《船舶行业规范条件》.
《国内航行海船建造规范》第三篇
表 1.2.1.2
在特定处所内或机械设备上 露天甲板 所有位置
1.2.1.3 确定船舶主、辅柴油机的功率,应采用下列基准环境条件: 绝对大气压 0.1MPa 环境温度 45℃ 相对湿度 60% 海水温度(中冷器进口处) 32℃ 柴油机制造厂在试验台上不必按本条规定提供模拟的基准环境条件。 1.2.1.4 对限定航区的船舶,确定主、辅机功率所根据的环境条件,应适应于该航区的情况。
双层底燃油舱的顶板 水管锅炉 火管锅炉 外壁 底部 后封头 底部 — 600 — 450
表 1.3.2.2
燃油舱壁 450 — 600 —
1.3.3 舱棚天窗 1.3.3.1 A 类机器处所的天窗应为钢质,且不应包含玻璃板,应适当采取措施,以便在发生火灾后, 使烟气能从被保护处所释放。 1.3.4 通风 1.3.4.1 机器处所应有足够的通风,以保证当其中的机器或锅炉在各种气候包括恶劣天气条件下按全 功率运转时,有充分的空气以确保该处所人员的安全与舒适及机器的运转。 1.3.4.2 所有能积聚可燃或有毒气体或蒸汽的处所均应具有适当的通风。 1.3.5 防腐蚀 1.3.5.1 暴露于腐蚀环境的零部件应采用耐腐蚀的材料制成, 或采取有效的防腐措施。 1.3.6 防护设施 1.3.6.l 机械运转时,可能对工作人员构成危险的部位,应设置防护罩或栏杆等安全设施。 1.3.6.2 为避免机械设备和系统在操作及转换中的差错,应设有安全操作说明标牌和标签。 l.3.6.3 所有机械设备和管路的表面温度可能伤人时应以栏杆或围护进行保护,当其表面温度可能超 过 220℃时,其表面应有有效的防护设施,以防触及可燃液体引起着火。如绝热设施的表面是吸油的或可 能被油渗透,则应采用薄钢板或类似材料妥善包裹。 1.3.7 通信 1.3.7.1 机器处所或通常控制发动机的控制室与驾驶室之间,至少应设置 2 套独立的通信设施。其中 1 套应为在机器处所和驾驶室均能直接显示指令和回令的车钟。其他能控制推进器速度和方向的任何位置 也应配备适当的通信设施,以便接收来自驾驶室和机舱的指令。 1.3.8 维修通道
重庆市人民政府关于化解产能过剩矛盾的实施意见-渝府发[2014]3号
![重庆市人民政府关于化解产能过剩矛盾的实施意见-渝府发[2014]3号](https://img.taocdn.com/s3/m/eecaf80011a6f524ccbff121dd36a32d7375c768.png)
重庆市人民政府关于化解产能过剩矛盾的实施意见正文:---------------------------------------------------------------------------------------------------------------------------------------------------- 重庆市人民政府关于化解产能过剩矛盾的实施意见(渝府发〔2014〕3号)各区县(自治县)人民政府,市政府各部门,有关单位:为有效化解我市产能过剩矛盾,加快调整产业结构,提升经济增长质量和效益,促进五大功能区建设,根据《国务院关于化解产能严重过剩矛盾的指导意见》(国发〔2013〕41号)精神,结合我市实际,提出如下实施意见:一、总体思路及目标(一)总体思路。
以国发〔2013〕41号文件和市委四届四次全会精神为指导,坚持以转变发展方式为主线,以化解产能过剩矛盾、调整优化产业结构为重点,按照“尊重规律、分业施策、多管齐下、标本兼治”的总原则,立足当前,着眼长远,严格控制增量,优化调整存量,推进产业转型升级,发挥市场机制作用,完善配套政策,通过“市场开拓消化一批、走出去转移一批、兼并重组整合一批、提高准入标准淘汰一批”等措施,化解过剩产能、提高产业集中度,加快政府职能转变,因地制宜、改革创新,将淘汰落后产能与发展先进产能相结合,不断增强产业核心竞争力,推动产业科学、健康、可持续发展。
(二)工作目标。
2年目标:化解产能过剩矛盾的长效工作机制初步建立,产能过剩问题基本缓解,产能利用率显著提升。
到2015年,船舶行业产能利用率提高到70%以上,钢铁、水泥、电解铝、平板玻璃行业产能利用率提高到85%以上,产业结构得到明显改善,企业环保、能耗指标基本达标。
5年目标:化解产能过剩矛盾工作长效机制不断完善,产能规模基本合理,发展质量明显改善。
到2018年,五大行业产能利用率均提高到85%以上,产业结构趋于合理,环保、能耗指标达到同行业先进水平。
[最新]中国船舶行业标准汇编
![[最新]中国船舶行业标准汇编](https://img.taocdn.com/s3/m/e49f78d05ebfc77da26925c52cc58bd6318693d8.png)
中国船舶行业标准汇编中国船舶行业标准汇编 (CB标准)CB 999-1982 船体焊缝表面质量检验标准.pdf 228.23 KBCB 1000-1982 耐压人孔盖.pdf 275.75 KBCB 1004.1-1982 船用交流电动机电磁起动器全压起动器.pdf 1.75 MBCB 1004.2-1982 船用交流电动机电磁起动器星-三角起动器.pdf 390.40 KBCB 1004.3-1982 船用交流电动机电磁起动器组合起动器.pdf 236.14 KBCB 1006-1982 小流量凝水泵.pdf 370.44 KBCB 1008-1983 船用电动机电磁起动器.pdf 1.59 MBCB 1010-1990 外螺纹不锈钢截止阀.pdf 202.00 KBCB 1016-1982 船舶液压系统滤器和滤芯技术条件.pdf 779.29 KBCB 1017-1982 船用内曲线径向柱塞式液压马达基本参数.pdf 128.73 KBCB 1019.1-1982 一氧化碳检定管.pdf 689.06 KBCB 1019.2-1982 二氧化硫检定管.pdf 288.27 KBCB 1019.3-1982 氮氧化物检定管.pdf 364.93 KBCB 1019.4-1982 硫化氢检定管.pdf 304.99 KBCB 1019.5-1982 氯气检定管.pdf 285.24 KBCB 1020-1985 船舶工业标准制订程序.pdf 854.07 KBCB 1021-1983 水封澄清器.pdf 165.53 KBCB 1022-1983 拖钩.pdf 169.00 KBCB 1024-1983 滚轮叉.pdf 176.05 KBCB 1025-1983 船用主锅炉安装技术要求.pdf 835.16 KBCB 1026-1983 船用主锅炉水压试验方法.pdf 178.51 KBCB 1028-1983 船用汽轮机图样及技术文件编号.pdf 1.98 MBCB 1029-1983 玻璃钢初发弹药箱.pdf 793.05 KBCB 1030-1983 蠕虫状石墨铸铁金相检验.pdf 559.27 KBCB 1034-1983 铺板放水阀.pdf 122.98 KBCB 1039-1995 耐压海水滤器规范.pdf 215.43 KBCB 1041-1983 船舶液压系统滤器和滤芯试验方法.pdf 845.51 KBCB 1042-1983 船体高强度钢缺口破断试验方法及成层性评级标准.pdf 561.16 KBCB 1044-1983 P30异径搭焊铜法兰.pdf 172.15 KBCB 1045-1983 P30异径搭焊钢法兰.pdf 170.77 KBCB 1049-1983 双面传动应急舷侧阀.pdf 99.77 KBCB 1049-2004 双面传动应急舷侧阀规范.pdf 132.95 KBCB 1060.1-1987 钢质船体制造工时定额放样.pdf 3.75 MBCB 1060.10-1987 钢质船体制造工时定额钻孔铆接.pdf524.27 KBCB 1060.2-1987 钢质船体制造工时定额号料.pdf 1.37 MBCB 1060.3-1987 钢质船体制造工时定额气割.pdf 1.16 MBCB 1060.4-1987 钢质船体制造工时定额冷加工.pdf 2.89 MBCB 1060.5-1987 钢质船体制造工时定额火工.pdf 2.92 MBCB 1060.6-1987 钢质船体制造工时定额装配.pdf 4.23 MBCB 1060.7-1987 钢质船体制造工时定额电焊.pdf 3.14 MBCB 1060.8-1987 钢质船体制造工时定额批凿碳刨.pdf 1.37 MBCB 1060.9-1987 钢质船体制造工时定额密性试验.pdf 429.19 KBCB 1061.1-1987 造船舾装件工时定额制造.pdf 7.38 MBCB 1061.2-1987 造船舾装件工时定额安装.pdf 3.07 MBCB 1062.1-1987 轮机船上安装工时定额高中速柴油主机及柴油发电机.pdf 758.37 KBCB 1062.2-1987 轮机船上安装工时定额 RND低速柴油机.pdf 962.72 KBCB 1062.3-1987 轮机船上安装工时定额 B&W低速柴油主机.pdf 1.09 MBCB 1062.4-1987 轮机船上安装工时定额辅机.pdf 3.03 MBCB 1062.5-1987 轮机船上安装工时定额甲板机.pdf 1.83 MBCB 1062.6-1987 轮机船上安装工时定额轴系.pdf 1.53 MBCB 1062.7-1987 轮机船上安装工时定额锅炉及其附件.pdf 660.35 KBCB 1063-1987 造船管路制造安装工时定额.pdf 1.91 MBCB 1064-1987 造船薄板制品制造安装工时定额.pdf 1.99 MBCB 1065-1987 金属螺旋桨制造工时定额.pdf 788.45 KBCB 1066.1-1987 造船电气设备工时定额动力照明设备安装.pdf 1.63 MBCB 1066.2-1987 造船电气设备工时定额通讯导航设备安装.pdf 1.55 MBCB 1066.3-1987 造船电气设备工时定额内场电气钳工.pdf 2.25 MBCB 1067-1987 铅酸蓄电池工时定额.pdf 3.93 MBCB 1068.1-1987 造船木工制造工时定额制造.pdf 4.87 MBCB 1068.2-1987 造船木工安装工时定额安装.pdf 1.60 MBCB 1069-1987 造船涂装工时定额 .pdf 2.97 MBCB 1069-1987 造船涂装工时定额.pdf 2.71 MBCB 1070-1987 造船泥水工时定额.pdf 1.02 MBCB 1071-1987 造船蓬帆工时定额.pdf 1.21 MBCB 1072.1-1988 船用柴油机装配工时定额 SULZER柴油机.pdf2.15 MBCB 1072.2-1988 船用柴油机装配工时定额 B&W 柴油机.pdf 1.71 MBCB 1072.3-1988 船用柴油机装配工时定额中速柴油机.pdf 890.60 KBCB 1072.4-1988 船用柴油机装配工时定额高速柴油机.pdf 696.02 KBCB 1073-1989 船用柴油机金属结构件制造工时定额.pdf 3.46 MBCB 1074.1-1988 船用柴油机热加工工时定额铸造.pdf 1.35 MBCB 1074.2-1988 船用柴油机热加工工时定额锻造.pdf 2.76 MBCB 1075-1988 船用柴油机机械加工工时定额.pdf 7.14 MBCB 1076-1988 船用柴油机管系制造安装工时定额.pdf 914.75 KBCB 1077.1-1989 特辅机装配工时定额甲板机械.pdf 3.38 MBCB 1077.2-1989 特辅机装配工时定额舱室机械.pdf 903.14 KBCB 1077.3-1989 特辅机装配工时定额特种机械.pdf 1.50 MBCB 1077.4-1989 特辅机装配工时定额液压元件.pdf 1.59 MBCB 1080.1-1989 特辅机武备金属结构件制造工时定额装配放样.pdf 2.29 MBCB 1080.2-1989 特辅机武备金属结构件制造工时定额焊接.pdf 5.23 MBCB 1080.3-1989 特辅机武备金属结构件制造工时定额冷加工、火工、气割.pdf 2.75 MBCB 1081.1-1989 特辅机武备热加工工时定额铸造.pdf 3.72 MBCB 1081.2-1989 特辅机武备热加工工时定额锻造.pdf 3.14 MBCB 1081.3-1989 特辅机武备热加工工时定额锻压.pdf 4.06 MBCB 1081.4-1989 特辅机武备热加工工时定额木模.pdf 4.52 MBCB 1081.5-1989 特辅机武备热加工工时定额热处理.pdf 3.67 MBCB 1081.6-1989 特辅机武备热加工工时定额炼钢.pdf 1.68 MBCB 1082.1-1989 特辅机武备机械加工工时定额车工.pdf 9.71 MBCB 1082.2-1989 特辅机武备机械加工工时定额铣工.pdf 2.52 MBCB 1082.3-1989 特辅机武备机械加工工时定额刨工.pdf 1.15 MBCB 1082.4-1989 特辅机武备机械加工工时定额插工.pdf 611.13 KBCB 1082.5-1989 特辅机武备机械加工工时定额磨工.pdf 1.41 MBCB 1082.6-1989 特辅机武备机械加工工时定额钻工.pdf 1.36 MBCB 1082.7-1989 特辅机武备机械加工工时定额镗工.pdf 2.19 MBCB 1082.8-1989 特辅机武备机械加工工时定额齿轮加工.pdf 3.17 MBCB 1083-1989 特辅机武备电镀工时定额.pdf 9.47 MBCB 1084-1989 特辅机电器安装工时定额.pdf 1.25 MBCB 1084-89 特辅机电器安装工时定额.pdf 1.13 MBCB 1085.1-1989 仪器仪表制造工时定额有色金属砂型铸造.pdf 3.23 MBCB 1085.2-1989 仪器仪表制造工时定额钳工、钣金、冲压.pdf 2.11 MBCB 1085.3-1989 仪器仪表制造工时定额车工磨工铣工刨工插工齿轮加工.pdf 5.65 MBCB 1085.4-1989 仪器仪表制造工时定额表面处理.pdf 5.17 MBCB 1085.5-1989 仪器仪表制造工时定额热处理.pdf 2.96 MBCB 1085.6-1989 仪器仪表制造工时定额光学零件加工与光学仪器装配.pdf 2.67 MBCB 1085.7-1989 仪器仪表制造工时定额变压器.pdf 2.79 MBCB 1085.8-1989 仪器仪表制造工时定额水声换能器.pdf 1.54 MBCB 1085.9-1989 仪器仪表制造工时定额整机电器装联.pdf 8.23 MBCB 1086-1988 钢质船体、锅炉修理工时定额.pdf 6.34 MBCB 1087.1-1988 船舶轮机钳工修理工时定额低速柴油机.pdf 3.13 MBCB 1087.2-1988 船舶轮机钳工修理工时定额中、高速柴油机.pdf 2.85 MBCB 1087.3-1988 船舶轮机钳工修理工时定额机舱辅机.pdf 1.83 MBCB 1087.4-1988 船舶轮机钳工修理工时定额甲板辅机.pdf 1.47 MBCB 1087.5-1988 船舶轮机钳工修理工时定额甲板及机舱杂项.pdf 950.31 KBCB 1087.6-1988 船舶轮机钳工修理工时定额锅炉阀件及通用件.pdf 900.85 KBCB 1087.7-1988 船舶轮机钳工修理工时定额轴系舵系及坞修.pdf 895.84 KBCB 1088.1-1988 船舶电气设备修理工时定额电机.pdf 1.48 MBCB 1088.2-1988 船舶电气设备修理工时定额通讯导航.pdf 902.74 KBCB 1088.3-1988 船舶电气设备修理工时定额动力照明.pdf 1.61 MBCB 1089.1-1988 船舶舾装件修理工时定额装配.pdf 6.84 MB CB 1089.2-1988 船舶舾装件修理工时定额钳工.pdf 4.07 MB CB 1090-1988 船舶管系及其附件修理工时定额.pdf 1.77 MBCB 1091-1988 船舶薄板制品修理工时定额.pdf 0.97 MBCB 1092-1988 船舶家具、附件修理工时定额.pdf 3.12 MBCB 1093-1988 船舶舱室木作修理工时定额.pdf 2.16 MBCB 1094-1988 船舶塑料地板及玻璃钢制品修理工时定额.pdf 460.60 KBCB 1095-1988 船舶修理涂装工时定额.pdf 1.38 MBCB 1096-1988 船舶修理泥水工时定额.pdf 0.96 MBCB 1097-1988 船舶修理蓬帆工时定额.pdf 672.64 KBCB 1098.1-1989 船用阀门制造工时定额铸、锻造.pdf 3.07 MBCB 1098.2-1989 船用阀门制造工时定额机械加工.pdf 4.71 MBCB 1098.3-1989 船用阀门制造工时定额装配.pdf 906.09 KBCB 1099.1-1988 船用锚链制造工时定额电焊锚链.pdf 620.89 KBCB 1099.2-1988 船用锚链制造工时定额铸钢锚链.pdf 1.63 MBCB 1101-1984 船用YPL YXL液压滤器.pdf 377.80 KBCB 1102.1-1984 船用液压系统通用技术条件一般规定.pdf 396.89 KBCB 1102.2-1984 船用液压系统通用技术条件元件和辅件的应用.pdf 314.50 KBCB 1102.3-1985 船用液压系统通用技术条件配管.pdf 299.57 KBCB 1102.4-1986 船用液压系统通用技术条件清洗.pdf 293.99 KBCB 1103-1984 液压件脉冲试验方法.pdf 461.29 KBCB 1109-1984 船用仪器分划件分划公差.pdf 313.64 KBCB 1110-1984 爪式螺旋掣链器.pdf 141.33 KBCB 1111-1984 船用柴油机配套产品型号编制办法.pdf 75.81 KBCB 1114-1984 液压系统放气针型螺塞.pdf 114.72 KBCB 1115-1984 外螺纹三通、四通接头.pdf 280.01 KBCB 1116-1984 Z向窗型层状撕裂试验方法.pdf 144.19 KBCB 1117-1984 п型刚性T形接头层状撕裂试验方法.pdf 152.66 KBCB 1120-1984 环形镶块裂纹试验方法.pdf 163.85 KBCB 1122-1984 刚性T形接头焊接横向裂纹试验方法.pdf 204.17 KBCB 1123-1984 轴流式液力变矩器系列基本参数.pdf 273.31 KB CB 1125-1998 水声用压电陶瓷材料规范.pdf 927.40 KBCB 1129-1985 隔离气压式蓄能器压力频率和阻抗频率动态特性试验方法.pdf 369.02 KBCB 1133-1985 BFe30-1-1管材技术条件.pdf 427.38 KBCB 1134-1985 BFe30-1-1管材的超声波探伤方法.pdf 445.63 KB CB 1137-1985 船用轴向球塞式液压马达.pdf 203.82 KBCB 1138-1985 船用电液伺服阀安装面尺寸.pdf 165.00 KBCB 1139-1985 热处理和偶联剂处理玻璃纤维布技术条件.pdf 222.82 KBCB 1141-1985 船用球式先导电磁阀.pdf 464.60 KBCB 1142.1-1985 船用液压二通插装阀图形符号.pdf 483.86 KBCB 1142.2-1985 船用液压二通插装阀基本参数和型号编制方法.pdf 186.60 KBCB 1142.3-1985 船用液压二通插装阀技术条件.pdf 0.96 MBCB 1144-1985 P30盲板钢法兰.pdf 201.31 KBCB 1144-2004 P3.0MPa 盲板法兰规范.pdf 146.88 KBCB 1145-1986 船用仪器设备钢质机柜焊接通用技术条件.pdf 270.82 KBCB 1146.1-1146.18-1996 舰船设备环境试验及工程导则.pdf 4.61 MBCB 1147-1986 水面舰艇1211灭火系统技术要求.pdf 948.90 KB CB 1148-1985 铜247焊条技术条件.pdf 175.92 KBCB 1151-1986 船用仪器分划件毛坯系列.pdf 164.91 KBCB 1152-1986 仪器零件加工技术要求.pdf 619.75 KBCB 1153-1993 金属波形膨胀节.pdf 1.33 MBCB 1156-1992 锡基轴承合金金相检验.pdf 424.39 KBCB 1157-1986 水听器用橡皮电缆技术条件.pdf 845.71 KBCB 1158-1986 水声换能器用橡皮电缆技术条件.pdf 730.58 KBCB 1160.1-1986 船舶螺旋桨用铸造铝铍钴青铜化学分析方法总则.pdf 102.69 KBCB 1160.10-1986 船舶螺旋桨用铸造铝铍钴青铜化学分析方法二甲酚橙光度法测定铅量.pdf 204.62 KBCB 1160.11-1986 船舶螺旋桨用铸造铝铍钴青铜化学分析方法原子吸收光度法测定铅量.pdf 169.85 KBCB 1160.12-1986 船舶螺旋桨用铸造铝铍钴青铜化学分析方法硅钼蓝光度法测定硅量.pdf 145.58 KBCB 1160.13-1986 船舶螺旋桨用铸造铝铍钴青铜化学分析方法孔雀绿-苯萃取光度法测定锑量.pdf 151.93 KBCB 1160.2-1986 船舶螺旋桨用铸造铝铍钴青铜化学分析方法EDTA容量法测定铝量.pdf 166.79 KBCB 1160.3-1986 船舶螺旋桨用铸造铝铍钴青铜化学分析方法铬天青S光度法测定铍量.pdf 145.74 KBCB 1160.4-1986 船舶螺旋桨用铸造铝铍钴青铜化学分析方法氧化铍重量法测定铍量.pdf 112.49 KBCB 1160.5-1986 船舶螺旋桨用铸造铝铍钴青铜化学分析方法亚硝基R盐光度法测定钴量.pdf 173.58 KBCB 1160.6-1986 船舶螺旋桨用铸造铝铍钴青铜化学分析方法原子吸收光度法测定钴量.pdf 123.61 KBCB 1160.7-1986 船舶螺旋桨用铸造铝铍钴青铜化学分析方法邻菲罗啉光度法测定铁量.pdf 149.58 KBCB 1160.8-1986 船舶螺旋桨用铸造铝铍钴青铜化学分析方法原子吸收光度法测定铁量.pdf 114.73 KBCB 1160.9-1986 船舶螺旋桨用铸造铝铍钴青铜化学分析方法磷钼钒黄光度法测定磷量.pdf 144.21 KBCB 1162-1986 铸造钛合金螺旋桨补焊技术条件.pdf 404.64 KB CB 1163-1986 钛合金螺旋桨铸件技术条件.pdf 161.95 KBCB 1164-1986 铝及铝合金焊接试验方法及技术要求.pdf 317.21 KBCB 1166-1986 船舶电子设备用电感线圈通用技术条件.pdf 1.01 MBCB 1168-1986 船用液压控制阀用电磁铁技术条件.pdf 742.83 KBCB 1169-1986 油船惰性气体系统技术条件.pdf 1.20 MBCB 1170-1986 船用电液比例控制阀技术条件.pdf 1.52 MBCB 1171.1-1987 船舶设备环境测量方法振动.pdf 233.38 KBCB 1171.2-1987 船舶设备环境测量方法冲击.pdf 224.15 KBCB 1171.3-1987 船舶设备环境测量方法颠震.pdf 162.45 KBCB 1171.4-1987 船舶设备环境测量方法温湿度.pdf 798.32 KBCB 1171.5-1987 船舶设备环境测量方法盐雾.pdf 336.27 KBCB 1171.6-1987 船舶设备环境测量方法油雾.pdf 252.95 KBCB 1171.7-1987 船舶设备环境测量方法霉菌.pdf 581.04 KBCB 1175-1988 船用鞭状天线.pdf 479.14 KBCB 1177-1987 声呐换能器用水密插头座通用技术条件.pdf 709.75 KBCB 1178-1987 修船竣工提交文件资料要求.pdf 411.73 KBCB 1180-1988 船用柴油机单体式喷油泵技术条件.pdf 548.18 KBCB 1181-1988 船用柴油机喷油器安装连接尺寸.pdf 389.66 KB CB 1182-1988 船用柴油机喷油嘴偶件型式尺寸.pdf 349.87 KB CB 1183-1988 船用柴油机液压调速器.pdf 477.45 KBCB 1184-1988 潜水器推进用交流电动机通用技术条件.pdf625.50 KBCB 1187-1988 MYN型高能氧化锌压敏电阻器.pdf 843.78 KBCB 1188-1988 船用短波液压伸缩鞭状天线.pdf 498.99 KBCB 1189-1988 船用超短波通信天线电性能基本技术要求和测量方法.pdf 822.69 KBCB 1190-1988 纵向振动压电换能器参数系列.pdf 261.07 KBCB 1191-1988 SB211壳体用919铝合金厚壁挤压管.pdf 372.92 KBCB 1192-1988 SB211壳体用919铝合金模锻件.pdf 398.15 KBCB 1194-1988 水声实用压电陶瓷元件性能参数的测量与计算方法.pdf 2.83 MBCB 1195-1988 SB211壳体用ZL115A铸造铝合金技术条件.pdf 303.20 KBCB 1196-1988 船舶螺旋桨用铜合金相含量金相测定方法.pdf 589.28 KBCB 1197-1988 CZJ型船用线簧孔矩形连接器.pdf 857.70 KBCB 1199-1990 SY-1型生氧罐.pdf 1.05 MBCB 1200.1-1988 玻璃钢构件的强度计算单层结构.pdf 1.15 MBCB 1200.2-1988 玻璃钢构件的强度计算夹层板.pdf 2.01 MBCB 1202-1991 含鱼推-3的废水处理规范活性炭吸附法.pdf 424.19 KBCB 1204-1990 船焊40A焊条技术条件.pdf 226.00 KBCB 1205-1991 承压长圆门.pdf 159.25 KBCB 1207-1992 925高强度钢锻件技术条件.pdf 358.49 KBCB 1213-1990 非携带式氢气监测仪.pdf 558.52 KBCB 1218-1993 水声常用压电陶瓷元件.pdf 1.98 MBCB 1219-1995 含鱼推-3的废水处理方法气浮阀.pdf 190.91 KBCB 1220-1993 921A、922A钢焊接坡口基本型式及焊缝外形尺寸.pdf 1.01 MBCB 1223-1993 潜艇推进电机安装技术条件.pdf 373.06 KBCB 1225-1993 放射性沾染消除药剂规范.pdf 161.51 KBCB 1227-1993 舰用起锚绞盘.pdf 715.66 KBCB 1230-1993 电子转换模块通用规范.pdf 1.46 MBCB 1231.1-1993 电子转换模块自整角机-数字转换器详细规范.pdf 2.38 MBCB 1231.10-1993 电子转换模块数字-直流电压转换器详细规范.pdf 1.39 MBCB 1231.11-1993 电子转换模块自整角机输出变压器详细规范.pdf 1.00 MBCB 1231.2-1993 电子转换模块旋转变压器-数字转换器详细规范.pdf 1.85 MBCB 1231.3-1993 电子转换模块线性旋转变压器-数字转换器详细规范.pdf 1.85 MBCB 1231.4-1993 电子转换模块数字-自整角机转换器详细规范.pdf 2.04 MBCB 1231.5-1993 电子转换模块数字-旋转变压器转换器详细规范.pdf 1.75 MBCB 1231.6-1993 电子转换模块数字矢量发生器详细规范.pdf 1.58 MBCB 1231.7-1993 电子转换模块旋转变压器功率放大器详细规范.pdf 848.46 KBCB 1231.8-1993 电子转换模块 360为模的二进制-二-十进制转换器详细规范.pdf 2.05 MBCB 1231.9-1993 电子转换模块粗-精数据双速处理器详细规范.pdf 2.37 MBCB 1232-1994 舰船报文自动处理系统通用规范.pdf 1.29 MBCB 1237-1995 鱼雷转动惯量测试方法.pdf 438.77 KBCB 1247-1994 搭接、接地直流电阻的测量方法.pdf 272.00 KB CB 1251-1994 舰艇声呐设备安装技术条件.pdf 275.87 KBCB 1252-1994 潜艇通海阀、通气阀和应急舌阀安装技术条件.pdf 452.27 KBCB 1258-1995 水中兵器使用说明书编写导则.pdf 404.13 KBCB 1260-1994 潜艇舷侧阀焊接座板.pdf 440.63 KBCB 1281-1995 水中兵器设计评审.pdf 487.70 KBCB 1285-1996 通风蝶阀规范.pdf 475.41 KBCB 1290-1996 舰用直流不间断电源规范.pdf 835.02 KBCB 1298-1998 Pb SnCu三元合金减摩镀层技术要求和检验方法.pdf 145.59 KBCB 1298-1998 Pb-Sn-Cu三元合金减摩镀层技术要求和检验方法.pdf 145.59 KBCB 1299-1998 爆炸螺栓安全操作规程.pdf 324.26 KBCB 1300-1998 带电爆活门的气瓶安装安全操作规程.pdf 258.56 KBCB 1327-1997 手提声呐规范.pdf 497.88 KBCB 1330-1997舰船用铁镍合金板材规范.pdf 430.73 KBCB 1333-1998 鱼雷自噪声数字式内测记录设备规范.pdf 488.17 KBCB 1337-1998 舰船用电磁屏蔽门规范.pdf 430.35 KBCB 1338-1998 舰船通信天线技术要求.pdf 1.37 MBCB 1343-1998 铝-钢过渡接头规范.pdf 501.68 KBCB 1352-1999 角度位置指示器规范.pdf 1.81 MBCB 1353-1999 数字正弦机规范.pdf 2.11 MBCB 1354-1999 电流-电压信号调整器规范.pdf 934.44 KBCB 1358-2002 舰船计算机辅助设计图样和技术文件基本格式.pdf 652.17 KBCB 1360-2002 计算机软件测试规程.pdf 3.80 MBCB 1361-2002 假雷规范.pdf 685.52 KBCB 1362-2002 鱼雷后舱试验方法.pdf 1.01 MBCB 1363-2002 舰船用汽轮机性能台架试验方法.pdf 2.02 MBCB 1364-2002 船舶用铜墙铁壁质卡套式管接头规范.pdf 1.23 MBCB 136。
修船行业绿色船舶修理企业规范条件标准

T/CSNAME 010—2021 按照附录A“绿色修船企业规范条件评审标准”进行评分,对总分在900分以上且第五项“环境保护” 的分值在310分以上的企业授予“绿色修船示范企业”称号,对总分在800分以上且第五项“环境保护” 的分值在280分以上的企业授予“绿色修船企业”称号。 9.2 企业规范条件的申请、审核及公告 9.2.1 中国造船工程学会(简称学会)负责对船舶修理企业规范评审的组织和管理工作,以及企业申 请的评审工作。 9.2.2 申请企业应编制《绿色船舶修理企业规范条件申请报告》,并按要求提供相关佐证材料,学会 依据规范条件对申请企业进行评审。 9.2.3 学会对通过评审的企业进行公示,无异议后授予“绿色修船示范企业”或“绿色修船企业”称 号,有效期限三年。 9.3 鼓励社会各界对企业规范情况进行监督。企业有下列情况的将撤销其“绿色修船示范企业”或“绿 色修船企业”资格: a) 填报相关资料有弄虚作假行为的; b) 拒绝接受监督检查的; c) 不能保持符合规范条件的; d) 发生重大质量、职业健康安全、环保责任事故,造成严重社会影响的。 9.4 对不符合规范条件的企业应按照规范条件要求进行整改。学会应综合运用多种方式,积极推动企 业改进和完善生产条件,促进企业整合提升,加快淘汰落后产能。
2021 - 04 - 22 实施
中国造船工程学会 发 布
T/CSNAME 010—2021
前言
本文件按照GB/T 1.1—2020《标准化工作导则 第1部分:标准化文件的结构和起草规则》给出的规 则起草。
本文件由中国造船工程学会归口。 请注意本文件的某些内容可能涉及专利。本文件的发布机构不承担识别专利的责任。 本文件起草单位:中国造船工程学会、广东省造船工程学会、浙江省造船工程学会、舟山万邦永跃 船舶修造有限公司、舟山中远海运重工有限公司、山海关船舶重工有限责任公司、南通中远海运重工有 限公司、浙江友联修造船有限公司、上海中远海运重工有限公司。 本文件主要起草人:王永华、顾星、蒋文生、张行波、李正建、周建华、蒋雨浩、丘秉焱、李荣、 朱桂明、浦洪彬、胡强生。
船舶设计单位设计条件基本要求
船舶设计单位设计条件基本要求及评价方法编制说明(送审稿)(2009.11)目次一、任务来源及计划要求 (2)二、立项背景 (2)1、规范船舶设计市场需要标准的出台 (2)2、条例的出台需要相应的配套标准 (2)3、落实船舶设计质量安全监管职责需要有标准为依据 (2)三、标准制定的思路和原则 (2)1.总体思路 (2)2.标准编制原则 (3)四、编制过程 (4)1、资料收集和整理 (4)2、召开听取标准初稿意见座谈会 (5)3、召开标准编写工作会议确定,确定标准编制组 (6)4、起草标准征求意见稿 (6)五、主要技术内容的说明 (6)1、关于标准的编写框架 (6)2、关于船舶设计单位的分级 (6)3、关于评价要素的选取 (7)4、关于评价方式及评分标准的确定 (7)5、关于营业执照问题 (8)6、关于注册资(本)金问题 (8)7、关于工作场所面积的确定 (8)8、关于机构职能的确定 (8)9、关于人员问题 (8)六、与现行法规、标准的关系 (8)船舶设计单位设计条件基本要求及评价方法一、任务来源及计划要求根据原国防科工委科工计[2007]526号文《关于下达2007年国防科技工业技术基础科研计划(第一批)》的要求,《船舶设计单位设计条件基本要求及评价方法》船舶行业标准由中国造船工程学会负责组织制定。
根据工作需要,邀请中国船舶重工集团公司第七〇四研究所、中国船级社、中国船级社上海规范研究所、中国船舶工业集团公司第七〇八研究所、上海船舶研究设计院、长江船舶设计院、国家海事局、上海交通大学船建学院、中国船舶工业综合技术经济研究院、江南造船集团有限责任公司、大连船舶重工集团有限公司、江苏省船舶检验局、农业部渔业船舶检验局、中船重工船舶设计研究中心有限公司、中国船级社天津分社、江苏科技大学等单位作为参编单位。
项目编号:M0820070600。
二、立项背景1、规范船舶设计市场需要标准的出台几十年来,我国船舶工业快速发展,船舶设计队伍形成多元化、国际化和急剧发展的格局。
交通运输部关于印发《中华人民共和国海员船上工作和生活条件管理办法》的通知-交海发[2013]442号
![交通运输部关于印发《中华人民共和国海员船上工作和生活条件管理办法》的通知-交海发[2013]442号](https://img.taocdn.com/s3/m/3328cc9ded3a87c24028915f804d2b160b4e866f.png)
交通运输部关于印发《中华人民共和国海员船上工作和生活条件管理办法》的通知正文:---------------------------------------------------------------------------------------------------------------------------------------------------- 交通运输部关于印发《中华人民共和国海员船上工作和生活条件管理办法》的通知(交海发〔2013〕442号)各直属海事局,中国船级社,各航运公司:为了保护海员的合法权益,规范海员的船上工作和生活条件,根据《中华人民共和国船员条例》以及我国缔结或者参加的相关国际条约,交通运输部制定了《中华人民共和国海员船上工作和生活条件管理办法》,现印发给你们,请遵照执行。
交通运输部2013年7月26日中华人民共和国海员船上工作和生活条件管理办法第一章总则第一条为了保护海员的合法权益,规范海员的船上工作和生活条件,根据《中华人民共和国船员条例》以及我国缔结或者参加的相关国际条约,制定本办法。
第二条在中国籍国际航行海船上的海员工作和生活条件,适用本办法。
军事船舶、公务船舶、渔业船舶、体育运动船艇上的海员工作和生活条件,不适用本办法。
第三条国家海事管理机构负责海员船上工作和生活条件的管理工作。
各级海事管理机构根据授权具体负责海员船上工作和生活条件的监督检查工作。
第二章起居舱室和娱乐设施第四条船东应当提供保持海员健康的起居舱室环境。
第五条船东应当确保以下船舶设备、设施和建造要求持续符合船舶检验技术规范的规定,并取得船员舱室设备的证明文件:(一)房间和其他起居舱室空间的尺寸;(二)通风和供暖;(三)噪音和振动及其他环境因素;(四)卫生设施及更衣室;(五)照明;(六)餐厅;(七)医务室。
第六条船长或者经船长授权的海员应当每周对起居舱室进行检查,确保起居舱室保持健康、卫生和安全舒适的状况,并保存检查记录。
船舶行业规范条件评审细则

①合法诚信经营:
②依法纳税; ③用工制度。
10
④专业化管理队伍。
5.3.13 质量保证体系评价要素
①质量管理体系认证。
5.3.14 安全生产评价要素
①安全生产达标。
5.3.15 节能环保评价要素
①环境、能源管理体系认证;
②节能环保的管理制度和措施:
③新建和改扩建项目。
5.3.16 职业健康评价要素
①职业健康安全管理体系认证。
5.3.17 社会责任评价要素
5.3 .4计量检测评价要素
①检测手段: ②仪器设备。
5.3.5 总装造船在去评价黯
①总装造船;
②作业主流程:
③生产组织形式; ④工程分解方式。
5.3.6 生产管理评价要素
①工程计划管理体系:
②生产资源与生产任务的平衡分析; ③标准作业周期和作业指导书。
5.3.7 生柑哟码介要素
①独立的设计机构~j 叫主
④涂敷系数:
⑤分段无余量制造率;
⑥分段上船台(进坞)无余量搭载率,
9
⑦下水(出坞)前舶装工程完整率。
5.3.10 技术创新评价要素
①研发机构: ②研发投入。
5.3.11 产品要求评价要紊
①产品的符合'性;
②船检合格证书; ③售后服务。
5.3.12 人员要求评价要素
①企业技术、质量领导;
②企业专业技术人员: ③企业技术工人;
②生产设计出图方式:
③生产设计出图深度 p
i4
5.3.8 信息化管理评价要素
①基础数据管理体系和分析系统;
②数据信息共享;
③企业资源计划 CERP) 普及率:
④数字化设计工具普及率;
⑤关键工艺流程数控化率。
《船舶设计单位设计条件基本要求及评价方法》
《船舶设计单位设计条件基本要求及评价方法》标准网上征求意见稿征求意见汇总处理表主办单位:中国造船工程学会编制:标准课题组2009年11月标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第 1 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第 2 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第 3 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第 4 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第 5 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第 6 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第7 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第8 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第9 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第10 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第11 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第12 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第13 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第14 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第15 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第16 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第17 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第18 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第19 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第20 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第21 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第22 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第23 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第24 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第25 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第26 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第27 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第28 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第29 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第30 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第31 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第32 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第33 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第34 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第35 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第36 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第37 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第38 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第39 页标准网上征求意见汇总处理表标准名称:船舶设计单位设计条件基本要求及评价方法共40 页第40 页。
FCB法焊接技术的特点及缺陷介绍_李亚军
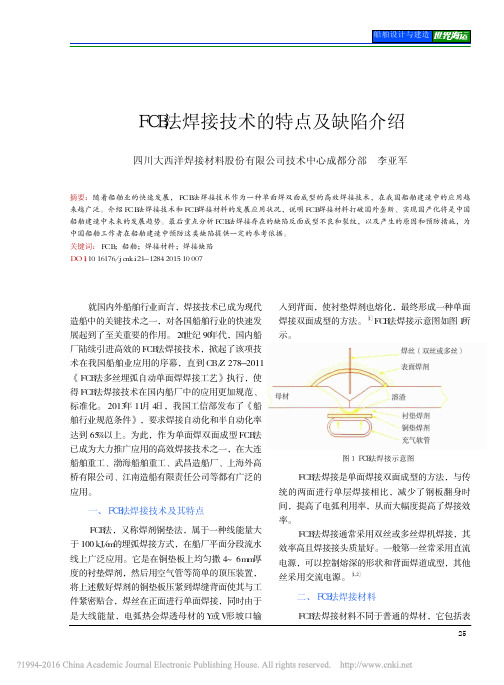
入到背面,使衬垫焊剂也熔化,最终形成一种单面 焊接双面成型的方法。[1] FCB法焊接示意图如图1所 示。
焊丝(双丝或多丝)
表面焊剂
母材
溶渣
衬垫焊剂 铜垫焊剂 充气软管
图1 FCB法焊接示意图
FCB法焊接是单面焊接双面成型的方法,与传 统的两面进行单层焊接相比,减少了钢板翻身时 间,提高了电弧利用率,从而大幅度提高了焊接效 率。
国外FCB法焊接技术比国内起步早,配套的焊 材也相对成熟,而国内焊材厂商直到船厂引进该工 艺后才开始研究相应的焊材,因此,国内船厂在建 造船舶时,使用的FCB法焊接材料主要依靠国外进 口,如日本神钢:表面焊剂PF-155E,衬垫焊剂 PF-150R,焊丝为US-36;日本新日铁:表面焊剂 NSH-55EM,衬垫焊剂NSH-1RM,焊丝Y-DM3(L 电极),Y-DL(T1、T2电极),船级社认可等级 都为3Y级。
表1 熔敷金属化学成分
质量分数
C Mn Si P S Ni Cr Mo Cu Ti B
0.12 1.31 0.32 0.014 0.004 0.23 0.04 0.09 0.05 0.032 0.002
(2)预防背面焊缝表面横向裂纹首先要控制 背面焊缝成型形状,尽可能控制背面焊缝余高在 3 mm之内,其次,在焊接过程中减缓焊缝区域的冷 却速度。[7]在焊接过程中一边焊接,一边在焊缝上 覆盖石棉布,并且暂不敲除焊缝表面的渣壳,来减 缓焊缝的冷却速度,使焊缝金属中的有害物质尽可 能充分浮出表面。
(3)焊缝内部横向微裂纹是由于焊缝中较高 含氢量和较快的冷却速度引起的。因此,进行焊接 时,使用开封的全新表面焊剂,经加热烘干使用, 回收焊剂不再利用。此外,降低焊缝的冷却速度也 可预防这类裂纹的产生。
中华人民共和国海事局关于印发《船舶检验监督管理规定》的通知
中华人民共和国海事局关于印发《船舶检验监督管理规定》的通知文章属性•【制定机关】中华人民共和国海事局•【公布日期】2024.03.29•【文号】海船检〔2024〕33号•【施行日期】2024.05.01•【效力等级】部门规范性文件•【时效性】尚未生效•【主题分类】水运正文中华人民共和国海事局关于印发《船舶检验监督管理规定》的通知海船检〔2024〕33号各直属海事局:为加强船舶检验监督管理,提升船舶检验质量,我局研究制定了《船舶检验监督管理规定》,现予印发,请遵照执行。
中华人民共和国海事局2024年3月29日船舶检验监督管理规定第一章总则第一条为加强船舶检验监督管理工作,提升船舶检验质量,根据《船舶检验管理规定》《渔业船舶检验管理规定》制定本规定。
第二条本规定适用于对国内船舶检验机构和外国验船公司及其开展的船舶检验活动的监督。
第三条中华人民共和国海事局(以下简称中国海事局)负责对船舶检验工作实施统一监督管理。
各级海事管理机构依据各自职责权限开展船舶检验监督管理工作。
第四条船舶检验监督人员应具备相应专业知识并且不断进行知识更新。
第二章国内船舶检验机构监督第五条国内船舶检验机构监督包括日常监督和年度监督检查。
国内船舶检验机构的日常监督由船舶检验机构所在地直属海事局负责,所在地无直属海事局的,由负责船舶检验区域协调的直属海事局负责。
国内船舶检验机构日常监督包括对投诉、举报、海事监管等涉及的船舶检验有关工作的监督,由直属海事局结合具体监督事项按有关规定实施。
第六条国内船舶检验机构的年度监督检查由所在地直属海事局实施;所在地无直属海事局的,由负责船舶检验区域协调的直属海事局实施。
原则上每年对各省、自治区、直辖市的船舶检验机构进行一次年度监督检查。
本年度开展或者拟开展船舶检验机构资质认可、复核或者省级渔船检验机构业务范围核定的,当年可不开展年度监督检查。
A类船舶检验机构的日常监督和年度监督检查由中国海事局组织实施。
船舶行业规范条件

第二章 基本要求
第二章 基本要求CB/T3000
(七)应具有生产场所用地长期的合法土地使用权,生产用地面积应与 企业的生产规模相适应。
主要审核: 生产用地证明(计划用地、划拨用地、征用土地等); 如是租赁用地,应提供长期的租赁协议(至少五年以上)。 《规范条件》规定“生产用地面积应与企业的生产规模相适应”,在CB/T 3000中则对具体所适应的面积提出了明确的要求,见表1。 评审方法:
第三章 生产设施、设备和计量检测要求
第三章 生产设施、设备和计量
检测要求CB/T3000
5.2.1.6 厂房和仓库 主要审核: 是否符合CB/T 3000 规定的相关要求: 一级各类钢质一般船舶生产企业应有独立的船体、船机、船电生产车间, 应有独立的满足原材料存储要求的仓库或场地,应有独立的配套设备存储 仓库; 厂房和车间是否具有良好的交通环境及供电供水能力; 评审方法: 1、核查企业是否具有符合标准要求的材料存放处所、仓库、生产车间;不 符合要求扣20分; 2、现场查看厂房和车间是否具有良好的交通环境及供电、供水、供气能力; 不符合要求,扣5分~7分。
《船舶行业规范条件》-----工信部2013年第55号公告
船舶行业规范条件
理解与实施 泰州中航船舶重工有限公司
《船舶行业规范条件》-----工信部2013年第55号公告
目录
第一章 总则 第二章 基本要求 第三章 生产设施、设备和计量检测要求 第四章 建造技术能力要求 第五章 技术创新和产品要求 第六章 人员要求 第七章 质量保证体系 第八章 安全生产、节能环保、职业健康和社会责任 第九章 规范管理 第十章 附则
第三章 生产设施、设备和计量检测要求
第三章 生产设施、设备和计量
工业和信息化部公告2015年第94号――符合《船舶行业规范条件》企业
工业和信息化部公告2015年第94号――符合《船舶行业规
范条件》企业名单(第三批)
【法规类别】船舶
【发文字号】工业和信息化部公告2015年第94号
【发布部门】工业和信息化部
【发布日期】2015.12.30
【实施日期】2015.12.30
【时效性】现行有效
【效力级别】XE0303
工业和信息化部公告
(2015年第94号)
按照《船舶行业规范条件》,根据企业申报,经省级船舶工业行业主管部门和中央企业集团(公司)初审,中国船舶工业行业协会和中国船级社组织专家评审和现场核查,网上公示和审核等程序,现将符合《船舶行业规范条件》的企业名单(第三批)予以公告。
附件:符合《船舶行业规范条件》企业名单(第三批)
工业和信息化部
2015年12月30日
附件:
符合《船舶行业规范条件》企业名单(第三批)。
工业和信息化部、国家标准化管理委员会关于发布《船舶工业标准体系》的通知(三)

产品
CB
修订
1522
DBF0234
船用铝质通风法兰
CB 667-1968
产品
CB
修订
2011年计划
1523
DBF0235
胶管接头端部接头
CB 677-1977
产品
CB
修订
1524
DBF0236
Dg>100夹布胶管接头
CB 678-1968
产品
CB
有效
1525
DBF0237
胶管夹箍
J类软管接头
CB/T 4035-2005
JIS F 7335-1996
产品
CB
1573
DBF0285
填料式伸缩接头
CB/T 4106-2008
产品
CB
1574
DBF0286
船用不锈钢管简选系列
CB/T 4154-2011
产品
CB
1575
DBF0287
不锈钢管对焊接头
CB/T 4201-2011
产品
CB
JIS B 2225-1976
产品
CB
修订
1597
DBF0309
30kgf/cm2对焊钢法兰
CBM 1017-1981
JIS B 2233-1976
产品
CB
修订
1598
DBF0310
40kgf/cm2对焊钢法兰
CBM 1018-1981
JIS B 2216-1976
产品
CB
修订
1599
DBF0311
CB/T 3616-1994
方法
CB
修订
工业和信息化部发布《船舶行业规范条件》解读
工业和信息化部发布《船舶行业规范条件》解读工业和信息化部于近日发布了《船舶行业规范条件》,对于中国船舶制造业、运营业和相关服务业的发展具有重要的指导意义。
本文旨在对该规范条件进行解读,并分析其对于中国船舶行业发展的影响。
一、规范背景及概述《船舶行业规范条件》是工业和信息化部印发的指导性文件,该文件主要是为了进一步促进中国船舶制造业、运营业和相关服务业的发展,规范行业行为,提升行业服务质量,加强行业监管,促进行业创新等方面的问题。
该规范条件由前言、总则、船舶制造业规范条件、船舶运营业规范条件、船舶相关服务业规范条件、附录等部分组成。
二、对于规范条件的解读1. 规范条件的宗旨和原则首先,《船舶行业规范条件》的宗旨是明确了中国船舶制造业、运营业和相关服务业的竞争优势,加强行业的规范化建设,提升行业服务质量,推动行业技术创新和产业发展,进一步促进中国船舶行业的健康发展。
同时,该规范条件以公平、公正、透明、高效为原则,指导行业的规范化、标准化、专业化和创新化发展。
2. 船舶制造业规范条件船舶制造业规范条件是该规范条件的重点内容之一,其主要是指对于船舶制造过程的各个环节进行规范和标准化的要求,以确保船舶制造的质量和安全。
该规范条件涉及了船舶制造人员的资格、设备的购置和使用、材料的选用和检验、工艺的表述和控制、船舶试验和验收等多个方面。
3. 船舶运营业规范条件船舶运营业规范条件是该规范条件的另外一个重点内容,其主要是指船舶运营过程中各个环节的规范和标准化要求,以确保船舶在运营过程中的安全和有效性。
该规范条件涉及了船舶设备的维护和保养、船舶人员的培训和资格证书的要求、运营过程中的安全措施和应急预案等多个方面。
4. 船舶相关服务业规范条件船舶相关服务业规范条件是该规范条件的另外一个重要内容,其主要是指各个船舶相关服务业的规范和标准化要求,以确保服务质量的提升和顾客满意度的提升。
该规范条件涉及了船舶保险、船舶修理及维护、船舶拖航、船舶租赁等多个方面。
船舶基础知识

客船、客货船 货船:散货船(如谷物、矿砂、煤、水泥等)、油船、杂货船、集装 箱船、滚装船、推(拖)船-驳船队、液化天然气(石油气)船、化学 品船、冷藏船以及各种专用及多用途船等。
●工程船舶: 挖泥船、打桩船、起重船、打捞船、管线铺设船、救助拖船、浮船坞、
测量船等。 ●渔业船舶: 各种捕捞船(如拖网渔船、围网渔船、捕鲸船等)及渔业辅助船(如
推轮2*1103 + 驳船360TEU
敞口集装箱船队
分节驳顶推船队
莱茵河万吨顶推船队
大运河拖带船队
内河顶推驳船编队形式
㈡ 高速船舶 水翼艇
水翼艇
气垫船
a全浮式
b侧壁式
全浮式气垫船
全浮式气垫船
俄罗斯“贼鸥”级大型气垫登陆艇
侧壁式气垫船
“捷翔”号250客位双体气垫船
侧壁式气垫船
散货船比杂货船装卸速度快,运输效率高。
散货船的特点:★
1)货舱为单层甲板,舱口较宽大; 2)为单层或双层船壳结构; 3)舱口围板高大,货舱横剖面成棱形,这样既可装满货舱,减少平舱工 作,方便卸货,又可防止货物移动而危及船舶的稳性; 4)货舱四角的三角形舱柜(上下边舱)为压载舱,用于调节吃水和稳性高 度; 5)船型肥大,一般单向运输。
《钢质内河船舶建造规范》

钢质内河船舶建造规范
(2016)
生效日期:2016年7 月1 日 北京
总目录
总则 ........................................................................................................................................................................... 0-1 第 1 篇 船体 ........................................................................................................................................................... 1-1 第 2 篇 轮机 ........................................................................................................................................................... 2-1 第 3 篇 电气设备 ................................................................................................................................................... 3-1 第 4 篇 控制、监测、报警和安全系统 ............................................................................................................... 4-1 第 5 篇 货物冷藏 ................................................................................................................................................... 5-1 第 6 篇 消防 ........................................................................................................................................................... 6-1 第 7 篇 材料与焊接 ............................................................................................................................................... 7-1 第 8 篇 其他 ........................................................................................................................................................... 8-1
船舶行业规范条件

船舶行业规范条件船舶行业是一个重要的交通运输行业,对于国家的经济发展起着举足轻重的作用。
为了确保船舶行业的安全、可靠和高效运营,需要制定一系列的规范条件。
首先,船舶行业需要遵守国际海事组织(IMO)制定的国际公约和规则。
这些公约和规则主要包括安全、环保和劳工等方面的要求,例如《国际船舶安全公约》和《国际防止船舶污染公约》,船舶行业必须严格按照这些规范进行操作和管理。
其次,船舶行业需要遵守国家相关法律法规。
各国都制定了船舶行业的管理和操作规定,例如船舶安全法、航道管理法等,船舶行业必须遵守并按照相关要求进行运营。
第三,船舶行业需要建立和完善自身的标准体系。
船舶行业各个环节都需要制定相关的标准,例如船舶设计标准、船舶建造标准、船舶运营标准等,这些标准可以保证船舶在设计、建造和运营过程中的质量和安全性。
第四,船舶行业需要建立健全的组织和机构。
船舶行业需要成立专门的管理和监督机构,负责对船舶行业进行监督和管理,例如海事管理机构、船级社等,这些机构可以协助政府对船舶行业进行监管,确保其安全运营。
第五,船舶行业需要加强人员培训和技能提升。
船舶行业是一个高度专业化和技术密集的行业,需要人员具备一定的专业知识和技能,因此需要建立健全的人员培训体系,确保船舶行业的从业人员具备必要的技术和能力。
最后,船舶行业需要加强信息化建设。
随着信息技术的不断发展,船舶行业可以利用信息技术提高管理和运营效率,例如利用船舶自动识别系统(AIS)对船舶进行实时监控和管理,利用电子航海图对船舶进行导航等,这些技术可以提高船舶行业的安全性和运营效率。
总之,船舶行业的规范条件涉及多个方面,包括国际公约和规则的遵守、国家法律法规的遵从、建立标准体系、建立组织和机构、加强人员培训和技能提升以及加强信息化建设等。
只有符合这些规范条件,船舶行业才能安全、可靠和高效地运营。
银行船舶制造行业授信政策指引 模版

银行船舶制造行业授信政策指引,各分行应遵循“化解风险、择优介入、控制总量、一户一策、名单准入”的总体原则,在控制全行授信敞口的前提下,选择质地较好、综合收益明显的客户合作,有效控制船舶授信风险,审慎开展船舶制造行业的授信工作。
一、适用范围本指引适用于《国民经济行业分类》船舶制造行业中的金属船舶制造类客户的表内外授信业务。
二、总体要求(一)化解风险各分行应积极化解存量客户的存量业务风险,对于存量业务要密切关注对应船舶建造、交付的情况,如借款人经营或融资出现重大问题,或本行授信业务对应船只建造出现风险事项的,应及时采取有效手段,加固风险缓释措施,有效化解与缓释存量授信业务风险。
(二)择优介入各分行应选择行业中的优质客户进行合作。
支持与船舶制造集中区域的重点客户开展授信合作,选择经营状况较好、订单付款条件好、交船能力强且基本建设完工并已全部结转固定资产的客户进行合作。
(三)控制总量各分行在船舶制造行业的信贷投入应严格控制总量,严格执行总行的限额管理要求,确保敞口余额控制在各分行的限额内。
(四)一户一策存量授信应继续执行总行下达的一户一策的授信政策,新增客户和新增授信应按额度审批意见作为该客户一户一策授信政策执行。
(五)客户名单准入对新增的船舶制造行业客户实行名单准入制,分行需先报总行授信审批部申请客户准入后,方可启动授信方案申报和审批程序。
三、客户政策(一)基本要求1.生产能力各分行应对辖内造船企业的生产能力进行了解,新增准入客户应选择实际生产能力高于30万(含)载重吨或修正总吨的造船企业进行合作。
不支持生产能力在30万载重吨或修正总吨以下的非两大造船集团(中船重工集团和中船工业集团)造船企业新增授信合作。
存量船企授信合作中,如生产能力不符合上述标准,应在存量客户一户一策基础上,逐步减少与其授信合作。
2.生产设施各分行应考虑造船企业的岸线、起重设施等关键生产设施指标。
一是岸线长度应不小于500m;二是最大起重设施的起吊能力应不小于150t。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附件船舶行业规范条件一、总则(一)为进一步加强船舶行业管理,化解产能过剩矛盾,加快结构调整,促进转型升级,引导船舶工业持续健康发展,根据国家有关法律法规、产业政策和行业规划,制定本规范条件。
(二)国家鼓励企业做优做强,加强技术和管理创新,全面建立现代造船模式,提高船舶设计制造水平、生产效率和产品质量,提升环境保护、安全生产和职业健康管理水平,降低资源和能源消耗,淘汰落后产能。
(三)国家对符合本规范条件的船舶建造企业实行公告管理,企业按自愿原则进行申请。
(四)本规范条件适用于中华人民共和国境内(台湾、香港、澳门地区除外)符合CB/T 3000《船舶生产企业生产条件基本要求及评价方法》(以下简称CB/T 3000标准)定义的钢质一般船舶生产企业。
二、基本要求(五)具有独立法人资格,取得工商行政管理部门核发的、经营范围包括船舶建造的有效企业法人营业执照。
(六)符合国家产业政策要求,禁止生产国家明令淘汰的产品,禁止使用国家明令淘汰的设备、材料和生产工艺。
(七)应具有生产场所用地长期的合法土地使用权,生产用地面积应与企业的生产规模相适应。
三、生产设施、设备和计量检测要求(八)应具备与所建造船舶相适应的岸线、船台或船坞、舾装码头、起重设施、涂装设施、厂房和仓库,并应具有良好的交通环境及供电、供水、供气能力。
(九)应具备与生产规模相适应的船体加工设备、机加工设备、喷涂设备等主要生产设备, 其性能和精度应能满足船舶建造的要求。
(十)应具备满足船舶建造要求的检测手段和检测仪器设备,包括密性试验用设备、倾斜试验用设备、无损检测设备、测厚仪、理化实验设备等检测设备及各类计量器具。
四、建造技术能力要求(十一)企业的造船生产应满足现代总装造船的要求,具备以中间产品组织生产为基本特征的总装造船体系和作业流程。
造船生产管理体制和生产组织形式应与作业流程、工程分解方式相适应。
(十二)应按照精细化管理和准时化生产的要求建立工程计划管理体系,能够进行生产能力测算、生产资源与生产任务的量化平衡分析,具有企业标准作业周期和作业指导书。
(十三)应设有专门的生产设计部门,具有现代造船生产设计能力,建立区域生产设计模式,船、机、电等专业能够按区域配套出图,为区域造船提供完整、准确、可靠的工艺信息、生产信息、物量信息和管理信息。
(十四)应具有与总装化建造技术相适应的信息化管理和信息集成能力,建立船舶建造基础数据管理体系和分析系统,企业资源计划(ERP)系统普及率应达到80%以上,数字化设计工具普及率应达到85%以上,关键工艺流程数控化率应达到70%以上。
(十五)企业主要生产技术指标应达到:造船综合能耗每万元增加值不高于0.20吨标准煤,钢材综合利用率达到90%以上,焊接自动化和半自动化率达到65%以上,涂敷系数不高于2.2,分段无余量制造率不低于70%,分段上船台(进坞)无余量搭载率不低于80%,下水(出坞)前舾装工程完整率不低于80%。
上述指标评定按照CB/T 4335《船舶建造技术水平评估方法》执行。
五、技术创新和产品要求(十六)企业应具有自主研发和创新能力,具有省级及以上部门认定的企业技术中心、工程研究中心、重点实验室等研发机构,年度研发经费投入不低于主营业务收入的2%。
(十七)企业所建造的船舶产品应符合相关的标准、规范和国际公约,以及国家有关法律法规和安全、环保、节能等方面的要求。
(十八)企业所建造的船舶应按照要求通过船舶检验机构的审图、相关建造工艺认可,完成船舶建造各阶段验收,获得船舶检验合格证书。
(十九)应具有完整的售后服务管理体系和保修(包修)制度,为用户提供相应的技术咨询、技术培训和维修服务。
六、人员要求(二十)企业领导中应有专人负责技术、质量管理工作,并具有相应的技术职称和主管相关工作的经验。
(二十一)应配有适任的、能覆盖船体、船机、船电等专业的技术、检验和检测人员。
(二十二)应具有与生产规模和所建造的船舶相适应的技术工人,全部船舶焊工均应持有船舶检验机构颁发的焊工证书,持证上岗。
无损检测人员应具备相应的资质,持证上岗。
(二十三)应建立企业发展规划、经济分析、风险控制、市场营销等方面的专业化管理队伍。
七、质量保证体系(二十四)应按ISO 9000系列标准或GB/T 19000系列标准的要求建立质量管理体系,并通过第三方认证。
(二十五)应制定企业质量方针及质量目标,并建立采购质量控制制度、过程质量控制制度、库房及原材料管理制度、质量信息管理制度、技术管理制度、外包(外协)管理制度等。
(二十六)应建立与所建造船舶相适应的质量检验部门并配备专职质检人员,质检人员应具备相关岗位任职资格。
归档保存船舶建造过程中全部检验资料和全套完工图样,交付时应有船舶检验机构颁发的检验合格证书,并建立质量追溯和责任追究体系。
八、安全生产、节能环保、职业健康和社会责任(二十七)企业应按AQ/T 7008《造修船企业安全生产标准化基本要求》和相关规定的要求,开展安全生产标准化建设工作,并通过安全生产标准化达标评审。
近两年内未发生重大安全责任事故。
(二十八)企业应按ISO 14000系列标准或GB/T 24000系列标准、ISO 50001或GB/T 23331《能源管理体系要求》建立环境管理体系和能源管理体系并获得第三方认证,建立环境保护和资源节约利用规章制度,制定能耗限额标准和节能减排措施,落实单位产品生产能耗限额标准。
企业生产过程产生的废水、废气、固体废弃物以及粉尘、噪声等处理要符合国家规定的标准。
新建、改扩建项目应严格执行建设项目环境影响评价管理制度,落实各项环境保护措施,并应通过环境保护部门验收。
(二十九)企业应按OHSAS 18000系列标准或GB/T 28000系列标准建立职业健康安全管理体系并获得第三方认证,并按照《职业病防治法》的规定,开展建设项目职业卫生“三同时”工作,设置完善的职业病防护设施,确保工作场所各种职业病危害因素浓度(强度)符合国家规定的标准,并做好职业健康监护及档案管理工作。
(三十)企业应合法、诚信经营,依法纳税,用工制度应符合《劳动合同法》的规定,并按国家有关规定交纳各项社会保险费。
九、规范管理(三十一)企业规范条件的申请、审核及公告:1.工业和信息化部负责船舶行业规范管理工作。
申请企业须编制《船舶行业规范条件申请报告》(要求附后)并按要求提供相关材料,通过本地区船舶工业行业主管部门向工业和信息化部申请,其中中央企业(集团)总公司所属企业通过所在企业(集团)总公司向工业和信息化部申请,并抄送企业所在地省级船舶工业行业主管部门。
2.各省、自治区、直辖市船舶工业行业主管部门负责对本地区船舶企业的申请进行初审,中央企业(集团)总公司负责对所属船舶企业的申请进行初审。
初审须按规范条件要求对企业的相关情况进行核实,提出初审意见,附企业申请材料报送工业和信息化部。
3.工业和信息化部委托相关行业组织、专业机构等依据规范条件组织专家对申请企业进行评审。
4.工业和信息化部对通过评审的企业进行审查并公示,无异议后予以公告。
(三十二)工业和信息化部对公告企业名单进行动态管理。
地方各级船舶工业行业主管部门、中央企业(集团)总公司每年要对本地区或所属企业执行规范条件的情况进行监督检查。
工业和信息化部对公告企业进行抽查。
鼓励社会各界对公告企业规范情况进行监督。
公告企业有下列情况的将撤销其公告资格:1.填报相关资料有弄虚作假行为的;2.拒绝接受监督检查的;3.不能保持规范条件的;4.发生重大责任事故、造成严重社会影响的。
撤销公告资格的,应当提前告知有关企业,听取企业的陈述和申辩。
(三十三)对不符合规范条件的企业应按照规范条件要求进行整改。
各地应综合运用经济、市场和法律手段,积极推动企业改进和完善生产条件,促进企业兼并重组,加快淘汰落后产能。
(三十四)列入公告的企业名单将作为相关政策支持的基础性依据。
对未列入公告名单的企业,相关政策将不予支持。
十、附则(三十五)对本规范条件的第五至第十条、第二十至二十六条,应按照CB/T 3000标准的相关规定进行审查。
(三十六)本规范条件所引用的标准均以最新有效版本为准。
(三十七)本规范条件由工业和信息化部负责解释,并根据行业发展情况适时进行修订。
(三十八)本规范条件自2013年12月1日起实施。
附:船舶行业规范条件申请报告附船舶行业规范申请报告企业名称:(加盖公章)申报级别/类别:联系人:联系电话:申报日期:工业和信息化部印制船舶企业规范公告申请报告大纲一、企业基本情况企业名称、登记注册类型、注册地址、成立时间、法定代表人、现有职工人数、现有造船能力,上年度造船完工量、主营业务收入、利润等生产经营情况(并附表格,格式见附表1)。
需提供营业执照、组织机构代码证、税务登记证、有关项目核准或备案等审批文件、土地证等基本证件复印件。
二、生产设施、设备和计量检测1.企业的岸线、船台或船坞、舾装码头、起重设施、涂装设施、厂房和仓库情况描述。
2.企业的船体加工设备、机加工设备、喷涂设备等主要工艺设备的配备情况。
3.企业的密性试验用设备、倾斜试验用设备、无损检测设备、测厚仪、理化实验设备等主要计量器具的配备情况。
(需附表格,格式见附表2~4,主要装备可配照片)三、建造技术能力1.企业的总装造船体系、作业主流程、生产管理体制、生产组织形式、工程计划管理体系的描述。
2.企业生产设计能力的描述。
3.企业信息化管理的描述。
4.企业主要生产技术指标的描述。
(需附表格,格式见附表5)。
四、技术创新和产品1.企业研发机构、研究成果、创新能力和研发投入情况的描述,省级及以上认定的研发机构批复文件或认定证书复印件(需附表格,格式见附表6)。
2.企业已完工交付或在建的重点船舶产品描述。
3.售后服务体系和保修(包修)制度的描述。
五、人员1.企业领导中负责技术、质量工作人员的描述,任命及职责分工的文件材料。
2.企业技术人员的描述。
3.企业技术工人的描述,焊工和无损检测人员的资质证书。
4.企业专业管理队伍的描述。
(需附表格,格式见附表7)。
六、质量管理1.企业质量管理体系描述,质量体系认证证书复印件。
2.质量管理制度的情况描述。
3.质量管理机构和人员情况。
七、安全生产、节能环保、职业健康和社会责任1. 企业安全生产管理情况描述,通过安全生产标准化达标评审的证明,及申请当年及上一年度未发生过较大及以上生产安全事故的证明材料。
2. 企业环境管理体系建立情况描述,主要建设项目的环评批复及环保验收文件复印件及环境管理体系认证证书复印件。
3. 企业能源管理体系建立情况和主要节能措施描述,能源管理体系认证证书复印件。
4. 企业职业健康安全管理体系建立情况描述,职业健康安全管理体系认证证书复印件。
5.企业上缴税收和交纳职工社会保险费情况。