《普通车床培训1》C6132A车床介绍
【数控技术】C6132车床简介
【数控技术】C6132车床简介00C6132(或C616)车床各部分的调整及其手柄的使用C6132车床采用操纵杆式开关,在光杆下面有一主轴启闭和变向手柄当手柄向上为反转,向下为正转,中间为停止位置。
1.主轴转速的调整主轴的不同转速是靠床头箱上变速手轮与变速箱上的长、短手柄配合使用得到的。
变速箱传输线有低速I和高速II两个位置,长手柄有左、右两个位置,短手柄有左、中、右三个位置,它们相互配合使用,可使主轴获得28.5~1430r/min12种不同的转速(详见床头箱上的主轴转速表)。
操作和使用时应注意:1)必须停车变速,以免打坏齿轮。
2)当手柄或手轮板不到正常位置时,要用手扳转卡盘。
3)为了安全操作,转速不高于360r/min。
2.进给量的调整进给量的大小是靠变换配换齿轮及改变进给箱上两个手传输线的位置得到的。
其中一手轮有5个位置。
另一手轮有4个位置。
当配换齿轮一定时,这两个手轮配合使用,可以获得20种进给量。
更换不同的配换齿轮。
可获得多种进给量(详见进给箱上的进给量表)。
离合手柄是控制光杆和丝杆转动的,一般车削走刀时,使用光杆,离合手柄向外拉;车螺纹时,使用丝杆、离合手柄向里推。
3.手动手柄的使用顺时针摇动纵向手动手柄,刀架向右移动;逆时针摇动,刀架向左移动。
顺时针摇动横向手动手柄,刀架向前移动;逆时针摇动,刀架向后移动。
4.自动手柄的使用使用光杆时,当换向手轮处于“正向”(-)位置时,抬起纵向自动手柄,刀架自动向左进给;抬起横向自动手柄,刀架自动向前进给。
使用丝杆时,向下按开合螺母手柄,向左自动走刀车削右旋螺纹。
当换向手柄处玩弄“反向”(-)位置时,上述情况正好相反。
当换向手柄处于“空档”(O)位置时,纵、横向自动进给机构失效。
5.其它手柄的使用,当需要刀具短距离移动时,可使用小刀架手柄。
装刀和卸刀时,需要使用方刀架锁紧手柄。
注意:装刀、卸刀和切削时,方刀架均需锁紧,此外,尾架手轮用于移动尾架套筒,手柄用于锁紧尾架套筒。
车床型号C6132

车床型号C6132⼆、车削运动和车床的⽤途为了使车⼑能够从⽑坯上切下多余的⾦属,车削加⼯时,车床的主轴带动⼯件作旋转运动,称主运动;车床的⼑架带动车⼑作纵向、横向或斜向的直线移动,称进给运动。
通过车⼑和⼯件的相对运动,使⽑坏被切削成⼀定的⼏何形状、尺⼨和表⾯质量的零件,以达到图纸上所规定的要求。
在机械加⼯车间中,车床约占机床总数的⼀半左右。
车床的加⼯范围很⼴,主要加⼯各种回转表⾯,其中包括端⾯、外圆、内圆、锥⾯、螺纹、回转沟槽、回转成形⾯和滚花等。
普通车床加⼯尺⼨精度⼀般为IT10~IT8,表⾯粗糙度值Ra=6.3~1.6µm。
三、C6132(或C616)车床的组成部分及其功⽤C6132车床由床⾝、床头箱、变速箱、进给箱、光杆、丝杆、溜板箱、⼑架、床腿和尾架等部分组成。
1.床⾝:是车床的基础零件,⽤来⽀承和安装车床的各部件,保证其相对位置,如床头箱、进给箱、溜板箱等。
床⾝具有⾜够的刚度和强度,床⾝表⾯精度很⾼,以保证各部件之间有正确的相对位置。
床⾝上有四条平⾏的导轨,供⼤拖板(⼑架)和尾架相对于床头箱进⾏正确的移动,为了保持床⾝表⾯精度,在操作车床中应注意维护保养。
2.床头箱(主轴箱):⽤以⽀承主轴并使之旋转。
主轴为空⼼结构。
其前端外锥⾯安装三⽖卡盘等附件来夹持⼯件,前端内锥⾯⽤来安装顶尖,细长孔可穿⼊长棒料。
C6132车床主轴箱内只有⼀级变速,其主轴变速机构安放在远离主轴的单独变速箱中,以减⼩变速箱中的传动件产⽣的振动和热量对主轴的影响。
3.变速箱:由电动机带动变速箱内的齿轮轴转动,通过改变变速箱内的齿轮搭配(啮合)位置,得到不同的转速,然后通过⽪带轮传动把运动传给主轴。
4.进给箱⼜称⾛⼑箱,内装进给运动的变速齿轮,可调整进给量和螺距,并将运动传⾄光杆或丝杆。
5.光杆、丝杆:将进给箱的运动传给溜板箱。
光杆⽤于⼀般车削的⾃动进给,不能⽤于车削螺纹。
丝杆⽤于车削螺纹。
6.溜板箱:⼜称拖板箱,与⼑架相联,是车床进给运动的操纵箱。
C6132型普通车床的主要部件名称和用途
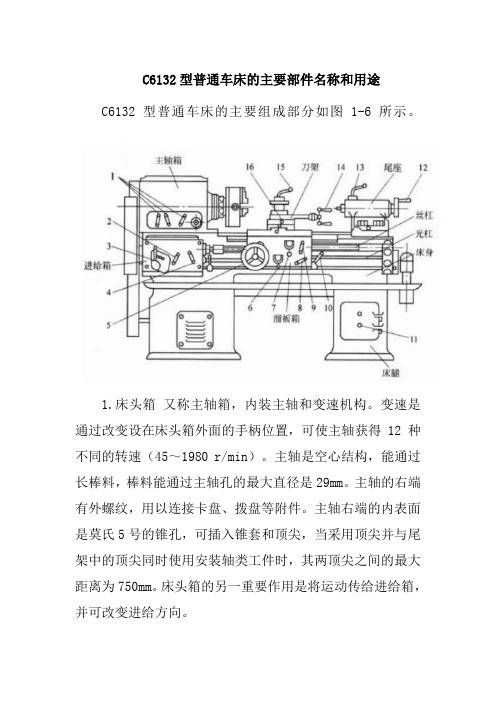
C6132型普通车床的主要部件名称和用途C6132型普通车床的主要组成部分如图1-6所示。
1.床头箱又称主轴箱,内装主轴和变速机构。
变速是通过改变设在床头箱外面的手柄位置,可使主轴获得12种不同的转速(45~1980 r/min)。
主轴是空心结构,能通过长棒料,棒料能通过主轴孔的最大直径是29mm。
主轴的右端有外螺纹,用以连接卡盘、拨盘等附件。
主轴右端的内表面是莫氏5号的锥孔,可插入锥套和顶尖,当采用顶尖并与尾架中的顶尖同时使用安装轴类工件时,其两顶尖之间的最大距离为750mm。
床头箱的另一重要作用是将运动传给进给箱,并可改变进给方向。
图1-6 C6132普通车床1-床头箱;2-进给箱;3-变速箱;4-前床脚;5-溜板箱;6-刀架;7 -尾架;8-丝杠;9-光杠;10-床身;11-后床脚;12-中刀架;13-方刀架;14-转盘;15-小刀架;16-大刀架2.进给箱又称走刀箱,它是进给运动的变速机构。
它固定在床头箱下部的床身前侧面。
变换进给箱外面的手柄位置,可将床头箱内主轴传递下来的运动,转为进给箱输出的光杆或丝杆获得不同的转速,以改变进给量的大小或车削不同螺距的螺纹。
其纵向进给量为0.06~0.83mm/r;横向进给量为0.04~0.78mm/r;可车削17种公制螺纹(螺距为0.5~9mm)和32种英制螺纹(每英寸2~38牙)。
3.变速箱安装在车床前床脚的内腔中,并由电动机(4.5kw,1440r/min)通过联轴器直接驱动变速箱中齿轮传动轴。
变速箱外设有两个长的手柄,是分别移动传动轴上的双联滑移齿轮和三联滑移齿轮,可共获6种转速,通过皮带传动至床头箱。
4.溜板箱又称拖板箱,溜板箱是进给运动的操纵机构。
它使光杠或丝杠的旋转运动,通过齿轮和齿条或丝杠和开合螺母,推动车刀作进给运动。
溜板箱上有三层滑板,当接通光杠时,可使床鞍带动中滑板、小滑板及刀架沿床身导轨作纵向移动;中滑板可带动小滑板及刀架沿床鞍上的导轨作横向移动。
C6132车床Ⅰ轴说明书

序言本次课程设计任务是CM6132车床主轴设计。
由于CM6132车床是精密,高精密加工车床,要求车床加工精度高,主轴运转可靠,并且受外界,振动,温度干扰要小,因此,本次设计是将车床的主轴箱传动和变速箱传动分开设计,以尽量减小变速箱,原电机振动源对主轴箱传动的影响。
本次课程设计包括CM6132车床传动设计,动力计算,结构设计以及主轴校核等内容,其中还有A3图纸的CM6132车床主传动的结构图、本次课程设计是对我们大学期间机械专业基础知识的考核和检验。
它囊括了理论力学,材料力学,机械原理,机械设计,机械制造装备设计等许多机械学科的专业基础知识,因此称之为专业课程设计。
它不仅仅是对我们专业知识掌握情况的考核和检验,也是一次对我们所学的知识去分析,去解决生产实践问题的运用。
由于本次课程设计实践时间在2011年期末,因此在编写课程设计说明书,设计CM6132主传动结构图的过程中难免有不少纰漏和错误,恳请老师指正。
1.确定转速极速根据任务要求,Nmax=2000rpm,Nmin=45rpm,转速公比φ=1.41.则转速范围Rn:Rn=Nmax/Nmin=44.4。
依据φ,Rn,可求得主轴转速级数Z: Z=lgRn/lgφ+1=11.98=12 。
2.确定结构式及结构网由于结构上的限制,变速组中的传动副数目通常选用2或3为宜,故其结构式为:Z=2^(n)*3^(m).对于12级传动,其结构式可为以下三种形式: 12=3*2*2;12=2*3*2;12=2*2*3;在电动机功率一定的情况下,所需传递的转矩越小,传动件和传动轴的集合尺寸就越小。
因此,从传动顺序来讲,尽量使前面的传动件多以些,即前多后少原则。
故本设计采用结构式为: 12=3*2*2,从轴I到轴II有三队齿轮分别啮合,可得到三种不同的传动速度;从轴II到轴III有两对齿轮分别啮合,可得到两种不同的传动速度,故从轴II到轴III可得到3*2=6种不同的传动速度;同理,轴III到轴IV有两对齿轮分别啮合,可得到两种不同的传动速度,故从轴I到轴IV共可得到3*2*2=12种不同的传动转速。
《C6132车床结构认识》课件
认识一下我们实 训室使用的车床
C6132A 车床
白
CDS6132 车床
兰
C6132A车床主要组织结构
床头箱(主轴箱)
变速箱手柄
车床急停按钮
变速指示牌
C6132A车床主要组织结构
进给箱
车床急停按钮
自动走刀手柄
CDS6132车床主要组织结构
进给箱
车床急停按钮
自动走刀手柄
车床启动按钮
CDS6132车床主要组织结构
车床的结构与认识
普车实训
课堂公约
①
②
准备好笔和能保存的 笔记本
手机调至静音放 在课桌左上角
③
打瞌睡的请自动起立
④
⑤
⑥
有问题要发言请举手 有意见或建议课后当 面反馈
课程目标
95% 知识 ❶熟悉C6132机床的结构及其功能 90% 技能 ❶了解机器、机构、构件的关系
注:百分号为达标率
车床是用车刀对旋转的工件进行车削加工的机床
普通车床主要组织结构
挂轮箱
床头箱
床身
刀架:
进给箱
床腿
尾架 溜板箱
光杆、丝杆
普通车床主要组织结构 床身
床身
普通车床主要组织结构
主轴箱
普通车床主要组织结构
挂轮箱
普通车床主要组织结构
进给箱
普通车床主要组织结构
丝杆 光杆 操作手柄
普通车床主组织结构
尾架
普通车床主要组织结构
挂轮箱
C6132A车床主要组织结构
溜板箱
溜板箱的组成部分
①大拖板
②中拖板 ③小拖板
④方刀架
C6132A车床主要组织结构
总结
C6132A技术参数_重庆二机

C6132A高速卧式车床HIGH SPEED ENGINE LATHE(φ320×500mm)(φ320×750mm)(φ320×1000mm)该产品荣获:“重庆名牌产品”“重庆市重点新产品”“重庆市科学技术奖”1995年在行业中率先通过“ISO9001:2000质量管理体系认证”一、主要性能:该机床是我厂总结几十年普通车床生产经验的基础上设计而成的一种卧式车床,机床具有刚性好、抗振性强、效率高、节能、安全可靠、操作方便等特点。
外观造型简洁,做工精细,布局合理,工作可靠,操作灵活,维修方便,性价比高,宜人性好。
二、主要用途:●可加工Φ320mm以下的盘类零件,Φ175mm以下、工件长500/750/1000mm的轴类零件;●能加工内、外圆柱面、圆锥面和端面;●可以车削规定范围内的公制、英制、模数等螺纹;●可以承担钻孔、铰孔、扩孔、套料、滚花、拉油槽等工艺;●可广泛使用于机械、电子、仪器、仪表、轻工、医疗等行业和教学培训。
三、特点:●该车床采用集中传动的传动方式;●主轴轴承为三支承方式;●主轴头部采用短锥法兰式结构;●主轴的通孔直径Φ55mm;●主轴制动采用电磁制动方式;●大容量集屑盘,可方便铁屑清理。
四、使用环境1.电源:▲电源电压范围:交流三相380V±10% 50Hz;▲电源容量:4kVA;2.防护:▲机床防护装置齐全、可靠、安全;▲机床噪音:≤83dB(A);3.正常使用条件:▲环境温度:0~40℃;▲相对湿度:≤85%。
五、主要技术参数:项目单位参数加工范围床身上最大回转直径mm Φ320床身导轨宽度mm 312最大工件长度mm 500/750/1000 中心高mm 160横拖板上最大工件回转直径mm Φ175主轴主轴通孔直径mm Φ55主轴内孔锥度莫氏6号主轴头部形式A2-6主轴转速范围r.p.m 45~2100进给范围mm横向:0.04~0.78纵向:0.06~1.07 主轴转速级数正、反各18级主电机功率kw 3/4卡盘直径mm 200尾座尾座套筒直径mm Φ60 尾座套筒移动距离mm 95 尾座套筒内孔锥度莫氏4号刀架刀架刀具容量 4 刀具规格mm 20×20车削螺纹公制mm 17种0.5~9.0 模数mm 17种0.5~9.0 英制牙/英寸32种2~38精度表面粗糙度Ra值μm 2.5重量及外型机床净重/机床总重kg 1800/2000外形尺寸(长×宽×高)mm 1793/2093/2300×894×1205 包装箱尺寸(长×宽×高)mm 2550×1120×1540六、 可选配置(另计价):序 号 名 称推荐供货商 备 注 1 中心架 自制2 跟刀架 自制3 牙表自制 4 四爪单动卡盘座 自制 5 三爪卡盘座 自制 6 活顶尖 自制 7 后刀架 自制 8 交换齿轮自制 9工具盒、简易图架、卡盘防护罩自制七、 标准配置的随机附件:序 号 名 称 规 格数 量 附 注 1 主 机 Φ360×500;750;10001台 包装箱内 2 附件箱1 3 拨 盘含GB70 M12×50(6)1套 随 机 4 三爪自定心卡盘 2001套 附件箱内 5 三爪卡盘座 含GB70 M12×40(11)1 6 三爪卡盘扳手 1套 7 顶 尖 莫式4号2 未配尾座时取消8 顶尖套 莫式6 / 4号 1 9 双头扳手 10×11 1 附件箱内24×27 1 10 单头扳手 13、16、18、21、30 各1 11 内六角扳手 4、5、6、8、10各1 12 方套筒扳手 121套 13 钩形扳手 85~105(或100~10)2 14 地脚螺栓 M16×300 8 15 六角螺母 M16 8 16 垫 圈 16 8 17 木柄螺丝批 150 一字、十字各一 18 油 枪 100 1套22调整垫铁8套八、执行标准:1、JB/T2322 《卧式车床技术条件》2、GB/T4020 《卧式车床精度检验》3、GB5226.1 《机械安全机械电气设备第1部分通用技术条件》九、标准配置的随机文件:1、机床的使用说明书2、合格证明书3、装箱单。
车床型号C6132
二、车削运动和车床的用途为了使车刀能够从毛坯上切下多余的金属,车削加工时,车床的主轴带动工件作旋转运动,称主运动;车床的刀架带动车刀作纵向、横向或斜向的直线移动,称进给运动。
通过车刀和工件的相对运动,使毛坏被切削成一定的几何形状、尺寸和表面质量的零件,以达到图纸上所规定的要求。
在机械加工车间中,车床约占机床总数的一半左右。
车床的加工范围很广,主要加工各种回转表面,其中包括端面、外圆、内圆、锥面、螺纹、回转沟槽、回转成形面和滚花等。
普通车床加工尺寸精度一般为IT10~IT8,表面粗糙度值Ra=6.3~1.6μm。
三、C6132(或C616)车床的组成部分及其功用C6132车床由床身、床头箱、变速箱、进给箱、光杆、丝杆、溜板箱、刀架、床腿和尾架等部分组成。
1.床身:是车床的基础零件,用来支承和安装车床的各部件,保证其相对位置,如床头箱、进给箱、溜板箱等。
床身具有足够的刚度和强度,床身表面精度很高,以保证各部件之间有正确的相对位置。
床身上有四条平行的导轨,供大拖板(刀架)和尾架相对于床头箱进行正确的移动,为了保持床身表面精度,在操作车床中应注意维护保养。
2.床头箱(主轴箱):用以支承主轴并使之旋转。
主轴为空心结构。
其前端外锥面安装三爪卡盘等附件来夹持工件,前端内锥面用来安装顶尖,细长孔可穿入长棒料。
C6132车床主轴箱内只有一级变速,其主轴变速机构安放在远离主轴的单独变速箱中,以减小变速箱中的传动件产生的振动和热量对主轴的影响。
3.变速箱:由电动机带动变速箱内的齿轮轴转动,通过改变变速箱内的齿轮搭配(啮合)位置,得到不同的转速,然后通过皮带轮传动把运动传给主轴。
4.进给箱又称走刀箱,内装进给运动的变速齿轮,可调整进给量和螺距,并将运动传至光杆或丝杆。
5.光杆、丝杆:将进给箱的运动传给溜板箱。
光杆用于一般车削的自动进给,不能用于车削螺纹。
丝杆用于车削螺纹。
6.溜板箱:又称拖板箱,与刀架相联,是车床进给运动的操纵箱。
《C6132车床结构认识》课件剖析!
普车实训
主讲人:陈缘
课堂公约
①
②
准备好笔和能保存的 笔记本
手机调至静音放 在课桌左上角
③
打瞌睡的请自动起立
④
⑤
⑥
有问题要发言请举手 有意见或建议课后当 面反馈
课程目标
95% 知识 ❶熟悉C6132机床的结构及其功能 90% 技能 ❶了解机器、机构、构件的关系
注:百分号为达标率
车床是用车刀对旋转的工件进行车削加工的机床
挂轮箱
C6132A车床主要组织结构
溜板箱
溜板箱的组成部分
①大拖板
②中拖板 ③小拖板
④方刀架
C6132A车床主要组织结构
总结
挂轮箱
床头箱
床身
刀架:
进给箱
床腿
尾架 溜板箱
光杆、丝杆
床腿
认识一下我们实 训室使用的车床
C6132A 车床
白
CDS6132 车床
兰
C6132A车床主要组织结构
床头箱(主轴箱)
变速箱手柄
车床急停按钮
变速指示牌
C6132A车床主要组织结构
进给箱
车床急停按钮
自动走刀手柄
CDS6132车床主要组织结构
进给箱
车床急停按钮
自动走刀手柄
车床启动按钮
CDS6132车床主要组织结构
普通车床主要组织结构
挂轮箱
床头箱
床身
刀架:
进给箱
床腿
尾架 溜板箱
光杆、丝杆
普通车床主要组织结构 床身
床身
普通车床主要组织结构
主轴箱
普通车床主要组织结构
挂轮箱
普通车床主要组织结构
《普通车床培训1》C6132A车床介绍
• 由于四爪单动卡盘找正精度较高,因此 常用来装夹位置精度较高又不宜在一次装 夹中完成加工的工件,但找正费时,找正 效率低,对操作者要求高,适用于单件、 小批生产中工件的装夹。
精选可编辑ppt
床鞍:带动车刀沿 床身导轨作径
精选可编辑ppt
22
车床的传动系统方框图
主要由主运动传动系统和刀架(进给)运动传动系统组成。 为工作安全,由车床内的机构保证机动的纵向进给、横向进给及车 螺纹传动路线,同一时间只能接通一种。 车床传动系统框图如下:
精选可编辑ppt
23
8
光,丝杠转换手柄
操纵手柄
精选可编辑ppt
9
中滑板手柄
纵向进给手柄
大滑板 手轮
小滑板手柄
精选可编辑ppt
横向进给手柄
开合螺母 手柄10
精选可编辑ppt
11
※ 车床常用附件
为了满足各种车削工艺的需要,车床上常配备各种附件。车床常用附
件有三爪卡盘、四爪卡盘、花盘、顶尖、心轴、中心架和跟刀架等。
三爪卡盘
三爪卡盘是自定心夹紧装置,用锥 齿轮传动,见动画。适宜于夹持圆形、正 三角形或正六边形等工件。其重复定位精 度高、夹持范围大、夹紧力大、调整方便, 应用比较广泛 。在装夹较长的工件按时, 远离卡盘的一端中心可能和车床轴心不重 合,需要用划线盘来校正工件的位置。
动画 三爪卡盘
三爪卡盘适用于装夹大批量生产的中小型规则零件。 三爪卡盘一般有正反两副卡爪或一副正反都可使用的卡爪,各爪都有 编号,在装卡爪时应按顺序安装。用正爪装夹工件时,工件的直径不能太 大,卡爪伸出卡盘圆周一般不超
C6132车床Ⅰ轴说明书
序言本次课程设计任务是CM6132车床主轴设计。
由于CM6132车床是精密,高精密加工车床,要求车床加工精度高,主轴运转可靠,并且受外界,振动,温度干扰要小,因此,本次设计是将车床的主轴箱传动和变速箱传动分开设计,以尽量减小变速箱,原电机振动源对主轴箱传动的影响。
本次课程设计包括CM6132车床传动设计,动力计算,结构设计以及主轴校核等内容,其中还有A3图纸的CM6132车床主传动的结构图、本次课程设计是对我们大学期间机械专业基础知识的考核和检验。
它囊括了理论力学,材料力学,机械原理,机械设计,机械制造装备设计等许多机械学科的专业基础知识,因此称之为专业课程设计。
它不仅仅是对我们专业知识掌握情况的考核和检验,也是一次对我们所学的知识去分析,去解决生产实践问题的运用。
由于本次课程设计实践时间在2011年期末,因此在编写课程设计说明书,设计CM6132主传动结构图的过程中难免有不少纰漏和错误,恳请老师指正。
1.确定转速极速根据任务要求,Nmax=2000rpm,Nmin=45rpm,转速公比φ=1.41.则转速范围Rn:Rn=Nmax/Nmin=44.4。
依据φ,Rn,可求得主轴转速级数Z: Z=lgRn/lgφ+1=11.98=12 。
2.确定结构式及结构网由于结构上的限制,变速组中的传动副数目通常选用2或3为宜,故其结构式为:Z=2^(n)*3^(m).对于12级传动,其结构式可为以下三种形式: 12=3*2*2;12=2*3*2;12=2*2*3;在电动机功率一定的情况下,所需传递的转矩越小,传动件和传动轴的集合尺寸就越小。
因此,从传动顺序来讲,尽量使前面的传动件多以些,即前多后少原则。
故本设计采用结构式为: 12=3*2*2,从轴I到轴II有三队齿轮分别啮合,可得到三种不同的传动速度;从轴II到轴III有两对齿轮分别啮合,可得到两种不同的传动速度,故从轴II到轴III可得到3*2=6种不同的传动速度;同理,轴III到轴IV有两对齿轮分别啮合,可得到两种不同的传动速度,故从轴I到轴IV共可得到3*2*2=12种不同的传动转速。
车床c6132的结构及作用
车床c6132的结构及作用车床由床身、床头箱、变速箱、进给箱、光杆、丝杆、溜板箱、刀架、床腿和尾架等部分组成。
1、床身:是车床的基础零件,用来支承和安装车床的各部件,保证其相对位置,如床头箱、进给箱、溜板箱等。
床身具有足够的刚度和强度,床身表面精度很高,以保证各部件之间有正确的相对位置。
床身上有四条平行的导轨,供大拖板(刀架)和尾架相对于床头箱进行正确的移动,为了保持床身表面精度,在操作车床中应注意维护保养。
2、床头箱(主轴箱):用以支承主轴并使之旋转。
主轴为空心结构。
其前端外锥面安装三爪卡盘等附件来夹持工件,前端内锥面用来安装顶尖,细长孔可穿入长棒料。
C6132车床主轴箱内只有一级变速,其主轴变速机构安放在远离主轴的单独变速箱中,以减小变速箱中的传动件产生的振动和热量对主轴的影响。
3、变速箱:由电动机带动变速箱内的齿轮轴转动,通过改变变速箱内的齿轮搭配(啮合)位置,得到不同的转速,然后通过皮带轮传动把运动传给主轴。
4、进给箱又称走刀箱,内装进给运动的变速齿轮,可调整进给量和螺距,并将运动传至光杆或丝杆。
5、光杆、丝杆:将进给箱的运动传给溜板箱。
光杆用于一般车削的自动进给,不能用于车削螺纹。
丝杆用于车削螺纹。
6、溜板箱:又称拖板箱,与刀架相联,是车床进给运动的操纵箱。
它可将光杆传来的旋转运动变为车刀的纵向或横向的直线进给运动;可将丝杆传来的旋转运动,通过"对开螺母"直接变为车刀的纵向移动,用以车削螺纹。
7、刀架:用来夹持车刀并使其作纵向、横向或斜向进给运动。
8、尾架:安装在床身导轨上。
在尾架的套筒内安装顶尖,支承工件;也可安装钻头、铰刀等刀具,在工件上进行孔加工;将尾架偏移,还可用来车削圆锥体。
C6132车床

一、机床主要用途和特征:1.本系列车床具有广泛用途,主要用于各种回转体零件的外圆、内孔、端面、锥度、切槽及公制螺纹、模数螺纹、径节螺纹等的车削加工,此外还可以用来进行钻孔、铰孔、套料、扩孔、滚花、拉油槽等加工。
2.本系列车床刚性强,适合于使用硬质合金刀具对各种黑色金属和有色金属进行强力切削和高速切削。
3.本系列车床加工精度可达IT7级(按GB1800-79),加工表面粗粗糙度可达1T7级(按GB1800-79),加工表面粗糙度可达2.5。
4.本系列车床性能好、操纵方便、美观宜人,适用于单件、中小批生产使用。
5.本系列车床有各种不同配置、供用户选购。
如:公司或英制大丝杠、公制或英制刻度、快速螺纹锁紧或凸轮锁紧主轴头,左手轮或右手轮溜板箱,以及不同的电源、电压、频率等。
二、机床主要规格与参数:床型号C6132A C6232A主机规格中心高175mm 床身上最大回转直径350mm最大工件长度500mm 750mm 刀架最大行程(纵向)400mm 650mm 刀架上最大工件回转直径190mm马鞍槽内最大工件回转直径520mm 花盘前马鞍有效长度200mm 棒料直径45mm主轴通孔直径46mm锥孔MT6转速50HZ(60HZ)25~1600r/min (30~2000r/min)正反各12种刀架刀架横向最大行程240mm小刀架最大行程140mm纵向刻度值0.5mm/格100mm/r 横刀架刻度值0.05mm/格4mm/r 小刀架刻度值0.05mm/格3mm/r 刀架回转角度范围?5?/SPAN> 1?格主轴中心线至刀具支承面距离22mm 27mm 刀杆截面尺寸(高x宽)20mm*20mm 25mm*20mm 纵向进给量0.04~2.16 mm/r138种横向进给量0.02~1.08 mm/r138种主轴中心线到方刀架侧面最大距离205 mm尾座顶尖套内孔锥度MT4 顶尖套最大移动量130mm 横向最大移动量?0mm螺纹公制0.45~20 mm/r 30种英制80~1 n/1" 35种模数0.25~10 mm 25种径节160~3 DP 30种电机主电机YD132M-8/4 B5TH3/4.5KW 主电机转速50HZ(60HZ)750/1500 r/min(900/1800 r/min) 冷却泵电机AYB-20TH 0.115 KW外形尺寸长*宽*高中心距500mm 1700mm*900mm*1200mm 750mm 1950mm*900mm*1200mm 1000mm 2150mm*900mm*1200mm 1250mm 2350mm*900mm*1200mm净重中心距500mm 1200 kg 750mm 1300 kg 1000mm 1400 kg 1250mm 1500 kg皮带主传动三角皮带型号规格 A -1900 mm注:C6232A,C6240A最大工件长度为500mm、750mm和1000mm时,刀架最大行程(纵向)分别为360mm、610mm和860mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、四爪单动卡盘:
四爪单动卡盘夹紧力大,可装夹大型以及其他不 规则形状的工件。
四爪单动卡盘的特点:
• 四爪单动卡盘不能自动定心,使用时必 须找正定位基面的轴线对准主轴旋转中心 线。找正精度取决于找正工具和找正方法。
•
由于四爪单动卡盘找正精度较高,因此 常用来装夹位置精度较高又不宜在一次装 夹中完成加工的工件,但找正费时,找正 效率低,对操作者要求高,适用于单件、 小批生产中工件的装夹。
※ 机床的特性代号—结构特性代号
床腿
车床转速手柄位置
一、车三角形外螺纹手柄位置
进给量 选择表
螺距 量 选择表
正反向进给 手柄
进给量,螺距选择手柄
光,丝杠转换手柄
操纵手柄
小滑板手柄 中滑板手柄
纵向进给手柄
大滑板 手轮
横向进给手柄
开合螺母 手柄
※ 车床常用附件
为了满足各种车削工艺的需要,车床上常配备各种附件。车床常 用附件有三爪卡盘、四爪卡盘、花盘、顶尖、心轴、中心架和跟刀架等。
刀架:夹 持车刀
尾座:在尾座套筒内安 装顶尖,可支承工件
床身:连接各主要 部件并保证各部件 之间有正确的相对 位置
床腿 进给箱:将运动 传至光杠或丝杠
溜板箱:将光杠传来 的旋转运动变为车刀 的纵向或横向的直线 移动
丝杠:将进给运动 传给溜板箱,完成 螺纹车削
光杠:实现纵向 或横向自动进给
床腿
转盘:转盘可在水 平面内转动任意角 度 方刀架:用 来安装车刀
车床介绍及操作练习
C6132A型高速卧式车床
主轴箱: 挂轮 支承主轴 部件
刀架:夹 持车刀
尾座:在尾座套 筒内安装顶尖, 可支承工件
床身:连接各主 要部件并保证各 部件之间有正确 的相对位置
进给箱:将运动 传至光杠或丝杠 床腿
丝杠:将进给运 动传给溜板箱, 溜板箱:将光杠传来 光杠:实现纵 完成螺纹车削 的旋转运动变为车刀的 向或横向自动 纵向或横向的直线移动 进给
7、工件回转的速度由(主轴箱 )调节。丝杠或光杠的回 进给箱 )调节。 转度由 (
8、大滑板可以( 纵 )向移动,中滑板可以(横 )向移动。 小滑板可以( 斜 )向移动。 9、刀架的移动方向是由( 溜板箱 )箱控制的。
10、进给箱的速度是通过(挂论箱 )从主轴获得的。
11、机床的动力部分是( 电动机)。
普通车床车工技能训练
技能训练二 车床介绍及操作练习
我们的青春随着时间流逝,我们的年龄随着时 间增长,我们的身体随着时间拔节,时间给予我们 一切,时间就是我们的生命。
完成工作的方法是爱惜每一分钟。--达尔文 合理安排时间,就等于节约时间。--培根 成功=艰苦劳动+正确的方法+少说空话。 - -爱因斯坦
动画1 前顶尖1
动画2 前ห้องสมุดไป่ตู้尖2
目录:
• 一、车削工艺范围;
• 二、车床基本结构;
• 三、工件在车床上的装夹方法;
• 四、车床型号解释; • 五、车床安全使用和日常维护。
实训课题: 车床介绍及操作练习 实训课时: 4节 实训的目: 熟悉车床的型号、车削运动、应用。 熟悉卧式车床主要部分的名称、作用。 掌握床鞍、中滑板、小滑板的进退刀方向 实训重点: 掌握车床的基本操作 教学方法: 示范法 实训器材: CA6140 (C6132A)车床 实训内容: 一、车床的结构 CA6140型车床是我国自行设计的卧式车 床,其外形结构如
小滑板:可沿转 盘上的导轨作短 距离移动
中滑板:可带动 车刀沿床鞍上的 导轨作横向移动
床鞍:带动车刀沿 床身导轨作纵向移 动
刀架的组成
床身上最大工件回转直径
车床的传动系统方框图
主要由主运动传动系统和刀架(进给)运动传动系统组成。
为工作安全,由车床内的机构保证机动的纵向进给、横向进给及 车螺纹传动路线,同一时间只能接通一种。 车床传动系统框图如下:
顶尖的作用是定中心、承受工件的重量和切削力。顶尖分前顶尖和 后顶尖两类。 前顶尖:插在主轴锥孔内与主轴一起旋转的顶尖称作前顶尖,如动 画1所示。前顶尖随工件一起转动,与中心孔无相对运动,不发生摩擦。 有时为了准确和方便起见,也可以在三爪自定心卡盘上夹一段钢材,车 成60°代替前顶尖,如动画2所示。
12、尾座的作用有两个:一个是安装(顶尖 ),以支撑较 长工件;另一个是安装(中心钻 )、(钻头 )、(铰刀 ) ( 丝锥) 等对孔进行加工。
三、工件在车床上的装夹方法;
• 1、三爪自定心卡盘:
三爪自定心卡 盘的特点:
三爪自定心 卡盘的夹紧力 较小,一般仅 适用于夹持表 面光滑的圆柱 形、六角形截 面的工件。
一、车削工艺范围
车削加工是机械加工方法中应用最为广 泛的方法之一,是加工轴类、盘套类零件 的主要方法。应用车削加工方法可以加工 各种回转体内外表面,如内外圆柱面、圆 锥面、成形回转表面等。
二、车床基本结构
• 车床其主要组成部件可概括为“三箱 刀架尾座床身”。
• 下面以CA4160为例介绍:
主轴箱:支承 主轴部件 挂轮
自学检测一
1、车床主轴箱由来支撑(主轴)并带动( 工件旋转) 运动。
交换齿轮箱 ) 2、把主轴箱的运动传递给进给箱的是(
3、(进给箱 )是进给传动系统的变速机构。 4、刀架部分由( 床鞍 )、( 中滑板)、( 小滑板 ) ( 刀架 )等组成。 5、尾座安装在床身导轨上,沿此导轨(纵向)移动,
主要用来安装(后顶尖 ),以支撑较长工件;也可以装 夹( 钻头 )或( 铰刀 )等进行孔的加工。 6、沿工件轴向的方向称为(纵)向,垂直工件轴线的 方向称为( 横)向。
三爪卡盘
三爪卡盘是自定心夹紧装置,用锥 齿轮传动,见动画。适宜于夹持圆形、正 三角形或正六边形等工件。其重复定位精 度高、夹持范围大、夹紧力大、调整方便, 应用比较广泛 。在装夹较长的工件按时, 远离卡盘的一端中心可能和车床轴心不重 合,需要用划线盘来校正工件的位置。
动画 三爪卡盘
三爪卡盘适用于装夹大批量生产的中小型规则零件。 三爪卡盘一般有正反两副卡爪或一副正反都可使用的卡爪,各爪都 有编号,在装卡爪时应按顺序安装。用正爪装夹工件时,工件的直径不能 太大,卡爪伸出卡盘圆周一般不超 过卡爪长度的1/3,否则卡爪与 平面螺纹啮合很少,受力时易使 卡爪上的螺纹碎裂而产生事故。 所以在装夹大直径工件时应尽量 使用反爪。