金相检验报告 中英文版
(中英双文版)射线检测报告模板

Radiographic Examination InstructionforCircularWeld 环焊缝射线检测工艺卡Form No./表码: Rev. No./版本号:A Report No./报告号: Page 1of 11 Application应用Carbon Steel. Butt/Circumferential weld with = 122” Ø tank, tank thickness up to 13mm碳钢对接环焊缝直径122’’壁厚13mm2 Equipment Type:设备XXGZT-3005HQ panoramic x-ray tube or equivalent XXGZT-3005HQ轴向X射线机3 Radiation Source:辐射源5mA, 150-300kv, 1.0 x 2.5mm focal point 5mA, 150-300kv, 1.0 x 2.5mm焦点大小4 Technique:技术Single Wall Exposure Single Wall View (Panoramic)单壁单影周向曝光5 GeometricRelationship:几何关系Radiation source positioned within of center of weld circle. Radiation beam at 90° to weld and film.源在中间,射线束以90°方向投入焊缝和胶片。
6 Film Type:胶片类型In general, Agfa C7 Sheet film,Agfa C4 sheet film shall be used if the required sensitivity not achieved. 通常用agfa C7胶片,灵敏度达不到的话,可以用C4.7 Film Coverage:胶片覆盖A minimum of 10mm of parent metal on either side of the weld will be included in the radiographs. Theoverlap offilm cassettes is approximately 25mm.至少10mm母材需被覆盖, 胶片重叠25mm。
焊接工艺报告(中英文)
/
/
/
/
焊缝金属化学成份 WELD SEAM CHEMICALCOMPOSITION(%)
C
SiMnSຫໍສະໝຸດ PCrNi
Mo
/
/
/
/
/
/
/
/
记录人 RECORDED BY
审核人 REVIEWED BY
钢印 STAMP
审核 REVIEWED BY
检验员 EXAMINER
外观和无损检测记录表 VISUAL INSPECTION & NDE RECORD
焊接工艺评定编号 WPQ NO:HP048
焊 缝 外 观 检 查 VISUAL INSPECTION FOR WELD
表面裂纹 CRACK
单面焊根部未焊透 ROOT UNPENETRATED OF
/
宏观 MACRO
GB/T2261987
JB47082000
of
试样数量 SPECIMEN NUMBER
/
/ / / /
要求完成日期 TIME TO BE FINISHED:产品施焊之前 BEFORE WELDING THE PRODUCT
编
制
ISSUED BY
傅华 FUHUA
校对 CHECKED BY
钢号 STEEL GRADE:
焊条牌号 ELECTRODE TRADE NAME:
类、组别号 TYPE & GROUP NO.:
焊丝牌号 WELDING WIRE TRADE NAME:/
规格 SIZE:
焊剂牌号 FLUX TRADE NAME:/
评定标准 STANDARD:
检验项目、评定指标及试样数目
出货检验报告 -中英文版

Quality Requirement:
CR:(CRITICAL)0MA(MAJOR):0.4MI(MINOR):1.0
一、Visual and Dimensional Inspection
No.
Parts
Inspection Items
Visual Inspection
3
Ontology
3.1color/appearance/cleanliness
Visual Inspection
Visual Inspection
3.2Seize of the lamp
Check it up with BOM
Calipers
二、Test
No.
Inspection Items
客户名称
定单号
产品名称
产品规格
生产总数
结论:□NG □OK
Inspection Standard
抽样检验指导书
质量要求:致命瑕疵(CR:0)严重瑕疵(MA:0.4)轻微瑕疵(MI:1.0)
一、外观尺寸检验
序号
部位
检验内容
检查方法
检验设备
缺点别
检验结果
说明
NG
OK
不接受
1
外箱
1.1外箱表面破损、脏污
目测
5
Puncture Test
Under the punch of aging machine﹥4H
Aging Machine
6
Power
The use of power meter+—1W
Power Meter
6
样品检验报告 中英文对照全面
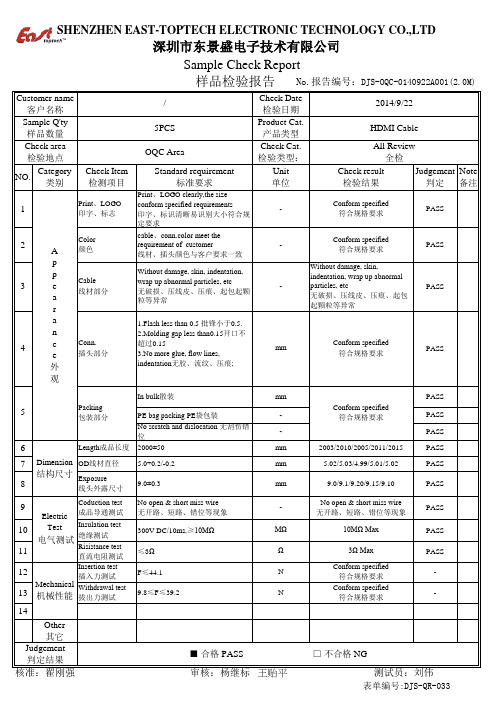
NO.Category 类别Standard requirement标准要求Judgement 判定Note 备注1Print 、LOGO clearly,the size conform specified requirements 印字、标识清晰易识别大小符合规定要求PASS2cable 、conn.color meet the requirement of customer线材、插头颜色与客户要求一致PASS3Without damage, skin, indentation,wrap up abnormal particles, etc 无破损、压线皮、压痕、起包起颗粒等异常PASS41.Flash less than 0.5 批锋小于0.5.2.Molding gap less than0.15开口不超过0.153.No more glue, flow lines,indentation 无胶、流纹、压痕;PASSIn bulk 散装PASS PE bag packing PE 袋包装PASS No scratch and dislocation 无刮伤错位PASS 62000±50PASS 7 5.0+0.2/-0.2PASS 89.0±0.3PASS 9No open & short miss wire无开路、短路、错位等现象PASS 10300V DC/10ms,≥10MΩPASS 11≤3ΩPASS 12F ≤44.1-139.8≤F ≤39.2-14Other 其它 Sample Check Reportmm Coduction test 成品导通测试A p p e a r a n c e 外观Dimension 结构尺寸Judgement 判定结果■ 合格 PASS □ 不合格 NGSHENZHEN EAST-TOPTECH ELECTRONIC TECHNOLOGY CO.,LTD深圳市东景盛电子技术有限公司Conform specified 符合规格要求Mechanical 机械性能-3Ω Max 5.02/5.03/4.99/5.01/5.02Conform specified 符合规格要求9.0/9.1/9.20/9.15/9.10No open & short miss wire 无开路、短路、错位等现象2003/2010/2005/2011/2015-Electric Tes t电气测试-Insulation test 绝缘测试MΩOD 线材直径Conform specified 符合规格要求Color 颜色Cable 线材部分-10MΩ Max Conform specified 符合规格要求Conform specified 符合规格要求Without damage, skin,indentation, wrap up abnormal particles, etc无破损、压线皮、压痕、起包起颗粒等异常mm Check result 检验结果Check Date 检验日期2014-9-22Check Cat.检验类型:All Review 全检-Product Cat.产品类型HDMI CableCheck area 检验地点Unit 单位-Length 成品长度mm mmExposure线头外露尺寸mm OQC AreaCustomer name 客户名称Check Item 检测项目5Conn.插头部分Print 、LOGO 印字、标志Sample Q'ty 样品数量/5PCS Packing 包装部分Conform specified 符合规格要求Risistance test 直流电阻测试Withdrawal test 拔出力测试ΩInsertion test 插入力测试N NNo.报告编号:DJS-OQC-0140922A001(2.0M)表单编号:DJS-QR-033。
球化率 Spheroidization rate(中英文对照)

球化率球化率定义:以石墨为例。
在金相检验中,通常所见到的是几种形态的石墨共存。
在这种情况下,评定石墨的球化质量须用球化率来解决。
所谓球化率,是指在规定的视场内,所有石墨球化程度的综合指标。
它反映该视场内所有石墨接近球状的程度。
球化分级:国家标准根据石墨形态及其分布和球化率,将球墨铸铁石墨球化分为1-6级。
球墨铸铁的力学性能在很大程度上决定于球化率。
球化率与力学性能的关系:一般来说,在其他条件相同的情况下,球化率愈高,力学性能也高。
Spheroidization rateSpheroidization rate definition:Taking example for the graphite. In the metallographic examination, often see is the coexistence of several forms of graphite. In this case, spheroidization quality assessment of graphite spheroidization rate must be used to solve.The so-called nodularity, refers to the field of view, the comprehensive index of all graphite spheroidization degree. It reflects the view of all the nearly spherical degree of graphite.Ball grading:According to the national standard of graphite morphology and distribution and spheroidization rate of nodular graphite cast iron ball, will be divided into 1-6 grade. The mechanical properties of nodular cast iron depends very much on the spheroidization rate.The relationship between the ball rate and mechanical properties:Generally speaking, in other conditions are the same, the spheroidization rate is higher, the mechanical properties of high.。
验货报告(中英文)表格

15.Toe string 鞋头翘度
6.Ticket&lable 贴标
16.Shoes stable 鞋子稳定性
7.Others 其他
17.Sock cementing 贴中皮
18.Others 其他
REMARK:
REMARK:
总结 PASS:
REWORK:
OTHERS:
1.所有货品必须在出前检验 2.每份订单必须抽检15%方可以出货。 3.检验超过15%有问题必须要翻箱处理。 4.请将一份给工厂,另一份由QC保留并同时要传真回公司。 5.此份报告作为出货证时,客人收到货品若有任何品质问题工厂必须要责任。
3.Upper back cementing 布里贴合
LASTING: 1.Insole length 中底长度 2.Insole hardness 中底强度 3.Insole covering &bing 包中底
4.Folding and Binding 滚边
4.Toe lasting 腰帮
5.Color of upper thread 车线颜色
验货报告 INSPECT REPORT
FACTORY 工厂:
CUST(客户)
DELIVERY:
ORD NO 订单号:
TTL QTY总对数:
INSPECT C/NO:
STYLE NO款号:
TTL CTNS总箱数:
以下项目情况良好(),尚可(O),不良(X),无此项检查(——)
MATERILS:
1.Materi al 2.Cuttin g
FACOTRY:
INSPECTOR:
DELIVERY: INSPECT C/NO:
中底长度 中底强度 &bing 包中底 帮 后帮 Hardess 前后套定型硬度 鞋面带位置
中英文版射线检测报告
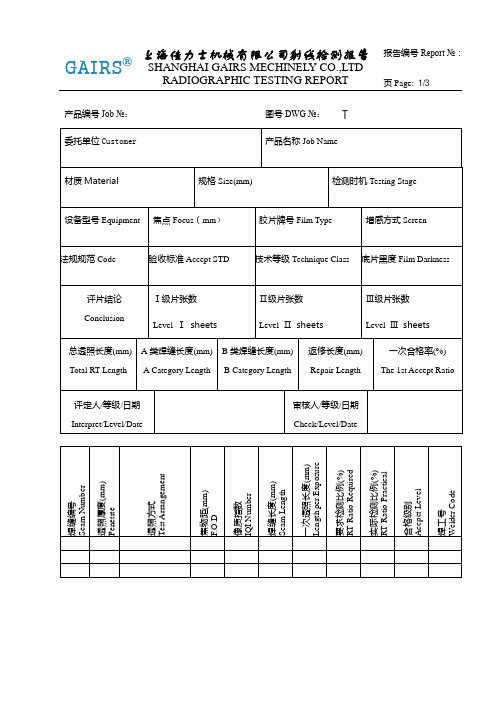
RADIOGRAPHIC TESTING REPORT 页Page: 1/2产品编号Job №:图号DWG №: T委托单位Customer产品名称Job Name材质Material规格Size(mm)检测时机Testing Stage设备型号Equipment焦点Focus (mm )胶片牌号Film Type增感方式Screen法规规范Code验收标准Accept STD技术等级Technique Class底片黑度Film Darkness评片结论 ConclusionⅠ级片张数Level Ⅰ sheetsⅡ级片张数Level Ⅱ sheetsⅢ级片张数Level Ⅲ sheets总透照长度(mm) Total RT LengthA 类焊缝长度(mm) A Category LengthB 类焊缝长度(mm) B Category Length返修长度(mm) Repair Length一次合格率(%) The 1st Accept Ratio评定人/等级/日期 Interpret/Level/Date审核人/等级/日期 Check/Level/Date焊缝编号 S e a m N u m b e r透照厚度(m m ) P e n e t r t e透照方式 T e s t A r r a n g e m e n t焦物距(m m ) F .O .D像质指数 I Q I N u m b e r焊缝长度(m m ) S e a m L e n g t h一次透照长度(m m ) L e n g t h p e r E x p o s u r e要求检测比例(%) R T R a t i o R e q u i r e d实际检测比例(%) R T R a t i o P r a c t i c a l合格级别 A c c p e t L e v e l 焊工号 W e l d e r C o d eRADIOGRAPHIC TESTING REPORT 页Page: 2/2产品编号Job №:图号DWG №:T检测定位图 RT Sketch of Location评片记录Evaluation Record 焊缝编号S e a m №底片编号F i l m №相交焊缝接头S e c t i o n评定级别L e v e l裂纹C r a c k未熔合L a c k o f F u s i o n未焊透L a c k o f P e n e t r a t i o n圆形缺陷R o u n d e d D e f e c t条形缺陷S t r i p y D e f e c t表面S u r f a c e伪缺陷F i l m A r t i f i c i a l缺陷位置、性质、长度 Defect Location(mm)、Type 、Length(mm)备注 Remark说明:缺陷性质中“P ”表示气孔;“S ”表示夹渣;“C ”表示裂纹;“LP ”表示未焊透;“LF ”表示未熔合。
DIN EN 10204 金属产品的检验文件(Chinese)

金属产品的检验文件(含修订版A1:1995)DIN EN 10204英文版摘要:检验文件、金属产品、钢、非铁金属、材料试验欧洲标准EN10204:1991,裂纹含修订版A1:1995具有DIN标准的内容。
前言本标准由ECISS/TC9制定,在DIN 50049的基础上转化而成。
负责本标准的德国组织是材料试验标准委员会、钢铁标准委员会和非铁金属标准委员会。
修订与DIN 50049,1992.4月版相比,标准的数量已经改变,并结合了修订版A1内容旧版本DIN 50049: 1951-12、1955-04、1960-04、1972-07、1982-07、1986-08、1991-11、1992-04欧洲标准EN 102041991-08 + A1 1995-06摘要:检验文件、金属产品、钢、非铁金属产品、材料试验英文版金属产品检查文件类型(含修订版A1:1995)本欧洲标准和修订版A1已由CEN分别在 1991-08-21和 1995-05-11批准发行。
CEN成员必须遵从CEN/CENELEC国际组织关于确定本欧洲标准为国家标准的条件,不得有任何更改。
关于国家标准的参考书和最新的资料可向中央部门或其他CEN 成员申请获得。
本欧洲标准有三种官方语言(英语、法语、德语)。
由CEN 成员负责翻译成的其它语言,并通告了中央部门的版本具备相同效力。
CEN成员国为:奥地利、比利时、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
CEN欧洲标准委员会目录EN10204:1991前言EN10204:1991/A1:1995前言1概述1.1范围1.2定义2.由执行检验和试验的制造商或其某部门的相关人员起草的检验文件。
2.1 与订单一致的证明书2.2 测试报告2.3 特殊的测试报告3.在特殊测试的基础上,由独立于制造部门的相关人员监督或执行的检测文件。
3.1 检验证明3.2 检验报告4 由生产者和中间人提供的检验文件5 检验文件的确认6 检验文件总结表1附A:EN10204定义的检验文件的几种不同的语言版本EN 10204:1991前言欧洲钢铁行业标准委员会(ECISS)建议技术委员会ECISS/TC9(技术交货状态和质量控制),及由IBN控制的部门起草一份欧洲标准用来定义在交货时向买方提供的各种检验文件。
金相组织检测指导书(中英文)

2 参考规范 Reference specification: Pml-00342
3 仪器 Required devices: 金相岩相试样镶嵌机 tessellation machine 金相试样研磨机 grinding machine 抛光机 polishing machine 切割机 cutter 量筒(100ml)measuring cylinder, capacity 100 ml 烧杯 beaker 金相显微镜 metallurgical microscope 保护眼镜 Protection glasses 保护手套 Protection gloves 180/600/1000/目砂纸 abrasive paper 抛光绒布 polishing
金相组织检测指导书
文件编号 File NO. 版 本 Edition 页码/页数 Page 生效日期 Valid Date
5.1 试样准备 Sample preparation 使用切割机在零件上面切下指定位置的小试样。试样大小尽量小于 30*30mm(在切割过程中必须打开水 管来带走切割产生的热量,避免试样过热而烧伤材料组织) 。 Cutting a little sample whose position is been appointed from the whole part by cutter. The size of the sample is less than 30*30mm.(When cutting the sample, the water pipe must be turn on, for this action we can avoid more overheating to burn the inner structure of material ). 5.2 试样镶嵌 Sample tessellation a)打开电源开关,在 SP 里面设定温度 140℃,然后等待 PV 显示的实际温度达到 140℃左右制样。 Turn on the power, set 140℃ in the SP screen, and then make the sample until the real temperature reach to 140℃. b) 把试样需要做金相的一端端面放在镶嵌机的下模上面,然后逆时针转动手轮,使下模下降到ห้องสมุดไป่ตู้限位置, 在钢模套内腔内加入填料,直到完全淹没试样.放入上模,合上防护盖板再旋紧八角旋钮,最后顺时针转动手 轮直到压力指示灯变亮,5 分钟后镶嵌试样即可成形.逆时针转动手轮下降下模,松开八角旋钮和盖板,顺时 针转动手轮顶出试样,再取出镶嵌好的试样放在一旁静置冷却。 Put the side which will inspect the micro-structure onto the lower mold of the tessellation machine. and swing the hand-wheel counterclockwise to let the lower mold drop to the lowest position. then we put the padding into the cavity of the steer mold until the sample is been completely drowned. close the protected cover board and then tighten the screw. Finally swing the hand-wheel until the pressure lamp turn on. five minutes later, the tessellation sample will be shaping. Then we swing the hand-wheel to drop the lower mold, loosen the screw and cover board, and then swing the hand-wheel to raise the upper mold and shaped sample, the sample need to cool down. 5.3 试样预磨 Sample grinding a)打开水阀,加入一点水放在磨盘中间然后放上砂纸,打开预磨机电源开关,用三个指头轻轻捏住试样 稍稍接触圆盘上的砂纸,保持圆盘转动而试样不动,磨光时每隔一段时间换 90°方向再磨光,这样避免试样 上面产生单一方向的磨痕。 Turn on the water switch, drop a little water on the millstone of the grinding machine. and then put the abrasive paper onto it. turn on the power of the grinding machine begin to grind the sample that touch the abrasive paper lightly by using three finger’s fixture. Keep the abrasive paper turning while the sample is still, change 90°direction to grind in a while. So to avoid to produce polishing scratch in the single direction.
焊接工艺评定无损检测及试样试验报告资料02-中英文

焊接工艺评定检测报告Procedure Qualification Record报告编号/Report No.:GH-HP-2015001GH-HP-2015002GH-HP-2015003委托单位: 山东国弘重工机械有限公司确认单位:山东同新检测工程有限公司山东国弘重工机械有限公司二0一五年一月二十日目录续表/Continued from Previous Sheet:拉伸试验试验报告编号:GH-HP-2015001Tensile Test No. of Test Report试样编号No. of TestPiece试样直径(mm)Dia. of testsample横载面积Cross-sectionarea(mm2)断裂载荷Breaking load(KN)抗拉强度Tension Strength(MPa)断裂部位Breakingposition HP1-1 10 78.5 540 424焊口处断裂Weldingjunction HP1-2 10 78.5 543.5 427母材断裂Base material 焊接母材金属化学成分/Chemical property of welding base metal (%)C Si Mn P S HP1-1(δ20 mm)0.13 0.26 1.46 0.016 0.013C Si Mn P S HP1-2(δ30 mm)0.14 0.26 1.48 0.016 0.012该图为Q345Bδ20与δ30板对接取样制成的标准试棒。
其中间直径为10mm。
弯曲试验试验报告编号:GH-HP-2015002Bending Test No. of Test report试样编号No. of TestPiece试样类型Type of testpiece试样厚度Samplethickness(mm)弯心直径Flexual centerdia.(mm)弯曲角度Bending angle(°)试验结果Test result HP2-1面弯/Face bend10 40 180 合格/o.k.HP2-2背弯/Back bend10 40 180 合格/o.k.角焊缝焊接检验报告Test Report for Angle Joint Welding对接焊缝接头机械性能试验报告试验报告编号/No. of Test Report:GH-HP-2015003根部Root: 已焊透/Full penetration 焊缝Weld joint: 熔合良好/Fuse well焊缝、热影响区Weld joint, HAZ: 无裂纹/No crack焊接材料规格形式Specs of welding material:20T1+40T2 垂直角焊/Vertical angle welding 检验截面Cross-sectionⅠⅡⅢ焊脚差(mm)Fillet difference 1 1.5 1无损检测(NDT)PT: (合格/Qualified :焊缝外观检查合格/Welding joint appearance is proved o.k. 金相检测:(HP5)焊接部位溶蚀金属化学成分Chemical property of corrosive metal at welding jointC Si Mn P S Cr0.14 0.28 1.46 0.011 0.012 --结论:本评定按JB4708-2000规定焊接试件,检验试样、测定性能、确认试验记录正确Conclusion: The judgment is done as per welding/test /record requirement under JB4708-2000.焊工Welder于志刚Yu Zhigang代号No.047编制Prepar ed by 李淑明日期Date2015.1.20审核Reviewed by耿象水日期Date2015.1.20批准Approved by毕东奎日期Date2015.1.20该单数据分别为δ20和δ40板材的分析数据Test Report for Butt Weld Joint Mechanical Property日角焊缝接头机械性能试验报告Test Report for Fillet Weld Mechanical Property日材料检验报告Material Test Report试验员/Tester:荣艳审核/Reviewed by:王允岗2015年1月20日。
金相检验报告

铁素体、珠光体和粒状碳化物
1 6
6-5-2(2-2)
铁素体、珠光体和粒状碳化物
主蒸汽管道
供货状态 φ273×28 机械抛光
PME-3 金相显微镜 /
晶 粒度
7~8 6~7 6~7 6~7 6~7 5~7 6~7 6~7
7 5~7 6~7 6~8
6~7
7~8
7~8
6~8
照片 号 (1) (2) (3) (4) (5) (6) (7) (8)
以下空白
机械抛光
焊接接头金相分析实验
PME-3 金相显微镜 /
晶 粒度
7 7~8 6~7
7 7~8 7~8 5~7 6~8
7 5~7 5~7 6~7 6~8 7~8 6~8 6~8
照片 号 (19)
(20)
(21)
(22)
(23)
(24)
(25)
(26) (27)
(28)
(29) (30 ) (41) (42)
5
6R-3(2-2)
6
6R-4(2-1)
7
6R-4(2-2)
8
6R-5(2-1)
9
6R-5(2-2)
1 0
6R-6(2-1)
11
6R-6(2-2)
1 2
6R-7(2-2)
1 3
6R-8(2-1)
1 4
6R-8(2-2)
1 5
6R-9(2-1)
1 6
6R-9(2-2)
1
6R-10
7
(6-3)
1
6R-10
R06
R07
R08
R09
R10
R01
R02
R03
热处理检验报告(中英文版)

金相组织检查/Metallography Sructure Test 有效硬化层深度 Thickncss of 检查项目 Itardening Insperct Item Lnyer 要求/Required 实测/Achieved 硬度检查/Hardness Test 表面硬度/Hardness of Surfance 要求/Required:HRc
零件编号 பைடு நூலகம்art NO.
芯部硬件/Hardness of Core 要求/Required:HB
机械性能/Mechanical Properties 项目 Itcm 要求Required 实测chieved 备注/Remark 日期/Date 检验员/Inspecor 审核/Examine 屈服硬度 Yield Strength Mpa 抗拉强度 Rm Tensile Strenght Mpa 延伸率 A Elongat%
热处理检验报告
Inspecting Rcport of Hrcatmcnt
项目号/Item No. _________________________ 施工号/Order No. _________________________ 热处理厂家/Manufacture _________________________ 图号/Drawing No. _______________________ _ 零部件/Part Name _______________________ _ 材料/Material ________________________ 报告号/Report No. ________________________ 热处理炉号/Heat Treatment No. ________________________
en 10204-2004金属检验文件(中英文版).doc

欧洲标准EN 102041991年8月1995年6月补遗A1ICS 77.140.00关键词: 检验文件、金属产品、钢、有色金属、材料试验英文版金属产品检验文件的类型(包括补遗A1:1995)本欧洲标准由CEN在1991年8月21日批准,在1995年5月11日增加了补遗A1。
CEN成员必须遵守CEN/CENELEC内部规则,在这个规则中规定了在不进行更改的情况下给与欧洲标准与国家标准同等地位的条件。
有关这样的国家标准的最新的列表和参考书目可向中央秘书处或任何CEN成员申请获得。
本欧洲标准有三种正式版本(英文、法文和德文)。
在某一CEN成员的负责下将此正式文本翻译成其本国自己的语言文字时,该标准同任何其他语言的版本在通知了中央秘书处后与正式文本具有同等的地位。
CEN成员是如下的国家标准实体:奥地利、匈牙利、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
CEN欧洲标准委员会中央秘书处地址:rue de Stassart 36,B-1050 布鲁塞尔。
©1995 所有CEN成员版权所有参考号:EN10204:1991 +A1 1995E目录EN10204:1991的前言---EN10204:1991/A1:1995的前言---1概述1.1范围1.2 定义2. 通过可能与制造部门有关的制造商个人授权进行的检验和试验的内容编制的检验文件2.1 符合订货的证明(“2.1”)2.2 试验报告(“2.2”)2.3 专门的试验报告(“2.3”)3. 通过独立于制造部门的被授权的人员执行或者监督的检验和试验,同时基于专门的试验编制的检验文件3.1 检验证明3.2 检验报告4 由加工者或者中间人提供的检验文件5. 检验文件的批准6.检验文件的汇总表1附录A(资料性的) EN10204定义的检验文件的不同语言的文本EN10204:1991 的前言欧洲钢铁标准化委员会(ECISS)指导ECISS/TC9 “技术交货条件和质量控制”技术委员会,即IBN领导的秘书处,编制定义各种类型的检验文件的欧洲标准,这些标准将提交给采购方以用于钢铁产品的交货。
中英文对照的质检报告

光
学
性
能
检
验
Optics capability inspection
a、最大亮度—符合《标准—sj/t 11281-2003》 5.2.1
There shouldn’t be sundries in the cabinet, such as screws, thrums, iron (aluminum) bits, etc.
E、 屏体内电源线和信号线走线整洁有序、捆扎美观、连接良好无松动,所有螺丝无松动漏打(螺丝不能有滑牙,规格要符合要求),所有电源线端子连接处必须打红胶固定.并且胶不能打在螺牙上
Accord《standard —sj/t 11281-2003》 5.1.1 indoor displayf≥ip31,outdoor display≥ip65
B、拼装
精度
Assemblingprecision
平 整 度—符合《标准—sj/t11281-2003》 5.1.2.1 (b级或c级)
Level-up —accord《standard —sj/t 11281-2003》 5.1.2.1 (b class or c class)
f、Temperature adapt—accord《criterion—sj/t 11141-2003》 5.9.2.1
g、远程上电功能能否正常控制
Whether electricity function can becontrolledremotely or not
结构
检查
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
lower limit 下限
Upper limit 上限
123456
A B
Qualified 合格Unqualified 不合格
Metallographic inspection report
judgement 判定
Note 备注
Surface Microstructure 表面组织:Core Microstructure 心部组织:
0.700.80
0.90A
Heat treatment feature
热处理特性 Inspection date 检验日期Report number 报告编号
Modify No. 修改号Approved 批准:
1
QR/SQ-0803-B10
Inspector 检验:
Admit 审 核: Hardened layer depth
硬化层深度
0.60Product drawing No.
产品图号Sheet Version 表格版本
1.10
0.10Specification 规格Check results 检查结果
Manufacturer 制造单位
Core hardness 心部硬度
seque nce 序号
Inspection items
检查项目
unit 单位
Surface hardness
表面硬度0.30Sample quantity
抽检数量Material specification
材料规格
Comprehensive judgement 综合判定:金 相 检 验 报 告
Inspection quantity
报检数量Product name 产品名称0.20Sheet Number 表格编号Microstructure judgement
金相组织判定
Section hardness
断面硬度
0.400.501.00depth 深度
abbreviated drawing 简图:
Note 备注:Microstructure Request
金相组织要求
Picture and evaluation of Microstructure Request 金相组织图片及评定:
Microstructure evaluation
criteria 金相评定标准
QC/T262-1999
0.0
100.0
200.0 300.0 400.0 500.0 600.0 0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
A Effective carburized layer hardness 有效渗碳层硬度
Zhejiang Square Mechanical and Electrical Manufactuing Co., Ltd。