煤泥水系统改造提高精煤产率
加强煤泥水治理 提高选煤厂经济效益

加强煤泥水治理提高选煤厂经济效益摘要:本文主要就煤场中煤泥水治理及其针对选煤厂经济效益的提高进行了研究。
首先介绍了煤泥水治理的情况及其对煤场环境和选煤厂运行的影响,对煤泥水治理的有效手段进行了分析,并且根据煤泥水的特性,提出了采用处理技术处理煤泥水的方法。
本文最终建议,加强对煤泥水的治理可以更有效地保护煤场环境,同时也可以节约处理成本、提高工作效率,从而提高选煤厂经济效益。
关键词:煤泥水;治理;选煤厂经济效益正文:随着现代社会不断发展,人们在煤场中开采煤炭会造成较大的生态环境污染,其中煤泥水污染尤为明显,需要及时加以治理。
煤泥水的产生,主要来自煤场的排水和煤运工具的清理,这种污水里含有大量的有机物和无机物,具有一定的危害性,它会使污水水质发生变化,如PH值发生变化,含氧量减少,有害物质含量增加等,这些不利因素,会影响煤场的环境和水质,从而影响选煤厂的运营效率。
因此,加强煤泥水治理提高选煤厂经济效益以保护煤场环境至关重要。
煤泥水治理的有效方法可以分为两类,即有机物处理方法和无机污染物处理方法。
有机物处理大致包括生物处理和化学处理两种;无机污染物处理则有沉淀法、过滤法和活性炭法等。
煤泥水的特性决定了其处理方法的选择,在活性污泥法、生物处理法、化学处理法的分析基础上,可以采用电磁沉淀、振动过滤等处理技术处理煤泥水。
本文通过对煤泥水治理及其对选煤厂经济效益的影响进行了分析,并根据针对煤泥水特性的研究,提出了采用处理技术处理煤泥水的方法。
因此,加强煤泥水治理,不仅可以有效保护煤场环境,节省处理成本,提高工作效率,同时还能提高选煤厂的经济效益。
为了解决煤泥水的治理问题,可以采取一系列有效的措施。
首先,要进行原始水质监测,以便为治理工作提供数据和参考依据。
第二,要建立一个状态良好的可持续性处理系统,用以有效净化污水。
其中,可以采用生物处理法和物理化学处理法相结合的方式,有效消除污染物对环境带来的危害。
此外,还可以采用湿润治疗、超滤等净化技术来净化煤泥水,保证其水质。
选煤厂煤泥水处理系统优化设计及实践
选煤厂煤泥水处理系统优化设计及实践摘要:煤泥水处理效果的好坏直接影响着分选系统稳定性、产品质量和洗水浓度。
针对洗煤厂煤泥水处理过程中遇到的问题,经现场分析研究决定在合理选择和添加药剂、改进分选工艺等方面对原煤泥处理系统进行改造。
技改实践表明,煤泥水处理系统经技术改造后有效地提高了煤泥水的处理效果,为提高选煤厂经济效益奠定了基础。
关键词:煤泥水;工艺优化;技改方案;效果分析随着环境保护要求的不断提高,选煤厂洗水闭路循环要求也在不断提高,煤泥水的处理便成了选煤厂洗水循环中的重点和难点。
煤泥水处理效果的好坏直接影响煤炭洗选效率和产品质量,甚至会影响到整个洗煤厂分选工艺流程。
分选实践表明,煤泥水处理系统能力不足,则会造成分选设备故障率升高,洗水浓度偏高,分选效率低下,降低了产品的质量,影响产品销售。
尽管采取化学、物理手段可以大幅度的降低洗水中煤泥含量,但洗水浓度偏高问题仍然是困扰洗煤厂的关键难题[1-3]。
文章以西部某矿附属选煤厂为研究对象,为实现低浓度洗水和煤泥的有效回收,对原煤泥水处理工艺进行技术改造。
1 煤泥水处理系统问题分析该选煤厂设计可入选原煤能力300万吨/年,煤泥水处理系统具体为煤泥水经由煤泥重介质旋流器进行分级和浓缩,底流进入选煤厂粗煤泥回收系统,溢流进入浓缩机和加压过滤机进行脱水回收煤泥,所得滤液进入闭路循环洗水。
该选煤厂自2001年运营以来,生产系统稳定,分选精度高,但是受到矿井开采工艺的改变,入选原煤煤泥含量大幅度提高,造成分选系统中煤泥处理难度加大,原分选工艺煤泥处理能力减弱,致使洗水中煤泥含量较高。
另外,选煤采用单絮凝剂进行煤泥沉淀,该絮凝剂对于细煤泥处理效果较差,造成洗水中煤泥含量偏高,原因是细煤泥表面存在斥力较大的电荷会阻碍煤泥的絮凝过程,故药剂的选择不合理也是造成洗水浓度偏高的重要原因。
洗水浓度偏高会一定程度地制约选厂正常分选,造成重介分选系统处于低负荷运行;煤泥部分进入分选产品中,造成产品质量不达标;今年应客户要求将喷吹煤灰分指标调为9.6~10%,而当前产品灰分值普遍高于10%,这样造成产品销售困难。
高河煤矿选煤厂煤泥水处理系统优化改造

总第256 # doi:10. 3969/j. issn. 1005 -2798.2020. 12. 009高蚵媒妒逸媒厂媒泥水处理[統P W j連解满锋(潞安集团营销总公司煤质洗选中心,山西长治046204)摘要:针对潞安集团高河煤矿选煤厂煤泥水处理系统存在的问题进行诊断分析,对浮精压滤系统、煤泥压滤系统、煤泥转载能力等七个环节进行优化改造,从 高末煤人洗能力,增加精煤,提。
关键词:煤泥水处理系统;浮精压滤;技术改造;入洗能力中图分类号:TD94 文献标识码:B 文章编号=1005-2798 (2020 #12-0027-021选煤厂概况高河煤矿选煤 大型矿井型选煤厂[1],高河矿井工 地内。
选煤厂设计生产能600 t/a,限与矿井一致,工作制度为330 d/a,16 h/d,两生产,,理能力18 181.82 /小 理能力1 136.36 /原煤灰分为中等灰分,煤偏软、易。
高河煤矿选煤厂全人洗工艺流程:150 ~ 50 mm 煤采用重介浅槽分选机分选,50 ~ 1.5 m m末煤采 用重介旋流器主再选,1. 5 ~ 0. 2 m m粗煤泥采用T B S干扰床分选,-0. 2 m m细煤泥浮选。
2存在问题及技改必要性2.1高河矿井2018年核定生产能力为750万/a,约1 420. 45 t/h,实际生产能力超过1 893. 93 t/h。
目前选煤厂原煤部分人洗,其 煤系统人洗能力568.18 t/h,不能 矿井生)。
高入洗,加精煤,增加 ,并适矿井生产,选煤 煤系统人洗能 高到852.27 /11。
但煤系统人洗能高后,选煤厂存在以下问题:1) 原煤转载输送机能力不足。
分车间两台末原煤转载输送机目前运量为800 t/(h •台),其 台 煤洗选系统运输原煤,台 原煤运至混煤输送机外销。
根据生 ,单台 输送机运高到852.27 t/h,考虑不系数 加 输送机输送能力。
2)末原煤脱泥筛处理能力不足。
选煤厂煤泥水处理系统降低故障率提高生产效率的改造研究

选煤厂煤泥水处理系统降低故障率提高生产效率的改造研究随着我国经济的快速发展,能源需求日益增长,煤炭作为主要能源资源之一,其开发利用已经成为了国家发展的重要基础。
而在煤炭生产过程中,选煤厂的煤泥水处理系统是一个重要的环节。
煤泥水处理系统存在故障率高、生产效率低等问题,为了提高生产效率和降低故障率,对煤泥水处理系统进行改造研究已经成为当务之急。
一、选煤厂煤泥水处理系统的现状选煤厂是煤炭生产过程中的重要环节,其主要功能是将原煤中的杂质和泥土去除,从而提高煤炭品质。
煤矿中的原煤通常含有大量的泥土和矿渣,因此在选煤过程中会产生大量的煤泥水。
这些煤泥水如果直接排放,会对周围环境造成严重污染,因此必须经过处理后再排放。
选煤厂煤泥水处理系统的主要作用就是将煤泥水中的杂质和污染物去除,从而达到排放标准,同时最大限度地回收利用水资源。
目前我国选煤厂煤泥水处理系统存在一些问题。
由于煤矿原煤的复杂性和多样性,煤泥水中包含的杂质和污染物种类繁多,导致处理系统的复杂性增加。
由于选煤厂生产量大、设备运转时间长,煤泥水处理系统的运行环境恶劣,设备容易发生故障。
煤泥水处理系统的故障率较高,维护费用大大增加,严重影响了生产效率和环境保护。
二、降低故障率提高生产效率的改造方案1. 设备更新升级选煤厂煤泥水处理系统中的设备大多数是在20世纪90年代末至21世纪初投入使用的,已经使用了20多年。
这些设备存在设计落后、技术陈旧、易损件多等问题,导致了设备运行效率低、故障率高。
首先需要对煤泥水处理系统中的设备进行更新升级,采用先进的设备和技术,提高设备的运行效率和稳定性。
2. 运行维护管理选煤厂生产量大、设备运转时间长,对煤泥水处理系统的运行环境要求很高。
必须建立健全的运行维护管理制度,加强设备的日常维护保养,及时发现并处理设备的故障隐患,降低故障率,提高设备的可靠性和稳定性。
3. 自动化控制传统的选煤厂煤泥水处理系统大多采用手动操作,存在操作不当、误操作等问题。
改善煤泥浮选条件 提高精煤产率

改善煤泥浮选条件提高精煤产率俞海鹰【摘要】煤炭浮选是提高煤泥利用率、减少环境污染最有效的方法之一.然而,浮选药剂的性能、选择性及药剂用量等,都是影响煤炭浮选效果的因素.通过两种不同捕收剂的使用,论述了煤用捕收剂的应用情况,及取得的经济效果.【期刊名称】《水力采煤与管道运输》【年(卷),期】2015(000)002【总页数】3页(P32-33,36)【关键词】浮选;捕收剂;精煤产率【作者】俞海鹰【作者单位】安徽恒源煤电股份有限公司,安徽宿州234000【正文语种】中文【中图分类】TD943煤泥浮选是依据煤和矸石颗粒表面润湿性和疏水性的差异而实现分选的过程。
煤与矸石颗粒表面的疏水性差别越大,分选就越精确,浮选效果就越好。
因此,在浮选过程中,为促进和改善分选效果,通常要使用浮选药剂。
在煤泥浮选过程中,通常采用非极性烃类化合物作捕收剂,如煤油、轻柴油、FCB 捕收剂等。
同时,采用烷基醇类杂极性化合物作为起泡剂,如辛醇、仲辛醇等。
由于捕收剂分子呈现为非极性,而醇类起泡剂分子中有非极性基团(烷基)。
因此,在浮选过程中,这两类浮选药剂会产生综合作用。
这种综合作用因捕收剂和起泡剂用量的不同而产生不同的结果,用量合适将产生有利的影响。
在此,对皖北煤电祁东矿洗煤厂通过改善药剂的使用以提高精煤产率做一简要论述[1-2]。
1 FCB捕收剂的性能特点FCB捕收剂为油类,是由脂肪酸以及表面活性剂组成的混合物,可以更有选择性地吸附在煤的表面,改变煤的接触角,提高其疏水性,因此,比常规捕收剂选择性更强,捕收性能更好。
FCB捕收剂属于非易燃易爆品,无刺激性气味,更有利于安全生产及身体健康,用来代替煤油或其他常规捕收剂用量更省,是其他捕收剂用量的一半或更少,选择性强,可以显著提高精煤产率、降低精煤灰分,为选煤厂带来显著的经济效益。
FCB捕收剂还具有消泡的功能,可以加大起泡剂的用量来提高产率而不会产生泡沫的问题,更不会影响后续工艺[3]。
提高浮选精煤回收率的研究

271近年来,随着煤炭开采量的增大,炼焦煤种越来越稀缺,原煤中的煤泥含量逐渐增加,尤其是污染浮选精矿最为严重的高灰细泥含量的增加,给浮选环节造成很大压力。
这部分难以脱除的高灰细泥不仅会污染精煤灰分,使精煤灰分升高,还会制约浮选精煤产率,同时增加浮选药剂消耗量。
随着选煤技术的发展,本着“吃干榨净”的原则,对浮选系统和粗煤泥回收系统进一步完善,进一步提高精煤回收率,以创造更多的经济效益和社会效益。
1 矿井原煤现状1.1 原煤粒度变化随着煤田地质条件的恶化,采煤工作面距离地面越来越远,导致毛煤运输过程中转载点增多,工作面回采率提高;综合采煤、井下破碎、转载这一系列的过程,使进入选煤厂原煤中的次生煤泥含量不断增加。
另外,随着煤炭价格的升高,以及优质焦煤的数量急剧减少,使得各选煤厂需要最大限度的提高精煤的回收率,实现优质资源合理利用,以创造更大的经济效益。
原煤中细粒级含量的不断增加,煤质的不断变化使得重介选煤成为主流的选煤方法,而介质系统循环又会造成次生煤泥量的增加。
重介旋流器分选粒度下限通常为0.5 mm,浮选是回收-0.5 mm精煤最有效、最广泛的选煤方法,浮选入料量占原煤入洗量20%~30%,因此煤泥浮选效果好坏成为制约最终精煤产品数质量的关键。
2 影响浮选效率的因素2.1 入浮煤泥的物性入浮煤泥物性是影响浮选效果的根本因素,包括粒度、灰分、入料浓度和可浮性等。
(1)浮选入料的粒度特性和灰分特性是决定浮选工艺、设备选型、粗煤泥回收系统的重要因素。
它是提高浮选精煤产率最重要一环,也是现阶段各选煤厂改造浮选系统、煤泥水处理系统的重要依据。
通过统计浮选入料(精煤磁尾)小浮沉试验数据可知,粒度<0.125 mm的累计产率在28.78%,产率累计灰分38.75%,其中<0.045 mm粒度级的灰分高达56.99%,产率8.56%。
说明该厂浮选入料中高灰细泥含量较高。
+0.5 mm粒度级的占比在7.92%,说明跑粗现象严重,这部分粗颗粒如果直接进入浮选系统,就会导致尾矿跑粗,尾矿灰分偏低,浮选精煤产率下降;+0.25 mm平均灰分为8.51%,该厂重介旋流器分选下限为0.25 mm。
优化煤泥水处理系统实现经济与环境效益双赢

5 结语
螺旋溜槽 、伸缩桶和溜槽斗式料位自动控制装 置及各转载点物料缓冲装置等多项块煤防破碎技术 在九里山矿煤炭生产系统中的成功应用 , 进一步降 低了无烟块煤破碎率 , 提高了块煤产率 。
该综合块煤防破碎技术适用于井上 、井下不同 工艺环节 , 对提升无烟煤矿井煤炭产品附加值 , 改 善企业经济运行效果具有十分重要的作用 。
(4) 煤泥沉淀池容量小 。煤泥沉淀池本身是 作为事故沉淀池使用的 , 只有当出现浓缩机压耙子 时 , 才向沉淀池内排放煤泥水 。但由于煤泥销售不 畅 , 造成煤泥清理不及时 , 池内经常积存大量煤 泥 , 加上压滤车间处理不完尾矿水 , 停车后系统水 返回循环水池 , 致使循环水池外溢 , 出现自然外排 煤泥水现象 。
(2) 煤泥地销困难 , 造成二次环境污染 , 并 对选煤生产形成潜在威胁 。田庄选煤厂每年产生煤 泥 30~35万 t, 过去全部作为低热值燃料销售 。大 量的浮选尾煤热值低 、水分高 、粘度大 , 给存储装 运带来较大困难 , 只能就地贮存销售 , 造成二次环 境污染 , 影响厂区周围居民的正常生活 。近年来 , 随着环境保护工作力度加大 , 政府对企业环境保护 的要求越来越严 , 已明令禁止煤泥地销 , 使原本困 难的煤泥处理问题越来越严峻 , 且煤泥销售季节性 强 , 堆放空间有限 , 已成为危及选煤厂正常生产的 隐患 , 严重制约了选煤厂的生产与发展 。
(1) 在正常生产条件下 , 系统加煤量在 550 t/ h左右 。根据 2003年原煤月综合筛分试验资料可 知 , < 015mm 粒级的含量约占 50 ~0mm 粒级 的 1415% , 若要保证正常选煤生产 , 压滤煤泥量至少 为 7917 t/ h。压滤车间的 5台 XM Z - 500 /1500型压 滤机 , 单台处理量最大为 12 t/ h, 4 台压滤机同时 用于生产 , 处理量也只有 60 t/ h, 压滤回收系统不 具备同步处理煤泥水的能力 。加之煤质变化 , 原煤 中细粒级煤含量比原设计指标明显增加 , 尤其是 < 015mm级煤泥增加 7个百分点以上 , 使浮选系统 不堪重负 , 造成通过能力降低 , 浮选效率偏低 。
选煤厂煤泥系统的优化改造
总第213期2021年第1期机械管理开发MECHANICAL MANAGEMENT AND DEVELOPMENTTotal213No.l,2021实践与应用D01:10.16525/l4-1134/th.2021.01.068选煤厂煤泥系统的优化改造张淑萍(大同煤矿集团大地选煤有限公司塔山选煤厂,山西大同037000)摘要:针对选煤厂煤泥系统存在的问题,对选煤厂煤泥浆系统进行优化改造,提出相应的改造措施,包括增设稳流箱,对滤液水循环管路进行改造,增加浓缩池入料管路排风口。
细煤泥工艺系统的改造充分实现了细煤泥系统的配粗工艺,减少了浓缩池煤泥水的系统循环量,减少了浓缩池的生产压力,减少了循环水的使用量,简化了整个洗选系统的水循环量,给选煤厂循环水的设计与应用提供了可靠的现实依据,创造了较好的经济效益。
关键词:煤泥系统循环管路优化改造中图分类号汀D456文献标识码:A文章编号:1003-773X(2021)01-0158-02引言近年来随着煤炭市场竞争的不断加剧,用户对煤炭质量提岀了更高的要求。
提高煤炭质量也是每个煤炭企业的目标,大多数的煤炭企业依靠增加洗煤量来提高产品质量。
随着洗涤速率的增加,在选煤生产系统中产生的煤泥量也增加,并且煤泥量的增加在一定程度上引起煤泥水系统的问题,这限制了洗涤量的增加率。
由于来自热选煤厂的大多数煤泥被混合到最终产品中出售,煤泥数量的增加导致最终产品的水分增加,热值降低因此,在选煤过程中加强对煤泥的控制,实现对选煤生产的深度处理和减少煤泥具有现实意义。
本文以塔山选煤厂为例,研究选煤厂煤泥浆系统的优化改造。
1塔山选煤厂概况选煤厂一车间设计年处理原煤1500万t,小时处理原煤能力为3000t,实际小时处理原煤能力为3000t;二车间设计年处理原煤800万t,小时处理原煤能力为]5001,实际小时处理原煤能力为]300t o 主要工艺为:原煤采用全部入选,150~13mm的块煤采用重介浅槽分选;13-1.5mm末煤采用三产品重介旋流器分选;1.5-0.2mm粗煤泥采用螺旋分选机分选;0.2mm以下细煤泥采用加压过滤机+板框压滤机联合脱水回收。
选煤厂煤泥系统的优化改造

选煤厂煤泥系统的优化改造摘要:随着矿井原煤产量的增大以及原煤煤质的不确定性,外加次生煤泥的存在,对煤泥水系统的稳定性产生严重影响。
一方面煤泥沉降效果变差,导致加药量增大、循环水浓度超标、单套系统停止运行以及生产系统紊乱等状况;另一方面煤泥量增多,压滤系统处理能力不足,效率降低,导致混精煤产品质量下降,浓缩池容易滞留煤泥,浓缩机耙架受损,甚至造成煤泥水事故。
为此,选煤厂对煤泥水系统进行优化改造,有效提高了生产效率。
关键词:选煤厂;煤泥系统;优化改造引言近年来随着煤炭市场竞争的不断加剧,用户对煤炭质量提出了更高的要求。
提高煤炭质量也是每个煤炭企业的目标,大多数的煤炭企业依靠增加洗煤量来提高产品质量。
随着洗涤速率的增加,在选煤生产系统中产生的煤泥量也增加,并且煤泥量的增加在一定程度上引起煤泥水系统的问题,这限制了洗涤量的增加率。
由于来自热选煤厂的大多数煤泥被混合到最终产品中出售,煤泥数量的增加导致最终产品的水分增加,热值降低。
因此,在选煤过程中加强对煤泥的控制,实现对选煤生产的深度处理和减少煤泥具有现实意义。
1煤泥水系统存在的问题分析1.1粗煤泥处理工艺的不足煤泥可以进一步划分成为原生煤泥和次生煤泥两大类,原生煤泥表示煤矿中本身就有的煤泥,而次生煤泥表示利用煤泥水系统进行处理时产生的煤泥。
利用原有的煤泥水系统进行洗选时产生的原生煤泥和次生煤泥总量大约占到原煤总量的20%左右。
煤泥水进入末煤重介质旋流器前,需要进行脱泥处理,要求粒级控制在1mm以下。
重介质旋流器的设计生产能力为2500t/h,如果以该速度进行生产,那么粗煤泥离心机的生产能力就达不到要求。
另一方面,在实际操作时,末煤分级后没有经过任何缓冲就直接进入洗选系统,使得煤泥水系统中的煤泥含量会受到原生煤泥含量的影响,且煤泥的分布不是非常均匀,存在局部聚集的现象。
基于以上原因,导致粗煤泥离心机在实际工作时经常出现跳闸停机现象,制约了煤泥生产效率。
1.2设备问题(1)设备运行不稳定,故障多,如带式输送机跑偏严重,刮板机飘链,设备保护可靠性差;(2)末煤收集刮板、块煤离心机等设备处理能力配置不足;(3)原煤13mm分级筛筛网糊堵严重,6mm脱粉筛因效果不佳闲置,筛分效率低下,影响产品质量。
选煤厂煤泥水处理工艺的优化 刘敏

选煤厂煤泥水处理工艺的优化刘敏摘要:鉴于近年来煤炭系统中的污泥量、灰分和粘度增加的问题,煤泥回收过程中的下降速度较慢,卸饼的难度较大,粉碎成状的时间较长。
经过调整,某些选煤厂已经调整了这一过程。
转移管道位置等措施大大降低了煤泥水事故率,降低了煤耗,保证了洗煤水的封闭循环,加大了煤浆水系统调整的灵活性,并提高了煤炭产品的质量和浮精产率。
关键词:煤泥水;调整工艺;分选效果;降低事故率;提高精煤产品质量前言:煤泥水的处理在选煤厂的运作当中是必不可少的。
伴随着末煤系统的投入使用,大量的小颗粒煤泥进入到了系统当中,它不但影响了现场质量标准,而且破坏了悬浮系统的稳定性能,给分选操作带来了很大的影响。
为了保证其正常运行,确保煤泥水处理系统满足正常生产要求,系统只能减少生产,从而影响了整个工厂的业绩。
根据实际情况,本文从工艺改进和现场管理等方面对系统进行了讲述,来实现煤泥的有效回收,大幅度的减少了循环水的浓密度,从而达到了洗水封闭循环的效果。
1.原处理工艺在原有的生产过程中,煤泥根本就没有分选,作为动力煤混合的原煤,严重影响原煤的质量,使装卸工作更加困难。
原煤泥水系统的处理流程,是煤泥水在旋风分离器中分类浓缩,并流入粗煤泥水回收系统,溢流至浓缩机。
在现有工艺中,粗煤灰含量高,严重影响了产品质量,根本不能满足煤产品结构调整的条件。
因此,有必要对煤泥水系统进行技术改造。
原煤中导致煤泥含量增加的原因主要有两个:一是原煤质量的变化。
许多选煤厂与原设计的原煤不同,特别是采矿型选煤厂。
第二是煤炭开采方式不同。
现在机械化采煤方式不断完善,原煤当中煤泥的占有量逐渐增加。
例如,在某选煤厂挑选的原煤中,煤泥当中的占有量比原设计提高了不止十五个百分点。
2.原处理工艺存在的主要问题随着煤层开采的深入,原煤破碎现象越来越严重,水提煤量的增加,导致了煤浆水处理系统煤泥量的增加。
特别是在局部较低的地层和废弃煤层中,煤质明显较差,灰分和粘度也明显增加;煤灰较高,煤泥在回收过程中速度较慢,而且压滤成饼时间比较长,所以卸载饼也非常困难。
五沟选煤厂提高煤泥灰分的改造实践

五沟选煤厂提高煤泥灰分的改造实践摘要:为降低煤泥产量和提高煤泥灰分,符合国家环保规定要求,提高选煤厂经济效益,五沟选煤厂利用井下采取煤与矸石分流、分装、分运措施,减少矸石泥化对煤泥水系统的不良影响,对原有的生产工艺进行技术改造和加强过程控制管理,降低了煤泥水系统的负荷,提高了精煤产率,降低了煤泥产量。
关键词:精煤产率煤泥灰分煤质管理过程管理技术改造1概述五沟选煤厂是一座年处理原煤150万吨的矿井型炼焦煤选煤厂。
选煤厂采用不脱泥重介选煤工艺,50-300mm粒级原煤采用动筛跳汰排矸,0-50mm粒级原煤采用无压给料三产品重介旋流器+0.25-0.5mm粗煤泥采用TBS分选+0-0.25mm煤泥直接浮选的工艺流程。
随着采煤机械化及智能化开采技术的提升和煤炭开采深度的增加,入洗原煤粒度越来越细,煤泥灰分38-44%,煤泥产量大、煤泥水系统处理困难等问题长期存在,造成精煤损失到煤泥中,严重影响了选煤厂的经济效益。
2存在问题及原因分析五沟选煤厂煤泥的组成主要由浮选机尾矿级部分动筛外排水组成。
精煤磁选尾矿经水力分级旋流器分级后溢流、TBS精矿脱泥后筛下水和中煤矸石磁选尾矿、动筛外排水经小旋流器组分级后溢流进入浮选机;浮选精煤采用加压过滤机进行回收,浮选尾煤采用浓缩+压滤的回收流程。
2.1存在问题2.1.1 煤泥灰分偏低。
2019年以前煤泥销售灰分均小于45%。
煤泥水分大、热值低,利用价值较低,导致煤泥价格偏低。
由于两个工作面原煤混洗,且煤质差异大,导致煤泥灰分波动较大。
2.1.2环保重视程度加大。
国家加大了环保检查监察力度及对环保要求的提高,煤泥如果不进行深一步的加工,不仅会污染环境,还使得精煤流失。
2.1.3 循环水浓度高。
原煤灰分超过45%,矸石易发生泥化现象,产生的高灰细泥在浓缩池中难以沉降,显著降低了浓缩池的沉降澄清效率。
大量高灰细泥若不能及时回收,容易在系统中形成恶性循环,会造成浮选效果变差,降低浮选机的抽出率和处理能力,同时也会加大絮凝剂的添加量。
选煤厂煤泥水处理工艺的优化
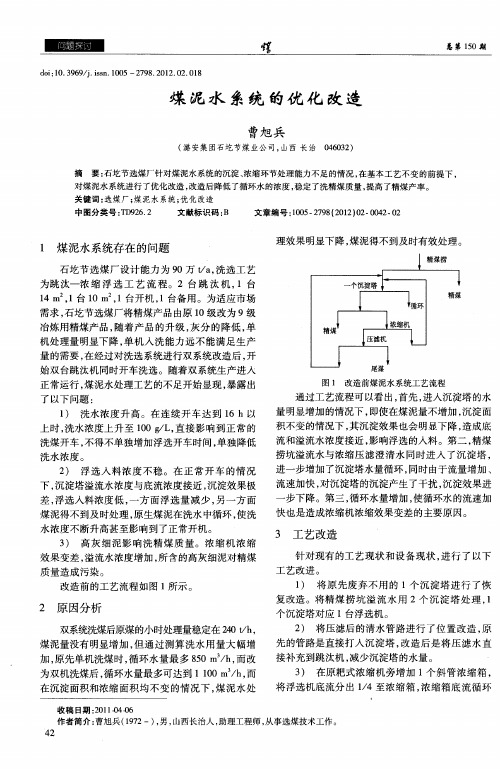
2.5煤泥水处理工艺流程分析
煤泥水处理系统可以归纳为三类流程:浓缩浮选、直接浮选和半直接浮选流程,这三种工艺流程都具有各自的优势。就我国目前情况来看,使用直接浮选工艺的厂子数量增加,很多选煤厂在对自身工艺进行升级改造时候多使用直接浮选替代旧有工艺。通过大量使用证明,浓缩浮选工艺适合用于煤质发生明显变化并且变化频率较高,同时细泥含量较低的选煤厂。直接浮选流程就是煤泥水不需要进行浓缩工序,在缓冲之后直接进行浮选。浮选之后的尾煤进入浓缩工序,通常会在浓缩时侯加入一定量的絮凝剂,最终得到的溢流用作循环水,底流进入压滤机进行脱水,厂内的煤泥水形成闭路循环。近年来,我国新设计的煤选厂所使用的大多是直接浮选工艺,一些传统的煤选厂也对工艺进行直接浮选的改造,节约资源。任何工艺的选择都要符合生产要求,直接浮选工艺也要考虑其适用条件,通常来说,这项工艺在煤泥含量较高的选煤厂中较为适用。半直接浮选工艺的溢流水分为两部分进行处理,分别进入浓缩机和浮选工序。这项工艺的灵活性较好,在煤质变化明显的选煤厂非常适用。
2.3煤泥脱水设备
在进行动力煤分选工作时,不需要做较为复杂的工作,仅实现动力煤从煤泥水中的分离工作即可,这样就能获得洁净的循环水。但无论是进行分选工作,还是进行回收工作,都需要完成对分选或回收产品的固液分离工作,这一工作是通过专门的脱水作业来完成的。若分选或回收产品含有较大的水分,则不利于产品的使用。
太原选煤厂煤泥水系统的改造

太原选煤厂煤泥水系统的改造要志军【摘要】通过对太原选煤厂煤泥水系统工艺设备现状的分析,找出了煤泥水系统通过能力不足,现有浮选设备和浮精脱水设备陈旧老化,浮精脱水系统运行能耗高,维修费用高,效率低,以及粗煤泥回收环节不完善等问题,通过增加新浮选工艺系统及系统优化,将真空过滤机更换成自动化程度高的加压过滤机和快开压滤机等高效低耗能的浮精脱水设备改进措施,实施后,煤泥水系统得到了改造完善,保证了洗水平衡,取得了巨大的经济效益.【期刊名称】《山西焦煤科技》【年(卷),期】2012(036)007【总页数】6页(P4-8,12)【关键词】煤泥水系统;分析;工艺改造完善【作者】要志军【作者单位】西山煤电(集团)公司官地矿选煤厂,山西太原030022【正文语种】中文【中图分类】TD922西山煤电股份公司太原选煤厂是一座中央型选煤厂,主要入洗西山地区西铭矿、杜儿坪矿的瘦煤、贫瘦煤,主要产品为11级瘦精煤,原设计生产能力为200万t/年。
经过几次改扩建,特别是2003-2004年的重介系统改造完成后,主洗系统的设计处理能力已达600万t/年。
但后续生产环节并没有同时进行配套改造,特别是煤泥水系统的工艺环节存在许多问题,成为制约生产的瓶颈。
近年来,经过实际摸排,汲取兄弟单位的先进经验,太原选煤厂对煤泥水系统进行了分步改造完善,取得了良好的效果。
太原选煤厂现采用跳汰-重介-浮选联合工艺流程。
煤泥水系统主要包括煤泥分选环节和产品脱水环节。
浮选采用底流大排放浓缩浮选工艺,跳汰系统精煤脱水筛筛下水和重介系统精煤磁选机尾矿经旋流器组分级浓缩后,溢流回精煤浓缩机,浓缩后底流经旋流器组分级把关,溢流去浮选系统,底流由粗煤泥系统回收。
-0.5 mm的细粒煤经浮选机分选后,得到浮选精矿和尾矿,浮选精矿经过滤机脱水得到浮精产品,进入产品系统外销,尾矿进入尾煤系统再回收。
浮选入浮浓度为90~120 g/L左右,粒度<0.5 mm,入浮灰分13.00% ~15.50%,入浮煤泥为易浮或中等可浮。
旗山煤矿选煤厂煤泥水处理系统改造

旗山煤矿选煤厂煤泥水处理系统改造摘要:针对旗山矿的煤泥特点,对选煤厂煤泥水处理系统进行了升级改造。
以此,希望为提高企业生产效率,并为企业带来更多经济效益。
关键词:选煤厂;煤泥水处理;改造技术旗山煤矿选煤厂是徐州矿务集团有限公司的主力矿井,实行筛上品,入洗新洗煤厂房改建2000年8月投产使用,洗煤机面积由8平方增加到14平方。
入洗原煤能力由35万吨增加到60万吨。
50~13mm级块煤占原煤总量的32%进入跳汰洗、煤泥浓缩、尾煤压滤回收工艺。
1 浓度升高的原因1.1 煤质变化,粒度组成变化在原煤中细泥含量增加,和洗选过程中因为工艺配置的原因产生的次生泥化现象。
1.2 分选工艺系统一是选煤过程中提前筛分作业,筛选的效果不好,引起块煤分离系统的循环水浓度过高;二是分级效果差,沉降工作区域不够,引起高浓度的循环水。
1.3 选择分级和浓缩设备影响循环水浓度的重要因素之一是分级和浓缩设备。
1.4 生产管理生产管理煤泥水处理业务,如不良的滤机操作、浓缩机运行粗糙等都会增加循环水的浓度。
1.5 絮凝剂的合理应用2 煤泥水闭路循环选煤厂的煤泥水处理是系统中难度比较大的工艺环节之一,涉及面很广,包括资源回收,环境保护和生产管理等方面,无论其中哪一个问题,都十分棘手而且必须认真对待的问题。
所以,管理方面的优劣至关重要,尤其是从可持续发展的角度来看待这个问题,煤泥水处理的质量好坏会直接影响环境的保护问题,因此更加重要。
2.1 提高管理水平建设洗水管理的规章制度,加强管理,减少清水用量,平衡水量,专人专管,清水计量。
在需要补充清水的作业点应考虑加强洗水的管理,循环水的质量将决定用途作用之间的配合。
2.2 设备能力满足需求选煤厂的脱泥筛、过滤、浓缩、压滤、澄清和回收等设备的各项处理能力,都必须满足生产需求。
3 改变工艺目前,旗山煤矿选煤厂由于井下地质条件差,毛煤发热量比较低,筛混煤达不到客户要求,无法销售,井下提煤全部入洗,估计全年入洗量达90万吨,造成入洗量加大,末煤量增加,煤泥水浓度偏高,煤泥水处理浓缩-压滤系统跟不上。
丁集选煤厂煤泥水系统工艺优化改造

煤炭与化工Coal and Chemical Industry第44卷第3期2021年3月Vol 44 No.3Mar. 2021煤矿安全环保与煤炭加工丁集选煤厂煤泥水系统工艺优化改造陈伟(淮沪煤电有限公司丁集煤矿,安徽淮南232000)摘要:煤泥水的处理涉及到选煤厂洗选工艺的各环节,是一项系统复杂的工程。
各选煤厂结合入洗原煤的煤质,采用不同的洗选工艺流程与管理方法,在处理煤泥水时所采用的方法也存在差异。
丁集选煤厂因原煤泥化严重,次生煤泥量大,造成煤泥水处理系统运行负荷大, 煤泥水浓缩、絮凝和脱水处理难度增大。
通过对洗水闭路循环管路、分级旋流器和PAM 药剂 添加,对原煤泥水处理系统进行工艺优化改造,有效提升精煤的回收率,解决浮选效果差、能耗高的问题。
关键词:浮选系统;煤泥水;洗水闭路循环;能耗中图分类号:TD94文献标识码:B 文章编号:2095-5979 ( 2021) 03-0110-03Process Optimization of Coal Water System inDingji Coal Processing PlantChen Wei(Din^i Mine, Huaihu Coal Power Corporalion Ltd., Hucdnan 232000, China )Abstract : The treatment of coal sludge water involves all aspects of the washing process in coal processing plants, which isa systematic and complex project. Each coal processing plant adopts different washing processes and management methods according to the quality of the raw coal to be washed, so there are also difierences methods to treat coal sludge water. InDingji coal processing plant, due to the serious mudification of raw coal and the large amount of secondary coal sludge, thecoal sludge water treatment system had a large operating load, and the coal sludge water concentration, flocculation anddewatering treatment were more difficult. The process optimization modification of the raw coal sludge water treatmentsystem was carried out to effectively improve the recovery rate of line coal and solve the problems of poor flotation effect and high energy consumption through the process optimization of closed washing water circulation pipeline, classifying cycloneand PAM chemical addition.Key words : flotation system; coal sludge water; water closed circuit circulation; energy consumption1工艺简介丁集选煤厂作为丁集矿配套建设的矿井型选煤 厂,设计年洗选能力5.0 Mt/a,双层分级筛首先将 入洗的原煤筛分为粒度13 mm 块煤和150 mm 的粗 煤泥。
煤泥水系统的优化改造
di1 .9 9ji n 10 2 9 .0 2 0 . 1 o:0 36 /. s.0 5— 7 8 2 1 .2 0 8 s
总 5期 第1 0
煤 泥 水 系 统 的优 化 改 造
曹旭 兵
( 潞安集 团石圪节煤业公司 , 山西 长治 摘 0 63 ) 4 0 2
要: 石圪节选煤厂针对煤泥水系统 的沉淀 、 浓缩环节处理能力不足 的情况 , 在基本 工艺不变的前提 下 ,
对煤泥水系统进行了优化改造 , 改造后降低 了循环水的浓度 , 稳定 了洗精煤质量 , 提高 了精煤产率。
关键词 : 选煤厂; 煤泥水 系统 ; 优化 改造 中图分类号 :D 2 . T 962 文献标识码 : B 文章 编号 : 0 — 7 8 2 1 )2 0 4 . 2 1 5 29 ( 02 0 .0 2 0 0
。
4改 效 造果
。 一 一
1 洗水浓度下降至 4 L以下 , ) 0 确保了洗煤 的正 常运 转 。 2 浮 选人 料 稳 定 在 10gL以上 , 选 效 果 ) 5 / 浮 明显 改善 , 沉淀 塔溢 流水 浓度 下降 至 5 L以下 。 0 3 精 煤灰 分稳 定 , ) 去除 了高灰 细泥 的污染 。 4 经济效益。①改造前每 日 ) 要单独开浮选 4h 以上 , 造 后 基 本 不 用 单 独 开 浮选 降 浓 度 , 年 按 改 每 30d 0 开车计算 , 节约费用 2 5万元。②节约了浓缩
在 沉淀 面积 和浓缩 面积 均 不 变 的情 况 下 , 泥水 处 煤
先 的管 路是 直接 打入 沉 淀塔 , 改造 后 是 将 压 滤水 直
接补充到跳汰机 , 减少沉淀塔的水量 。
3 在原耙式浓缩机旁增加 1 ) 个斜 管浓缩箱 , 将浮选 机底 流分 出 14至 浓缩 箱 , 缩 箱底 流 循 环 / 浓
在现代选煤厂中煤泥水处理技术的探讨
在现代选煤厂中煤泥水处理技术的探讨摘要:煤炭资源是我国的一个主要能源,合理选用选煤技术可以更好地保证我国煤炭工业的长期稳健发展。
开采出的原煤含有较多杂质,为了去除杂质、提高煤炭质量、合理进行煤炭分类。
则需要对原煤经由选煤厂处理,选煤作业中产生大量的煤泥水,煤泥水直接外排会造成环境污染,同时造成水资源浪费、选煤成本增加。
为此需要对煤泥水进行回收再使用,提高选煤厂的资源利用率。
本文简要介绍了煤泥水实现闭路循环的因素,重点分析了煤泥水处理优化手段以及相关建议,以期能为有关需要提供借鉴和参考。
关键词:选煤厂;煤泥水;处理技术煤炭资源在我国社会经济发展过程中发挥着十分重要的作用,但是传统的选煤工艺流程存在较大的污染,为了适应现代低碳环保节能战略发展要求,需要改进优化选煤工艺流程,在提升选煤效率和质量基础之上,保护好自然生态环境,促使选煤行业的可持续发展。
一、煤泥水处理的概述煤泥水泛指煤炭洗选作业中产生的废水。
煤泥水成分比较复杂,通过化验分析可得出,主要成分为煤泥、沙、化学药剂、金属元素等,煤泥水对环境的危害较大,并且外排还会造成选煤厂选煤成本增加。
为此需要对煤泥水进行循环利用。
煤泥水处理主要内容:(1)分选煤泥和回收煤泥水,最大限度对煤泥水中的精煤做有效分离,提高精煤回收率,同时降低煤泥水处理的工作量,达到选煤厂节能降耗的目的。
(2)煤泥水中的颗粒大小不一,需采用不同分选工艺进行分离。
(3)煤泥水处理设备对煤泥的浓度有一定的要求,需要对煤泥进行浓缩处理。
通常选用自然沉降煤泥浓缩设备或者通过添加化学药剂实现煤泥浓缩,经浓缩设备底部排放出高浓度的煤泥浆,顶部溢流水还有较少煤泥,可直接回收利用。
(4)选煤厂的洗水发展趋势是闭路循环,循环水的质量是选煤工艺中的关键要素,其前提需要降低煤泥水中的灰分、颗粒等,并经过澄清工序。
二、煤泥水实现闭路循环的因素1、工艺系统的完善性煤泥水处理系统终端设备需要实现煤泥水能够达到直接循环使用或符合直接外排条件。
改善煤泥水工艺流程提高精煤质量

改善煤泥水工艺流程提高精煤质量
辛绍磊
【期刊名称】《山东煤炭科技》
【年(卷),期】2009(000)003
【摘要】针对埠村煤矿运洗厂煤泥水系统存在的问题,从改善洗水质量入手,通过技术改造和加强管理,解决了煤泥水系统不完善制约生产的实际问题,理顺了生产秩序,促进了经济效益的提高.
【总页数】2页(P42-43)
【作者】辛绍磊
【作者单位】淄矿集团埠村煤矿运洗厂,山东,章丘,250215
【正文语种】中文
【中图分类】TD946.2
【相关文献】
1.改进粗煤泥回收工艺流程提高精煤产率 [J], 康为民;任多禄
2.改善煤泥浮选条件提高精煤产率 [J], 俞海鹰
3.改造精煤脱泥工艺流程提高精煤产率 [J], 王建华
4.改造末精煤脱泥工艺流程提高精煤质量 [J], 李国锋
5.改善煤泥分选效果提高精煤产率 [J], 蒋善勇;张凯
因版权原因,仅展示原文概要,查看原文内容请购买。
西曲矿选煤厂提高精煤产率、降低尾煤泥发热量的改造实践

西曲矿选煤厂提高精煤产率、降低尾煤泥发热量的改造实践张永敢; 王俊峰; 孟晓光; 谢晶【期刊名称】《《煤炭加工与综合利用》》【年(卷),期】2019(000)010【总页数】4页(P27-30)【关键词】选煤厂; 精煤产率; 尾煤泥; 发热量; 灰分【作者】张永敢; 王俊峰; 孟晓光; 谢晶【作者单位】西山煤电西曲矿选煤厂山西太原 030053【正文语种】中文【中图分类】TD948西曲矿选煤厂是一座年处理能力3.00 Mt/a的现代化炼焦煤选煤厂。
选煤工艺为:大于50 mm粒级块原煤采用重介质浅槽预排矸,小于50 mm粒级原煤预先脱泥+无压三产品重介质旋流器+粗煤泥TBS分选+煤泥浮选工艺。
由于浮选尾矿灰分(40%~48%)和尾煤泥灰分(40%~45%)较低、发热量高,尾煤泥量大、煤泥水处理困难等问题长期存在,一直未能有效解决,影响了精煤产率和企业的经济效益。
选煤厂根据实际生产情况,通过技术检查,工艺优化改造,加强管理考核等措施,提高了精煤产率,降低了尾煤泥发热量,增加了经济效益。
1 选煤厂工艺流程矿井毛煤进入选煤厂后,经50 mm分级,筛上大于50 mm粒级块原煤由重介质浅槽预排矸,其精煤、矸石脱介筛二段筛下水经磁选机回收介质,磁选尾矿由弧形筛加高频筛脱水(筛缝为0.25 mm),其筛下煤泥水不分选进入一段浓缩池;小于50 mm粒级原煤经脱泥筛脱泥后,采用3NWX-A1000/700型无压给料三产品重介质旋流器分选,分选出的精煤、中煤、矸石分别进入各产品脱介筛。
选煤厂设有两套系统,各配1台脱泥筛(筛缝2 mm),2组三产品重介质旋流器,2台精煤脱介筛,1台中煤脱介筛,1台矸石脱介筛(筛缝0.5 mm),2台精煤磁选机,1台中煤矸石磁选机,4台精煤离心机;脱泥筛筛下煤泥水经FX750-GT型分级旋流器分级,溢流进入浮选系统处理,底流由XGR-3000型TBS干扰床分选;精煤脱介筛下稀介质由精煤磁选机回收介质,精煤磁选尾矿由φ350×6型旋流器组分级,溢流进入浮选系统处理,底流由XGR-3000型TBS干扰床分选;中煤、矸石脱介筛下稀介质合并给入中煤、矸石磁选机回收介质,中煤、矸石磁选尾矿不分选进入一段浓缩池处理;TBS干扰床精煤和尾煤脱水设备筛下水、离心液和块精煤离心机离心液不经过矿浆预处理器,直接给入浮选机分选;煤泥水处理采用两段浓缩,一段浓缩底流脱水后为洗混煤,溢流去二段浓缩,二段底流经压滤脱水后做为尾煤泥,二段溢流做为循环水。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
两部煤泥筛及 浮选 的原矿 、 尾矿进行 了取样分 析, 分析结果如下 : 击打式弧形筛 的泄水情况较好 ,泄水量达 到入料量的 8%以上 , 0 振动筛筛上物的z- K ̄ U A ' 1%, 8 筛上物进 入重介 系统后对重介系统基本没 有影响 , 达到工艺要求 。 从截粗效果上分析: 改造 原矿 中+5 m的 0m 线振动筛 , 激振器改成 自同步式激振。弧形筛选 后浮选原矿小筛分试验表明 , 用 B S 126 O B 8 0 0型棒 条式 不 锈钢 筛 面 ,包 角 含量仅 占5 2 见表 3 , 4 %( )比改造前的 3%, 3 减少 5 ̄筛孔  ̄ .mm。 0, 0 5 了 2 5 %。 7 8 从浮选效果来看 : 浮选尾矿灰分 由 改 捞坑溢流水 捞 流 坑溢 水 前的 4 9%( Q 9 见表 4提高到改后 的 6. %, ) 17 浮选 4 精煤灰分按 18 2 %汁算 , 的浮选精煤抽 出率 改前 为 6. %, 9 2 改后浮选精煤抽 出率为 7 . % 浮选 4 77 。 6 精煤抽 出率提高了 8 5 . %。 2 表 3改造后浮选入料 小筛分试验表
供
其 中有 2台已经损 坏拆除 , 现使用 6台, 在 分布 主洗楼 7 2 . 米和 lA 米 的南北两侧。 6 3 I 该煤泥筛 设备陈 旧, 筛分效率很低 , 而且事故多发 , 约着 制
生产 的正常组 织。筛 面为 自制的木框结构加金 属编织 网 筛面,使用中木框损坏变形严重 , 状 更 换频繁 , 木框与木框之间的缝 隙漏煤 比 严重 , 较
0 2 一 0.5 -O 1 l .5 25 2.l 23
~
—
大大减 少因振动筛数量的减 少而带 来的工作压 力, 解决可能造成 的筛面跑水问题 。 3 . 2现场条件分析 从现场安装位置上分析 , 振动筛筛 面在标 高 86 , . 米 弧形筛安装在振动筛 人料点的上方 , 7 可用空间约 8 , 筛加上人料箱和振动筛人 米 弧形 料箱的总高度为 4 米 , 中弧形筛高度 1 米 , . 其 2 . 8 弧形筛下缘距离振动筛 筛面 0 米 , . 两个箱体 高 2
工 业 技 术
Ci w e noea o: ha eT h li drus nN c ogsn Pd t c
煤 泥 水系统 改造提 高精煤产 率
刘 立伟
( 唐山开滦林 西矿业公司有限公 司, 河北 唐山 0 3 0 ) 6 14
摘 要 :为控 制 浮 选跑 粗 ,提 高精 煤 产 率 ,开滦 林 西洗 煤厂 将 原有 的 6台 WP 型 木质 筛框煤 泥 筛 更换 成 4台击 打式 弧 型 筛加 2 D K 85 直 线振 动 筛 的方式 , 粗 煤泥得 到 有效 回收 , 大减 少了精煤 损 失。 Z 15 型 使 大 关 键词 : 泥 筛 ; 选 ; 煤 浮 跑粗 ; 煤损 失 精 人料 管的堵塞 。 唐山开滦林西 矿业 有限公司洗煤厂 ( 以下 2改造方案的制定 简称林西洗煤厂 ) 泥水处理系统丁艺流程 为 : 煤 经研究采用 击打式 弧形筛 + 振动筛 代替原 跳汰机捞坑溢流水 、 精煤磁选尾矿和离 心机 的离 来的振 动筛工艺( 见图 1图 2。 、 )报废两座老沉淀 心液均进入汇水仓 , 由泵给人沉淀塔 , 淀塔溢 塔 , 沉 两新沉淀塔底流作为弧形筛和煤泥筛 人料 , 流返 回跳汰机 , 底流靠 自 压进入煤泥 筛 , 筛下水 同时报废 6 台煤泥筛 , 成 4台 D K 82 改 Z 15 型直
一
nl 5 2
5 _l 53
n5 0.5 —_ 2
n2 — .O 5 2
7-2 2
1 .7 65
2 .4 06
l .6 98
4 2经济效益 因浮选跑粗量 的减少 ,精煤 的到了有效 的 回收 , 按人浮原料 占原煤 的 2v  ̄ , 3d[ 跑粗部分 / 0 1 — .2 .5 15 1 .0 42 22 7 .4 占原 煤的 6 4 2 %。假设跑 粗部分含有 5%的精 0 01 5 2 1. 646 2 .3 66 煤, 进入重介分选后 , 按重介 的分选 效率 9 i % 0 t 小 计 1 00 0 .0 2 .2 0 8 算, 精煤回收率提高 : 4 x0 x0 2 5 按 6 % 5 9%=. %。 3 % 8 表 2改造前浮选黾矿小筛分试验表 度 为 l ,从现 场位置上 看可 以满 足改造要 年处理能力 10 2米 0 万吨侔 算 , _ } 每年可多产精煤 求 。因弧形筛需要经静 眭调整 , 但两振动筛并列 Z 5 8 万吨 , 按精煤与末 中煤差价 50 0 元计算 , 年 I粒 l 产 % 级nl 率 l / 灰% 分 2 5 5 0 12 万元。 . 安装 , 筛机之 间的空 隙太小 , 筛无法就地旋 可创效 :8 x 0 = 4 5 弧形 l +2 30 05 47 . . 28 12 . 参 考 文 献 转 , 以需要设计成固定式 。 所 02 孓一 n2 0 l. O61 3 .9 63 流量计算 : 水塔 底流的总水量约 60m 【 志英. 0 弧, 1 降 跃进选煤厂煤泥水系统的改造. 煤质技 02 — n 1 . 5 1 O 0.2 4 .7 34 单系统 为 30  ̄。0 m 0 m q. m弧形筛的有效面积为 术 2 0 _ ~ 3  ̄5 0 5 32 3 . 7 01 .孓一0 1 5 80 .2 .2 4 .4 89 3 4  ̄ 台处理能力为 2 0 3 , . m, 2 每 5 m/ 满足工艺要求 。 I选煤手册. 9 年. h 2 l 1 3 工业出版社 9 01 5 .2 3 -8 72 5 .4 74 按 分 级 效 率 6%计 算 ,筛 上 物 为 体 积 流 量 0 『 小计 1 . 00 00 4. 09 9 作者简介 : 刘立伟(94 )男,99 17_ , 19 年毕业 lO 3, Om/ 筛上 固体量约 2t。每 台振动筛 的干 h 0h / 煤 泥处理能力为 1 l 。 以单系统采用两 台 4 所 于黑龙江矿 业学院, 工程师 , 工程硕士 , 山开 任唐 沉淀塔底 流经煤 泥筛处理后 人浮 ,因煤泥 弧形筛和两台振动筛的能力可 以满足要求。 滦林西矿 业有 限公 司洗煤厂副主任工程师。 筛筛分效率低 、 处理能力有限 , 正常入料 时筛面 4 实施效 果 易跑水 ,操作上只好采用控制入料量 的力法 , 、 造 41工 艺 效 果 . 成煤泥积存 , 入浮浓度偏高。浮选原矿浓度经常 4台煤 泥筛 分别 于 20 年 5 2 08 月 0日和 6 超过 1o/严重影 响浮选效 果 , 5g, 1 并造 成煤泥筛 月 1 投入使用 , 61 3 运转状态 良好 。6 1 月 9日对
因。 浮选人料中+L m的含量约 占 3%以上( 0m 5 3 见 表 1, 部分灰分较 低 , ) 这 但利用 浮选无 法选 出 , 大量精煤损失在尾矿中。浮选尾矿 中+L m 的 0m 5 含量约 占 3 . %( 4 7 见表 2 , 0 ) 而这部分物料没有经 过有效分选 , 平均灰分 只有 2 . %, 1 2 说明其中的 8 精煤含量较高 ,每年损失到尾矿 中的精煤 超过 的方式要远远优于直接给入振动筛的方式。 弧形 2 5万 吨 筛的整体筛面和振动筛 的新 筛面因筛板块数 的 表 1煤泥筛改造前浮选 入料小筛分试 验表 减少和筛面形式的改变 , 筛面破损和两筛板之间 漏煤 的几率大大减小 ,可 以有效 的控制 浮选跑 粒 级 Ⅱn u 产率 % 灰分% 粗 。打击式弧形筛的使用增大 了处理能力, 可以
n 2 — _ .O 5 02 O2 — .5 .O 1
0 1 —- 1 5 .5 o.2
~
l.5 3O
3 .3 27
2 息2 3
2 .6 99
0 15 2
小计
1 00 0. 0
2 Байду номын сангаас7 36
表 4改造后 浮选黾矿小 筛分试验表
I 粒级 ・ 产率% n m
+ 5 0. 3 .0 3O 1 .5 70
图 1 浮选 入料 原 图 2改后浮选入料 截粗 流程 截粗流程 因老沉淀塔的报废 ,新沉淀塔需要采用液 位计+ 变频器 的方式控 制水塔 人料泵 的转速来 保证跳汰机 的供水量。 方式既能保证洗水的供 此 应又能保证不 冒塔 , 达到节水节能的 目的。 3可行 l 淅 生 3 . 1工艺分析 从工艺上 分析 , 使用打击式 弧型筛+ 振动筛
进重舟
去浮选
壳
进重 介 去 选 浮
粒级 mm 产 率%
+ . o5 54 -2
1.7 7O 1.6 60 1.6 56
灰分 %
1.9 7O
1.8 85 2 .9 05 2. 1 41
05 _ .5 .— 02
而且筛网破损不容易发现 , 致使筛 E 较大粒度 的 煤粒混入筛下水 , 这是造成 浮选 跑粗的重要原
l +. 05 2 8 l
1 .2 08 l. 303 0-5 一0 2 2 _ .0 O- 2 一0 1 .5
灰分%
4. 42 2
5 .4 98 6 .5 26 6 .6 36 6 _7 23
0.5一0 1 5 1 . 1 _ . 2 603
l 小计
1 . OO O0
6. 17 4
中国新技术新产品
一l 7 1一
引 言
经新仓由泵给人浮选 。 目 前共有 4 座沉淀塔 ( 两 座新塔 和两座老塔 ) 台煤泥筛 。 , 6 煤泥 筛作为浮 选人料除粗的最后一道工序 , 工作效果 的好坏 其 直接影响浮选的人料粒度 ,进而影响精煤 回收
率。 1煤泥水系统存在的问题 I . I浮选人料跑粗严重 原设 计煤泥筛共 8 , 为 WP 型 吊筛 , 台 均 1