青岛石化加工高酸原油
高硫与高酸原油的加工腐蚀与对策
s v r ] n io r sv a u e n u r a d s me e e t e me s r st e t i h o o i a s d b e e  ̄ a t r ie me s r sa d p t o w r o f ci a u e o r s an t e c r s n e e y c o f v r o n
c mp e e sv l or so me h n s o r h n iey c ro i n c a im o u fr a n p t e i a i g v he o f s lu nd a h h n c cd, a e t c mpaa ie n l ss f r t a ay i o v
近 年来 , 油的重质 化和 劣质化 日益严 重 , 原 特别 是原油 的酸值升 高 , 含量 增 加 。 目前世 界 上 高酸 硫
M C 和 C C: 可水解形成 H 1 g1 : a1 ) C。而 H s 2 则部分来
源 于油 品本 身 , 分 是在 加 热 过程 中非活 性硫 化物 部
s u n c d cud i p o e sn . o ra d a i r e ol r c si g Ke wo d c u e olp o e sn hih s u ; ih a i c ro in; o r so n i iin me s r s y r s: r d i r c si g; g o r hg c d; o r so c ro in i h b t a u e o
L U fn— ig . E n—a I i p n D NG We n
( . hn f h r i me o , 【_ Bn h u 2 6 0 , h n ; . ola o 5 6 1 C ia 2 C l g s u e
加工劣质原油腐蚀控制

环烷酸腐蚀
经验表明,在一定温度范围内(通常指超过220℃), 存在一个临界酸值,高于此值,腐蚀速率明显加快。然 而,很难确定导致环烷酸腐蚀的临界酸值。例如,国外 有的学者认为,原油酸值超过0.5mgKOH/g 时才会引起 环烷酸腐蚀,而有的则认为临界酸值介于1.5-2mgKOH/g 之间,还有的则认为,含5%的环烷酸就可导致腐蚀发 生。这是因为实际腐蚀体系中影响环烷酸腐蚀的因素多 ,交互作用复杂,比如流速、材质、环烷酸的种类等都 与临界酸值有关。国内炼油厂普遍接受0.5mgKOH/g 为 导致环烷酸腐蚀的临界酸值。
加工高硫高酸原油的 腐蚀与控制
刘小辉
中国石化安全工程研究院 2020年1月11日
中国石油化工股份有限公司青岛安全工程研究院
课程内容
1 劣质原油及腐蚀应对技术现状 2 加工劣质原油的腐蚀风险所在 3 高酸原油的腐蚀与防护 4 高硫原油的腐蚀与防护
5 有机氯及高硫高酸腐蚀研究热√点问题
中国石油化工股份有限公司青岛安全工程研究院
11
中国石油化工股份有限公司青岛安全工程研究院
腐蚀应对技术现状
国内技术
第一:生产实践和科研中积累了一些 宝贵的经验,特别是沿海企业
第二:掺炼和单炼结合
第三:制定了一系列行业标准和管理规定
第四:寻找新的工艺路线,以此解决劣质 原油加工过程出现的严重腐蚀问题
中国石油化工股份有限公司青岛安全工程研究院
腐蚀应对技术现状
高酸原油。
中化泉州石化每 年可以加工1200 万吨高硫原油
中国石油化工股份有限公司青岛安全工程研究院
腐蚀应对技术现状
国外技术
McConomy曲线
Copper曲线
加工高硫高酸原油注意事项

加工高硫、高酸原油注意事项常减压装置单独加工马瑞油,硫含量高达2.9%并含有硫化氢,给储运、装置加工带来很大安全隐患,并且严重影响产品质量,各生产环节要注意防止硫化氢中毒,装置要24小时不间断巡检。
对加工高硫、高酸原油安全注意事项重申如下:高硫高酸原油对装置的影响:高硫、高酸原油中的比重大、硫含量和重金属含量高,深度脱盐较为困难。
加工这类原油能够造成设备腐和催化剂中毒以及环境污染。
如电脱盐装置会因原油乳化而影响脱盐效果,从而造成分馏塔顶腐性,还会造成分馏塔、加热炉等设备高温部位的腐蚀。
加工高酸原油带来的腐性问题主要集中在蒸馏装置,而加工高硫原油带来的腐性问题,贯穿于整个原油加工过程中。
高温硫化物的腐性是指240℃以上的部位元素硫、硫化氢和硫醇等形成的腐蚀。
典型的高温硫化物腐蚀存在于常、减压塔的下部及塔底管线,常压渣油和减压渣油换热器,催化裂化装置分馏塔的下部,以及焦化装置高温部位等。
在高温条件下,活性硫与金属直接反应它出现在与物流接触的各个部位,表现为均匀腐性,其中以硫化氢的腐位性最强。
燃料重油中通常含有1%-3%的硫及硫化物,在燃烧中大部分生成SO2,其中约有1%-5%在一定条件下反应生成SO3,对设备几乎不发生腐性,但当它与烟气中的水蒸汽结合形成硫酸蒸汽时,在装置的落点部位发生凝结,严重腐蚀设备。
环烷酸腐蚀经常发生在酸值大于0.5mgKOH/g, 温度在270-400℃之间高流速介质中。
它与金属表面或硫化铁膜直接反应生成环烷酸铁,环烷酸铁是油溶性的,再加上介质的流动,使金属表面不断暴露并受到腐性,故环烷酸腐蚀的金属表面清洁,光滑无垢。
在物料的高温高流速区域,环烷酸腐呈顺流向产生的尖锐边缘的流线沟槽,在低流速区域,则呈边缘锐利的凹坑状。
环烷酸腐蚀都发生在塔盘、塔壁、转油线等部位。
另外由于环烷酸盐具有表面活性,会造成油品乳化,从而引起装置操作波动,并造成塔顶腐蚀。
装置在加工此类原油时要做好安全防范措施并从生产工艺上进行调整,保证产品质量合格和污水处理合格。
加工高酸值原油常减压装置的腐蚀与防护

收 稿 日期 : 0 8 0 — 9 20— 72
高 酸值原 油特性 对油 品加 工过 程 中的设备 腐蚀 有很
大影 响 , 中① 、 其 ②影 响最大 , 现分述如下 。
11 原 油 体 积 质量 大 、 度 大 , 其 是 沥青 或 胶 质 含 量 较 高 . 黏 尤
入 口、 回弯头等 承受湍 流和高速运转的设备处。 以上 可见 , 常减压装 置高温环烷酸 腐蚀 主要发生在蒸 馏 装置 ( 包括 初馏塔 、 常压 塔 、 减压塔 、 加热 炉 、 油线 等 ) 转 温度大于 2 0 的部位 , 2 一般 以减 压装置高 温部位表现最
为严 重 。
原油经过脱盐脱水后 , 仍然有一部分 氯化钙 、 氯化镁 、 氯化钠等无机盐类存在 于脱后原 油中 ,在适 当的温度下 , 氯化钙 、 氯化镁等会水解生成 HC。另外 , 1 由于原油的深度 开采 , 一些油 田添加剂 中含有 的有机氯化物也会 在一定条 件下 生成 H 1 C。氯化氢 和硫化 氢在没有 水存在时对设备腐 蚀很 轻 , 或基本无腐 蚀( 如常压 塔顶部 封头及 常顶馏 出线
探讨高酸值原油常减压蒸 馏过程中行之有效 的设备 防腐措
施, 将对企业的安全生产和经济效益有着重要 的现实意义。 1 高酸值原油对 常减 压装置设 备腐蚀的影响
高酸值 原油主要有 以下特性 :① 原油体 积质量 大 、 黏 度高 , 尤其是 沥青 或胶质含量较高 ; 环烷酸 含量大 , ② 原油
a 影 响范 围不 同。硫腐 蚀发生 于常减 压加 工整个工 )
机 理 与 影 响 , 提 出 了相 应 的 防 腐 蚀 措 施 。 并 关键 词
加工高酸原油的防腐措施探讨
2RCOOH+FeS→Fe(OOCR)2+H2S 环烷酸铁破坏了硫化亚铁保护膜, 引起了设备 的腐蚀。 3.3 高酸原油加工防腐对策 3.3.1 装置选材 根据目前掌握的环烷酸原油性质, 原油中所含 的 石 油 酸 向 重 组 分 发 展 , 例 如 蓬 莱 19- 3 油 田 原 油 : 320  ̄350℃馏 分 酸 度 值 达 到 6.802, 350  ̄370℃馏 分 酸 度 值 为 7.66, 370 ̄395℃馏 分 酸 度 值 为 9.32, 395 ̄ 425℃馏 分 酸 度 值 更 是 高 达 9.52, 560℃以 上 馏 分 酸 度 值 为 8.52, 所 含 的 石 油 酸 占 全 部 原 油 所 含 石 油 酸 的 48%[3]。 因 此 , 重 质 环 烷 酸 原 油 加 工 过 程 中 受 到 环烷酸腐蚀威胁的装置远远超出了以前高酸原油 加工过程中腐蚀的范围, 这就要求加工环烷酸原油 炼油厂装置选材时, 必须结合这些情况, 统一考虑, 控制腐蚀的发生。另外, 环烷酸原油一般氮含量较 高 , 催 化 裂 化 装 置 吸 收 解 吸 系 统 低 温 H2S- HCN- H2O 型 腐 蚀 问 题 , 以 及 催 化 裂 化 再 生 器 、三 旋 等 设 备 防 止 NOx- H2S- H2O 型 腐 蚀 体 系 造 成 的 腐 蚀 开 裂 问题在装置选材时也要做好周到考虑。 S- H2S- RSH - RCOOH 型 腐 蚀 的 影 响 因 素 除 去 环 烷 酸 浓 度 ( 酸 值 大 于 0.5mgKOH/g) 和 温 度 (270  ̄ 280℃和 350 ̄400℃两 个 范 围 )外 , 还 受 流 速 的 影 响 。 环烷酸的腐蚀部位都集中在流速高的地方, 流速增 加, 腐蚀速率也增加。 环烷酸形成可溶性的腐蚀产物, 硫化氢则形成 不溶性的腐蚀产物。当两者腐蚀作用同时进行, 如 果含硫量低于某临界值, 则腐蚀程度加重, 即环烷 酸破坏了硫化物腐蚀产生的硫化亚铁保护膜, 生成
催化裂化装置加工高酸原油后设备腐蚀问题探讨
J I A N G H e n g , Z HO U Q i n g- i f e , W A N G M t g— z h a n g ( Q i n g d a o P e t r o c h e mi c a l C o . ,L t d . ,S i n o p e c ,S h a n d o n g Q i n g d a o 2 6 6 0 4 3 ,C h i n a )
Ab s t r a c t :A f t e r p r o c e s s i n g h i g h —a c i d c r u d e o i l ,t h e l o w —t e mp e r a t u r e e q u i p me n t o f c a t a l y t i c c r a c k i n g u n i t f r a c t i o n —
s i o n r e a s o n mi g h t b e t h e s a l i n i t y o v e r w e i g h t o f t h e o f ~c ud r e o i l ,s lt a c o n t e n t i n t h e t o we r f o r m HC1 一H2 S—H2 O s t r o n g l y
a t o r s c o r r o d e d s e r i o u s l y ,b y t h e s c a n n i n g e l e c t r o n m i c r o s c o p y( S E M)a n a l y s i s o f t h e s a m p l e , i t w a s c o n c l u d e d t h a t c o r r o —
加工高酸原油常减压装置的腐蚀与防护

油 酸值 为 2 . 9 5 m g K O H / g , 硫 质 量分 数 为 0 . 9 5 %,
2 0 0 9年 1 1月正式 投产 运 行 。近 两 年原 油 中硫含 量 呈上 升趋 势 , 2 0 1 1年 6月至 2 0 1 2年 6月平 均硫
质 量分 数 由 0 . 5 2 %上升至 0 . 7 9 % 。装 置 实 际加 工 多种 进 1 5高酸 原 油 , 平 均酸 值 在 2 . 0 m g K O H / g 左右 , 造 成装 置腐 蚀减 薄 严 重 。装 置在 2 0 1 1 年6 月 停工 消缺 和 2 0 1 2年 8月 停 工 检 修 期 间 进 行 了 两 次腐 蚀检查 , 现 对 腐 蚀 监 测 和腐 蚀 检 查 过 程 中
专
论
石油化工腐蚀与防护 C O R R O S I O N&P R O T E C T I ON I N P E F R OC HE MI ( : A L I N D U S T R Y 2 0 1 3年 第 3 0卷 第 4期
加 工 高酸 原 油 常减 压 装 置 的腐 蚀 与 防护 术
成常压塔 顶及其冷凝冷却 系统、 常顶 循 系统 腐蚀减 薄严 重; 减压 塔 的减三线及 下返塔 部位 点蚀 严
重, 填 料 大 面积 腐 蚀 散 落 ; 3 1 6 L材 质 的减 压 转 油 线也 发 生 了 明 显 腐蚀 。 腐 蚀 分 析认 为 . 低 温 腐 蚀 主
要 由原油 中的盐水解生成 H C 1 所致 , 若 电脱 盐效 果差 , 设备有腐蚀倾 向, 建议将 常压塔顶部 筒体和
中图 分 类 号 : T E 9 8 5 . 9
腐蚀监测 腐蚀检查 常减压
文献标识码 : B 文章编号 : 1 0 0 7— 0 1 5 X( 2 0 1 3 ) 0 4— 0 0 2 6— 4 0
加工高酸值原油的方法及防腐措施

加工高酸值原油的方法及防腐措施随着高酸、高硫原油加工量的不断增加,炼油厂设备腐蚀日趋严重,已影响到炼油装置的安全、稳定、长周期、满负荷、优质生产。
重油装置高温部位通常采用耐腐蚀材料,而蒸馏塔顶低温轻油部位受HCl-H2S-H2O体系的腐蚀,若采用奥氏体不锈钢,则存在Cl-应力腐蚀开裂的问题,因此一般采用化学注剂防腐工艺,即用中和剂降低冷凝系统的酸性物,用缓蚀剂使它在金属表面形成一层保护膜。
传统的做法是采用注氨水的方法中和冷凝液中的酸性物,但露点部位的腐蚀仍会发生。
早在八十年代初我国许多炼油厂即开始了“一脱四注”并取得了较好的效果。
随着时间的推移,在美国到九十年代初已约有80%的炼油厂把注氨改为注有机胺,我国在九十年代已陆续有些炼油厂改注有机胺,有的还同时加入缓蚀剂和分散剂等助剂。
近几年来,随着工艺防腐理论的发展和技术的进步,国内外炼厂开始逐渐采用一剂多用的中和缓蚀剂技术来控制塔顶冷凝系统的腐蚀。
性能良好的中和缓蚀剂既具有中和塔顶冷凝区酸性物的作用,又具有在金属表面成膜的功效,能解决露点腐蚀及铵盐沉积造成的结垢和二次腐蚀问题。
二、防止腐蚀措施1. 脱盐。
目前大多数炼油厂采用二级脱盐工艺,个别厂已采用三级脱盐工艺,使脱后原油含盐达到石化企业规定标准——小于3mgNaCl/L。
但是在这里需说明一点,即目前的脱盐工艺仅仅是脱除原油中可溶于水的无机盐类,由于其中以碱金属及碱土金属的氯化物为主,故将氯化钙、氯化镁和氯化钠均换算为氯化钠含量并以mgNaCl/L表示,但其中的盐并不一定都是氯化物,也可能是硫酸盐,碳酸盐和石油酸盐,如已发现在新疆及华北一些原油中含有较高的石油酸钙,而氯化物也不一定都是无机氯化物,如上所述原油中还含有氯代烃,这些有机金属化合物和氯代烃,目前的脱盐工艺是不能将其脱除的,它们将带入常压塔,金属盐类将浓缩于渣油中,而氯代烃及硫化物则部份分解进入塔顶馏分而造成腐蚀。
2. 注入中和剂控制塔顶pH值。
含酸原油加工中石油酸的分布及传递
收 稿 日期 : 2 0 1 6 O 4 — 1 5 ; 修 改稿 收 到 日期 :2 0 1 6 - 0 7 0 2 。 作 者简 介 :章 群 丹 , 博士, 高级 工 程 师 , 从 事 原 油 评 价 及 腐蚀 研
原油混炼 , 将混 合原油 的酸值 降低到 0 . 5 mg KO H/ g 以下 , 降低 石油酸腐蚀 的影 响 。前者投 资较大 , 一般
是普 通炼 油 厂投资 的 2 倍 以上 ; 后者 能加 工 的高酸 原油数量 有限 , 而且 只是减 轻腐蚀 问题 。
如 何 在 尽 可 能 少 的装 置 投 资 下 尽 可 能 多 、 尽
氢、 重 整 装 置 进 行 了全 面 的采 样 分 析 , 不 仅 得 到 了 装 置 各 部 位 的 酸值 分 布 及传 递 , 还 对 重 点 装 置 原 料 和 产 品 中 的
石 油 酸 变 化 进 行 了分 子 水 平 表 征 。结 果 表 明 : 常减压蒸馏装 置常二线 、 常三线 、 减一线 、 减 二 三 线 及 减 压 渣 油 易
( 1 .中 国石 化 石 油 化 工 科 学 研 究 院 ,北 京 1 0 0 0 8 3 ;2 .中 国 石 化 青 岛 石 油 化 工 有 限 责任 公 司 )
摘
要: 为 了考 察 含 酸原 油 中 的石 油 酸 在 各 装 置 的分 布 情 况 , 对某炼 油厂 常减压蒸 馏、 催 化裂化 、 焦化 、 加
含量 高 的特点 , 多为 环 烷 基 或 环 烷一 中间基 重 质原
油 。 国外 加工含 酸 原油 主要采 取 2种 方案口 j : 一是 提 高加工 装置 的材 质等级 , 二 是将高 酸原 油与低 酸
炼油厂加工高硫高酸值原油遇到的问题及对策
炼油厂加工高硫高酸值原油遇到的问题及对策炼制高酸值原油时,除了三顶冷凝系统的腐蚀之外,设备腐蚀问题主要是由于环烷酸引起的高温腐蚀。
环烷酸腐蚀是在炼制高酸值原油时主要出现在常减压装置高温部位一种常见的腐蚀形态。
在低流速区域,环烷酸腐蚀一般为均匀腐蚀,也呈现边缘锐利的凹坑状;但在高流速区域,多表现为沿顺流方向产生的沟槽状局部腐蚀。
这种腐蚀是化学反应过程,环烷酸与铁生成油溶性环烷酸铁,故通常腐蚀表面无垢,呈现出有光泽的金属表面。
当环烷酸浓度高时,腐蚀速度就加快。
另外,环烷酸及生成的环烷酸盐还可破坏硫化亚铁保护膜,加速设备的腐蚀。
应采取以下措施预防:1、加强重点装置关键设备的腐蚀监测以及防腐管理为了应对加工高硫高酸原油对设备造成的腐蚀问题,增加了重点装置关键设备的腐蚀监测部位和监测频率,对重点装置关键设备监测部位的腐蚀控制指标重新进行了修订,加强三套常减压装置常减顶系统冷凝系统、两套催化分馏塔顶冷凝系统、六套加氢装置冷高分系统、球罐下切水硫化氢含量以及五套脱硫装置再生塔顶冷却系统的腐蚀监测。
在全厂建立防腐网络,厂主管领导直接负责,各车间由一名设备员和一名工艺员作为专职防腐人员,完善各车间的工艺防腐台账和设备防腐台账,定期召开全厂的防腐例会,在每期例会上安排一个防腐专题讲座,提高了防腐人员的专业水平,对全厂的防腐工作起到了积极的促进作用。
2、加强原油电脱盐的改造和管理工作。
在陆上混合原油的脱前盐含量相对较高的恶劣条件下,通过新上的超声波破乳及电脱盐工艺优化等工作,使原油的脱后含盐大幅下降,电脱盐的脱盐效果达到先进水平,进一步降低了对常减压及后续加工装置的腐蚀。
3、加强设备、管线的在线定点测厚工作。
加工高硫高酸原油后全厂的定点测厚数量已经由1923点增加到8000个点左右,目前增点的工作仍在继续。
同时要求检测中心,每年对所有定点测厚部位至少检测一遍,对已经加工高硫高酸原油的联合装置车间的高温部位实行重点检测,根据检测结果来确定检测的周期。
铬钼合金钢压力管道施工中的关键环节及质量控制

压力 管道 的 安 装 施 工 应 按 设 计 文 件 规 定 进 行 , 改设计 或 材料代 用 , 修 应经 设计 单位 批 准 。
2 工 程 特 点
主体 装 置 于 2 0 0 9年 9月 2 8日中间 交 接 , 总投 资 1 . 亿 元 。新 建 装 置 尤 其 焦 化 装 置 , 金 管 道 、 52 合 高温 管道 、 氢管线 的 比例较 大 , 高工 作压 力超 临 最
程施 工及 验收 规范 》 ;
第 3 2卷 第 5期
冯 承 国 等 .铬 钼 合 金 钢压 力 管 道 施 工 中 的关 键 环 节 及 质量 控 制
3 1 表面 质量 要 求 . ( )钢管 内、 1 外表 面不 得 有裂 纹 、 叠 、 纹 、 折 发 扎折、 离层 、 结疤 等 缺 陷 ; ( )钢 管表 面 的锈蚀 、 陷 、 痕 及其 他机 械 2 凹 划 损 伤 的深度 , 应 超 过 相 应 产 品标 准允 许 的壁 厚 不
进行 预热 , 焊后 进行 后热 及热 处理 。 ( )管道 内介 质 主要 是 渣 油 、油气 、瓦斯 及 2
其 它 油 品 ,属 易燃 有 毒介 质 ,故管 道 安装 质 量要
求高。
施 工 过程 中采用 的主要标 准如 下 : S 5 1 2 0 { 油 化 工 有 毒 、 燃 介 质 管 H3 0 - O 2 石 可 道工 程施 工及 验收 规范 》 ;
GB 5 2 5 9 { 业 金 属 管 道 工 程 施 工 及 验 0 3 7 工 收规 范 》 ;
作 者 简 介 : 承 国 , , 9 2年 毕 业 于 山 东 工 业 大 学 电 厂 动 冯 男 18
力 设 备 专 业 , 工 学 学 士 学 位 , 在 主 要从 事 锅 炉 、 力 容 器 获 现 压
常减压蒸馏装置腐蚀检查分析

第 2期
孙丽丽等. 常减压蒸馏装置腐蚀检查分析
根 部腐 蚀严 重 , 出现低 于母 材 的腐 蚀 沟 槽 。焊 缝 根 部 点蚀 坑 明显 大 于母 材 , 也 是最 终 造 成 焊 根 这 部 位 出现 腐蚀 沟槽 的一 个重 要原 因。 常压 塔 上 部 4层 塔 盘 (9~5 4 2层 ) 尤 其 是 , 5 层 塔 盘点蚀 严 重 , 明显 减 薄 , 分 浮 阀脱 落 。 1 并 部 塔 盘支 撑梁 同样 存 在 严 重 点 蚀 。第 5 2层 塔 盘 厚 度 为 3 5m 除点 蚀 外 无 明显 均匀 腐 蚀 减 薄 ; . m, 第 5 层 塔 盘 ( 循 回流层 ) 1 顶 厚度 仅 26 m, .5m 除点 蚀 严 重 外 , 匀腐 蚀 减 薄 也较 为 明 显 。5 、2层 塔 均 15
蚀情况相对 较 轻 , 但也 比较 明显 , 体 表 面呈 现 凹 简 凸不平 。简 体实测壁厚 为 85 m。有 明显减 薄。 .6m 集液 包及 其接 管 外 壁 锈蚀 比较 严 重 , 能 是 可 由于保温 不合 格造 成保 温层 下腐蚀 。油气 出 口接
减压 塔 T 14材 质 为 2 R+3 6 整 个 腐 蚀 10 0 1L, 检查 是 自上 而下 进 行 的 , 二 中及 以上部 位 塔 壁 减 光亮 、 料完 好 , 填 焊缝无 腐蚀 。塔 内管线 、 油箱 、 集 受液 槽也 表 面光亮 无腐 蚀 。 第三 段 、 四段 填 料 腐蚀 明显 , 面 积 散 落 , 第 大
中图分类号 :E 8 . T 9 59
文献标识码 : B
加工海洋高酸原油常减压装置的腐蚀与防护

常减 压装置 的腐蚀 可 分为 低温 H C I . H : S . H O 腐蚀 和 高温环烷 酸腐 蚀 。
1 . 1 低温 HC 1 一 H S - H O腐 蚀
常减 压装 置低温 部 位腐 蚀 比较严 重 , 从2 0 1 1 年 初馏塔 顶及 常 压塔 顶 、 减 压 塔 顶 系统 的监 测 数
初馏 塔顶 部 塔 壁 材 质原 为 1 6 Mn , 2 0 0 9年 1 0 月检 修时 , 发现 初 镏 塔顶 层 人 孔 下方 边 缘 腐 蚀严
收稿 日期 : 2 0 1 3— 0 7— 0 8 ; 修改稿 收到 日期 : 2 0 1 3— 0 7—2 5 。 作者简介 : 薛光亭 ( 1 9 6 2一) , 1 9 8 5年毕业 于北 京科 技大 学
度 较高 , 大部 分时 间处 于超标状 态 。
表1 塔 顶 冷 凝 水 分 析 数 据
T a b l e 1 A n a l y s i s d a t a i n c o n d e n s e d wa t e r f r o m t h e t o we r
重, 顶层 人 孔塔 盘 支撑 圈处 塔 壁 有 5 0 0 m m× 金属腐蚀与 防护专业 , 长期从 事 炼油设 备 的腐 蚀与 防 护研 5 0 0 m m腐蚀 减 薄 , 中间 有 一 处 1 2 0 m m ×3 0 m m 究 、 设备管理及设备检测工作。E - m a i l : x u e g t 2 @c n o o c . C O I T K c n
响, 电脱 盐效 果 变 差 , 原油 脱 后含 盐 较 高 , 盐 质量
该 公司 主要 加 工海 洋 重 质 高 酸 原油 , 如 渤 中
2 5 . 1 原油、 锦州 9 . 3原 油 、 曹妃甸原油、 渤 南 原 油
加工高酸原油常减压装置设备的腐蚀与防护

・
东
化
工
2 ・ 2
S A D N H M C LI D S R H N 0 GC E lA UT Y N
20 年第 3 08 7卷
加 工 高酸 原 油 常减 压 装 置设 备 的 腐蚀 与 防护
张 利 马景涛 张立军。 , ,
(. 1 中海沥青股份有限公司 , 山东 滨州 260 ;. 56 12 中国石化青岛石油化工有限责任公司, 山东 青岛 264 ;. 603 3滨化集团股份有 限公司, 山东 滨州 2 60 ) 560
( .hn fhr ime o ,t.Bnhu 260 ,hn ;.IO E i doPt ce cl 1 C iaO soeBt nC .Ld ,izo 56 1C ia2SN P CQn a eohmi u g r a C m ayQndo 264 ,h a3 Bfr ru o ,t.Bnhu 560 C ia o pn , iga 60 3 C i ;. ea GopC .Ld , i o 2 60 ,hn ) n z
Ab ta t B e y p e e t d t e c a a trs c f ih a i r d i n e t a e q i me t o r s n i sr c : r f r s n e h r ce t so 【 cd cu e ol i l h i i hg .I v si td e u p n r i g c o o n t e amo p e i h t s h r c— v c u d si a in u i w e e n n ih a i r d i, n r p s d r a o a l a u m i l t n t h n r f i g h g cd c u e ol a d p o o e e s n b e tl o i
高酸化值原油的加工与利用研究
高酸化值原油的加工与利用研究近年来随着石油勘探技术的不断创新,全球石油储量的开采也不断增加,但是新发掘出的原油中含有高酸化值成分的比例也在逐年增多。
高酸化值原油因为含有大量的腐蚀性物质和杂质,传统加工流程难以对其进行有效处理,造成了许多问题。
本文将会针对高酸化值原油的加工与利用的研究进行探讨。
酸值与高酸化值原油酸值是指原油中钠氢化物对应的毫克数(mg KOH/g),是反映石油中酸性组分含量的一个重要指标,酸值越高,预示着原油中腐蚀性物质与杂质含量越高。
目前在全球石油储量中,高酸化值原油的含量逐年上升,特别是在墨西哥湾和中东地区。
从现代工业应用的角度来看,高酸化值原油的加工难度也随之增加。
高酸化值原油的加工流程概述高酸化值原油加工的难点在于:一是腐蚀性物质对设备的腐蚀性,需要使用更加耐腐蚀的材料,带来的成本增加;二是对加工流程进行改良与优化,才能更好地利用原油资源。
高酸化值原油的加工流程大致包括以下几个步骤:预处理工序:主要的目的是去除原油中的杂质和其他腐蚀性物质,以便进行后续的加工工艺。
此步骤通常包括脱水、脱盐和脱硫等步骤。
分离工序:采用重力分离和压差分离等多种方式将原油中的酸性组分、腐蚀性物质和其他杂质分离出来。
碳酸盐处理工序:将原油中的酸性组分和腐蚀性物质与碱性材料(如钠盐)反应,形成更稳定的碳酸盐化合物。
碱催化剂炼制工序:在原油中加入碱性催化剂,通过水蒸气裂化等方式,将原油中的重质烃分解成轻质烃,可以提高原油的可利用性。
高酸化值原油的利用高酸化值原油难以直接用于工业生产和民用。
不过,虽然高酸化值原油的加工难度较高,但其仍具有一定的利用价值。
目前高酸化值原油的利用途径主要包括以下几个方面:化学品生产:高酸化值原油中的酸性组分可以用来制造酸酐、酸酯、酸酣等化学品,这些化学品广泛应用于合成树脂、涂料、塑料、弹性体、印刷油墨等行业。
工业燃料:高酸化值原油中的轻质烃可以作为工业燃料,在加工过程中能够带来一定的经济效益。
延迟焦化装置加工高酸原油换热器选材探讨
K e wor s Hi h Acdi y d g i t y;Th ae ils lc in f rp e s e p rs e m tra e e to o r s ur a t
某炼油 厂 1 0 ta 迟焦化 装 置 , 0k 延 0 / 加工 原料 为 苏丹六 区的稀 油 ( uaN r A / 油 ( uaN r — F l- ot G) 稠 h. F l o h — t
H an Yum e i
( N CE s hn eg stt, i do 2 6 7 ) C P at iaD s nI tu Qn a 6 0 1 C i ni e g
A b t ac T s a tce i r d est e h a x ha g  ̄ m ae ils l cin a d efc fs l t d sr t hi ril nto uc h e te c n e tra e e to n fe to eece mae ili ly d Co i g Un twh c tra n Dea e k n i ih
p o e s sc u e olwih hih a i iy T e mae i ls e to o r s u e p rso la i e d wee ito c r c s e r d i t g c dt . h tra elci n fr p e s r a t ffo tng h a r n rdu d.
逆 流接 触 , 行传 热和 传质 。 进
1 环 烷 酸 腐 蚀 原 理
( )环 烷酸 ( C O ( 1 R O H) R为环 烷 基 ) 原 油 中 为 各 种有 机酸 的总称 , 是单 纯一种 物 质 , 是集 中在 不 而 定馏 分范 围 内 , 构 相 似 的物 质 。环 烷 酸 是 环烷 结 基 直链 羧 酸 , 中五 、 其 六环 为主 的低 分子量 环 烷酸腐
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
青岛石化加工高酸原油改造项目总结陈德胜2015年4月北京一、前言目前,全球高酸原油产量每年约为2.55亿吨,资源主要分布在远东、西非、南美等地区。
根据有关资料介绍,如果原油其他性质指标类似,其酸值每增加一个单位,原油价格下降0.5-1.0美元/桶。
可见,加工高酸值原油原料成本优势比较明显。
Ø2004年,提出了“不与同行争原料、走差异化发展”的思路。
Ø2005年5月,青岛石化通过技术咨询,认为依托现有炼油设施,进行加工高酸原油适应性改造,建设成为中国石化高酸原油加工试验基地,具有明显优势。
Ø2006年8月,中国石化集团对《青岛石化加工高酸原油适应性改造项目可行性研究报告》进行了批复;Ø2008年项目开始实施;Ø2009年10月开始各套装置陆续开工,并实现投料试车一次成功。
二、加工高酸原油项目所开展的前期工作多家研究机构一起,组成了几个联合攻关课题小组:①与青岛安全工程研究院、洛阳石油化工工程公司成立腐蚀调查研究课题组;②与石油化工科学研究院、青岛安全工程研究院成立石油酸分布研究课题组;③与中国科学院金属研究所、辽宁石油化工大学成立选材研究课题组。
2.1腐蚀调查2007年由青岛安工院牵头,组织青岛石化、洛阳院等单位对国内加工高酸原油的中海油宁波大榭公司、中海油沥青股份公司、中石油辽河石化和中石油锦州石化以及中石化齐鲁分公司等5个炼厂进行了实地调研。
通过调研,得到如下结论:Ø2.1.1对于高酸原油加工装置高温部位的环烷酸腐蚀对策Ø2.1.2环烷酸腐蚀的温度范围及解决对策Ø2.1.3低温腐蚀及H2S-HCl-H2O对策2.2石油酸的分布研究石科院重点选取了拟加工的马利姆、多巴原油,考察其酸值沸点分布,评估马利姆、多巴原油及直馏馏分油在不同腐蚀温度下的腐蚀性能。
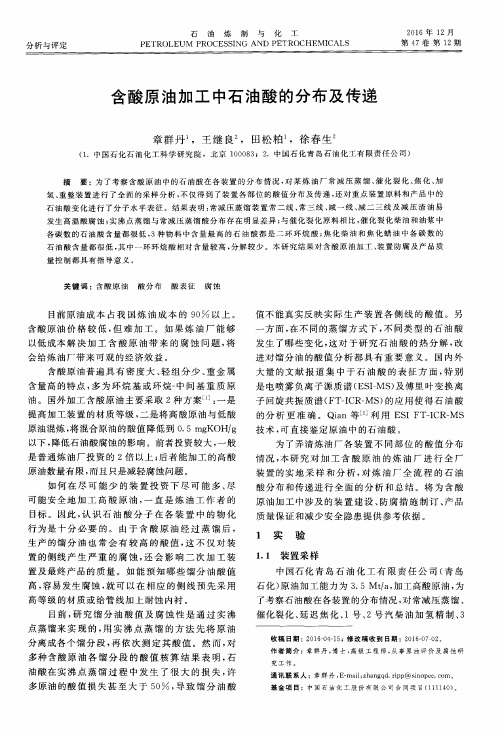
Ø 2.2.1马利姆、多巴原原油的酸值分布图1 多巴和马利姆原油中石油酸的沸点分布图0100200300400500600369T A N (m g K O H /g )T e m p e ra tu re (℃)表1 多巴和马利姆原油及馏分油酸值品种原油140~240℃240~350℃350~500℃>350℃>500℃多巴 4.60.41 1.22 4.12 3.12 2.35马利姆 1.30.110.58 1.61 1.010.63Ø2.2.2两种高酸原油的石油酸碳数两种高酸原油中,石油酸碳数主要分布在15~65之间,主要由脂肪酸、环烷酸和烷基苯酸等七种类型组成。
140~240℃馏分油中石油酸以小分子脂肪酸和一环烷酸为主;240~350℃馏分油中石油酸主要由环烷酸组成;350~500℃馏分油中石油酸以大分子环烷酸和苯酸为主。
2.3选材研究Ø2.3.1对于常减压装置设备和管道,应以介质中的酸值、硫含量、介质流速、介质操作温度为参数,参照以下原则确定主材材质:u(1)介质温度小于220℃时,可选用碳钢材质;u(2)介质温度大于等于220℃时,宜选用316L和317L材质;u(3)对大口径管道,宜采用不锈钢复合板卷制钢管;u(4)应关注介质的流速和流态,对于可预见严重冲刷部位,宜采用大曲率半径的弯头及斜接分支三通;u(5)环烷酸的腐蚀性和其分子量关系密切,分子量越大腐蚀性越弱。
Ø2.3.2常减压装置以外的其它装置对于常减压装置以外的其它装置,应以该装置原料来源、介质中的实际含酸含硫情况、介质流速、介质操作温度为参数,参照合理确定设备和管道材质。
按照上述选材原则,青岛石化加工高酸原油项目中的常减压装置大于220℃的部位,包括各塔下部、常压炉和减压炉管、转油线、减压塔填料以及焦化装置大于220℃的反应进料段,均采用了316L材质。
三、加工高酸原油项目主要装置改造概况采用“常减压—延迟焦化—催化裂化”的高酸原油加工技术路线,主要改造装置包括:就地改造350万吨/年常减压装置,新建160万吨/年延迟焦化装置、100万吨/年汽柴油加氢精制装置、1.5万立方米/小时干气制氢装置、2万吨/年硫磺回收装置及配套溶剂再生装置,对25万吨/年催化重整装置、60万吨/年柴油加氢装置进行适应性改造,以满足原料优化调整的需要。
常减压装置设计加工量350万吨/年,操作弹性60%-110%。
设计原油为多巴、马利姆混合高酸原油(1:1),平均酸值为2.95mgKOH/g。
同时,装置设计考虑了掺炼100万吨/年重质燃料油工况,平均硫含量0.91%。
两种原油的主要性质见下表2。
表2多巴、马利姆原油及混合原油主要性质项目马利姆原油多巴原油混合原油(1:1)密度(20℃),g/cm30.93120.92270.9285 API度19.6921.27粘度,mm2/s,50℃70.57233.7(40℃)104.9硫含量,%(w)0.650.120.46氮含量,%(w)0.480.19酸值,mgKOH/g 1.30 4.6 2.95盐含量,mgNaCl/L199.8 3.216金属含量,μg/gNi21.010.916.0Ca 6.5268129V29.6 1.116.9原油类别含硫环烷基低硫环烷中间基低硫环烷中间基四、加工高酸原油项目实际运行情况4.1加工原油情况在实际加工过程中,由于高酸原油各油种产量不稳定,另外由于我公司受加工规模所限,一次采购的数量不多,因此,设计的多巴、马利姆原油经常采购不到或数量较少,这期间只能采购其他高酸原油进行加工。
2009年装置开车以来,我公司所加工的高酸原油品种有多巴、马利姆、奎都、阿尔巴克拉、荣卡多(重)、达混、奥斯特拉、马混、梵高、比利牛斯等二十几个品种,下表3列出了几种主要高酸原油的主要性质。
表3所加工的几种主要高酸原油主要性质油种API 密度20℃,kg/m 3酸值mgKOH/g 硫含量%盐含量mgNaCl/L 多巴(乍得)21.37920.1 4.60.145.46马利姆(巴西)19.69931.2 1.30.65199.8奎都(安哥拉)20.4928.0 2.250.776.4梵高(澳大利亚)18.65916.5(15℃) 1.80.4891阿尔巴克拉(巴西)20.66927.1 2.150.67.6荣卡多重(巴西)18937.1 2.690.69达混(苏丹)25.6905.0 3.670.1328达连(安哥拉)23.85911.0 1.130.49杜里(印尼)20.3930.3 1.340.2329.2比利牛斯(澳大利亚)18.7941.5(15℃) 1.520.2611帕兹弗洛(安哥拉)900.1 1.450.42238.3奥斯特拉(巴西)19.5937 3.130.34马混24.31904.3 2.950.924 2.28伊布科(尼日利亚)21.08927.01.710.34143实际加工过程中,一般按照常减压装置腐蚀防护设防值(酸值≯2.95mgKOH/g,硫含量≯0.91%),采取2-3种原油进行混合加工的方式,以保证腐蚀速率不超标以及产品质量合格。
4.2电脱盐运行情况青岛石化原电脱盐系统包括两级电脱盐,为交直流电脱盐。
加工高酸原油适应性改造后,增加一个电脱盐罐,采用鼠笼式电极,原两台电脱盐罐变压器更换为脉冲式变压器。
改造后,原两台电脱盐罐并联使用作为一级电脱盐,同时保留串联流程,新增电脱盐罐作为二级电脱盐。
常减压装置自2009年11月开工至2010年4月中旬,由于加工的高酸原油比例不大,电脱盐运行情况较好。
脱后含盐基本在2~5mg/L,一级脱盐率62%~85%,二级脱盐率61%~78%,总脱盐率86%~96%。
4.2.1出现的问题自2010年4月下旬以来,逐步提高了高酸重质原油加工比例,电脱盐系统运行开始不正常,脱前含盐分月平均值50~110mg/l,脱后含盐大部分在10~20mg/l,与总部要求的3mg/l指标相差比较大。
脱后原油含水也较高,经常>0.6%,有时还出现切水带油严重现象。
表4 2010年1-8月份电脱盐运行情况月份脱后含盐/mgKOH/g脱后含水/%最大最小平均最大最小平均1 5.7 2.0 3.60.500.030.422 4.3 1.8 2.40.210.060.153 6.4 3.5 4.30.420.030.164 4.6 1.8 3.30.600.090.32519.5 4.69.0 1.600.180.68617.8 4.310.0 1.000.240.577145.6 2.116.8 1.200.180.66886.18.522.71.500.360.774.2.2采取的措施4.2.2.1进行原油品种的调整4.2.2.2对装置操作参数进行优化调整4.2.2.3对二级电脱盐进行改造①在现有鼠笼电极下方增加三层板电极。
②在出口增加收油挡板,使原油全部经过强电场后再出电脱盐罐。
③2011年3月22日,更换二级电脱盐罐V1101/C现有3台变压器,确保强电场强度可以达到1000V/cm。
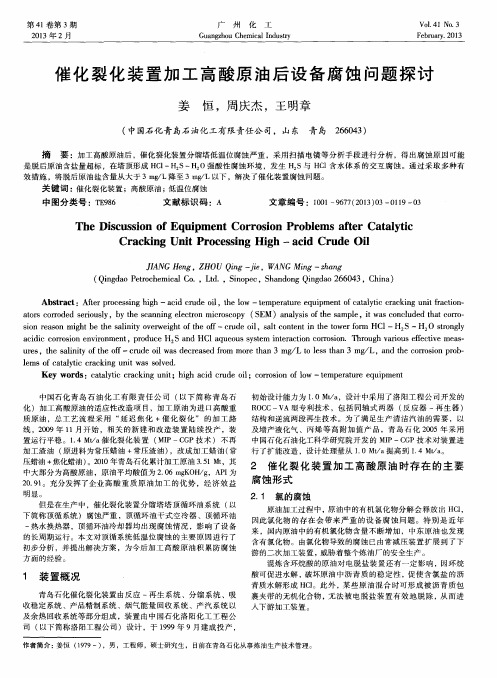
Figure 2 Two-stage desalting tank after modification4.2.2.4对一级电脱盐进行改造4.2.2.5新增第三级电脱盐罐2011年6月常减压装置停工进行消缺改造,新增第三级电脱盐罐。
表5 第三级电脱盐罐设计参数汇总表项目单位数值罐体规格(D×L)m×m1台5.2×28技术型式交直流垂直极板电场设置水平接地板与垂直悬挂板形成弱电场;垂直悬挂极板形成中电场合强电场;垂直悬挂极板上方设高强电场。
原油在最大截面处上升速度mm/s 1.3原油在交流弱电场停留时间min 5.18原油在直流中电场停留时间min 4.9原油在直流强电场停留时间min 5.73原油在直流高强电场停留时间min 5.51水层停留时间min107.74.2.2.5进行破乳剂的多次筛选从2010年3月份开始,先后与南京万尔美、南京石化、洛阳工程公司、美国贝克休斯公司、印度道夫凯特公司等多家破乳剂供应商进行了技术交流,先后筛选了南京万尔美2种、南京石化1种、洛阳工程公司1种共4种水溶性破乳剂在装置上试用。
装置上常备这4种破乳剂,根据不同的原油及破乳情况及时调整破乳剂品种。
根据总部专家组的建议,洛阳院派3位专家在现场对电脱盐进步破乳剂筛选试验,前后进行了1个多月时间。
2010年9月30日开始在进原油罐前试验加注原油预处理剂,加注原油预处理剂后,进电脱盐的原油含水量一直稳定在0.3%以下,常减压装置没有因为原油罐的切换发生大的操作波动。
2010年11月3日开始向电脱盐系统加注进口油溶性破乳剂,应用效果明显,脱后原油含盐平均量由以前的10-20mg/l降低到了5mg/l以下。