西门子阀门定位器操作手册
西门子定位器官方版说明书

1
安全信息 • 在定位器有防爆保护情况下 受过培训或有权在有潜在爆炸设备方面进行工作 WARNING 定位器必须要由合格的人员来安装和操作 定位器为连接到功能或安全超低压而设计 由供电单 元决定电气安全 气动执行器会产生高的推力 为了避免伤害 必须要在遵守严格的安全规程下进行安装和操作 对于有潜在爆炸设备的情况下 尤其要遵守使用安全规程 定位器正确和安全运行与运输 贮存 安装 以及细心的操作和维护有关 相关的 CE FM 认证请参见英文手册
4 可选件的安装.................................................................................................................................. 11 5 电气连接.........................................................................................................................................12 6 气动连接.........................................................................................................................................13
3.3 6DR4004-8D 转角执行器额外的附件 ......................................................................................... 9 3.3.1 组装顺序 ........................................................................................................................ 9
西门子阀门定位器操作手册
西门子阀门定位器操作手册压电阀介绍:1引言传统的气动阀中大量使用了电磁铁作为电一机械转换级,其把电控制信号转换为机械的位移,推动阀芯,实现气路的切换或气体压力、流量的比例控制。
作为电一机械转换级的电磁铁有价格低廉,操作使用方便等优点;但其也有很多缺点:如功耗大、响应速度不够快、存在发热及有电磁干扰等。
把压电材料的电一机械转换特性引入到气动阀中,作为气动阀的电一机械转换级,这是一项不同于传统气动阀的全新技术。
采用了压电技术的气动阀在性能上有着传统气动阀无可比拟的优势。
2、压电效应简介对于晶体构造中不存在对称中心的异极晶体,加在晶体上的张紧力、压应力或切应力,除了产生相应的变形外,还将在晶体中诱发出介电极化或电场。
这一现象被称为正压电效应;反之,若在这种晶体上加上电场,从而使该晶体产生电极化,则晶体也将同时出现应变或应力,这就是逆压电效应。
两者通称为压电效应。
1880年居里兄弟发现了电气石的压电效应,从此开始了压电学的历史。
压电式气动换向阀即是利用压电逆效应而研制的。
3、压电技术在气动阀中的应用1、微型直动式换向阀利用压电材料在电场作用下的变形,来实现气动阀阀口的开启和关闭,这样就可以做成微型直动式换向阀。
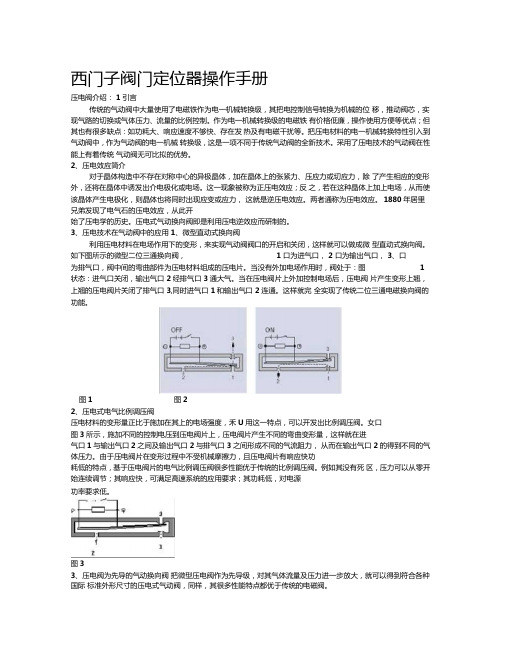
如下图所示的微型二位三通换向阀, 1 口为进气口,2 口为输出气口,3、口为排气口,阀中间的弯曲部件为压电材料组成的压电片。
当没有外加电场作用时,阀处于:图1状态:进气口关闭,输出气口2经排气口3通大气。
当在压电阀片上外加控制电场后,压电阀片产生变形上翘,上翘的压电阀片关闭了排气口3,同时进气口1和输出气口2连通。
这样就完全实现了传统二位三通电磁换向阀的功能。
图1 图22、压电式电气比例调压阀压电材料的变形量正比于施加在其上的电场强度,禾U用这一特点,可以开发出比例调压阀。
女口图3所示,施加不同的控制电压到压电阀片上,压电阀片产生不同的弯曲变形量,这样就在进气口1与输出气口2之间及输出气口2与排气口3之间形成不同的气流阻力,从而在输出气口2 的得到不同的气体压力。
西门子操作手册

目录1 安全信息 (1)术语定义 (1)前言 (1)2定位器的供货范围 (2)3组装…………………………………………………………………概述…………………………………………………………………定位器在潮湿环境中的使用……………………………………定位器在易受到强加速作用力或震动场合的使用……………直行程执行机构的连接附件………………………………………组装顺序……………………………………………………………角行程执行机构的连接附件………………………………………组装顺序………………………………………………………………4可选附件的安装……………………………………………………5电气连接……………………………………………………………6气动连接……………………………………………………………注入仪表空气开关………………………………………………..限流器………………………………………………………………7调试(见散页“操作—简要说明”)………………………………直行程执行机构调试准备…………………………………………直行程执行机构的自动初始化…………………………………直行程执行机构的手动初始化…………………………………角行程执行机构调试准备…………………………………………角行程执行机构的自动初始化…………………………………角行程执行机构的手动初始化…………………………………故障校正……………………………………阀门定位器的简明操作指南………………..附录一………………………………………………………………………附录二………………………………………………………………………1 安全信息1.2 前言本操作说明描述了定位器组装、连接、调试的基本步骤,不能取代SIPART PS2电气阀门定位器的操作手册,操作手册中包含了组装、功能、操作的详细信息。
无危险使用关于安全方面,定位器出厂时已达到完美状态,如果要保持此状态,用户必须要遵守本操作说明中安全提示。
西门子阀位标定
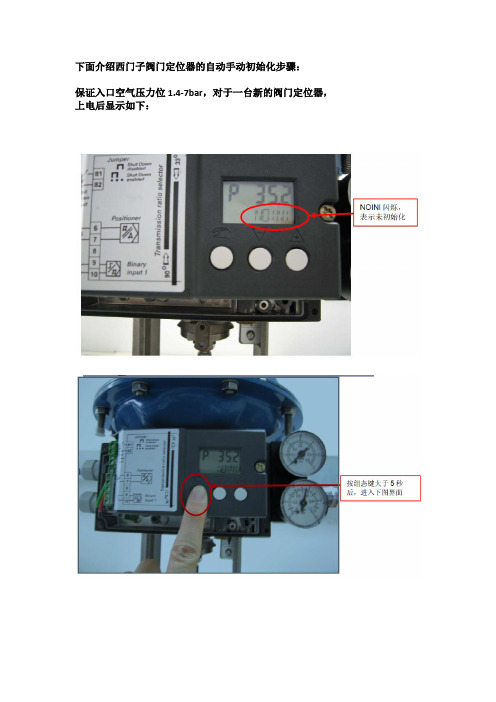
下面介绍西门子阀门定位器的自动手动初始化步骤:
保证入口空气压力位1.4-7bar,对于一台新的阀门定位器,上电后显示如下:
1.自动初始化步骤
初始化过程中的5步具体含义如上图,在此期间无需任何操作。
2.手动初始化步骤
备注:对于手动初始化,只有在少数个别情况下使用。
对于大多数应用,均使用自动初始化即可
3.当完成初始化后可以通过恒流源或画面控制阀的动作,观察是否一一对应。
下面介绍画面控制
弹出下面对话框
由于RH二级泵调节阀为气闭阀,所以此处输入的数值表示的是关度,即
当此处设定0时,阀门定位器显示为0,现场的标尺为100;
当此处设定25时,阀门定位器显示为25,现场的标尺为75;
当此处设定50时,阀门定位器显示为50,现场的标尺为50;
当此处设定75时,阀门定位器显示为75,现场的标尺为25;
当此处设定100时,阀门定位器显示为100,现场的标尺为0;
通过此观察当设定值与现场标尺的数值是否一样,允许误差为3度,但全开全关必须能到位。
西门子阀门定位器中文说明书
西门子阀门定位器中文说明书一、概述西门子阀门定位器是一种用于控制工业阀门开度的高精度设备。
它能够接收来自控制系统的信号,并将其转化为准确的阀门动作,以实现对工艺过程中流体流量、压力等参数的精确控制。
二、工作原理西门子阀门定位器通过检测阀门的实际位置,并将其与控制系统给定的目标位置进行比较,然后根据偏差信号驱动阀门执行机构,使阀门移动到目标位置。
其工作原理基于电气转换和反馈控制技术。
定位器内部包含传感器、放大器、控制器等部件。
传感器用于检测阀门的行程或转角,并将其转换为电信号。
放大器将微弱的电信号放大,以驱动执行机构。
控制器则根据输入信号和反馈信号的差异,计算出控制输出,确保阀门准确地定位在所需的位置上。
三、产品特点1、高精度定位能够实现精确到毫米级的阀门定位,满足各种严格的工艺控制要求。
2、快速响应对控制信号的变化能够迅速做出反应,使阀门动作及时、准确。
3、多种通信接口支持多种工业通信协议,方便与不同的控制系统集成。
4、自诊断功能可实时监测自身的工作状态,及时发现并报告故障,便于维护和维修。
5、适应性强能够适应不同类型的阀门和执行机构,具有广泛的应用范围。
四、安装与调试1、安装前的准备检查阀门和执行机构的状态,确保其完好无损。
准备好安装所需的工具和附件。
2、安装步骤将定位器安装在阀门执行机构上,并确保安装牢固。
连接气源和电气信号线路,注意连接的正确性和密封性。
3、调试步骤打开气源和电源,使定位器处于工作状态。
通过操作控制系统,给定不同的阀门开度信号,观察定位器的响应和阀门的动作。
调整定位器的参数,如增益、死区等,以获得最佳的控制性能。
五、操作与使用1、操作界面定位器通常配备有显示屏和操作按键,用于显示工作状态和参数设置。
2、常用操作手动操作:可以通过手动按键或旋钮,临时控制阀门的开度。
自动操作:在正常工作状态下,由控制系统自动控制阀门的开度。
六、参数设置1、基本参数包括阀门行程范围、控制信号类型、气源压力等。
西门子阀门定位器中文说明书

安全信息
1 安全信息
1.1 术语含义
DANGER 表示紧急的危险情况,如不避免将造成死亡或严重的伤害。 WARNING 表示潜在的危险情况,如不避免可能造成死亡或严重的伤害。 CAUTION 与安全警示符号一起用表示有潜在危险情况,如不避免可以造成轻微或中度的伤害。 CAUTION 与无安全警示符号一起用表示有潜在危险情况,如不避免可以造成适当的损伤。 NOTICE 与无安全警示符号一起用表示有潜在的情况,如不避免可以造成不希望的结果或状态。 NOTE 表示以此建议做会得到可能的好处。
3.2 6DR4004-8V 和 6DR4004-8L 直行程执行器额外的附件..................................................................... 6 3.2.1 组装顺序 .................................................................................................................................. 6
1.2 前言
本操作说明描述了定位器组装、连接、调试的基本步骤,不能取代 SIPART PS2 电气阀门定位器的 操作手册,操作手册中包含了关于组装、功能、操作更详细的资料。 操作手册可以订购,订货号如下: A5E00074631(英文) A5E00074630(德文) 可以从任何一家西门子的办公室或办事处订购操作手册。
2
定位器的供货范围
2 定位器的供货范围
• 订购的定位器
型号
不带 HART
塑料壳 塑料壳 金属壳 塑料壳 塑料壳 金属壳
带 HART
西门子智能阀门定位器说明书

附录SIPART PS2 6DR5xxx-xx 散页“操作-简要说明”27 参数名 显 示 功 能 参数值 单位 出厂设定 用户设定执行器类型额定反馈角适当地设定选择器(7)变送比率(见部件图)阀杆范围(任意设定)当使用时,在执行器上设置的值必须与反馈杠杆相匹配驱动杆必须设定在执行器的行程值上,如果这个值不在刻度上,则设定到下一个较大一档刻度值初始化(自动)初始化(手动)设定电流范围方向设定点 上升 下降设定分程范围的起始点设定分程范围的结束点设定斜率上升点设定斜率下降点设定点功能 线性 等百分比1:25,1:33,1:50 反向等百分比1:25,1:33,1:50 可自由调节转折点设定在 0%控制器的死区行程下限值行程上限值行程标定 至机械杠杆 到流量行程方向显示 上升 下降行程“紧密关闭” 无 仅有顶端 仅有底端 顶和底都有紧密关闭值,底端紧密关闭值,顶端BI1功能 无 仅有信息 组态锁定 组态锁定和手动 驱动阀到上限位置 驱动阀到下限位置 移动行程锁定BI2功能 无 仅有信息 驱动阀到上限位置 驱动阀到下限位置 移动行程锁定报警功能 无 A1=最小,A2=最大 A1=最小,A2=最小 A1=最大,A2=最大报警1的临界响应值报警2的临界响应值报警输出功能 故障 故障+非自动 故障+非自动+BI (“+”指逻辑或操作)对于故障信息的监视时间“控制偏差”对于故障信息的临界响应值“控制偏差”对于整个行程的限位值对于方向改变的限位值对于停止监视末端的限位值,底部对于停止监视末端的限位值,顶部监视死区的限位值预设定(出厂设定)“no ”未激活“Strt ”工厂设定起动后,按住此键5秒“oCAY ”工厂设定完成后出现此显示 警示:预设定结果在“非初始化” Turn (角行程执行器) WAY (直行程执行器) LWAY (无正弦修正的直行程执行器) Ncst (带NCS 的角行程执行器) -ncst (相同,改变作用方向) 度数33 90 90。
西门子 PS2 定位器閥門基本安装与初始设置指南说明书

1/7偉群國際有限公司Wilson-International Co.一、 接線方式:A. 4-20 mA 輸入接線方式 【電源及信號】2/7偉群國際有限公司Wilson-International Co.3/7偉群國際有限公司Wilson-International Co.B. 4-20 mA 輸出接線方式 【信號】C. Alarm module 輸出接線方式4/7偉群國際有限公司Wilson-International Co.二、 定位安裝1. 將定位器配合耦合件安裝於閥體上。
2. 接氣管:以雙動氣壓缸為例,上方氣孔(Y1)及下方氣孔(Y2)分別接至Actuator的兩側氣管。
中間氣孔為壓縮空氣之氣源孔,壓縮空氣應先經「過濾器」後才接入。
三、 定位器「離合器零點位置」調整方式1. 文內提及之各部名稱的相關位置請參考下圖之代號:「顯示器」 (3) 「操作鍵」(5)「齒輪比選擇桿」(8) 「離合器調整輪」(9)5/7偉群國際有限公司Wilson-International Co.2. 需要執行「齒輪零點位置」的時機: a. 新安裝的定位器:「齒輪零點位置」的調整應於「組構」前先完成之。
b. 舊閥門:若因故轉動過「離合器調整輪」(9),也應先調整「齒輪零點位置」再行「組構」。
3. 步驟:a. 通電:依需要接通電氣信號(二線式)或電源(四線式)。
【請參閱一.接線方式】此時顯示器(3)應為「未啟始」狀態。
「未啟始」狀態:如右圖;上方顯示以 “P” 帶頭的原始信號。
下方顯示 “NOINI” 表示尚未啟始。
如果不是在「未啟始」狀態,C5以後的軟體版本會在轉動「離合器調整輪」(9)之後自動成為「未啟始」狀態。
或者可以進入「組構模式」後,將參數55設為「未啟始」狀態(參見參數設定說明),並應回到操作模式。
b. 設定「齒輪比選擇桿」(8):上下衝程的閥門:如Globe Valve 、應將「齒輪比選擇桿」(8)推向下(33°)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子阀门定位器操作手册压电阀介绍:1引言传统的气动阀中大量使用了电磁铁作为电一机械转换级,其把电控制信号转换为机械的位移,推动阀芯,实现气路的切换或气体压力、流量的比例控制。
作为电一机械转换级的电磁铁有价格低廉,操作使用方便等优点;但其也有很多缺点:如功耗大、响应速度不够快、存在发热及有电磁干扰等。
把压电材料的电一机械转换特性引入到气动阀中,作为气动阀的电一机械转换级,这是一项不同于传统气动阀的全新技术。
采用了压电技术的气动阀在性能上有着传统气动阀无可比拟的优势。
2、压电效应简介对于晶体构造中不存在对称中心的异极晶体,加在晶体上的张紧力、压应力或切应力,除了产生相应的变形外,还将在晶体中诱发出介电极化或电场。
这一现象被称为正压电效应;反之,若在这种晶体上加上电场,从而使该晶体产生电极化,则晶体也将同时出现应变或应力,这就是逆压电效应。
两者通称为压电效应。
1880年居里兄弟发现了电气石的压电效应,从此开始了压电学的历史。
压电式气动换向阀即是利用压电逆效应而研制的。
3、压电技术在气动阀中的应用1、微型直动式换向阀利用压电材料在电场作用下的变形,来实现气动阀阀口的开启和关闭,这样就可以做成微型直动式换向阀。
如下图所示的微型二位三通换向阀, 1 口为进气口,2 口为输出气口,3、口为排气口,阀中间的弯曲部件为压电材料组成的压电片。
当没有外加电场作用时,阀处于:图1状态:进气口关闭,输出气口2经排气口3通大气。
当在压电阀片上外加控制电场后,压电阀片产生变形上翘,上翘的压电阀片关闭了排气口3,同时进气口1和输出气口2连通。
这样就完全实现了传统二位三通电磁换向阀的功能。
图1 图22、压电式电气比例调压阀压电材料的变形量正比于施加在其上的电场强度,禾U用这一特点,可以开发出比例调压阀。
女口图3所示,施加不同的控制电压到压电阀片上,压电阀片产生不同的弯曲变形量,这样就在进气口1与输出气口2之间及输出气口2与排气口3之间形成不同的气流阻力,从而在输出气口2 的得到不同的气体压力。
由于压电阀片在变形过程中不受机械摩擦力,且压电阀片有响应快功耗低的特点,基于压电阀片的电气比例调压阀很多性能优于传统的比例调压阀。
例如其没有死区,压力可以从零开始连续调节;其响应快,可满足高速系统的应用要求;其功耗低,对电源功率要求低。
图33、压电阀为先导的气动换向阀把微型压电阀作为先导级,对其气体流量及压力进一步放大,就可以得到符合各种国际标准外形尺寸的压电式气动阀,同样,其很多性能特点都优于传统的电磁阀。
4、压电式气动阀的独特优势及其应用相对于传统的电磁气动阀,采用压电技术的换向阀,有功耗低、响应快及没有电磁影响等优点,所以其开辟了很多气动技术应用的新领域。
4、总结压电式气动换向阀是把压电技术引入到气动阀中的一项新技术,相对于传统的气动阀,其有功耗低、响应快、没有电磁干扰、寿命长及不会发热等优点。
其在工业及过程自动化控制领域有广阔的应用。
智能定位器:调节阀是控制系统的终端,一旦其发生故障,将直接影响装置的安全运行,对生产过程影响非常大。
运用智能阀门定位器,能够改善调节阀的流量特性和性能,可以通过与DCS或总线设备进行数字信息通讯,提升企业生产控制能力,为装置的安全稳定生产提供保障。
1.常规定位器存在的不足1)常规定位器多为机械力平衡原理,它采用喷嘴挡板机构,可动件较多,容易受温度波动、外界振动等干扰的影响,耐环境性差;弹簧的弹性系数在恶劣环境下能发生改变,会造成调节阀非线性,导致控制质量下降;外界振动传到力平衡机构,易造成部件磨损以及零点和行程漂移,也使定位器难以工作;2)由于喷嘴本身的特性,执行器在稳定状态时也要大量消耗压缩空气,若使用执行器数量较多,能耗较大;而且喷咀本身是一个潜在故障源,易被灰尘或污物颗粒堵住,使定位器不能正常工作;3)常规定位器手动调校时需要使用专用设备、不隔离控制回路是不可能的,且零点和行程的调整互相影响,须反复整定,费时费力,非线性严重时,则更难调整。
2.智能阀门定位器的组成和原理2.1智能阀门定位器的组成智能阀门定位器是一种具有HART I信协议的阀门定位器,由三部分组成:微处理器电子控制的模件,包括HART I信模块和就地用户界面开关;电/气动转换器模件的压电阀;阀位传感器。
2.2智能阀门定位器的工作原理整个控制回路由两线、4〜20mA信号控制。
HART模件送出和接收叠加在4〜20mA信号上的数字信息,实现与微处理器的双向数字通信。
模拟量的4〜20mA信号传给微处理器,与阀位传感器的反馈进行比较,微处理器根据偏差的大小和方向进行控制计算(一级控制),向压电阀发出电控指令使其进行开、闭动作。
压电阀依据控制指令脉冲的宽度对应于气动放大器输出压力的增量,同时气动放大器的输出又被反馈给内控制回路,再次与微处理器的运算结果进行比较运算(二级控制),通过两级控制输出信号到执行机构,执行机构内空气压力的变化控制着阀门行程。
当控制偏差很大时,压电阀发出宽幅脉冲信号,使定位器输出一个连续信号,大幅度的改变至执行机构的信号压力驱动阀门快速动作;随着阀门接近要求的位置,命令要求的位置与测得位置的差值变小,压电阀输出一个较小脉宽的脉冲信号,断续、小幅度的改变至执行机构的信号压力,使执行机构接近新命令位置的动作平缓。
当阀门到达要求的位置(进入死区)时,压电阀无脉冲输出,定位器输出保持为零,使阀门稳定在某一位置不动。
3.智能定位器的调校通过就地用户界面设置开关,可完成定位器的增益、正反作用、定位器特性以及是否允许自动调校等基本设置;在不增加工具的条件下,能够进行自动或手动校准定位器;并且可以通过就地用户界面手动控制按钮, 实现手动控制调节阀。
4.智能阀门定位器的其他特点1)通过多种组合指示操作状态或警告工况,具有诊断、监测功能;2)耗气量非常小,在0.6 MPa稳定状态下,仅为0.12NM3/h,不足常规定位器的8 %;对气源压力的变化不敏感;3)采用同一型号既可用于直行程又可用于角行程;通过选配双作用模件,可以实现控制双作用活塞缸执行器;4)使用HART通讯协议,与定位器进行双向通信;5•在实际使用中应该注意的问题5.1对调节信号的带负载能力有较高的要求在实际使用过程中,智能定位器的输入阻抗较高,当输入信号为20mA时,供电电压的最小要求值为12VDG带负荷能力不小于600Q,否则定位器不能正常工作;最小输入电流不小于3.6mA 时,才能确保其性能。
5.2应合理设置定位器的动作死区定位器死区设置越小,定位精度越高,这就给人们造成一个误区,以为死区越小越好,但这样会使压电阀及反馈杆等运动部件的动作越频繁,有时会引起阀门振荡,影响定位器和阀门的使用寿命,故定位器的死区设置不易过小;定位器设置更改后,必须重新调校后才能生效;5.3定位器的安装定位器的安装有一个重要原则就是,定位器、阀杆、反馈杆三部分要构成闭环负反馈。
安装时可以这样检验:定位器安装后,阀杆和反馈杆不连接,用手转动反馈杆,若阀杆动作方向与反馈杆动作方向相反,则说明已构成闭环负反馈;此时要将调节阀阀位置于50%,并使反馈杆处于水平位置,然后将反馈杆和阀杆固定,这样可以保证定位器工作在最佳线性段。
定位器安装不平正,也会增加其线性偏差。
5.4定位器流量特性的选择调节阀的流量特性是由阀芯的加工特性所决定的,如果工艺要求与其相符,则定位器的输出特性应选择线性输出;在实际使用中,若阀芯特性与工艺要求不符,则可以通过定位器输出特性的设置来改变阀门的整体流量特性,如可以将阀芯为线性特性的调节阀通过把定位器输出特性设置为等百分比特性,即可将具有线性阀芯的阀门变为等百分比流量特性的阀门来使用。
5.5定位器的维修定位器不同的功能模块损坏,造成定位器无法使用时,如果整体更换,费用高昂;这时可以利用无故障的模块对定位器进行重新组装,但组装后要根据不同的调节阀进行重新设置,由于使用定位器的调节阀(行程等)变了,利用自动调校可能达不到使用要求,这时可以先手动调校确定其行程,然后再用自动调校校准。
这样可以使调节阀定位精准、具有合适的响应速度,从而满足过程控制的要求,也可节约大量的资金。
西门子定位器的调试:由于有多种应用,所以定位器装配后必须与执行机构相适应(初始化)。
初始化可用以下三种方式进行:自动初始化初始化是自动进行的。
定位器顺序测定作用方向,行程或转角、执行器的行程时间,并配以执行器动态工况时的控制参数。
手动初始化执行机构的行程或转角可用手动调整;其余参数同自动初始化一样自动测定。
这一功能在软端停时需要。
复制初始化数据(定位器的置换)对具有HART功能的定位器,其初始化数据可以读岀并传送到另一个定位器。
因此,更换一台故障定位器,不会因为初始化而中断生产过程。
初始化之前,你只需对定位器设置很少参数。
其余参数带有缺值,通常不必修改。
只要你遵循如下几点,调试不会有任何问题。
注:同时按下. 键和键,你可以返回前一参数。
P48.0到P52.0之间的值。
如果P50.0 ”时。
确切的说,你达到了这一mm 表示,这一步必须设置。
为此,你1.1直行程执行器调试准备1 •用相应的安装配件安装定位器。
注意:杠杆比率开关的位置对定位器非常重要。
冲程杆 比率开关位置5〜20mm 短 33 ° (及以下) 25〜35mm 短 90 ° (及以上) 40〜130mm长90 ° (及以上)2•推动杆上驱动销钉的位置,到达额定冲程的位置或更高的一个刻度位置后,用螺帽拧紧驱动销钉。
3 •用气动管缆连接定位器与执行机构,给定位器提供气源。
4 •连接相应的电流或电压源。
5 •现在定位器处于“ P manua1 ”方式。
在显示屏上一行显示当前电位计的百分比电压值(P ),例如“ P 37.5 ",显示屏下行“ NOINI "在闪烁:------------------------------------------ r6 .通过己和 键移动执行机构达到每一个最终位置,来检查机械装置是否可在全部调整范围内 自由移动。
注:当你保持第一方向键向下按压的同时下压另一方向键时,可快速移动执行机构7 •现在移动执行器,使杆达到水平位置,显示屏将显示一个介于 不是这种情况,调整磨擦夹紧单元,直到杆水平并显示“ 值,定位器能测定的位移将更精确。
1.1.1直行程执行机构的初始化正确移动执行机构,离开中心位置,开始初始化 1 •下按方式键5秒以上,进入组态方式。
HRy显示: [2 .通过短按方式键丨,切换到第二参数。
注:这一参数必需与杠杆比率开关的设定值相匹配。
3 •用方式键切换到下列显示OFF.显示:m YUAY如果你希望在初始化阶段完成后,计算的整个冲程量用 需要在显示屏上选择与刻度杆上驱动钉设定值相同的值 4•用方式键切换到如下显示:no显示:4何阳5 •下按 键超过5秒,初始化开始5trtu I Ai I Trr显示:4"J,IH33°90°己丫圧L 或显示:初始化进行时,“ RUN1 ”至“ RUN5 ”一个接一个岀现于显示屏下行。