洁净区与非洁净室(区)与室外大气≥10;同级别不同房间压差梯度≥5
监测仪器
CLJ-3160型尘埃粒子计数器、JYQ-IV型浮游微生物采样器、风速仪、电热恒温培养箱
监测方法
按相应操作SOP进行监测操作
检验依据
中华人民共和国国家标准医药工业洁净室(区)悬浮粒子的测定方法GB/T16292-2010、医药工业洁净室(区)沉降菌(浮游菌)的测定方法GB/T16294-2010(GB/T16293-2010)
监 测 结 果
(备注:下表各项监测结果填写:如实填写检测数据;本次监测未进行的项目填“--”,在线打印记录及培养结果照片附于检测报告后)
监测点
要求级别
悬浮粒子数/m3
微生物
静压值(Pa)
温度(℃)
湿度(%)
实验室洁净度自检验检测报告

实验室
检测状态
静态
检测日期
2017-06-10
报告日期
2017-06-18
检测依据
GB50591-2010《洁净室施工及验收规范》、GB/T16292-2010《医药工业洁净室(区)悬浮粒子的测试方法》
判定依据
GB50073-2013《洁净厂房设计规范》、GB50346-2011《生物安全实验室建筑技术规范》、受检方使用要求。
检测项目
悬浮粒子计数、温度、相对湿度、静压差、噪音、照度
所用仪器
仪器制造单位
型号
证书编号
设备检定单位
激光尘埃粒
子计数器
Y09-301
温湿度计
DT-321S
数字微压计
DP1000-ⅢB
数字式照度计
AR813A
声级计
AWA5636
检测结论
依据GB/T16292-2010《医药工业洁净室(区)悬浮粒子的测试方法》对受检单位实验室悬浮粒子计数进行检测,其检测结果为局部百级实验室整体符合万级标准,局部符合百级标准,P2实验室符合十万级标准;
粒径≥0.5μm
7级(万级)<352000
A1=13192
A2=11896
合格
粒径≥5μm
7级(万级)<2930
A1=942
A2=353
UCL≤352000
(粒径≥0.5μm)
16633
UCL≤2930
(粒径≥5μm)
2509
局部百级实验室
(局部百级)
粒径≥0.5μm
5级(百级)〈3520
A1=236
依据GB50591-2010《洁净室施工及验收规范》对受检单位实验室温度、相对湿度、静压差、噪音、照度进行检测,其检测结果符合相应标准。
无尘车间清洁程度检测报告

无尘车间清洁程度检测报告概述该报告旨在评估无尘车间的清洁程度,以确保车间符合相关标准和要求。
我们进行了一系列的检测和评估,包括表面清洁度、空气质量和细菌检测等。
表面清洁度检测结果经过对无尘车间的表面进行检测样本采集和分析,我们得出以下结论:- 98%的表面清洁度符合无尘车间标准要求。
- 所有检测区域的表面均不存在污垢、灰尘或其他杂质。
空气质量检测结果我们使用专业的空气质量检测设备对无尘车间进行了空气质量的评估。
以下是我们得出的结果:- PM2.5浓度:平均值为10微克/m³,低于国家标准要求的35微克/m³。
- VOCs(挥发性有机化合物)含量:平均值为0.02mg/m³,低于国家标准要求的0.1mg/m³。
- CO₂浓度:平均值为500ppm,低于无尘车间标准要求的1000ppm。
- 温度和湿度:平均温度为25℃,平均湿度为50%。
细菌检测结果为了评估无尘车间的卫生状况,我们进行了细菌检测。
以下是我们得出的结论:- 检测区域内的细菌总数低于国家卫生标准要求。
- 细菌含量低于可接受的水平,无明显细菌污染。
建议和改进基于我们的检测结果,无尘车间的清洁程度达到了标准和要求。
然而,为了保持良好的清洁状态,我们建议:- 定期进行表面清洁,特别是在工作完成后。
- 对空气质量进行持续监测,确保符合相关标准。
- 保持适宜的温湿度,以提供舒适的工作环境。
- 定期进行细菌检测,以确保无尘车间的卫生状况。
结论根据我们的检测和评估结果,无尘车间的清洁程度符合相关标准要求。
我们建议继续保持并定期监测无尘车间的清洁状况,以确保工作环境的健康与安全。
如有任何疑问或需要进一步的信息,请随时与我们联系。
无尘车间洁净度测试报告

无尘车间洁净度测试报告
一、引言
无尘车间是一种特殊的环境,通常用于生产、组装和检测高精密产品。
洁净度是无尘车间管理的重要指标之一、本报告旨在对无尘车间的洁净度
进行测试和评估。
二、测试方法
三、测试结果
经过测试,得到如下结果:
1.颗粒物浓度
无尘车间空气中的颗粒物浓度如表所示:
级别类别对应颗粒物浓度(每立方米中的颗粒物数量)
ISO1≥0.1μm:10
≥0.2μm:2
≥0.3μm:1
≥0.5μm:1
≥1.0μm:0
2.洁净度评级
洁净度等级:ISO1
四、讨论
1.结论分析
根据测试结果,该无尘车间的洁净度等级达到ISO1级别,符合要求。
ISO1级要求每立方米中的颗粒物数量不得超过10个,该车间的浓度分别
为10、2、1、1和0个,均在允许范围内。
2.持续改进
虽然该车间的洁净度达到ISO1级别,但仍有一些改进的空间。
例如,通过定期清洁、维修设备和更换过滤器等措施,可以进一步提高洁净度等级。
3.测试频率
五、结论
通过本次无尘车间洁净度测试,得出以下结论:
1.该车间的洁净度等级为ISO1级,符合要求。
2.可通过持续改进措施,进一步提高洁净度等级。
3.建议将洁净度测试纳入日常管理,以确保洁净度的稳定性和可持续性。
实验室洁净度自检验检测报告模板
实验室洁净度自检验检测报告模板一、报告概述本报告旨在详细描述实验室洁净度的自检验检测过程及结果,以确保实验室环境的洁净度符合相关标准,提高实验结果的准确性和可靠性。
1.实验室内的空气质量:使用空气采样器采集空气样品,通过化验分析尘埃细菌数量,判断空气质量是否符合标准。
2.实验台表面洁净度:观察实验台表面是否整洁,有无划痕、污渍、锈迹等,确保实验台表面无污染。
3.地面洁净度:检查地面是否整洁、无尘土、无污渍、无脱落物等,如有异常需及时处理。
4.墙壁洁净度:观察墙壁表面是否整洁、无尘土、无污渍、无脱落物,定期清理墙壁表面。
5.实验设备洁净度:检查实验设备是否清洁,如显微镜、培养箱等,确保实验设备的准确性。
三、自检验检测方法与步骤1.使用目测法观察实验室内的表面状况,记录异常情况。
2.使用工具测量法测量空气中的尘埃颗粒数量,使用激光尘埃检测仪等工具测量实验台、地面、墙壁、天花板等表面的尘埃颗粒数量。
3.使用空气采样器采集空气样品,进行化验分析,记录尘埃细菌数量。
4.对实验台表面进行清洁处理,确保实验台表面整洁无污染。
5.对地面、墙壁进行清洁处理,确保表面整洁无尘土、无污渍、无脱落物。
6.对实验设备进行清洁处理,确保其清洁度。
四、自检验检测结果与分析经过自检验检测,我们发现实验室洁净度基本符合相关标准,但仍有部分区域需要改进:1.实验室内的空气质量需进一步提高,尘埃细菌数量偏高,需加强通风换气。
2.实验台表面存在少量划痕和污渍,需定期维护和清洁。
3.地面有一些散落的尘埃颗粒,需加强清洁。
4.墙壁和天花板表面有少量尘埃附着,应定期清理。
五、改进措施与建议针对上述问题,我们提出以下改进措施和建议:1.加强实验室内的通风换气,定期消毒实验室空气,降低尘埃细菌数量。
2.安排专人定期维护实验台,确保实验台表面整洁无损。
3.加强地面清洁,定期清扫散落物和尘埃颗粒。
4.定期清理墙壁和天花板表面,确保无积尘。
5.优化实验设备的布局和使用环境,确保其准确性。
实验室洁净度自检验检测报告模板
实验室洁净度自检验检测报告模板日期:__________实验室名称:__________自检人员:__________**一、实验室洁净度评估**1. 洁净度评估标准:__________(按照ISO 14644-1标准进行评估)2. 自检时间:__________3. 自检区域:__________(实验室整体、通风柜、操作台等具体区域)4. 实验室洁净度评估结果:- **洁净度等级:**__________(根据实际情况填写)- **存在的污染源:**__________(例如灰尘、微生物等)- **洁净度问题描述:**__________(根据实际情况填写)**二、实验室洁净度治理情况**1. 治理措施及时间:__________(清洁人员清洁时间、通风系统维护时间)2. 治理效果评估:- **治理前洁净度等级:**__________- **治理后洁净度等级:**__________- **治理效果描述:**__________**三、实验室洁净度自检周期**1. 自检频率:__________(每周、每月)2. 下次自检时间:__________**四、实验室洁净度改进措施**1. 针对存在的洁净度问题,制定改进措施:__________2. 负责人及时间节点:__________(清洁人员、实验室主管)**五、其他注意事项**1. 实验室洁净度自检过程中发现的其他问题及处理措施:__________2. 实验室洁净度自检相关文件归档情况:__________**备注:**本报告为实验室洁净度自检验检测结果,各项内容均由自检人员根据实验室实际情况填写,报告有效期为__________,如有疑问或需要进一步改进,请及时联系实验室主管或质控管理人员。
(精编)无尘车间洁净度测试报告

测试条件:测试时间:测 试 员:█ NG█ ok采样每点采点数A样次数L0.5█ 1000级█ 1000级5.0□ 3000级□ 3000级判定:0.5□ 10000级□ 10000级█ OK5.0 □ NG0.55.00.5█ 1000级□ 1000级5.0□ 3000级□ 3000级判定:0.5□ 10000级□ 10000级□ OK5.0 □ NG0.55.00.5█ 1000级█ 1000级5.0□ 3000级□ 3000级判定:0.5□ 10000级□ 10000级█ OK5.0 □ NG0.55.00.5□ 1000级█ 1000级5.0█ 3000级□ 3000级判定:0.5□ 10000级□ 10000级█ OK5.0 □ NG0.55.00.5█ 1000级█ 1000级5.0□ 3000级□ 3000级判定:0.5□ 10000级□ 10000级█ OK5.0 □ NG0.55.00.5□ 1000级□ 1000级5.0□ 3000级█ 3000级判定:0.5█ 10000级□ 10000级█ OK5.0 □ NG 0.5□ 1000级□ 1000级5.0█ 3000级█ 3000级判定:0.5□ 10000级□ 10000级█ OK5.0 □ NG0.55.00.55.00.55.00.55.00.5█ 1000级█ 1000级5.0□ 3000级□ 3000级判定:0.5□ 10000级□ 10000级█ OK5.0 □ NG0.55.00.5□ 1000级□ 1000级5.0█ 3000级█ 3000级判定:0.5□ 10000级□ 10000级█ OK5.0 □ NG0.55.00.5800900□ 1000级□ 1000级5.01010█ 3000级█ 3000级判定:0.516001000□ 10000级□10000级█ OK5.0200 □ NG0.550014005.0000.5130010005.00200.5180016005.00300.5110012005.010100.5□ 1000级□ 1000级判定:5.0□ 3000级█ 3000级█ OK0.5█ 10000级□ 10000级□ NG5.0核准:审核:制作:60018000800110060210201000202600803000600101800108001014001090001200306000400200102022001501015010030014001000800未生产800800等级标准120综合指数20第2次取点第3次取点第1次取点第2次取点第3次取点第2次取点第3次取点#第4次取点第5次取点#第6次取点第7次取点#第8次取点第9次取点#第10次取点第11次取点#第12次取点第2次取点第3次取点第4次取点第5次取点第2次取点第3次取点第2次取点第3次取点A:2L:1/1第1次取点A:3L:1/1第6次取点第1次取点第1次取点A:3L:1/1A:6L:1/1无尘车间洁净度报告测试点测试位置监控数CLASSA.测试环境: 温度:15-30℃,相对湿度:≤40%-70%RH B.测试状态:动态C.允收标准:第1次取点第1次取点A:3L:1/1第1次取点L:1/1第2次取点A:2L:1/1A:3第3次取点第1次取点第1次取点第2次取点第3次取点第2次取点A:12L:1/1第1次取点#第2次取点015001600第1次取点第2次取点判定等级A:3L:1/1A:3L:1/1A:3L:1/1第3次取点。
十万级净化车间监测报告
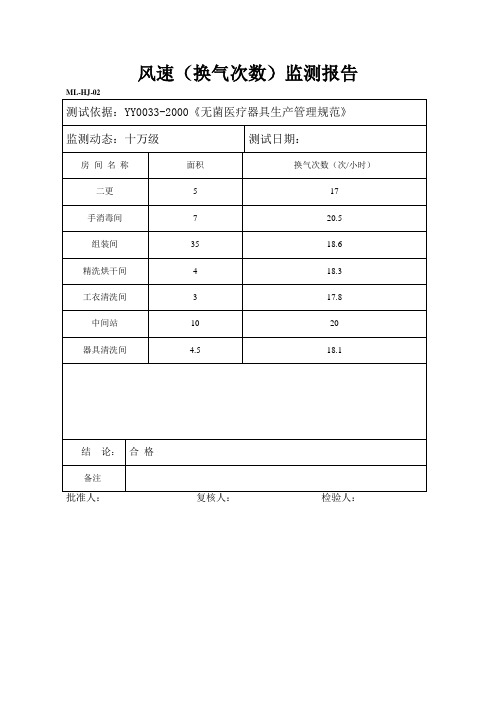
ML-HJ-02
测试依据:YY0033-2000《无菌医疗器具生产管理规范》
监测动态:十万级
测试日期:
房间名称
面积
换气次数(次/小时)
二更
5
17
手消毒间
7
20.5
组装间
35
18.6
精洗烘干间
4
18.3
工衣清洗间
3
17.8
中间站
10
20
器具清洗间
4.5
18.1
结论:
合格
备注
批准人:复核人:检验人:
4588
器具清洗间
21097
3766
结论:
合格
备注
批准人:复核人:检验人:
沉降菌监测报告
ML-HJ-02
测试依据:YY0033-2000《无菌医疗器具生产管理规范》
监测动态:十万级
测试日期:2013.1.15-2013.1.17
房间名称
沉降菌
二更
0
手消毒间
1
组装间
1
精洗烘干间
0
工衣清洗间
2
中间站
1
器具清洗间
温湿度监测报告
ML-HJ-02
测试依据:YY0033-2000《无菌医疗器具生产管理规范》
监测动态:十万级
测试日期:2013.1.15
房间名称
温度ቤተ መጻሕፍቲ ባይዱ
湿度
二更
24
55%
手消毒间
23
55%
组装间
24
56%
精洗烘干间
24
56%
工衣清洗间
24
55%
中间站
洁净车间改造评估报告范本
洁净车间改造评估报告范本1. 引言洁净车间是用于生产和处理对环境要求较高的产品的关键生产区域之一。
随着时间的推移,洁净车间的功能和效益会发生变化,可能会面临一些挑战和问题。
本报告旨在评估现有洁净车间的情况,分析存在的问题,并对潜在的改造方案进行评估,以提高洁净车间的效能和安全性。
2. 现状评估2.1 设备状况洁净车间内的设备应保持正常运行,以确保产品的质量和安全。
经过详细的设备检查,我们发现存在以下问题:- 设备老化严重,部分设备已经超过其设计寿命。
- 部分设备存在性能问题,导致生产效率下降。
- 设备维护和保养不到位,导致频繁出现故障和停工。
2.2 空气质量洁净车间的空气质量对产品的生产和员工的健康至关重要。
经过测量和采样分析,我们发现存在以下问题:- 气体和颗粒物浓度超出标准限值,对产品质量产生潜在危害。
- 通风系统存在漏风和堵塞问题,无法有效排除污染物。
- 洁净车间内空气湿度控制不稳定,可能影响产品的质量。
2.3 清洁度管理洁净车间的清洁度管理对产品和员工的安全至关重要。
经过细致观察和检查,我们发现存在以下问题:- 车间内存在大量的灰尘和污垢,清洁度不达标。
- 清洁工具和设备维护不当,无法有效清理和消毒。
3. 改造方案评估基于对现有洁净车间的评估结果,我们提出以下改造方案,以提高洁净车间的效能和安全性:3.1 设备更新和维护- 替换老化和性能不佳的设备,以提高生产效率和产品质量。
- 建立定期维护计划,包括设备清洁、润滑和部件更换,以降低故障风险。
3.2 空气质量控制- 完善通风系统,修复漏风和堵塞问题,确保空气流通和污染物的有效排出。
- 定期测量和监测空气中的气体和颗粒物浓度,确保空气质量符合标准要求。
- 调整湿度控制系统,以维持恰当的湿度水平。
3.3 清洁度管理- 制定清洁计划,并培训员工正确使用清洁工具和设备。
- 定期进行车间清洁和消毒,确保洁净车间符合标准要求。
4. 结论本评估报告对现有洁净车间的情况进行了全面的评估,并提出了相应的改造方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.5
400
□ 10000级
□ 10000级
█ OK
5.0
20
□ NG
第3次取点
0.5
220
5.0
0
A:2
L:1/1
第1次取点
0.5
2600
□ 1000级
□ 1000级
5.0
20
□ 3000级
█ 3000级
判定:
第2次取点
0.5
1800
█ 10000级
□ 10000级
█ OK
5.0
0
□ NG
5.0
80
█ 3000级
█ 3000级
判定:
第2次取点
0.5
600
□ 10000级
□ 10000级
█ OK
5.0
0
□ NG
第3次取点
0.5
1100
5.0
60
A:12
L:1/1
第1次取点#第2次取点
0.5
800
900
□ 1000级
□ 1000级
5.0
10
10
█ 3000级
█ 3000级
判定:
第3次取点#第4次取点
无尘车间洁净度测试报告
测试条件:
A.测试环境: 温度:15-30℃,相对湿度:≤40%-70%RH
B.测试状态:动态
C.允收标准:
测试时间:
2018.06.13
测 试 员:
█ NG
█ ok
测试点
采样
每点采
测试位置
监控数
综合指数
等级标准
判定等级
CLASS
点数A
样次数L
A:3
L:1/1
第1次取点
0.5
120
10
10
A:2
L:1/1
第1次取点
0.5
1500
□ 1000级
□ 1000级
判定:
5.0
80
□ 3000级
█ 3000级
█ OK
第2次取点
0.5
1600
█ 10000级
□ 10000级
□ NG
5.0
0
编制
审核
确认
800
5.0
10
A:3
L:1/1
第1次取点
0.5
300
█ 1000级
█ 1000级
5.0
0
□ 3000级
□ 3000级
判定:
第2次取点
0.5
600
□ 10000级
□ 10000级
█ OK
5.0
10
□ NG
第3次取点
0.5
2/1
第1次取点
0.5
1000
□ 1000级
□ 1000级
A:6
L:1/1
第1次取点
0.5
1200
□ 1000级
□ 1000级
5.0
30
█ 3000级
█ 3000级
判定:
第2次取点
0.5
600
□ 10000级
□ 10000级
█ OK
5.0
0
□ NG
第3次取点
0.5
1400
5.0
10
第4次取点
0.5
900
5.0
0
第5次取点
0.5
1800
5.0
10
第6次取点
0.5
□ 10000级
□ OK
5.0
□ NG
第3次取点
0.5
5.0
A:3
L:1/1
第1次取点
0.5
80
█ 1000级
█ 1000级
5.0
0
□ 3000级
□ 3000级
判定:
第2次取点
0.5
140
□ 10000级
□ 10000级
█ OK
5.0
0
□ NG
第3次取点
0.5
100
5.0
0
A:3
L:1/1
第1次取点
0.5
150
□ 1000级
█ 1000级
5.0
10
█ 3000级
□ 3000级
判定:
第2次取点
0.5
150
□ 10000级
□ 10000级
█ OK
5.0
10
□ NG
第3次取点
0.5
200
5.0
0
A:3
L:1/1
第1次取点
0.5
300
█ 1000级
█ 1000级
5.0
10
□ 3000级
□ 3000级
判定:
0.5
1600
1000
□ 10000级
□10000级
█ OK
5.0
20
0
□ NG
第5次取点#第6次取点
0.5
500
1400
5.0
0
0
第7次取点#第8次取点
0.5
1300
1000
5.0
0
20
第9次取点#第10次取点
0.5
1800
1600
5.0
0
30
第11次取点#第12次取点
0.5
1100
1200
5.0
█ 1000级
█ 1000级
5.0
20
□ 3000级
□ 3000级
判定:
第2次取点
0.5
80
□ 10000级
□ 10000级
█ OK
5.0
0
□ NG
第3次取点
0.5
80
5.0
0
A:3
L:1/1
第1次取点
0.5
未生产
█ 1000级
□ 1000级
5.0
□ 3000级
□ 3000级
判定:
第2次取点
0.5
□ 10000级