p-torsion模的性质
5.半导体物理:p-n结

5.2 p-n结伏安特性
1.非平衡状态下的p-n结
(1)外电压下p-n结势垒的变化及载流子的运动
正向偏压 (如何分布)
正反偏压时势垒变化
扩散大于漂移
与内建电场相反
势垒区电场
宽度 高度
扩散大于漂移
n区电子通过势垒区流入p区 非平衡少数载流子
p区空穴通过势垒区流入n区
的电注入
电子积累
p区电子扩散流 与p区空穴复合
电子(扩散)电流 p区扩散到势垒区
p’ n’ pn
空穴(扩散)电流 n区扩散到势垒区
反向p-n结电流分布 反向总电流:势垒区边界nn’ 和pp’附近的少数载流子扩散电流之和
n(x)
nn 0
exp
Ecn E(x) k0T
nn 0
exp
qV
(x) k0T
qVD
p(x)
pno
exp
qVD
qV (x) k0T
---
+++
---
+++
空间电荷 区
内建电场
V
内建电场:
空间电荷区中的正、负电荷间产生的电场,其方向由n区指向p区。
平衡p-n结:
载流子在内建电场的作用下,漂移运动和扩散运动相抵时,所达到 的动态平衡(p-n结的净电流为零)。
2.p-n结能带图
平衡p-n结的能带图
电子
n区
费米能级高
p区 空穴 费米能级低
p’ n’
p n
n区空穴扩散流与
n区电子复合
空穴积累
p区空穴 p区电子
n区电子 n区空穴
扩散区
如何变化的? 代表什么?
正向偏压下载流子分布
P-投射模的刻画

作者简介 : 徐龙玉( 1 9 7 9 一) , 女, 讲师 , 主要从事环 与模范 畴理论 的研究 , E— m m l : x u l o n g y u 3 @1 6 3 . c o n r
第 4期
徐龙玉 , 等: p一投射模的刻画
态, 由于 是 P 一 投射 的, 故存在 g : 一Ⅳ, 使得 7 r g= 由右边 方 图是拉 回图 , 故存 在 同态 h : 一
Ⅳ1 , 使 得 厂=仃 h . 故 是 PⅣ . 一 投 射模.
肘
三
刻划 P一 投射模 , 并对半单环 , P一 遗传环作 出一些
中图分类号 : O 1 5 3 . 3 ; O1 5 4 文献 标 志 码 : A 文章编号 : 1 0 0 1 —8 3 9 5 ( 2 0 1 3 ) o 4一o 5 o 0一 o 4 d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1— 8 3 9 5 . 2 0 l 3 . o 4 . 0 o 3
V0 1 . 3 6. N o . 4
P一 投 射 模 的 刻 画
徐 龙 玉 , 王芳贵2 , 陈翰林
.四川师范大学 数学与软件科学学 院,四川 成都 6 1 O O 6 6 ) ( 1 . 西南科技大学 理学 院, 四川 绵 阳 6 2 1 0 1 0 ; 2
摘要 : 模 称为 P一投射模 , 是指对任意 一模 J 7 、 r 的任意循环子模 , 同态, : 一Ⅳ / 能提 升为 同态 g : 一 给出了 P一投 射模 的一 些新 刻 划 , 证 明 了 是 P一投 射模 当且仅 当对 任 何有 限生 成 模 K有 E _ ( , K )= 0当且仅 当对 R的任何左理 想 , 有E 】 【 t ( M, R / I )= 0 . 并 利用 P一投射 性与 ,一内射性 给 出了 半单环 的新刻划 , 证 明了 R是半单环当且 仅当每个模是 P一投射模 当且仅 当每个模 是,一内射模. 最后为 了 进 一步揭示 P一投射模的子模 的性质 , 引入 了 P一遗传环的概念 , 证 明了 是 P一遗传环 当且 仅当有限生成 模的内射维 数不超过 1 . 关键词 : P一 投射模 ;C一内射模 ; f一内射模 ; 半单环 ; P一遗传环
关于P-投射模

() 2 每个 n - 投射左 R 模的商模是 n . . . 投射左 P
R 模. .
H m ( R ) E t( R ) E t( R ) o 尺 A, a 一 k C, a 一 B, a 一
№ 。 3
Au . 0 7 g20
关 于 P投 射 模 .
苗佳 晶
( 牡丹江师范学院 数学系, 黑龙江 牡丹江 17 1) 50 2
摘 要 : 本文引入了 P投射模 ,-投射模 ,p np - G- 投射模概念 . 由此构造了两种特殊的环:.半单环与 G- np - p 半单
环, 并用新引入 的模对它们分 别进行 了刻化 .
关键 词 : P投射模;. 投射模; p n- p G- 投射模; 半单环; p I_ 卜 半单环;p G- 半单环
中图分类 号 :133 05 .
文献 标识 码 : 文章 编 号 :00 80 20)3 00 — 2 A 10 —1 一(070 — 19 0 4
本文中的环 尺均是有单位元 的结合环 , 模均指 酉模 . 在本文中, 首先引入 P 投射模的概念 , . 并研究
O — H mR M , a 一 H mR M ,\ o ( R ) o ( J)一 7 r
J) 7 一 \ r
H m ( N R )一 £( R ) E t( o 置 M, / a M, a 一 x, M,
由() 满 , 2丌 根据文献 [] 1 中的定理 7 6 对任 ., 显然有 : 1 投射模是 P 投射模 , () . 自由模是投射 意 的左 尺 模 有 , f M ,\ . ( J)= 0 7 r . 模, 亦是 P 投射模 . _ 所以 E f M, a ( R )= 0 反 之若 t M , a . ( R )= () 是 P 投射左 尺 模 , 2M . . 则对 V左 尺 模满同 . 态 丌 A— B, : 其中 kr 是 A的循环子模 , e ̄ r 任意左 尺 .
模具词汇中英文对照

模具方面:定位圈 locating ring唧嘴 spruebush (浇口套)A板 Aplate (定模板)B板 Bplate(动模板)方铁 spacer block (垫铁)底板 bottom clamp plate(动模底板)面板 top clamp plate(定模底板)顶针 ejector pin(顶杆)直边钉 guide pin (导柱)托司 shoulder guide bush(导套)直司 straight guide bush(导柱)回针 returnpin(回程杆)细水口边钉 support pin(副导柱)蓝弹簧 blue spring(回程弹簧)水口推板 runner stripper plate(卸流道板)中边钉 ejector guide pin (顶板导柱)顶针板 ejector retainer plate(顶杆固定板)顶针底板 ejectorplate(顶杆垫板)撑头 support pollar(支撑柱)垃圾钉 stop pin (限位钉)呵 core (后模肉内镶件)后模肉 back mold body(后模镶件)前模肉 cavity(前模镶件)扣鸡 P-lock模芯 Parting Core局部视图 Partial View冷料# Cold Slag线切割 Wire E.D.M轮廊 Contour螺纹孔 Tapping Hole连接件 Fittings斜针 Angle Pin接合 Engage替换镶件Interchangeable Mold Inserts指定吨位的注塑机 Specific Press水嘴接头 Water Fittings螺纹 Eyebolt Thread回针 Return Pin二级顶出针 Sub-Leaderd Pin加硬 Harden唧嘴 Sprue设计筒图 Preliminary Design 名称块表 Title Block 版本标识 Revision Level材料清单 BOM制模 Build Mold手动滑块 Hand loaded Slide漏水测试 Leak Test流道排气 Runner Vents抛光 Draw Polish侧抽芯 Side Action加强筋 Rib三角撑 Gusset柱子 Boss出模斜度 Draft外廊 Contour落单会议 Kick-Off Meeting装卸孔 Handling Hole运输安全带 Mold strap码模槽 Clamp Slot撑头 Support Pillar螺牙1/2-13 Eye Bolt 1/2-13Tap导柱位 Leader Pin Location偏移量 Offset水塞 Water Line Plug撬模槽 Ply Slot重新加工 Reworked配件 Components补偿 Compensation平面度 Parallel倒角 Chamfer模胚 Mold Base热嘴 Hot nozzle火花机 Edm熔接线 Welding line压机 Press晒纹 Texture梯形 Trapezoid凸缘、法兰 Flange方铁 Spacer Block顶针板 Ejector Plate顶针底板 Ejector Retainer Plate垫板 Retainer Plate后模镶针 Core Pin拉圾钉 Stop Pin有托顶针 Shoulder Ejector Pin顶针板导套 Guided Ejection Bushing针板导柱 Guided Ejection Leader Pin唧嘴 Sprue Bushing三板模延伸式唧嘴 Extension Nozzle Bushing 水口板导套 Runner Stripper Plate Bushing 定位圈(法兰) Locating Ring管钉(定位销) Dowel Pin管状管钉 Tubular Dowel吊环 Safety Hoist Ring日期印 Dating Insert环保印 Recycling Insert气顶 Air Poppet Valve截水口镶件 Runner Shut-Off Insert早回 Early Ejector Return加速项 Accelerated Ejector客户 Client产品名 Part Name产品编号 Part No缩水 Shrinkage版本 Rev模胚 Mold Base下模镶件 Core Block上模镶件 Cavity Block小镶件 Sub-Insert下模小镶件 Core Sub-Insert上模小镶件 Cavity Sub-Insert行位 Slide行位镶件 Slide Insert压条 Gib压紧块(铲机) Wedge block硬片(摩擦片) Wear Plate水口镶件 Runner Bar弹簧 Spring水口勾针 Sprue Puller Pin顶针 Ejector Pin撑头 Support Pillar直身锁 Straight interlock斜度锁 Tapped interlock锁模板 Safety Bar‘O’令(密封圈) O'Ring喉塞 Plug隔水片 Baffle波子螺丝(行位定位螺丝) Ball-Catched 斜顶 Lifter控制开关 Switch成型热固性塑胶模具 Thermoset Mold三板模 3-Plat Mold分型面 Parting Line司筒 Ejector Sleeve垫圈 Washer熔接线(夹水纹) Weldline勾针 Sucker Pin回针板 Retainer Plate顶出板 Knock -Out Plate电动安全开关Electrical-Safety Switch 脱开 Cut Of Position预先决定 Preload缓冲器 Bumper衬垫 Cushion公差 Tolerance突然性动作 Slam销针 Dowel钩槽 Gib精磨 Finished通框 Through Pocket粘后模 Sticking Core粘水口 Sticking Sprue夹水纹 Weld Line变形 Warpage走水不平均 Filling Uneven走不齐 Short Shot挂成品 Part Hanging漏水 Water Leakage刮花(擦伤) Galling漏电 Ele Leakage困气 Air Trapping温度 Temperature注塑模 Injection Mold入水 Gate试板 Sampling / mold trial压力 Pressure倒圆 Fillet顶棍 Ejector顶白 Stress Mark粘前模 Sticking Cav名称块表 Title Block版本标识 Revision Level材料清单 Stock List斜导柱(斜边) Angle PinA板 A'plateB板 B'plate倒扣 Under-Cut披峰 Flash氮化 Nitride不规则四边形Trapezoid雕刻 Engraving出模角 Draft分模面 Parting Line擦位 Shut-Off(S/0)导套 Bushing回针 Return Pin加硬 Harden丝印 Silkprint不干胶 Adhesive Sticker导向针 Guide Din公差 Tolerance线切割 Wire-Cut电火花 Edm抛光 Polishing蚀纹 Texture探热针 Thermocouple三打螺丝毫(限螺丝) Stripper Bolt司筒 Ejector Sleeve导柱 Leader Pin冷料井 Cold Slag线切割 Wire E.D.M.螺纹孔 Tapping Hole连接件 Fittings斜针 Angle Pin接合 Engage替换镶件 Interchangeable Mold Inserts 指定吨位的注塑机 Specific Press水嘴接头 Water Fittings螺纹 Eyebolt Thread回针 Stop Pin二级顶出针 Sub-Leader Pin镶件 Mold Insert锁定位 Lock楔子(铲鸡) Wedge高产量模量 High Volume Running Mold剖面图 Cross Section模具结构 Mold Construction模芯 Parting Core局部视图 Partial View热流道 Manifold热嘴 Hot Nozzle型腔数 Cav No模号 Mold No胶料 Material尺寸 Dimension重要尺寸 Critical Dimension雕刻 Engrave托司 EJ.GUIDE PIN模具专业英语入水:gate 进入位:gate location 水口形式:gate type 大水口:edge gate细水口:pin-point gate 水口大小:gate size 转水口:switching runner/gate 唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold 热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate 圆形流道:round(full/half runner流道电脑分析:mold flow analysis 流道平衡:runner balance热嘴:hot sprue 热流道板:hot manifold发热管:cartridge heater 探针: thermocouples插头:connector plug 插座:connector socket密封/封料:seal三、运水:water line 喉塞:line lpug喉管:tube塑胶管:plastic tube 快速接头:jiffy quick connector plug/socker四、模具零件:mold components三板模:3-plate mold 二板模:2-plate mold边钉/导边:leader pin/guide pin 边司/导套:bushing/guide bushing中托司:shoulder guide bushing 中托边L:guide pin顶针板:ejector retainner plate 托板:support plate螺丝:screw 管钉:dowel pin开模槽:ply bar scot 内模管位:core/cavity inter-lock 顶针:ejector pin 司筒:ejector sleeve司筒针:ejector pin 推板:stripper plate缩呵:movable core,return core core puller扣机(尼龙拉勾):nylon latch lock 斜顶:lifter模胚(架):mold base 上内模:cavity insert下内模:core insert 行位(滑块):slide镶件:insert 压座/斜鸡:wedge耐磨板/油板:wedge wear plate 压条:plate撑头: support pillar 唧嘴:sprue bushing挡板:stop plate 定位圈:locating ring锁扣:latch 扣鸡:parting lock set推杆:push bar 栓打螺丝:S.H.S.B顶板:eracuretun 活动臂:lever arm分流锥:spure sperader 水口司:bush垃圾钉:stop pin 隔片:buffle弹弓柱:spring rod 弹弓:die spring中托司:ejector guide bush 中托边:ejector guide pin镶针:pin 销子:dowel pin波子弹弓:ball catch产品成形不良用语英汉对照aberration 色差atomization ?化bank mark ?料纹bite 咬入blacking hole 涂料孔(铸疵) blacking scab 涂料疤blister 起泡blooming 起霜low hole 破孔blushing 泛白body wrinkle 侧壁皱纹breaking-in 冒口带肉bubble 膜泡burn mark 糊斑burr 毛边camber 翘曲cell 气泡center buckle 表面中部波皱check 细裂痕checking 龟裂chipping 修整表面缺陷clamp-off 铸件凹痕collapse 塌陷color mottle 色斑corrosion 腐蚀crack 裂痕crazing 碎裂crazing 龟裂deformation 变形edge 切边碎片edge crack 裂边fading 退色filler speak 填充料斑fissure 裂纹flange wrinkle 凸缘起皱flaw 刮伤flow mark 流痕galling 毛边glazing 光滑gloss 光泽grease pits 污斑grinding defect 磨痕haircrack 发裂haze 雾度incrustation 水锈indentation 压痕internal porosity 内部气孔mismatch 偏模mottle 斑点necking 缩颈nick 割痕orange peel 橘皮状表面缺陷overflow 溢流peeling 剥离pit 坑pitting corrosion 点状腐蚀plate mark 模板印痕pock 麻点pock mark 痘斑resin streak 树脂流纹resin wear 树脂脱落riding 凹陷sagging 松垂saponification 皂化scar 疤痕scrap 废料scrap jam 废料阻塞scratch 刮伤/划痕scuffing 深冲表面划伤seam 裂痕shock line 模口挤痕short shot 充填不足shrinkage pool 凹孔sink mark 凹痕skin inclusion 表皮折叠straightening 矫直streak 条状痕surface check 表面裂痕surface roughening 橘皮状表皮皱折surging 波动sweat out 冒汗torsion 扭曲warpage 翘曲wav iness 波痕webbing 熔塌weld mark 焊痕whitening 白化wrinkle 皱纹10. cast steel 铸钢13. bronze 青铜14. brass 黄铜15. copper 合金16. stainless steel不锈钢plate电镀mold成型注塑模部分中英文对照塑料成形模具mould for plastics热塑性塑料模mould for thermoplastics热固性塑料模mould for thermosets压缩模compression mould压注模、传递模transfer mould注射模injection mould热塑性塑料注射模injection mould for thermoplastics 热固性塑料注射模injection mould for thermoses模具专业英语入水:gate 进入位:gate location 水口形式:gate type 大水口:edge gate细水口:pin-point gate 水口大小:gate size 转水口:switching runner/gate唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold 热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate 圆形流道:round(full/half runner流道电脑分析:mold flow analysis 流道平衡:runner balance热嘴:hot sprue 热流道板:hot manifold发热管:cartridge heater 探针: thermocouples插头:connector plug 插座:connector socket密封/封料:seal三、运水:water line 喉塞:line lpug 喉管:tube塑胶管:plastic tube 快速接头:jiffy quick connector plug/socker四、模具零件:mold components三板模:3-plate mold 二板模:2-plate mold边钉/导边:leader pin/guide pin 边司/导套:bushing/guide bushing中托司:shoulder guide bushing 中托边L:guide pin顶针板:ejector retainner plate 托板:support plate螺丝:screw 管钉:dowel pin开模槽:ply bar scot 内模管位:core/cavity inter-lock顶针:ejector pin 司筒:ejector sleeve司筒针:ejector pin 推板:stripper plate缩呵:movable core,return core core puller扣机(尼龙拉勾):nylon latch lock 斜顶:lifter模胚(架):mold base 上内模:cavity insert下内模:core insert 行位(滑块):slide镶件:insert 压座/斜鸡:wedge耐磨板/油板:wedge wear plate 压条:plate撑头: support pillar 唧嘴:sprue bushing挡板:stop plate 定位圈:locating ring锁扣:latch 扣鸡:parting lock set推杆:push bar 栓打螺丝:S.H.S.B 活动臂:lever arm分流锥:spure feeder 水口司:bush垃圾钉:stop pin 隔片:buffle弹弓柱:spring rod 弹弓:die spring中托司:ejector guide bush 中托边:ejector guide pin镶针:pin 销子:dowel pin波子弹弓:ball catch模具钢材及零件英语模具钢材alloy tool steel 合金工具钢aluminium alloy 铝合金钢carbon tool steel 碳素工具钢prehardened steel 顶硬钢silicon steel sheet 硅钢板stainless steel 不锈钢。
模具英语

模具专业英语入水:gate 进入位:gate location 水口形式:gate type 大水口:edge gate 细水口:pin-point gate 水口大小:gate size 转水口:switching runner/gate唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold 热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate 圆形流道:round(full/half runner流道电脑分析:mold flow analysis 流道平衡:runner balance热嘴:hot sprue 热流道板:hot manifold发热管:cartridge heater 探针: thermocouples插头:connector plug 插座:connector socket密封/封料:seal三、运水:water line 喉塞:line lpug 喉管:tube塑胶管:plastic tube 快速接头:jiffy quick connector plug/socker四、模具零件:mold components三板模:3-plate mold 二板模:2-plate mold边钉/导边:leader pin/guide pin 边司/导套:bushing/guide bushing中托司:shoulder guide bushing 中托边L:guide pin顶针板:ejector retainner plate 托板:support plate螺丝:screw 管钉:dowel pin开模槽:ply bar scot 内模管位:core/cavity inter-lock顶针:ejector pin 司筒:ejector sleeve司筒针:ejector pin 推板:stripper plate缩呵:movable core,return core core puller扣机(尼龙拉勾):nylon latch lock 斜顶:lifter模胚(架):mold base 上内模:cavity insert下内模:core insert 行位(滑块):slide镶件:insert 压座/斜鸡:wedge耐磨板/油板:wedge wear plate 压条:plate撑头: support pillar 唧嘴:sprue bushing挡板:stop plate 定位圈:locating ring锁扣:latch 扣鸡:parting lock set推杆:push bar 栓打螺丝:S.H.S.B顶板:eracuretun 活动臂:lever arm分流锥:spure sperader 水口司:bush垃圾钉:stop pin 隔片:buffle弹弓柱:spring rod 弹弓:die spring中托司:ejector guide bush 中托边:ejector guide pin镶针:pin 销子:dowel pin波子弹弓:ball catch模具成形不良用语英汉对照aberration 色差atomization ?化 bank mark ?料纹bite 咬入blacking hole 涂料孔(铸疵) blacking scab 涂料疤blister 起泡blooming 起霜low hole 破孔blushing 泛白body wrinkle 侧壁皱纹 breaking-in 冒口带肉bubble 膜泡burn mark 糊斑 burr 毛边camber 翘曲cell 气泡center buckle 表面中部波皱 check 细裂痕checking 龟裂chipping 修整表面缺陷clamp-off 铸件凹痕collapse 塌陷color mottle 色斑corrosion 腐蚀crack 裂痕crazing 碎裂crazing 龟裂deformation 变形edge 切边碎片edge crack 裂边fading 退色filler speak 填充料斑fissure 裂纹flange wrinkle 凸缘起皱flaw 刮伤flow mark 流痕galling 毛边glazing 光滑gloss 光泽grease pits 污斑grinding defect 磨痕haircrack 发裂haze 雾度incrustation 水锈indentation 压痕internal porosity 内部气孔mismatch 偏模mottle 斑点necking 缩颈nick 割痕orange peel 橘皮状表面缺陷overflow 溢流peeling 剥离pit 坑pitting corrosion 点状腐蚀plate mark 模板印痕pock 麻点pock mark 痘斑resin streak 树脂流纹resin wear 树脂脱落riding 凹陷sagging 松垂saponification 皂化scar 疤痕scrap 废料scrap jam 废料阻塞scratch 刮伤/划痕scuffing 深冲表面划伤seam 裂痕shock line 模口挤痕short shot 充填不足shrinkage pool 凹孔sink mark 凹痕skin inclusion 表皮折叠straightening 矫直streak 条状痕surface check 表面裂痕surface roughening 橘皮状表皮皱折surging 波动sweat out 冒汗torsion 扭曲warpage 翘曲waviness 波痕webbing 熔塌weld mark 焊痕whitening 白化wrinkle 皱纹各式模具分类用语英汉对照landed plunger mold 有肩柱塞式模具burnishing die 挤光模landed positive mold 有肩全压式模具button die 镶入式圆形凹模loading shoe mold 料套式模具center-gated mold 中心浇口式模具loose detail mold 活零件模具chill mold 冷硬用铸模loose mold 活动式模具clod hobbing 冷挤压制模louvering die 百叶窗冲切模composite dies 复合模具manifold die 分歧管模具counter punch 反凸模modular mold 组合式模具double stack mold 双层模具multi-cavity mold 多模穴模具electroformed mold 电铸成形模multi-gate mold 复式浇口模具expander die 扩径模offswt bending die 双折冷弯模具extrusion die 挤出模palletizing die 叠层模family mold 反套制品模具plaster mold 石膏模blank through dies 漏件式落料模porous mold 通气性模具duplicated cavity plate 复板模positive mold 全压式模具fantail die 扇尾形模具pressure die 压紧模fishtail die 鱼尾形模具profile die 轮廓模flash mold 溢料式模具progressive die 顺序模gypsum mold 石膏铸模protable mold 手提式模具hot-runner mold 热流道模具prototype mold 雏形试验模具ingot mold 钢锭模punching die 落料模lancing die 切口模raising(embossing) 压花起伏成形re-entrant mold 倒角式模具sectional die 拼合模runless injection mold 无流道冷料模具sectional die 对合模具segment mold 组合模semi-positive mold 半全压式模具shaper 定型模套single cavity mold 单腔模具solid forging die 整体锻模split forging die 拼合锻模split mold 双并式模具sprueless mold 无注道残料模具squeezing die 挤压模stretch form die 拉伸成形模sweeping mold 平刮铸模swing die 振动模具three plates mold 三片式模具trimming die 切边模unit mold 单元式模具universal mold 通用模具unscrewing mold 退扣式模具yoke type die 轭型模各种模具常用成形方式英汉对照accurate die casting 精密压铸powder forming 粉末成形calendaring molding 压延成形powder metal forging 粉末锻造cold chamber die casting 冷式压铸precision forging 精密锻造cold forging 冷锻press forging 冲锻compacting molding 粉末压出成形rocking die forging 摇动锻造compound molding 复合成形rotary forging 回转锻造compression molding 压缩成形rotational molding 离心成形dip mold 浸渍成形rubber molding 橡胶成形encapsulation molding 注入成形sand mold casting 砂模铸造extrusion molding 挤出成形shell casting 壳模铸造foam forming ?泡成形sinter forging 烧结锻造forging roll 轧锻six sides forging 六面锻造gravity casting 重力铸造slush molding 凝塑成形hollow(blow) molding 中空(吹出)成形squeeze casting 高压铸造hot chamber die casting 热室压铸swaging 挤锻hot forging 热锻transfer molding 转送成形injection molding 射出成形warm forging 温锻investment casting 精密铸造matched die method 对模成形法laminating method 被覆淋膜成形low pressure casting 低压铸造lost wax casting 脱蜡铸造matched mould thermal forming 对模热成形模机械类常用英语:冲压模具-零件类punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块机械类常用英语:冲压模具-模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模)feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板) outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板冲压模具-冲压名称类英汉对照plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号)shearing剪断tick-mark nearside正面压印tick-mark farside反面压印extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量模具工程常用词汇英汉对照——3high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔revision版次part number/P/N料号good products良品scraped products报放心品defective products不良品finished products成品disposed products处理品barcode条码flow chart流程表单assembly组装stamping冲压molding成型spare parts=buffer备品coordinate座标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave凸convex凹short射料不足nick缺口shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill锉plane刨grind磨drill铝boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机模具工程常用词汇英汉对照——2stock age analysis sheet库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明year-end physical inventory difference analysis sheet 年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁模具工程常用词汇英汉对照die 模具figure file, chart file图档cutting die, blanking die冲裁模progressive die, follow (-on)die连续模compound die复合模punched hole冲孔panel board镶块to cutedges=side cut=side scrap切边to bending折弯to pull, to stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印upsiding down edges翻边to stake铆合designing, to design设计design modification设计变化die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board模板padding block垫块stepping bar垫条upper die base上模座lower die base下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品spring 弹簧bolt螺栓document folder文件夹file folder资料夹to put file in order整理资料spare tools location手工备品仓first count初盘人first check初盘复棹人second count 复盘人second check复盘复核人equipment设备waste materials废料work in progress product在制品casing = containerazation装箱quantity of physical invetory second count 复盘点数量quantity of customs count会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位summary of year-end physical inventory bills年终盘点截止单据汇总表bill name单据名称This sheet and physical inventory list will be sent to accounting department together (Those of NHK will be sent to financial department)本表请与盘点清册一起送会计部-(NHK厂区送财会部)Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO.空白与作废单号plate电镀mold成型material for engineering mold testing工程试模材料not included in physical inventory不列入盘点sample样品incoming material to be inspected进货待验description品名steel/rolled steel钢材material statistics sheet物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席present members出席人员subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheetPCE组装厂生产排配表model机锺work order工令revision版次remark备注production control confirmation生产确认checked by初审approved by核准department部门模具钢材及零件英语模具钢材alloy tool steel 合金工具钢aluminium alloy 铝合金钢bearing alloy 轴承合金blister steel 浸碳钢bonderized steel sheet 邦德防蚀钢板carbon tool steel 碳素工具钢clad sheet 被覆板clod work die steel 冷锻模用钢emery 金钢砂ferrostatic pressure 钢铁水静压力forging die steel 锻造模用钢galvanized steel sheet 镀锌铁板hard alloy steel 超硬合金钢high speed tool steel 高速度工具钢hot work die steel 热锻模用钢low alloy tool steel 特殊工具钢low manganese casting steel 低锰铸钢marging steel 马式体高强度热处理钢martrix alloy 马特里斯合金meehanite cast iron 米汉纳铸钢meehanite metal 米汉纳铁merchant iron 市售钢材molybdenum high speed steel 钼系高速钢molybdenum steel 钼钢nickel chromium steel 镍铬钢prehardened steel 顶硬钢silicon steel sheet 硅钢板stainless steel 不锈钢tin plated steel sheet 镀锡铁板tough pitch copper 韧铜troostite 吐粒散铁tungsten steel 钨钢vinyl tapped steel sheet 塑料覆面钢板零件英语punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location 定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块塑件&模具相关英文compre sion molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝striper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold手持式模具移转成型用模具encapsulation molding低压封装成型射出成型用模具two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道h=0.02~0.05mmw=3.2mmL=3~5mmwelding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口H=F=1/2t~1/5tT=2.5~3.5mmdiaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Φ0.8~1.0mmRunner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣sprue lock pin料头钩销(拉料杆) 塑件模具相关英文——2eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头钩销(拉料杆) slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口diaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Runner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣塑件模具相关英文——1compre sion molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝striper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold手持式模具encapsulation molding低压封装成型、射出成型用模具two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道welding line熔合痕模具相关英语——8stop screw止付螺丝located pin定位销outer bush外导套模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模)feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板) outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板零件类punch冲头insert入块(嵌入件) deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块模具相关英语——7emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号)shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量五金零件类inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱模具相关英语——6drill钻boring镗blinster气泡through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机模具工程类plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)bending折弯trim切边模具相关英语——5spare parts=buffer备品coordinate坐标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave 凹convex凸short射料不足nick缺口speck瑕疪shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill锉plane刨grind磨模具相关英语——4baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔revision版次part number/P/N料号good products良品scraped products报放心品defective products不良品finished products成品disposed products处理品barcode条形码flow chart流程窗体assembly组装stamping冲压molding成型模具相关英语——3difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板模具相关英语——2steel/rolled steel钢材material statistics sheet物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席present members出席人员subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheetPCE组装厂生产排配表model机钟work order工令revision版次remark备注production control confirmation生产确认checked by初审approved by核准department部门stock age analysis sheet库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明year-end physical inventory difference analysis sheet年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量模具相关英语——1padding block垫块stepping bar垫条upper die base上模座lower die base下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品spring 弹簧bolt螺栓document folder活页夹file folder资料夹to put file in order整理资料spare tools location手工备品仓first count初盘人first check初盘复棹人second count 复盘人second check复盘复核人equipment设备waste materials废料work in progress product在制品casing = containerazation装箱quantity of physical invetory second count 复盘点数量quantity of customs count会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位summary of year-end physical inventory bills年终盘点截止单据汇总表bill name单据名称This sheet and physical inventory list will be sent to accounting department together (Those o f NHK will be sent to financial department)本表请与盘点清册一起送会计部-(NHK厂区送财会部)Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO.空白与作废单号plate电镀mold成型material for engineering mold testing工程试模材料not included in physical inventory不列入盘点sample样品incoming material to be inspected进货待验description品名101个热处理常用英文词汇1. indication 缺陷2. test specimen 试样3. bar 棒材4. stock 原料5. billet 方钢,钢方坯6. bloom 钢坯,钢锭7. section 型材8. steel ingot 钢锭9. blank 坯料,半成品10. cast steel 铸钢11. nodular cast iron 球墨铸铁12. ductile cast iron 球墨铸铁13. bronze 青铜14. brass 黄铜15. copper 合金16. stainless steel不锈钢17. decarburization 脱碳18. scale 氧化皮19. anneal 退火20. process anneal 进行退火21. quenching 淬火22. normalizing 正火23. Charpy impact text 夏比冲击试验24. fatigue 疲劳25. tensile testing 拉伸试验26. solution 固溶处理27. aging 时效处理28. Vickers hardness维氏硬度29. Rockwell hardness 洛氏硬度30. Brinell hardness 布氏硬度31. hardness tester硬度计32. descale 除污,除氧化皮等33. ferrite 铁素体34. austenite 奥氏体35. martensite马氏体36. cementite 渗碳体37. iron carbide 渗碳体38. solid solution 固溶体39. sorbite 索氏体40. bainite 贝氏体41. pearlite 珠光体42. nodular fine pearlite/ troostite屈氏体43. black oxide coating 发黑44. grain 晶粒45. chromium 铬46. cadmium 镉47. tungsten 钨48. molybdenum 钼49. manganese 锰50. vanadium 钒51. molybdenum 钼52. silicon 硅53. sulfer/sulphur 硫54. phosphor/ phosphorus 磷55. nitrided 氮化的56. case hardening 表面硬化,表面淬硬57. air cooling 空冷58. furnace cooling 炉冷59. oil cooling 油冷60. electrocladding /plating 电镀61. brittleness 脆性62. strength 强度63. rigidity 刚性,刚度64. creep 蠕变65. deflection 挠度66. elongation 延伸率67. yield strength 屈服强度68. elastoplasticity 弹塑性69. metallographic structure 金相组织70. metallographic test 金相试验71. carbon content 含碳量72. induction hardening 感应淬火73. impedance matching 感应淬火74. hardening and tempering 调质75. crack 裂纹76. shrinkage 缩孔,疏松77. forging 锻(件)78. casting 铸(件)79. rolling 轧(件)80. drawing 拉(件)81. shot blasting 喷丸(处理)82. grit blasting 喷钢砂(处理)83. sand blasting 喷砂(处理)84. carburizing 渗碳85. nitriding 渗氮86. ageing/aging 时效87. grain size 晶粒度88. pore 气孔89. sonim 夹砂90. cinder inclusion 夹渣91. lattice晶格92. abrasion/abrasive/rub/wear/wearing resistance (property) 耐磨性93. spectrum analysis光谱分析94. heat/thermal treatment 热处理95. inclusion 夹杂物96. segregation 偏析97. picking 酸洗,酸浸98. residual stress 残余应力99. remaining stress 残余应力100. relaxation of residual stress 消除残余应力101. stress relief 应力释放模具相关英语(5)semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号)shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模)feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板) outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板零件类insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块模具相关英语(4)coordinate坐标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光。
蛋白同源建模及分子对接知识讲解

蛋白模型 局部(每个氨基酸)Z-score
Z-score在pdb数据库中所有蛋白中的分布
接近91% >80% -0.10 ~ 0.10 <1.0
Autodock 4.0分子对接
• 受体:以Swiss-model构建的CueO模型为例, 未经优化。
• 配体:文献中所给出的CueO的底物之一— —二乙醇胺(Diethanolamine)
Diethan olamine
准备受体和配体 CueO
Grid box参数设置
分子对接结果展示
待解决的问题
• 1. 蛋白模型的评估还需完善。 • 2.蛋白模型的优化:因为在线网站Chiron
的优化效果并不好,所以在查阅文献后, 拟用本地软件olex2进行局部优化。 • 3.分子对接的评价。 • 4.为确定酶底物,最好补充一个虚拟底物 筛选试验,拟用Autodock Vina软件完成。
中的区域。可能是因为预测模型中Cu离子的缺失,导致 对活性周围的残基电子云分布,肽键角度,二级结构等 造成了影响。
蛋白模型的优化
Chiron网站界面
Chiron优化前后分子能量对比
Save检测优化后的模型
项目 Procheck Ramachandran plot
ERRAT Overall quality factor Verify3d Averaged 3D-1D score>0.2 Prove Z-score average Z-score RMS
模的投射性质和K群

:塑童堑苎查兰丝圭兰竺丝圭:::!:中文摘要投射模和内射模是环模理论中最重要的模类,它们也构成了同调代数的主要研究对象。
它们性质的研究有着非常重要的意义和广泛的应用。
本论文研究了模的投射性质,并利用Grothendieck群对之进行刻画。
我们首先引进了拟主投射模的概念,从而得到了一类新的投射性质,接着,我{f下31进并研究了纯投射模,从而从另外的角度对模的投射性进行了刻画,利用Grothendieck群,使我们对这类新模从整体上进行了刻画。
对偶于投射性,我们研究了内射模的Grothendieck群,进而使代数K理论的研究首次拓展到了内射模上。
在第一章中,我们研究了拟主投射模的性质,得到了如下结果:定理l14令M为拟主投射模,s,t∈S=End(Mp),则有:(n)若s(M)可嵌入t(M)中,则s5T可嵌入£s中。
(D)若t(M)是s(M)的同态像,则tS是ss的同态像。
(c)若s(n矿)型t(M),贝0tS型ss。
设s为模M的一自同态,令△,={t∈sJIm(t)CIm(s)},我们得到r拟主投射模的一个特征刻画。
定理1.16设M为右R一模,S=End(Ma),则下列说法等价:(a)M为拟主投射模。
(b)对于任意s∈s,△。
=sS。
(c)若Im(t)Clm(s),贝0≠s∈ss。
在第二章中,我们引进了纯投射模,并且研究了纯投射模的性质,讨论了它与纯稳定自由模之间的联系。
进一步地,我们由有限生成纯投射模定义了环的l(oR群,在Ar0R群中,得到了如下结论:定理2.10设P为有限生成纯投射右R一模,则下列说法等价:(a)P为纯稳定自由模。
湖南师范大学硕士学位论文2(h)P是满同态a:M一Ⅳ的核,其中M,Ⅳ都是有限生成纯自由模。
(c)P有有限分解0一Mt乌舰一。
驾…一M立%立,1—0,其中舰为有限生成纯自由模且Ker(dj)为M,的纯子模,z=l,2.·一,n;J=1,2,-一,n一1。
定理2.14没P)Q为有限生成纯投射几一模,.,旦R,1+J∈Ⅳ(冗),且.,P,.,Q分别为P1Q的纯子模,则P/JP笺Q/JQ当且仅当P望Q。
X射线单晶结构分析ppt课件

60º+ 4/6c
4
6
60º+ 5/6c
5
六重反轴
6
– 60º+ 倒反
完整版PPT课件
14
镜面和滑移面
2. 晶体对称性
记号
滑移量
镜面
m
轴滑移面
a
b
c
对角滑移面
n
金刚石滑移面 d
1/2a 1/2b 1/2c ½(a+b), ½(a+c), ½(b+c) ½(a+b+c) ¼(ac), ¼(b c), ¼(abc)
X射线 结构分析
晶体
超分子化学
晶体工程
材料化学
非共价键组装的 超分子固体
完整版PPT课件
配位高聚物
5
1. 前言
结构测试流程
测晶胞参数 收强度数据
培养 晶体
结构解析
结构描述 解释
完整版PPT课件
投稿 发表
6
2. 晶体对称性
2.1 晶体结构周期性和点阵
晶体: 原子(或分子、离子)在空间周期性 排列所构成的固体物质
完整版PPT课件
33
3.晶体结构测定方法
主要公式:
H1 = H2 + H3 (S 关系 ) 2
tan j = H1
S |E | |E | sin(j + j ) H2 H3 H2 H3
S |E | |E | cos(j + j )
H2 H3
H2 H3
P = ½ + ½ tanh[(N)–½ E E E ] H1 H2 H3
11
2. 晶体对称性
对称元素及其表示
对称轴
半导体物理_P-N结
x
0
xn
区
CUIT
过渡区 现代半导体器件物理与工艺
p-n结 10
热平衡状态下的p-n结
同理,可得n型中性区相对于费米能级的静电势为
1 kT N D n ( Ei EF ) x xn ln( ) q q ni
由上二式可计算出在不同掺杂浓度时,硅和砷化镓的 p 和ψ n 值的大小,如图所示.对于一给定掺杂的浓度,因为砷化镓有 较小的本征浓度,其静电势较高. 0.8
p型中性区
型中性区 np-n结 9
热平衡状态下的p-n结
由于
ND N A p n 0
冶金结 静 电 势 电 子 势 能 Ei q p
q a qVbi EC EF Ei EV
对于p型中性区,假设 ND=0 和 p>>n 。 p 型 中 性 n 区相对于费米能级的静 电电势,在图中标示为 ψ p,可以由设定ND=n=0 及将结果p=NA代入式 冶金结中突变掺杂的p-n结
0 0
xn xn
x x
耗尽区 耗尽区
p-n结 12
CUIT
(c)空间电荷分布
现代半导体器件物理与工艺 (d)空间电荷的长方形近似
热平衡状态下的p-n结
s d 2 dE q ( N D N A p n) dx s s dx 2
d 2 q (N A N D ) 2 s dx
p
n
EC
EC EF EV
EF EV
CUIT
现代半导体器件物理与工艺
p-n结 4
热平衡状态下的p-n结
当p型和n型半导体紧密结合时,由于在结上载流子存在大 的浓度梯度,载流子会扩散.在p侧的空穴扩散进入n侧,而n 侧的电子扩散进入p侧. E 当空穴持续离开p侧,在结 n n p p 附近的部分负受主离子NA-未能 够受到补偿,此乃因受主被固定 在半导体晶格,而空穴则可移动 漂移 EC EC EC EF .类似地,在结附近的部分正施 扩散 主离子ND+在电子离开n侧时未能 EC EF EF EV EF 得到补偿.因此,负空间电荷在 E V EV 接近结p侧形成,而正空间电荷 扩散 在接近结n侧形成.此空间电荷 EV 区域产生了一电场,其方向是由 漂移 正空间电荷指向负空间电荷,如 (a) 形成结前均匀掺杂p型和n型半导体 (b)热平衡时,在耗尽区的电场及p-n结能带图 图上半部所示.
模具英语术语

模具英语专有名词1.midsole molded 全插2.insert(haste profile)内仁3.toe 鞋头4.arch 腰身5.sole height 插高6.cross rocker 前掌曲度7.venting hole 排气孔8.radius 半径(R度)/斜度/倒角9.forefoot 前掌10.heel 后跟11.toe spring 前掌翘度12.heel center line 后跟中心线st center line 楦头中心线14.toe center line 鞋头中心线15.side wall 侧墙16.medial/inside(shank area)内腰teral/outside(shank area)外腰18.top gauge 上板19.edge 边唇20.end 出尾21.side wall height 墙高22.top plus thickness 上板加墙23.side wall thickness 侧墙内侧24.logo 商标25.blow window 外露窗口26.air bag 空气表27.flashing 边料28.texture line 饰线29.bottom 底30.bottom gauge 底板31.flex groove 曲折沟32.arch height 腰高33.visible window 可视窗口34.bevel 后跟斜度35.outsole 大底36.top insert 上内仁37.lug 颗粒凸起物38.color dam 隔色沟39.herring bone 水波纹40.gauge 纸板41.cross section 剖面42.projection 投影43.center line 中心线44.adjust 调整45.modify 修饰46.model 模型47.top plate 上板48.middle plate 中板49.bottom plate 下板50.separate plate 隔板51.carrier 小中板52.gasket 窗口塞53.hing 后钮54.handle 把手55.full model 全模型56.locating hole 定位孔57.venting groove 排气沟58.inject mold 射出模59.tolerance 间隙60.column 定位61.steel 铁62.aluminum 铝63.renshape 代木64.wax 腊65.graphite 石墨66.copper 铜67.teflon 铁氟龙68.rubber橡胶69.assembly 组合70.finishing 修整71.texturing 咬花ling machine 铣床73.boring machine 打孔机74.engraving machine 雕刻机75.try machine 试模机76.investment 精密铸造77.parameter 参数78.conventional machining 传统加工79.shrinkage 缩水80.pre-form 粗加工的成品81.worm 补墙(内仁上)82.conventional mold 传统模具press mold 压缩模具84. ramp 斜坡、斜面85.draft 斜面86.slant 倾斜87.exposed area 外露部分88.drop in 落差89.ejector 喷射器、排出器90.dual 双的91.gradual fade 渐消92.spray paint 喷漆93.groove for excess 消料沟94.duralon 前掌片95.sidewall height 墙高96.accessory 附件97.bladder 油包、气泡98.bonding 拉力99.bonding 黑白稿100.by hand 手工101.butting/rough 打粗102.cavity 凹洞103.cementing 刷胶104.cementing comes off 脱胶/压底105.clean 清洁ponent部件107.copper 铜局108.curve 弧度109.decorative stitching 装饰线110.flex area 脚掌两侧111.flex test 拉力测试12.grind edge 磨边113.hand-make texture 钉花114.heating 加热115.heel cap 外后蹄116.injection mold 射出模117.instep 脚背sted upper 楦头鞋面sting 鞋帮120.lining 内里121.light stipple 咬细花122.more flare 边墙肥度加大123.mudguard 挡泥板124.polish 刨光125.protection 护唇126.protection wall 挡墙127.pull staple out 拔钉128.repair cementing 补胶129. size label尺码标130.skive leather 削皮机131.sockliner 鞋垫132.splitting/cross-section 剖切133.stitching groove 车线沟134.stockfitting贴底135.tensile strength tester 拉力机136.toe perforation 鞋头冲孔137.toecap 前片138.tracking 追踪139.trimming 修边140.vamp loop 鞋头穿孔141.vucanizing 硫化142.air bubble 氟泡143.blue print 蓝图144.bottom plate 下模145.cooling 冷却146.delivery mold 交模147.demolding 脱模148.drawing 图纸149.E.D.M(coating)、chrome plating 电镀、放电150.EVA bottom pattern EVA底板151.finished-prod 成品152.fixing 整理153.flat form 平台154.forefoot 前掌155.gauge means 纸板标准156.girth 围度157.grading 级放158.groove 凹槽159.heel view 后视160.height reduction hole 消料孔st pattern 楦底板teral side 外侧163.M/S top gauge 内仁上版164.medial side 内侧165.midfoot 中腰166.midplate 中板167.Middle plate/mainframe 中框168.outsole bottom 大底底版169.original/trial mold 初模170.paper pattern 纸版171.profile pattern 龙骨图172.bumper 缓冲器173.reinforcement 补强174.shank 铁心、足弓、中腰175.sidewall pattern 侧墙版176.size run 分段177.sole maker 底厂178.scooped cut 削腰179.scribe cine 线形饰槽180.toe 鞋头181.toe spring 鞋头翘度182.toe view 前视183.toe bumper 鞋头前包184.top gauge 内仁总版185.top lift glue 贴跟186.top net gauge 内仁下版187.waist 腰身188.wooden-mold 木模189.air hole 气孔190.base thickness 肉厚191.blocker 半成品、预锻模192.bottom filler 鞋底填充物193.caliper 游标尺194.casting 翻砂195.color dam隔色沟196.colorway 配色pounding material 配料pression ratio 压缩比例ling machine 铣床200.distance/gap 距离201.distortion 歪曲202.ending of sidewall 边墙水口203.full size 全套号码204.flat 平台/底花205.flash 水口/肉利/毛边206.hand –make texture 钉花207.hand rubber 加硫底208.instrument hardness 硬度计209.lug 凸块210.midsole insert 后跟回力垫211.moisture tester 湿度计212.mold chasing(tracking)追模213.parting line 分模线214.press by wheel 轮压215.remained material 余料216.ridge 背脊217.recess/concave 凹218.raise 凸219.ripple 齿状波纹220.sand blast 喷砂221.saving material hole 省料孔222.sidewall pattern 侧版223.sculpture 雕刻224.semi-product 半成品225.stud 凸钉226.steel casting 铸/铁模227.surface of mold 镜面228.upper plate 上模229.upper pattern 上版230.wedge 中插231.M/S outside gauge M/S外侧版232.O/S bottom gauge O/S大底版233.M/S inside gauge M/S内侧版234.profile gauge 大底龙骨版235.section gauge 剖视版236. M/S top gauge M/S上版237. top gauge 内仁总版/模口版238.O/S top gauge 大底内仁版239.M/S profile gauge M/S龙骨版240.top net gauge 内仁下版241.O/S top gauge 大底内仁版242.insole soarb 中底版243.M/S top outline M/S外仁版244.inlay sole gauge 鞋垫版st bottom gauge 楦底版246.M/S top outline center M/S外围版247.inside cupwall gauge 马统版248.pumper 防震片249.strip (底花)直条块250.clean window 透明窗251.groove 饰槽(沟行)252.scribe 饰槽(线形)253.air bubble 氟泡254.peak (边墙弧度)最高点255.removable logo plug 活动商标256.ripple 底花(波纹齿状)257.honey comb 剖沟258.air bag&blown molded pvc/tpu 气泡259.injection EVA mold 射出EVA模pression EVA mold 传统EVA模261.sample size 样品号码262.angle 角度263.base 基准面264.mark 记号点265.scale 比例266.silver pen 银色(油性笔)267.no less than 不小于268.no more than 不大于269.modify 修订270.sole thread stitching 车底线puter embroidery 电脑绣花272.sheet 半面板273.brake 卡塞274.spongy leather 海绵皮275.casting leather 软皮276.top lift 天皮277.deboss 高周波278.tooling 制具279.straight verge 直线边缘280.first trial/1st try 第一次试模281.vamp 鞋头片282.tongue 鞋舌283.acrylic plate 亚克力板284.actual size 实际尺寸285.additional molds 追加模286.mockup 模卡287.plain miller machine 平面铣床288.plot out 划分/绘图289.tubing head pressure machine 油压机ling machine 铣床291.planning machine 刨床292.welding area 电氩焊组合区293.grinding machine 磨床294.engraving group 雕刻组295.machining work 机械课296.hand work 钳工课297.shaping machine 仿形刨床298.Flat RB with color dam RB平底隔色299.Protection lip RB with color dam RB 护唇隔色300.RB fourpieces molds RB 四拆301.RB reverse cap RB倒包302.Conventional EV A EV A传统303.EVA footbed EVA脚床304.EVA injection midsole EVA射出中底305.TPR single color TPR单色306. TPR two colors TPR 双色307.TPR three colors TPR 三色308.Flat TR with two colors TR平底双色309. Protection lip TR with two colors TR护唇双色模具类型:310.plain die 简易模311.pierce die 冲孔模312.forming die 成型模313.draw hole 抽空314.bending 折弯315.trim 切边316.emboss 凸点317.dome 凸圆318.stamp mark 冲记号319.deburr or coin 压毛边320.blanking 下料321.stamp letter 冲字(料号)322.chill mold 冷硬用铸模323.clod hobbing 冷挤压制模posite dies 复合325.double stack mold 双层模326.electroformed mold 电铸成型模327.gypsum mold 石膏铸模328.hot-runner mold 热流道模具329.plaster mold 石膏模ncing die 切口模331.segment mold 组合模332.shaper 定型模333.loose mold 活动式模334.modular mold 组合式模335.palletizing die 叠层模模具成型方式:accurate die casting 精密压cold chamber die casting 冷式压铸cold forging 冷锻compound molding 复合成形compression molding 压缩成形dip mold 浸渍成形encapsulation molding 注入成形extrusion molding 挤出成形foam forming 发泡成形forging roll 轧锻gravity casting 重力铸造hollow(blow)molding 中空(吹出)成形hot chamber die casting 热室压铸hot forging 热锻injection molding 射出成形investment casting 精密铸造press forging 冲锻rocking die forging 摇动锻造rubber molding 橡胶成形sand mold casting 砂模铸造squeeze casting 高压铸造swaging 挤锻transfer molding 转送成形low pressure casting 低压铸造air permeability test 透气性试验pinhole test 针孔试验机sampling inspection 抽样检scratch hardness 抗刮硬度shore hardness 萧氏硬度tensile strength 抗拉强度tension test 张力试验thermal shock test 冷热剧变试验torsion test 扭曲试验warpage test 翘曲试验ACC(accept)允收REE(reject)拒收CR(critical)极严重的MAJ(major)主要的MIN(minor)轻微的AOQ(average output quality) 平均出厂品质P/N(part number)料号Q/R/S(quality /reliability /service) 品质/可靠度/服务MIL-STD(military standard) 军用标准L/N(lot number)特采PPM(percent per million)批号SPC(statistical process control)统计制程管制SQC(statistical quality control)统计品质管制Range 全距AR(average range)全距平均值UCL(upper central limit)管制上限LCL(lower central limit)管制下限DIM(dimension)尺寸DIA(diameter)直径FREQ(frequency)频率Tungsten bronze 钨青铜Waviness 波纹起伏Working allowance 加工余量Working discharge 加工废料证MQA(manufacture quality assurance)制造质量保证SSQA(sales and service quality assurance)销售及服务质量保证LRR(lot reject rate)批退率TBA(to be assured)待定、定缺鞋类eyestay piping 鞋眼滚边protection lip 护唇lasting 鞋帮quarter 鞋羽eyestay 鞋眼垫片vamp loop 鞋头穿孔heel cap 外后跟pull tap 后跟织带tongue outside 鞋舌外quarter lining 鞋羽内里toe box 前片补墙thread upper 鞋面车线thread strob 大底拼缝curve 弧度toe fixing 鞋头定鞋sole press 打鞋眼lasted upper 套楦鞋面vamp underlay 鞋头垫片mudguard 防泥片collar foam 领口泡棉lace 鞋带heel quarter 后跟港宝wrapping tissue 塞鞋头纸vulcanizing 硫花remove loose thread 除线头apron 鞋头盖、挡板back cone 鞋楦后锥体back cone top 鞋楦后跟back height 后帮高度backing 鞋面补墙backpart 后锺back seam 鞋后锺接缝back strap 后带back stay 后贴片ball 脚掌。
特殊性质聚合物-Torlon PAI注射模具快速指南说明书

Technical Bulletin SPECIALTY POLYMERSQuick Guide to Injection MoldingTorlon ®PAITorlon ® polyamide-imide (PAI) resins process under a unique set of conditions and certain aspects of the injection molding equipment are specific to this material. Because Torlon ® PAI is a reactive polymer, the polymer will increase in molecular weight via chain extension, branching and cross-linking when heated. To avoid this during injection molding and to produce high-quality components, specific equipment considerations and processing procedures must be followed.EquipmentInjection Molding Machine• Modern reciprocating screw injection moldingmachines with microprocessor controls capable of closed loop control are recommended for molding Torlon ® PAI resin. • Barrel size should be such that 50 % to 80 % of the barrel is used for each shot to minimize residence time. • Clamp tonnage should allow for at least 4 tons of clamp pressure per square inch (620 kg/sq cm) of projected part area. • A reverse taper nozzle is recommended.Screw Design• Low compression ratio screw with no check device is necessary. • Compression ratio between 1 : 1 and 1.3 : 1 is recommended. • L/D (length to diameter) ratio of the screw should be between 18 : 1 and 24 : 1.Please contact Solvay for assistance with specifyingscrew designs and locating suitable screw manufacturers.Figure 1:Screw designCompression ratio 1:1 – 1.5:1Length-to-diameter ratio 18:1 – 24:1Smooth, constant taperRudimentary ights on screw tipDrying• Torlon ® PAI resins are hydroscopic and require drying before injection molding. • Drying equipment must be capable of achieving temperatures of at least 121 °C (250 °F) and maintaining a dew point of – 40 °C (– 40 °F). • Capacity of the drying system should be adequate to allow the recommended drying time in a continuous operation, which is typically 12 hours at the above conditions. Shorter drying times can be achieved at higher temperatures (see Figure 2).• Moisture analysis equipment is recommended to insure that the maximum recommended moisture content of 500 ppm (0.05 %) is achieved.• Resin must be kept dry throughout the entire molding process.Figure 2: Drying time at various temperatures using dessicant drying systemM o i s t u r e c o n t e n t [p p m ]Drying time [Hours]5,0002,00010,0001,000500200100004812162024Table 1:Starting point molding conditionsBarrel temperaturesRear zone304 °C (580°F) Middle zone327 °C (620°F) Front zone343 °C (650°F) Nozzle temperature371 °C (700 °F) Mold temperature177 °C – 232 °C (350 °F – 450 °F) Injection speed High Hold pressure Approximately 50 % of pressureneeded to achieve injection speed Back pressure Moderate, 7 bar – 14 bar(100 psi – 200 psi) Screw speed50 rpm – 100 rpm (1)O ptional drying temperatures and times areshown in Figure 2Process Control and MonitoringThe molding process should be controlled by screw velocity and position, not by pressure and time. This will insure a controlled injection rate and fill time. The following three parameters can be monitored to insure that the process is in control once acceptable parts are molded:• Injection time: This is the time it takes the screw to move forward from full shot position to the transferposition. It is a critical parameter and should bemonitored continuously.• Final cushion position: This is the final position of the screw after the part has been injected and fully packed.It is a volumetric indication of the amount of polymerinjected into the mold and should be monitoredcontinuously.• Pressure required to achieve injection velocity: This is an indication of the relative viscosity of thepolymer and should be monitored as well.Injection time and final cushion position parameters should be equipped with alarms and tightly controlled,as even small changes can have significant effect on the quality of molded parts.Pressure can be allowed to fluctuate slightly, but within an established processing “band.” Typically, this parameter will change significantly before either of the other two change, and it can be used to detect a processing problem before unacceptable parts are produced.Shutdown and PurgingTorlon® PAI resins must not be left in the barrel of the molding machine during process interruptions or at the completion of a molding run.Suitable purge compounds with thermal capabilities in excess of 371 °C (700 °F) are commercially availableand should be used to completely purge the Torlon®PAI resin from the machine. Please contact Solvay for recommended materials and their suppliers.Failure to follow proper purging procedures can resultin contamination in subsequent molding runs and even damage the equipment.Post CureParts injection molded from Torlon® PAI must undergoa thermal process known as post cure. This step is necessary to achieve properties detailed in the Torlon® PAI Design Guide. Uncured or inadequately cured parts will not perform at the expected levels.The post cure process involves placing molded parts in a forced air oven and thermally treating them using a series of increasing temperatures for varying times. The standard cure cycle shown in Table 2 is suitable for parts with maximum cross-sectional thickness of 7.6 mm (0.3 inch). Solvay can help you determine the best cure schedule for your application and test that molded parts are fully cured.Table 2: S tandard 17-day cure cycleTime Cure Temperature 1 Day149 °C (300 °F) 1 Day191 °C (375 °F) 1 Day204 °C (400 °F) 1 Day218 °C (425 °F) 1 Day232 °C (450 °F) 1 Day243 °C (470 °F) 1 Day252 °C (485 °F) 10 Days260 °C (500 °F) Maximum cross-sectional thickness of 7.6 mm (0.3 inch)2 \ Quick Guide to Injection Molding Torlon® PAIS ********************************| Europe, Middle East and Africa S p ***********************************| Americas S p *******************************| Asia PacificMaterial Safety Data Sheets (MSDS) are available by emailing us or contacting your sales representative. Always consult the appropriate MSDS before using any of our products. Neither Solvay Specialty Polymers nor any of its affiliates makes any warranty, express or implied, including merchantability or fitness for use, or accepts any liability in connection with this product, related information or its use. Some applications of which Solvay’s products may be proposed to be used are regulated or restricted by applicable laws and regulations or by national or international standards and in some cases by Solvay’s recommendation, including applications of food/feed, water treatment, medical, pharmaceuticals, and personal care. Only products designated as part of the Solviva family of biomaterials may be considered as candidates for use in implantable medical devices. The user alone must finally determine suitability of any information or products for any contemplated use in compliance with applicable law, the manner of use and whether any patents are infringed. T he information and the products are for use by technically skilled persons at their own discretion and risk and does not relate to the use of this product in combination with any other substance or any other process. This is not a license under any patent or other proprietary right. All trademarks and registered trademarks are property of the companies that comprise Solvay Group or their respective owners. © 2013 Solvay Specialty Polymers. All rights reserved. D 12/2011 | R 09/2013 | Version 2.5Table 3: Troubleshooting guide(1)ProblemInsufficient ventingDeepen ventsFill rate too fastDry the resin or slow injection speedCavity not filling Injection time too shortLengthen boost timeGate too small Open gate Insufficient venting Deepen vents Shot size too small Increase shotInjection speed too slowIncrease injection speedFlash Boost time too long Shorten boost time Clamp pressure too low Increase clamp pressure Mold damaged or misalignedResurface or realign moldWet materialDry the resin Internal voids Wet material Dry the resin Gate too small Open the gate Runner too small Open runner Runner too long Relocate gate Injection rate too slow Increase rate Hold time too short Lengthen hold time Hold pressure too low Increase hold pressureResin melt or mold too coldRaise temperature Insufficient ventingDeepen or add ventsJettingRedesign gate Post blowingWet material Dry the resinCycle too shortLengthen mold-closed timeProgressively shorter shotsResidence time too long Purge and reduce cycle Barrel temperature too highReduce barrel temperatureShot size too smallUse a smaller capacity press or add dummy cavity to increase shot size(1)T his guide is a quick reference to commonly encountered molding problems and should be helpful to experienced molders. Please contact one of our technical service engineers if you require additional information or assistance.。
第九章 扭转

输入功率:N(kW)
m
转速:n (转/分)
1分钟输入功: 1分钟m 作功:
W W'
W 60N1000 60000 N
W m m 2n1 2nm
m 9550 N Nm 单位
n
二、功率、转速和外力偶矩之间的关系
外力偶矩正负号的规定
和所有外力的规定一样, 与坐标轴同向为正,反向为负
指向截面 离开截面
外力偶矩的计算 扭矩和扭矩图
2.扭矩和扭矩图 用截面法研究横 截面上的内力
T = Me
外力偶矩的计算 扭矩和扭矩图
扭矩正负规定
右手螺旋法则 右手拇指指向外法线方向为正(+),反之为负(-)
外力偶矩的计算 扭矩和扭矩图
工程中作用于传动轴上的外力偶矩往往不是直接给出的, 而是给出轴所传递的功率和轴的转速,它们间的换算关系如下
m 9549 P kW n
Nm
r / min
三、扭矩和扭矩图
截面法: T m
T为圆轴扭转时截面上的内力--扭矩 扭矩正负的规定:按右手螺旋法则
扭矩图:表示扭矩沿轴线的变化
⊕
情况图。
圆轴扭转时的内力及内力图
9.55
200 300
6.37
(kN m)
n D
②求扭矩(扭矩按正方向设)
mC 0 , T1 m2 0 m2 1
m3 2 m1 3 m4
T1 m2 4.78kN m
T2 m2 m3 0 ,
A1
B 2C
n 3D
T2 m2 m3 (4.78 4.78) 9.56kN m
塑胶模具术语中英文对照
塑胶模具术语中英文对照
Emergency stop Color change Purge Material Resin thermal Mold Temp. Heat up Air Shot Try Mold Release Mold Release Agent Rust Preventatives Can't Release Shot Gate Center Gate Sprue Runner Clearance Sprue Runner Air Vent Breathing Air tank Heat Treatment Over Packing Mold Mark Shock Damage Sink Mark Short shot Flash Steing mark Burn Mark Silver Welding line Oil mark Scratch Craking Jetting Deform Warping 紧急停止 换色 过料 胶料温度 模温 升温 空射 试模 脱模 脱模剂 防锈剂 不能脱模 射出 浇口 中心浇口 注口.流道料 间隔 主流道.注口 流道.流道料 排气孔.通风门 排气 排气槽 热处理 过充填 模伤 震动 损坏 缩水/凹陷 填充不足 披锋.毛刺 胶丝 烧焦 银白.银痕 结合线 油污 划痕 裂开 气纹 变形 弯曲 Bend Torsion Uneven Color Cell/Air bubble Stripe Dirty Flaking Tear off Float Screw Demage Runout Contraction Assembly Ng Stress Internal Stress Preparation Aneal White Mark Flow Mark Black spot Mold Machining Center Milling Machine Lathe Surface Grinder Grinding Drilling Electric Discharge Machine Wire EDM Nitrize Titanium Hardening Hardness Electrode Slide Taper Draft Guide Pin Sleeve Pin Square Pin Sprue bushing heater
分子模拟第二章

不同的力场可以有相同的函数形式,但不同的参数。 不同力场的参数(即使是描述相同对象)不能混用。 力场的参数具有力场内部的可移植性
注意: 力场都是经验的(对比从头计算 Nhomakorabea,即没有正确与错误,只能说 某个力场更适用于某些体系。
16
分子力学基本特点
原子类型(Atom Type)是分子力学中一个很 重要的概念,计算的基础。 原子类型包括元素类型,原子杂化态,原子环 境。 以碳原子为例,CH4中的碳与C2H4的碳是不同的, 一个是SP3杂化,一个是SP2杂化。
20
分子力学的势函数形式
以AMBER力场函数为例说明。
12 6 q q Vn k k ij ij 2 2 i j E (l l0 ) ( 0 ) [1 cos(n )] 4 ij r r 4 r ij ij bonds 2 angles 2 torsions 2 i j 0 ij
第二章 分子模拟中的常用概念
1
坐标体系(Coordinate systems)
笛卡尔坐标(Cartesian coordinates)
即用原子的xyz值来表征分子构型。
如:甲烷分子的笛卡尔坐标表示法
C1 H2 H3 H4 H5 -2.8116 -2.4550 -2.4549 -2.4549 -4.7083 3.2611 2.2523 3.7655 3.7655 2.7550 0.0000 0.0000 0.8737 -0.8737 0.8727
•
为相因子(phase factor),
29
指单键旋转通过能量极小值时二面角的数值。
分子力学的势函数形式
p-截面体的性质与推广

C E—C C E, C K ) ( K) . q p V( n 一 J 等 而后 通 过 探 讨 混 合 径 向 平 均 体 R ( , ) 混 合 p 截 面 体 C ( , 的 相 关 pK L 与 - p K L) 性, 将 截 面体 的 一 些 性 质推 广 到 了 C ( , ) 并 证 明 了 当 K 和 L 是 E 中 的 凸 体 且 K L 时 , , K , 是 一 个 pK L , C ( L)
bo . dy
Ke o ds P— r ss c i dy;m i d P— r s s c in b y W r : c os — e ton bo xe c os — e to ody;c ve iy;ge r lz ton on xt ne aa a i
些 性质 . 如一 个原 点对 称 的 维椭球 E 的 P 截面 体 一
V 17 o2 M. . o3N
ar 2 0 . O1
DOI 0 3 8 /.s n 1 0 — 4 7 2 1 . 2 0 5 :1 . 7 5 j is . 0 8 9 9 . 0 0 0 . 0
P 截 面 体 的 性 质 与 推 广 一
沈 亚 军 ( 江 林 学 院 应 用 数 学 系 ,浙 江 临 安 3 1 0 ) 浙 1 3 0
b d fa rg n s mm e rcel s i s a d lt to fi o a ,C C口 = Cq E , ( K ) V( K ) t .,t e o o yo n oii y t i l p o d i i a i n o t p lr p E i a s Cp V 一 I ec h n s me p o e te fCp t x d P— r s — e t n b d e p K , r p ris o K o mi e c o s s c i o is C ( L)b p r a h n h e a in h p b t e ( , o y a p o c ig t e r l t s i e we n Rp K L)a d o n C K , ( L)a eg n r l e n ti p o e h ti K n r o v x b d e n E r e e ai d a d i s r v d t a a d L a e c n e o isi ,K L,t e ( , z f h n Cl K L)i a c n e s o v x
n-P-投射模与强-P-投射模

n-P-投射模与强-P-投射模乔虎生;汪涛【摘要】设R是环.引入了n-P-投射模和强-p-投射模的概念,并证明了M是n-P-投射模当且仅当M是Pn-预包络f:A→B的余核,其中B是投射模;如果R是左凝聚右完全环,那么(PP,PP⊥)是完备的余挠理论,(SPP,SPP-)是完备遗传的余挠理论,其中PP表示P-投射模类,SPP表示强-p-投射模类.%Let R be any ring. The concepts of n-P-protective modules and strongly-P-projective modules are introduced. It is shown that M is n-P-projective module if and only if M is a cokernel of a Pn-preenvelope f:A→B with B protective; if R is a left coherent and right perfect ring, then (PP,PP⊥ ) is a perfect cotorsiontheo ry, and (SPP,SPP⊥) is a perfect hereditary cotorsion theory, where PP denotes the class of all P-projective modules, and SPP denotes the class of all strongly-P-projective modules.【期刊名称】《西北师范大学学报(自然科学版)》【年(卷),期】2013(049)002【总页数】5页(P23-27)【关键词】n-P-投射模;强P-投射模;(预)包络;余挠理论【作者】乔虎生;汪涛【作者单位】西北师范大学数学与统计学院,甘肃兰州 730070【正文语种】中文【中图分类】O153.30 引言本文所有的环都是有单位元的结合环,所有模都是酉模.设F是R-模类,F∈F.对于R-模M,称同态g:F→M 是M 的F-覆盖[1],如果(1)对于任意同态g′:F′→M,F′∈F,存在f:F′→F,使得g′=gf;(2)满足g=gf的自同态f是自同构.若只有(1)成立,则称g:F→M是M 的F-预覆盖.对偶地,可以定义C-(预)包络.设C是右R-模类,M是右R-模.M左(右)C-分解[1]是一个 Hom(C,-)(Hom(-,C))正合的复形…→C1→C0→M→0(0→M→C0→C1→…),其中每个Ci,Ci,∈C.如果…→C1→C0→M→0是M的左C-分解,设称第n个核Kn(n≥0)为M 的第n个C-合冲.如果0→L′→L→L″→0是M的右C-分解,设称第n个余核Ln(n≥0)为M 的第n个C-上合冲.若C是投射(内射)模类,则称Kn(Ln)是M 的第n个合冲(上合冲).设L是右R-模类.定义L的右正交类为L⊥={C|(L,C)=0,对于任意的L∈L}.定义L的左正交类为⊥L={C|Ext1R(C,L)=0,对于任意的L∈C}. 称右R-模对(F,C)是余挠理论[1],如果F⊥ =C,⊥C=F.称余挠理论(F,C)是完备的[2],如果每个右R-模都有F-覆盖和C-包络.称余挠理论(F,C)是遗传的[2],如果0→L′→L→L″→0,其中L,L″∈F,那么L′∈F.根据参考文献[2]引理2.2.10,(F,C)是遗传的,当且仅当如果0→C′→C→C″→0,那么C″∈C,其中C,C′∈C.本文引入了n-P-投射模和强-P-投射模的概念,给出了n-P-投射模和强-P-投射模的性质,并证明了M是n-P-投射模当且仅当M 是Pn-预包络f:A→B的余核,其中B是投射模;如果R是左凝聚右完全环,那么(PP,PP⊥)是完备的余挠理论,(SPP,SPP⊥)是完备遗传的余挠理论,其中PP表示P-投射模类,SPP表示强-P-投射模类.1 P-投射模定义1 设R是环,n是固定的非负整数,Pn表示所有投射维数不大于n的右R-模类.称右R-模M 是n-P-投射模,如果对任意N∈Pn,都有(M,N)=0,PPn表示所有的n-P-投射模类.若n=0,则0-P-投射模类就是参考文献[3]中的P-投射模类.称右R-模M 是强-P-投射模,如果对于任意的投射右R-模N 和任意的i≥1,都有(M,N)=0,其中SPP表示所有的强-P-投射模类.命题1 设R是环,M是右R-模.若M是强-P-投射模,则对于任意pd(N)<∞的右R-模N,都有(M,N)=0.其中,pd(N)表示右R-模N的投射维数.证明设N是右R-模,pd(N)=m<∞,则有正合列0→Pm→Pm-1→…→P1→P0→N→0,其中每个Pi都是投射模.因为M 是强-P-投射模,所以,(M,N)≌(M,Pm)=0. 】注记1 1)由命题1知:每个强-P-投射模是n-P-投射模.如果m≥n,那么m -P-投射模是n-P-投射模.2)投射模是P-投射模.据参考文献[4],(n-,强)余纯投射模是(n-,强)P-投射模.3)根据参考文献[5-6],Gorenstein投射模与强Gorenstein投射模都是P-投射模.命题2 ⊕i∈IPi是n-P-投射模当且仅当Pi是n-P-投射模.证明由(⊕i∈IPi,A)≌∏i∈I(Pi,A)易证. 】命题2表明P-投射模关于直和封闭,下面命题3表明n-P-投射模类关于扩张封闭.命题3 设R是环,M是R-模.若右R-模的正合列0→A→B→C→0中A,C是n -P-投射模,则B是n-P-投射模.证明设有右R-模正合列0→A→B→C→0,M是任意的投射维数不大于n的右R -模.用函子Hom(-,M)作用于上述正合序列可得:因为A,C 是n-P-投射模,所以(A,M)=C,M)=0.故(B,M)=0,即B是n-P-投射模. 】命题4 对于右R-模M,以下结论等价:(1)M是投射模.(2)M 是n-P-投射模且pd(M)≤n+1.(3)M 是强-P-投射模且pd(M)<∞.证明(1)⇒(2)和(1)⇒(3)显然.(2)⇒(1).设M 是n-P-投射模且pd(M)≤n+1,则存在正合列0→K→P→M→0,其中P是投射模.因为pd(M)≤n+1,所以pd(K)≤n.根据定义,(M,K)=0,即正合列可裂.故M是投射模.(3)⇒(1).设 M 是强-P-投射模且pd(M)≤n+1<∞.根据注记1,M是n-P-投射模,于是(3)⇒(1)的证明与(2)⇒(1)相同. 】定理1 设R是环.对于右R-模M,以下结论等价:(1)M 是n-P-投射模.(2)对于每个正合列0→K→P→M→0,P∈Pn,K→P是Pn-预包络.(3)M是某个Pn-预包络f:A→B的余核,其中B是投射模.(4)M相对于正合列0→A→B→C→0是投射模,其中A∈Pn.证明(1)⇒(2)和(1)⇒(4)显然.(2)⇒(3).因为存在正合列0→K→P→M→0,其中P是投射模,根据(2)可知(3)成立.(3)⇒(1).设M 是Pn-预包络f:A→B的余核,其中B是投射模,则有正合列0→K→B→M→0,其中K=Im(f).对任意N∈Pn,序列正合.根据(3),Hom(B,M)→Hom(K,N)→0正合.所以(M,N)=0,故(1)成立.(4)⇒(1).设N是右R-模,且pd(N)≤n,则有短正合列0→N→E(N)→E(N)/N→0,故序列正合.根据(4),Hom(M,E(N))→Hom(M,E(N)/N)→0正合.所以(M,N)=0,故(1)成立. 】推论1[3]设M是R-模,则以下结论等价:(1)M 是P-投射模.(2)对于每个正合列0→K→Q→M→0,K→Q是K的投射预包络,其中Q是投射模.(3)对于任意的投射模P,都有(M,P)=0.(4)M相对于正合列0→A→B→C→0是投射模,其中A是投射模.引理1[7]以下结论等价:(1)R是QF环.(2)每个投射R-模是內射的.(3)每个内射R-模是投射的.下面命题5利用P-投射模给出了QF环的一个新刻画.命题5 R是QF环当且仅当每个R-模是P-投射模.证明⇒.设N是投射模,M是任意的R-模.因为R是QF 环,所以N 是内射模.故(M,N)=0.根据定义,M是P-投射模.⇐.设P是投射模.因为每个R-模是P-投射模,所以对于任意R-模M,都有(M,P)=0.根据內射模的定义可知P是内射模.由引理1,R是QF环. 】命题6 设R是环.若M是P-投射模,则M是强-P-投射模当且仅当M 的第一个合冲是强-P-投射模.证明设有正合列0→K→P→M→0,其中P是投射模,K是M 的第一个合冲. ⇒.对于任意的投射模N及i≥1,有同构式(K,N)≌(M,N).如果M 是强-P -投射模,那么(K,N)≌(M,N)=0,所以K是强-P-投射模.⇐.因为K是强-P-投射模,所以对于任意的投射模N及i≥2,有(M,N)≌(K,N)=0.而根据P-投射模的定义有(M,N)=0.所以M是强-P-投射模. 】定理2 设R是任意环,则(SPP,SPP⊥)是遗传的余挠理论.如果R是左凝聚右完全环,则(1)(PP,PP⊥)是完备的余挠理论.(2)(SPP,SPP⊥)是完备遗传的余挠理论.证明设X∈SPP,N∈SPP⊥.如果K是X的第一个合冲,则根据命题6可得设L是N的第一个上合冲,则(X,N)≌(X,N)= 0,故L ∈ SPP⊥. 设 M ∈⊥(SPP⊥),则(M,N)≌(M,L)=0.由归纳可得,对于任意的i≥1,(M,N)=0,那么对于投射模P及i≥1,都有(M,P)=0,所以M∈S PP.根据余挠理论定义,(SPP,SPP⊥)=(⊥(SPP⊥),SPP⊥)是余挠理论.由命题6以及参考文献[2]推论2.2.11(a)可得,(SPP,SPP⊥)是遗传的余挠理论.如果R是左凝聚右完全环,则根据参考文献[8]命题1.4,每个投射模是纯內射的.根据参考文献[2]推论3.2.12可知(1)和(2)成立. 】定理2说明,如果R是左凝聚右完全环,那么每个R-模都有PP-覆盖.定理3 对于左凝聚右完全环R,以下结论等价:(1)P-投射右R-模M 的内射包络E(M)是P-投射模.(2)内射右R-模I的PP-覆盖F(I)是内射模.证明(1)⇒(2).设I是内射模,ε:F(I)→I是I的PP-覆盖,λ:F(I)→E (F(I))是F(I)的内射包络.由I是内射模可知,存在θ:E(F(I))→I,使得下图交换其中,ε=θλ.另一方面,根据(1),E(F(I))是P-投射模,则存在β:E(F (I))→F(I),使得下图交换其中,θ=εβ.因此ε=εβλ,即βλ是自同构.所以λ是同构,F(I)是内射模. (2)⇒(1).设M 是P-投射右R-模,λ:M→E(M)是内射包络,ε:F(E (M))→E(M)是PP-覆盖,则存在α:M→F(E(M)),使得λ=εα.根据(2),F(E(M))是内射模,则存在γ:E(M)→F(E(M)),使得α=γλ.因此λ=εγλ,所以,εγ是自同构,E(M)是P-投射模. 】2 P-投射维数定义2 设R是任意环.一个右R-模M 的P-投射维数定义为:ppd(M)=inf {n:使得对于任意的投射模N以及任意的i≥1,(M,N)=0},如果不存在这样的n,则规定ppd(M)=∞.记rppD(M)=sup{ppd(M)|M 是右R-模},称rppD(M)是环R的右P-投射维数.类似地可以定义lppD(M)(如果R是交换环,我们不再区分左和右).注2 设R是环,M是右R-模,则1)M是强-P-投射模当且仅当ppd(M)=0.2)R是QF环当且仅当rppD(R)=0.定理4 设R是环.对于右R-模M 以及非负整数n,以下结论等价:(1)ppd(M)≤n.(2)对于任意右R-模N∈SPP⊥和i≥1,(M,N)=0.(3)对于任意右R-模N∈SPP⊥,(M,N)=0.(4)M 的第n个合冲是强-P-投射模.(5)存在正合序列0→Pn→…→P1→P0→M→0,其中P0,P1,…,Pn 都是强-P-投射模.证明(2)⇒(1)和(4)⇒(5)显然.(1)⇒(4).设Kn是M 的第n个合冲,则根据(1),对于任意的投射模N 以及任意的i≥1,有ExtiR(Kn,N)≌(M,N)=0.所以Kn是强P-投射模. (4)⇒(3).设Kn是M 的第n个合冲,则对于任意右R-模N∈SPP⊥,有同构式(3)⇒(2).只需证明i=2的情形,对于i>2归纳可得.对于任意N∈SPP⊥,存在短正合列0→N→E→L→0,其中E是内射的,所以序列正合.根据定理2,注意到L∈SPP⊥,根据(3)有,(M,L)=0.故(M,N)=0.(5)⇒(1).设 N 投射模,K1=Ker(P0→M),Ki=Ker(Pi-1→Pi-2),i≥2.因为每个Pi 都是强P-投射模,且(M,N)=(K1,N)=(Pn,N)=0.所以ppd(M)≤n. 】定理5 设R是环,M 是右R-模.如果pd(M)<∞,那么ppd(M)=pd (M).证明显然ppd(M)≤pd(M).假设pd(M)=n,则存在右R-模N,使得(M,N)≠0,所以有正合序列0→K→P→N→0,其中P是投射的.Hom(M,-)作用到上述正合序列,得到正合列(M,P)→(M,N)→(M,K).因为pd(M)=n,所以(M,K)=0.又因为(M,N)≠0,所以(M,P)≠0,即ppd(M)≥n=pd(M).所以ppd(M)=pd(M). 】命题7 对于环R,以下数值相等:(1)rppD(R);(2)sup{ppd(M)|M 是循环R-模};(3)sup{ppd(M)|M 是有限生成右R-模};(4)sup{id(N)|N 是投射右R-模};(5)sup{id(N)|N∈SPP⊥}.证明(2)≤(3)≤(1),(4)≤(5)是显然的.(1)≤(4).假定sup{id(N)|N 是投射右R-模}=m<∞.设M 是任意右R-模,N是投射右R-模.因为id(N)≤m,所以对于任意的i≥1,(M,K)=0.根据定义,ppd(M)≤m.(5)≤(2).假定sup{ppd(M)|M 是循环右R-模}=m<∞.设N∈SPP⊥,I是R的右理想,则ppd(R/I)≤m.根据定理4,(R/I,N)=0,故id(N)≤m. 】参考文献:[1]ENOCHS E E,JENDA O M G.Relative Homological Algebra[M].Berlin: Walter de Gruyter,2000:105-203.[2]GOBEL R,TRLIFAJ J.Approximations and Endomorphism Algebras of Modules[M].Berlin:Walter de Gruyter,2006:1-106.[3]CHEN Jian-long.P-projective modules[J].Comm Algebra,1996,24(3):821-831.[4]FU Xian-hui,ZHU Hai-yan,DING Nan-qing.On copure projective modules and copure projective dimensions[J].Comm Algebra,2012,40(1):343-359.[5]HOLM H.Gorenstein homological dimensions[J].J Pure Appl Algebra,2004,189(1):167-193.[6]YANG Xiao-yan, LIU Zhong-kui. Strongly Gorenstein projective,injective,and flat modules[J].J Algebra,2008,320(7):2659-2674. [7]ANDERSON F W,FULLER K R.Rings and Categories of Modules [M].New York:Springer-Verlag,1992:307-358.[8]JENSEN C U,SIMON D.Purity and generalized chain conditions[J].J Pure Appl Algebra,1979,14(3):297-305.。
P N模型与派纳力
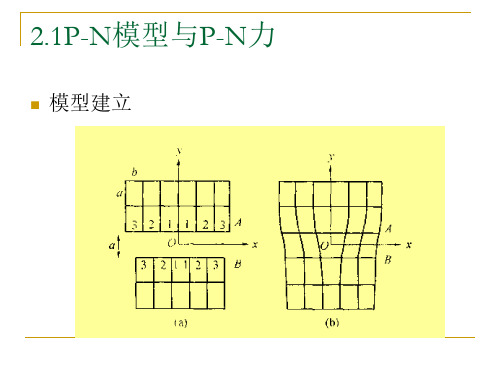
实际不同位置处对位错运动的阻力是不同的:
位错在错排面上偏离某一平衡位置αb(0<α<1) 距离时,
x
=
1 2
nb
+αb
位错在任意一个x(n,α)位置时的错排能为
Wα=
Gb2 4π(1-ν)
+
Wp 2
cos4πα
其中Wp =πG(1b-ν2 ) exp(- 4πb ξ)
称为P—N能垒表征位错运动的周期性势能
W L
∝b2
柏氏矢量取最短平移矢量可使其能量降低
位错分解条件:b1→b2+ b3 ⇒ b12 > b22 + b32 位错合成条件:b1+ b2 →b3 ⇒ b12 + b22 > b32
全位错 指柏氏矢量等于最短点阵矢量的位错
FCC:b
a 2
110
BCC:b CPH:b
a3a211112-10,a,c1100001
单位长位错线上的晶格阻力应等于某处错排能对 位置的微分:
F L
=
-
∂ ∂
W x
=
21G-νb sin4παexp(-
4πb ξ)
σα=
F L
/b
= 12-Gνsin4παexp(-
4πb ξ)
派纳应力σp =σαmax =12-Gνexp(- 4πb ξ)
P—N应力的应用
派纳力 σp=12-Gνexp(- 4πb ξ)
刃型Peierls位错的应力场为
σxy
=
-
Gb 2π(1-ν)
x2
+
x (y +ξ)2
素珀半导体
素珀半导体素珀半导体是一种新型材料,具有许多优异的性质和应用前景。
本文将介绍素珀半导体的定义、特性、制备方法以及其在电子器件中的应用。
一、素珀半导体的定义素珀半导体是一种由氮(N)和磷(P)组成的化合物,化学式为NP,属于III-V族化合物半导体。
与其他半导体材料相比,素珀半导体具有较大的能隙和高电子迁移率,使其在电子器件中具有广阔的应用前景。
1. 较大的能隙:素珀半导体具有较大的能带间隙,使其在高温环境下具有更好的稳定性和抗辐射性能。
2. 高电子迁移率:素珀半导体材料中的电子迁移率较高,电子在材料中的移动速度快,有利于电子器件的高速运行。
3. 良好的热导性:素珀半导体具有较高的热导率,能够有效地分散和传递热量,有利于提高电子器件的散热性能。
4. 宽波段响应:素珀半导体具有宽波段的光吸收特性,可以在可见光和红外光范围内有效地吸收光能。
三、素珀半导体的制备方法素珀半导体的制备方法主要有化学气相沉积、分子束外延、金属有机化学气相沉积等。
其中,化学气相沉积是最常用的制备方法之一。
该方法通过将气体混合物通过化学反应,在衬底表面沉积出素珀半导体薄膜。
四、素珀半导体的应用素珀半导体具有广泛的应用前景,特别是在光电子器件领域有着重要的地位。
1. 光电探测器:素珀半导体材料对于可见光和红外光的吸收能力较强,因此在光电探测器中得到了广泛应用。
利用素珀半导体材料的光电效应,可以将光信号转换为电信号,实现光电转换功能。
2. 激光器:素珀半导体材料作为激光器的基底材料,能够实现高功率、高效率的激光输出。
素珀半导体激光器被广泛应用于通信、材料加工、医疗美容等领域。
3. 光电二极管:素珀半导体材料的较大能隙使其在光电二极管中具有较高的灵敏度和响应速度。
素珀半导体光电二极管广泛应用于光通信、光电测量等领域。
4. 太阳能电池:素珀半导体材料对太阳光的吸收能力较强,因此在太阳能电池中得到了广泛应用。
利用素珀半导体材料的光电效应,可以将太阳光转化为电能,实现太阳能的有效利用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
个 R 模 类 , 义 一 { ∈ R— Mo E t _ 定 M d l x
络。 设 是 一 个 左 R 模 类 , 左 模 M , _ 对 称 :
M — x为 M 的 包 络 , 如果 () ∈ ; 2 对任 1X ()
意 的 X ∈ 任 意 的 : — X 都存在 ,: M X— X 使得 一 ;3 若存 在 厂: () X— X使得 一 ,
一
M 的 预包络 ; X ∈ ;为 M 的特殊 预包络 , 称 ( 如 果 是单射 且 X∈ ,o e9∈上 对偶 的可定 ck r 。
义 模 的 覆 盖 , 覆 盖 , 殊 预 覆 盖 。 于 覆 盖 和 包 预 特 关
络 的研 究结果 可参见 文献 [ — ] 24。
引理 1 设 .: — P为投射 包络 , 厂 M G是投射 模, 设有 下列 的正合交 换 图
 ̄ trin模 的 性 质 , os - o
邢 建 民 。 秀 丽 李
( 岛 科 技 大学 数理 学 院 。 东 青 岛 2 6 6 ) 青 山 6 0 1
摘 要 :给 出 了P trin模 的 定 义 , 利 用 同调 的 方 法 讨 论 了P trin模 的 性 质 , — s o o 并 —os o 目的 是 找 到 tri 一os n模 构 成 trin类 的 条 件 以 及 构 造 P trinre类 , 最 终 找 到 了 一 个 o os o —os fe o 并
Ab t a t sr c :Th e i ii n o h t r in mo u e i g v n a d t ep o e t so t r i n e d f t ft eP— o so d l s ie n h r p r i f n o e P—o so
mo duls a e d s u s d by h e r ic s e omo o c lm e h .The pu po e o hi a e s fnd n he l gia t od r s ft s p p r i i i g t
c d to n w h c —or i n m o uls f m o so l s nd h w o f m h or e on ii n i ih t so d e or a t r i n ca s a o t or t e c r —
第3卷 第1 1 期 青 岛 科 技 大 学 学 报( 自然 科 学 版 ) V 1 1No 1 o. . 3 21 0 0年 2月 J u n l f n d oUnv ri f c n ea dT c n l y N t rl c n eE i o ) F b 2 1 o r a o g a ies yo i c n e h oo ( au a S i c dt n Qi t Se g e i e. 00 文 章 编 号 :6 26 8 ( 00 0 —1 00 1 7—9 72 1 ) 10 0—3
XI NG in m i J a - n,LIXi -i uI
( l g fM a h ma isa d P sc , n d o Unv r iyo ce c n c n lg , n d o2 6 6 Chn ) Col eo t e tc n hy is Qig a ie st fS in ea dTe h oo y Qig a 6 0 1, ia e
T rin 理在研 究 代数 表 示论 中的 子范 畴 os 定 o 等价 时起 了很 重 要 的作 用 。在 文献 [ ] E o h 1 中 n c 等定义 了  ̄trin模 , - s o o 并证 明了对于 有 限弱维 数 的交 换 c h rn 环 , -os n模 构 成 了 trin o ee t (tri p o os o
s o dn o so fe ls . a t t e rlto ewe n —o so fe ls n r jc p n i gt r in re ca s Atls ,h ea in b t e t r in re ca sa d p o — e
tv m e i n S o t i e . i e di nso s i b a n d
—
t r in re类 与 投 射 维 类 的 关 系 。 o so fe
关 键 词 : 射 模 ; —os n模 ; -os n模 ; 包络 ;完备 环 ; 部 环 投 P tri o Ttri o 预 局 中 图 分 类 号 : 5 O 13 文 献 标 志 码 :A
Pr p r i so 。 o so o u e o e te f t r i n M d l
Байду номын сангаас
Ke r s p o tv mo ue ;P t r in y wo d : r jcie e d ls —o so mo u e ; r o so d ls ut rin; p e n eo e p re t re v lp ; e fc
rng:1 c lrng i o a i
1 预备 知 识
则 厂 自 同构 。 果 只有 ( )2 满 足 , X ∈ 为 是 如 1() 称
类 。受此 启 发 , 研 究 利 用 投 射 模 类 定 义 了P 本 — Tos n模并 讨论 了其部分 性质 。 ri o
本研究 中 R都 是有 单 位元 的 结合 环 , 义左 定 R 模 范畴为 R Mo . 为所有 的投射模 模类 。 于 _ - d 对 任意 M ∈R Mo ,d ( 为M 的投射维数 。 - dp R 设 为