成型条件基准书(日精机专用)
模具成型条件参照表B讲解
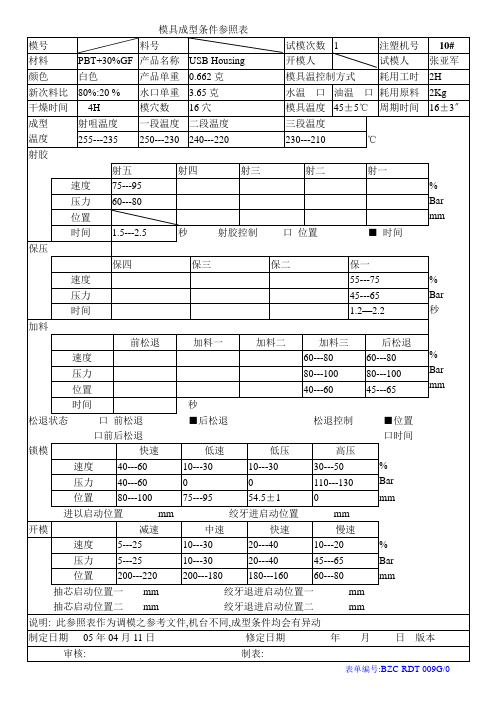
模具成型条件参照表模号 料号试模次数 1 注塑机号 1# 材料 PBT+30%GF 产品名称 FC-10本体开模人试模人韩培齐颜色 黑色 产品单重 0.77克 模具温控制方式耗用工时 2H新次料比 100%: % 水口单重 10.38克 水温 ■ 油温 口 耗用原料 2Kg 干燥时间 2---5H 模穴数32穴模具温度 42±5℃ 周期时间 16±2〞 成型 温度 射咀温度 一段温度 二段温度 三段温度 240---280220---260 200---240200---240℃射胶射五 射四 射三 射二 射一 % Bar mm速度 70---99 压力 50---85 位置时间1---3 秒 射胶控制 口 位置 ■ 时间保压保四 保三 保二 保一 % Bar 秒 % Bar mm速度 40---70 压力 40---65 时间1.0—3.0加料前松退 加料一 加料二加料三 后松退 速度 60---95 50---80 压力 60---100 50---80 位置40---6545---75时间秒 松退状态 口 前松退 ■后松退 松退控制 口位置 口前后松退 ■时间 锁模快速 低速 低压 高压 % Bar速度 30---55 20---4510---2510---25 压力 30---60 0 0 100---130 位置90---13060---9048±2mm 进以启动位置 mm 绞牙进启动位置 mm开模 减速 中速 快速 慢速 %速度 10---25 15---40 35---65 10---30 压力 8---25 10---25 25---55 35---70 Bar 位置220---260200---240180---22040---80mm抽芯启动位置一 mm 绞牙退进启动位置一 mm 抽芯启动位置二 mm 绞牙退进启动位置二 mm模具成型条件参照表模号料号试模次数 1注塑机号 9# 材料 PA66 无纤 产品名称 JP01本体(格林客供) 开模人试模人韩培齐颜色 淡绿色 产品单重 5.2克 模具温控制方式耗用工时 2H新次料比 100%: % 水口单重 克 水温 ■ 油温 口 耗用原料 2Kg 干燥时间 4H 模穴数8穴模具温度 43±5℃ 周期时间 20±2〞 成型 温度 射咀温度 一段温度 二段温度 三段温度 260---290250---280 240---270230---260℃射胶射五 射四 射三 射二 射一 % Bar mm速度 70---95 压力 50---75 位置时间1---3 秒 射胶控制 口 位置 ■ 时间保压保四 保三 保二 保一 % Bar 秒 % Bar mm速度 45---65 压力 40---60 时间1.0—3.0加料前松退 加料一 加料二加料三 后松退 速度 65---95 50---75 压力 60---85 50---75 位置70---9075---95时间秒 松退状态 口 前松退 ■后松退 松退控制 口位置 口前后松退 ■时间 锁模快速 低速 低压 高压 % Bar速度 30---55 20---405---2010---25 压力 30---50 0 0 100---130 位置100---13070---10052±1mm 进以启动位置 mm 绞牙进启动位置 mm开模 减速 中速 快速 慢速 %速度 5---25 10---30 35---55 5---20 压力 8---20 5---25 25---45 40---60 Bar 位置200---220180---200160---18060---80mm抽芯启动位置一 mm 绞牙退进启动位置一 mm表单编号:BZC-RDT-009G/0。
日精成型条件表

设定
实际
1.机水 模
2.模温 后
设定 实际
3.油温 模
中子选择方式: 无 A C
封针功 脱 能:模 剂操:作方
式:
使 有使 用
半自动
不使用 不使用 时间自动
机械手自动
螺杆直 径:
¢
产品单
水口单
重: 型腔
MM g g
PCS
注
环
非
明
保
环
2
表单管理编号:JM-FM-0526 REV:1.0
中间低速始 中间低速终 低速低压位置 高压位置
开模终位置 慢速距离 高速2位置 高速1位置
低压
高压
开模暂时停上位置
时间
推顶
推顶 动作方式 动作次数 前进限暂时停止 暂时停止时间
顶出压 力
顶出EV1
顶出EV2
前进开始时期
2速转换
后退EV4 反复后退位置
后退压 反力复顶出
EV3
前进限 位
反复前进限位
模 具
捷荣模具工业(东莞)有限公司(重点工程) 品质确认
年 客户
日精)成形条件表
机种
品名
文 件
模具编号
材料
颜色
干燥温度
设备料筒温度(℃)
区段 5
4
3
2
1
下料 口
设定
热流道温度(0C)
12345678
实际
生产确认
取数 干燥时间
9 10
作成 11 12
保压
射出
Pp3 Pp2 Pp1
时间 保压速度
V-P切换方式
射出 冷却 中间
速度 VP切换位置
V6 V5 PV3
日精公司培训教材
注塑成型大体学习培训资料1注塑成型基础2-1塑料塑料是加热,加压后,就能够够成型加工的高分子物质。
塑料为天然树脂与合成树脂,一样指出由石油而成的合成树脂。
塑料的特长之一为加热后会变形,因此关于各类各样的形状能极易批量生产。
塑料可能分为有热塑性树脂与热固化树脂,大部份的产品用此两种塑料来制造。
热塑性树脂的性质为加热后溶化,在模具内进行冷却,就会固化造成产品,再次加热,也会溶化的性质。
热固化树脂的性质为尽管与热塑性树脂一样加热后溶化,但再次加热后会固化,一旦形成为固化后,再也不形成为溶化。
另外,最近开发出称为“super engineering plastic”的与金属一样强度、抗热抗击的塑料及像皮肤一样的很软的塑料,利用于各类各样的领域。
2-2注塑成型意味着把树脂在加热筒内进行加热溶化,接着把它射到模具内,然后把溶化树脂在模具内进行冷却。
通过此工程来制造产品。
2-3 进行注塑成型时所需的东西1. 成型材料(树脂)2. 材料干燥机(热风式、除湿式、真空式)3. 注塑成形机4. 模具5. 模具温度调剂器(媒体:水、油、加热器)6. 掏出器7. 粉碎机8. 成形技术2-4 注塑成形条件的5个因素1. 温度2. 时刻3. 量(位置)4. 速度5. 压力根据5个因素的配合,就会成立成形条件。
2-5成形条件成形条件应该确认5个因素如何设定,取得如何结果,并确认成形制品在设定范围及结果范围内能够取得良品。
成形条件表上所需的东西1.应该明确记载设定值范围及最终设定值。
2.应该明确记载结果范围及最终结果。
3.应该明确记载产品的不具产生部位。
2成形条件设定程序2-1 成形条件设定之前重要的是成形树脂、产品、模具利用什么样的。
1.确认树脂特性。
多少温度、多少时刻、如何方式来进行干燥假设干燥不足,不仅产生成形不良,而且产生产品的物性降低。
树脂温度在多少温度范围内能够成形要明白得多少温度时会溶化、多少温度时分解。
模具温度在多少温度范围内能够成形热变形温度为多少。
日精双色成型条件表
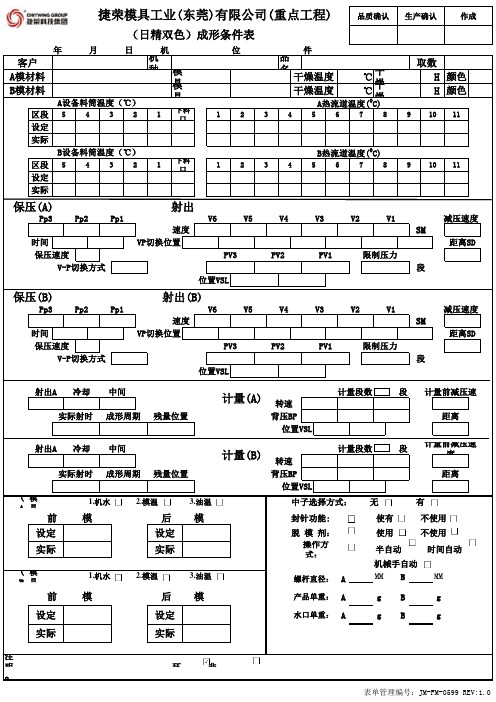
年月日机号:吨位:文件编号:机种品名模具编号A ℃干燥时间H 模具编号B℃干燥时间H (A)模具运水:(B)模具运水:MM B MM A g B g AgBg注明:1.此表只适于日精双色注塑机使用.是否 环保 非环保2.成形条件允许在基准值的10%范围内为正常,射胶压力最佳状态不要超过最大压力的85%.设定干燥温度A 射出 (A)后 模 机械手自动1.机水使有保压(A)保压(B)射出A 冷却实际2.模温实际设定实际射时距离背压BP 位置VSL成形周期背压BP 计量(A)射出(B)中间实际射时成形周期位置VSLPV3PV2V-P切换方式时间VP切换位置保压速度Pp3Pp2Pp1速度B设备料筒温度(℃)B热流道温度(0C)10117895设定PV3V4V6V56速度4123V6V2V3PV1计量段数 段21保压速度实际Pp3Pp2Pp1计量(B)表单管理编号:JM-FM-0599 REV:1.0V-P切换方式计量前减压速度计量段数 段转速残量位置(日精双色)成形条件表区段543不使用时间自动残量位置位置VSL射出A 冷却中间计量前减压速度水口单重:3.油温中子选择方式: 无 有3.油温螺杆直径:后 模PV2V1减压速度限制压力转速限制压力段距离距离SDV5V4V3V2V1SM时间VP切换位置PV110生产确认作成段SM减压速度距离SD9颜色颜色取数前 模1.机水 2.模温位置VSL半自动脱 模 剂: 使用 不使用 操作方式:设定封针功能:品质确认2345A热流道温度(0C)干燥温度4区段153客户B模材料A模材料A设备料筒温度(℃) 捷荣模具工业(东莞)有限公司(重点工程)12设定11678实际设定实际产品单重:前 模下料口下料口实际。
成型条件表

2
se c
se
c
12
se c
7
se c
/
se c
28
se c
《开模
4段---3段---2段---1段
OP 30 45 40 EN
%
锁模》 3段---2段---1段
65 35 10
保护
15
MP %
CL
10 OS
E%
250 230 15 mm
120 35
1 mm
1
se c
锁模力设定
100
to n
开模完成位置 250 mm
注塑室成型条件基准表
文件编号 发行日期:
制作 检讨
张科业
1月14日
/
承认 /
注塑机型:
胶
注塑机号: 1号
料 名
称
胶
PC 透明
机种: GTX-75
名称: 数字/功能键(2#) 编 号
1225L
料
筒 温
NH
度
设 定
310
实 际
310
H3 H2 H1
315 310 275 ℃ 315 310 275 ℃
《射胶 6段---5段---4段---3段---2段---1段
60
95
80
IP %
烤料温度 120 ℃
烤料时间 4 H
保压 4段---3段---2段---1段
HP %
36Biblioteka 7055IV %se c
10 36 40 mm
计量完成位置 40 mm
保压切换位置 10 mm
射胶剩余位置 8 mm
回胶速度
20 %
倒索量
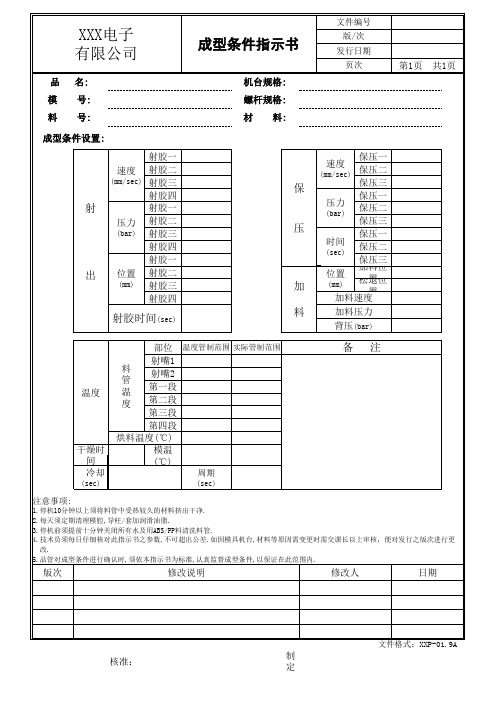
9A注塑成型条件指示书格式
日期
核准:
文件格式:XXP-01.9A
制 定
XXX电子 有限公司
品 名: 模 号: 料 号:
成型条件指示书
机台规格: 螺杆规格: 材 料:
文件编号 版/次
发行日期 页次
第1页 共1页
成型条件设置:
射胶一
速度 射胶二
(mm/sec) 射胶三
射胶四
射
射胶一
压力 射胶二
(bar) 射胶三
射胶四
射胶一
出 位置 射胶二
(mm) 射胶三
射胶四
射胶时间(sec)
周期 (sec)
备注
注意事项:
1.停机10分钟以上须将料管中受热较久的材料挤出干净. 2.每天须定期清理模腔,导柱/套加润滑油脂. 3.停机前须提前十分钟关闭所有水及用ABS/PP料清洗料管. 4.技术员须每日仔细核对此指示书之参数,不可超出公差.如因模具机台,材料等原因需变更时需交课长以上审核,便对发行之版次进行更
保压一
速度
(mm/sec)
保压二
保
保压三
保压一
压力
(bar)
保压二
压
保压三 保压一
时间
(sec)
保压二
保压三
加料位
加
位置
(mm)
松退置位
加料速度置
料
加料压力
背压(bar)
温度
干燥时 间 冷却
(sec)
部位 温度管制范围 实际管制范围
射嘴1
料 管
射嘴2
温 第一段
度 第二段
日语机械用语
日本语假名中国语成形機せいけいき注塑机成形条件せいけいじょうけん成形条件樹脂じゅし树脂プラスチック塑胶バリ毛刺/披峰ゲート水口ショートショット短喷射リブ加强筋キズ伤痕変形へんけい变形油汚れあぶらよごれ油污肉盗みにくぬすみ减胶肉付けにくつけ加胶抜き勾配ぬきこうばい脱模斜度ヒケ缩水打痕だこん打痕収縮率しゅうしゅくりつ收缩率冷却れいきゃく冷却冷却時間れいきゃくじかん冷却时间ランナー水口料金型かながた模具押しピンおしピン顶针ガイドピン导柱ガイドブッシュ导套入れ子いれこ入块スリーブピン丝筒针トライ试模離型剤りけいざい脱模剂防錆剤ぼうせいざい防锈剂乾燥かんそう干燥材料乾燥ざいりょうかんそう材料干燥原材料げんざいりょう原材料混合材料こんごうざいりょう混合材料ノズル喷嘴スクリュー螺杆ベース模架異音いおん异音射出スピードしゃしゅつスピード射出速度温度おんど温度保圧時間ほあつじかん保压时间ワイヤカット线切割放電ほうでん放电熱処理ねつしょり热处理焼き入れやきいれ淬火調湿処理ちょうしつしょり调湿处理ギヤ齿轮ヤスリ锉刀ダイヤモンドヤスリ金刚锉みがき省模バリ取りバリとり去毛刺旋盤せんばん车床フライス盤フライスばん铣床スプリング弹簧ロケートリング喷嘴定位圈エンドミル铣刀ボール盤ボールばん钻床カム凸轮ベアリング轴承シリンダー汽缸クラッチ离合器潤滑油じゅんかつゆ润滑油エアーガン风枪銅棒どうぼう铜棒ワッシャー垫片乾燥剤かんそうざい干燥剂金型仕様書かながたしようしょ模具规格(仕样)书ガソリン汽油ディーゼルオイル柴油ドライバー螺丝刀カッター介刀白化はっか白化粉砕機ふんさいき粉碎机ピンセット镊子。
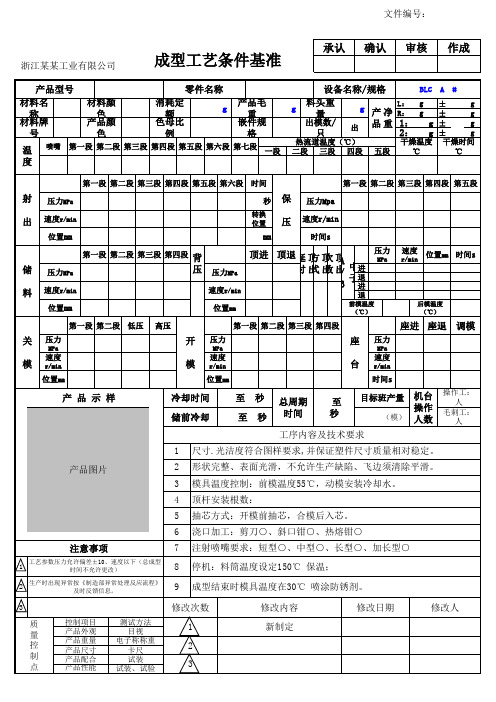
成型工艺条件基准
第一段 第二段 第三段 第四段
座进 座退 调模 座 台
压力
MPa
关 模
压力
MPa
开 模
压力
MPa
速度
r/min
速度
r/min
速度
r/min
位置mm
位置mm时间s源自产 品 示 样冷却时间 储前冷却
至 至
秒 秒
总周期 时间
至 秒
目标班产量
机台 操作 (模) 人数
操作工: 人 毛刺工: 人
工序内容及技术要求 1 产品图片 2 3 4 5 6 注意事项
保 压
压力Mpa 速度r/min 时间s
顶 出 延 时 顶 出 方 式 顶 中 出 子 次 进 A 数 退
mm
顶进 顶退
压力
MPa
r/min
速度 位置mm 时间s
储 料
压力MPa 速度r/min 位置mm 第一段 第二段 低压 高压
压 压力MPa
速度r/min 位置mm
/ 进 B 退
前模温度 (℃) 后模温度 (℃)
文件编号:
浙江某某工业有限公司 产品型号
材料名称 材料牌号
成型工艺条件基准
零件名称
消耗定额 色母比例
承认
确认
审核
作成
设备名称/规格 g 料头重量
出模数/只
L:
BLC g
A ±
#
材料颜色 产品颜色
g 产品毛重
嵌件规格
一段
g 产 净 R: g ± g ± 品 重 1: 出 2: g ±
五段 干燥温度 ℃
温 度
喷嘴
第一段 第二段 第三段 第四段 第五段 第六段 第七段
热流道温度(℃) 二段 三段 四段
日本标准JIS大全样本
日本标准JIS大全序号标准号标准名称1 JIS K 8833-1978 糠醛(FURFURAL)2 JIS Z 3233 ERRATUM 1- 惰性气体保护弧焊用钨焊条(勘误1)((Erratum 1))3 JIS G 3303 ERRATUM 1- JIS G3303的技术勘误1(ERRATUM)4 JIS W 0812-1993 飞行设备的环境条件和试验程序(RTCA/DC-160C)(Airborne equipment -- Environmental conditions and test procedures (RTCA/DC - 160C))5 JIS B 8367-5- 液压气缸的安装尺寸第5部分:单棒10 MPa系列、方盖、带棒紧型液压气缸(钻孔40 mm 至200 mm) (Mounting dimensions for hydraulic cylinders -- Part 5: Single rod -- 10 MPa series square cover and tie rod tightend type (Bores from 40 mm to 200 mm))6 JIS K 9517-1992 锌(Zincon)7 JIS K 8370-1992 铜(III)乙酸酯(Copper (II) acetate monohydrate)8 JIS K 4814-1969 苦味酸(246-三硝基苯酚)(Picric acid)9 JIS K 9053-1993 L-赖氨酸-盐酸盐(L(+)-lysine hydrochloride)10 JIS K 8453-1994 二乙醇胺(22-Iminodiethanol)11 JIS K 8695-1981 苯并[F]喹啉(Benzo (f) quinoline)12 JIS H 2105-1955 铅锭(Pig lead)13 JIS K 8824-1992 D(+)葡萄糖(D(+)-glucose)14 JIS L 2401-1992 黄麻纱(Jute yarns)15 JIS X 5101-1982 25路数据电路端接设备与数据终端设备间的接口(The Interface between Data Circuit Terminating Equipment (DCE) and Data Terminal Equipment (DTE) (25-pin Interface))16 JIS F 3425-1999 船用信号旗滑车(Ships steel blocks for signal flags)17 JIS K 8879-1994 试镁灵(Magneson)18 JIS B 1196- 焊接螺母(Weld nuts)19 JIS K 9024-1991 磷钨酸(12 TUNGSTO(VI) PHOSPHORIC ACID N-HYDRATE (PHOSPHOTUNGSTIC ACID))20 JIS K 2219-1993 齿轮油(GEAR OILS)21 JIS B 9650-2 ERRATUM 1- JIS B9650-2的技术勘误1(ERRATUM)22 JIS L 4112- 儿童开襟衬衣及青年开襟衬衣(Boys and youths open shirts)23 JIS F 3436-1980 船用小型钢索卷车(Ships small size wire reels)24 JIS B 9650-1 ERRATUM 1- JIS B9650-1的技术勘误1(ERRATUM)25 JIS F 3443-1995 船用小型钢制滑轮(Ships small size steel blocks)26 JIS F 3430-1980 船用钢索卷筒(Ships wire reels)27 JIS B 2351-1990 25MPa(250Kgf/cm2)液压用卡套式管接头(25 MPa (250 kgf/cm2) bite type tube fittings for hydraulic use)28 JIS F 2416-1982 船用灭火器(Ships flame arresters)29 JIS F 2106-1995 船用普通链条(Ships chains for general use)30 JIS Q 10006 ERRATUM 1- JIS Q10006的技术勘误1(ERRATUM)31 JIS A 1112 ERRATUM 1- JIS A1112的技术勘误1(ERRATUM)32 JIS K 9032-1995 间苯二酚(RESORCINOL)33 JIS T 5601-1993 牙科操作用椅(DENTAL OPERATORS STOOL)34 JIS C 2805 ERRATUM 1- JIS C2805的技术勘误1(ERRATUM)35 JIS A 5422 ERRATUM 1- 勘误1((Erratum 1))36 JIS L 0216-1990 羽毛术语集(Glossary of terms used in feathers)37 JIS S 6037- 划线笔(Marking pens)38 JIS C 0364-4-41 AMD 2- 建筑物的电气装置第4部分:安全防护41章:电冲击防护(修改 2)(Electrical installations of buildings -- Part 4: Protection for safety -- Chapter 41: Protection against electric shock (Amendment 2))39 JIS K 2541-1996 原油和石油产品硫含量的测定(Crude oil and petroleum products -- Determination of sulfur content)40 JIS R 3418-1991 窗扉和帷幔用玻璃纤维布窗帘(Textile glass fabric curtains for casement and drapery)41 JIS R 5203-1995 水泥的水合热的测试方法(Testing method for heat of hydration of cement)42 JIS Z 8809 ERRATUM 1- 校准粘度计用标准液(勘误1)(Standard liquids for calibrating viscometers (Erratum 1))43 JIS B 9658-1990 精米机械安全及设计卫生标准(Design rules for safety and sanitation of rice milling machinery)44 JIS B 4142- 金刚石/CBN制品安全要求(Diamond/CBN products -- Safety requirements)45 JIS M 8231-1982 锰矿石中化合水含量的测定方法(Methods for determination of combined water in manganese ores)46 JIS T 5420- 牙周刮器Gr型(Periodontal curettes -- Gr-type)47 JIS T 6116- 牙科铸造用金合金(Dental casting gold alloys)48 JIS M 8213-1995 铁矿石酸溶铁(II)含量测定方法(Iron ores -- Method for determination of acid soluble iron (II) content)49 JIS L 2510 ERRATUM 1- 尼龙缝纫线(勘误1)(Nylon sewing thread (Erratum 1))50 JIS Z 1703-1976 聚乙烯瓶(Polyethylene bottles)51 JIS R 1632-1998 精细陶瓷静态挠曲疲劳的试验方法(Test methods for static bending fatigue of fine ceramics)52 JIS P 5102-1992 打字机用复写纸(Stencil paper for typewriter)53 JIS K 2280-1996 石油产品燃料辛烷值、十六烷值的测定和十六烷系数的计算方法(Petroleum products -- Fuels -- Determination of octane number cetane number and calculation of cetane index)54 JIS T 1190-1987 重心稳定性测定仪(Stabilometers)55 JIS Z 0650-1995 成组货件系统的通用规则(GENERAL RULES FOR UNIT-LOADSYSTEM)56 JIS Z 1624-1994 国际贸易用罐式液体和气体集装箱(Tank containers for liquids and gases for international trade)57 JIS S 5506-1994 办公用卷宗(文件夹和导卡)(Office files (Folder and guide))58 JIS Z 6000-1996 显微学词汇(Micrographics -- Vocabulary)59 JIS Z 4921-1994 X射线管电压测定器(Measuring devices for X-ray tube voltage)60 JIS Z 4819-1995 辐射屏蔽垫(Radiation shielding mats)61 JIS K 5101-1-4- 颜料试验方法第1部分:分散特性评估的分散方法第4节:钢珠研磨机(Test methods for pigments -- Part 1: Methods of dispersion for assessment of dispersion characteristics -- Section 4: A bead mill)62 JIS K 2204-1997 柴油燃料(Diesel fuel)63 JIS C 0447-1997 人机界面(MMI)驱动原理(Man-machine interface (MMI) -- Actuating principles)64 JIS K 7154-1- 塑料热固性粉末模塑复合物(PMCs)试样的注射模塑成形第1部分:一般原则和多用途试样的模塑成形(Plastics -- Injection moulding of test specimens of thermosetting powder moulding compounds (PMCs) -- Part 1: General principles and moulding of multipurpose test specimens)65 JIS T 1453-1998 高频外科手术(High frequency surgical equipment)66 JIS Z 8202-3- 量值和单位第3部分:力学(Quantities and units -- Part 3: Mechanics)67 JIS K 3363-1990 合成洗涤剂生物降解度的试验方法(Testing method for biodegradability of synthetic detergent)68 JIS Q 14010-1996 环境审核指南总原则(Guidelines for environmental auditing -- General principles)69 JIS K 8968-1980 硫酸钴(二价)七水化合物(Cobalt(ii) sulfateheptahydrate)70 JIS B 7432-1985 角度标准用多面镜(Optical polygons for angle standards)71 JIS A 5525-1994 钢管桩(Steel pipe piles)72 JIS Z 2342- 压力试验过程中压力容器的声波发射试验方法和试验结果的分类(Methods for acoustic emission testing of pressure vessels during pressure tests and classification of test results)73 JIS C 1010-1-1998 测量、控制和实验室用电气设备的安全要求第1部分:一般要求(Safety requirements for electrical equipment for measurement control and laboratory use -- Part 1: General requirements)74 JIS Q 9004 ERRATUM 2- 质量管理体系性能提高导则(勘误2)(Quality management systems -- Guidelines for performance improvements (Erratum 2))75 JIS R 7603-1999 碳纤维密度测定(Carbon fiber -- Determination of density)76 JIS A 1104-1999 集料的单容重和集料实积率的测定方法(Methods of test for bulk density of aggregates and solid content in aggregates)77 JIS Z 8719 ERRATUM 1- 条件配色指数发光物颜色改变的条件配色度评价方法(勘误1)(Metamerism index -- Evaluation method of degree of metamerism for change in illuminant (Erratum 1))78 JIS C 6183-1992 纤维光学波谱分析仪的试验方法(Test methods of fiber-optic spectrum analyzer)79 JIS C 0364-4-473-1999 建筑物的电气安装第4部分:安全防护第47章:安全防护测量的应用第473节:过电流防护测量(Electrical installations of buildings Part 4: Protection for safety Chapter 47: Application of protective measures for safety Section 473: Measures of protection against overcurrent)80 JIS R 3203-1999 压花玻璃(Patterned glass)81 JIS B 7755-1993 金属材料用冲击试验机械装置(Impact testing machines for metallic materials -- Instrumentation)82 JIS A 5451-1995 石棉衬板(Rock wool sheathing boards)83 JIS A 6602-1996 联排式房屋用金属屋顶组件(Metal roof components for terrace)84 JIS K 5600-5-4 ERRATUM 2- 涂料试验方法第5部分:膜的机械特性第4节:刮擦硬度(铅笔法)(勘误1)(Testing methods for paints -- Part 5: Mechanical property of film -- Section 4: Scratch hardness (Pencil method) (Erratum 2))85 JIS A 6510-1994 建筑构件(钢制屋顶装配板)(Building components (Steel panel for roof))86 JIS A 8421-2-1998 土方机械装载机第2部分:规范的标准格式和试验方法(Earth-moving machinery -- Loaders -- Part 2: Standard form of specifications and testing methods)87 JIS F 7231- 造船钢制管形起动用压缩空气储罐(Shipbuilding -- Steel tube starting air reservoirs)88 JIS B 8279- 压力容器罩(Jacket for pressure vessels)89 JIS R 3416- 成品纺织玻璃纤维织物(Finished textile glass fabrics)90 JIS R 3422-1995 织物加工玻璃带(Textile finished glass tapes)91 JIS X 5802-1994 信息技术报文通信信息定向型文本交换系统(MOTIS)第2部分:整体结构(Information technology -- Text Communication -- Message -- Oriented Text Interchange Systems (MOTIS) -- Part 2: Overall Architecture) 92 JIS C 5610-1996 集成电路术语汇编(Glossary of terms used in integrated circuits)93 JIS K 5101-11-2- 颜料试验方法第11部分:密度第2节:离心脱气法(Test methods for pigments -- Part 11:Density -- Section 2: Centrifugaldegassing method)94 JIS Z 6001 ERRATUM 1- 缩微照相透明A6型缩微胶片图像排列(勘误1)(Micrographics -- Transparent A6 microfiche -- Image arrangements (Erratum 1))95 JIS H 4040 ERRATUM 2- 铝和铝合金杆材、棒材、丝材(勘误2)(Aluminium and aluminium alloy rods bars and wires (Erratum 2))96 JIS C 0031-1995 环境试验第2部分:试验试验Z/BM:干热、低压复合试验方法(Environmental testing Part 2: Tests test Z/BM: Combined dry heat/low air pressure tests)97 JIS K 6347-3- 液化石油气用橡胶软管第3部分:分配软管及软管组合件规范(Rubber hoses for liquefied petroleum gases (LPGs) -- Part 3: Dispensing hoses and hose assemblies -- Specification)98 JIS C 5101-18-1999 电子设备用固定电容器第18部分:分规范:用固体(MnO2)和非固体作为电解质的固定式铝电解质片层电容器(Fixed capacitors for use in electronic equipment Part 18: Sectional specification: Fixed aluminium electrolytic chip capacitors with solid (MnO2) and non-solid electrolyte)99 JIS C 0035-1996 环境试验第2部分:试验方法试验Z//ABDM:气候序列(Environmental testing Part 2: Test methods Test Z/ABDM: Climatic sequence)100 JIS C 8953-1993 光伏特性排列I-V的现场测量(On-site measurements of photovoltaic array I-V characteristics)序号标准号标准名称1 JIS S 6007- 黑板(Chalkboards)2 JIS C 0061- 火焰危害试验第2部分:试验方法第2节:针焰(喷射燃烧器)试验(Fire hazard testing -- Part 2: Test methods -- Section 2 --Needle-flame test)3 JIS K0107- 废气中氯化氢含量的测定方法(Methods for determination of hydrogen chloride in flue gas)4 JIS B 8656- 比例电动液压旁通流量控制阀试验方法(Test methods for electro-hydraulic proportional bypass flow control valves)5 JIS B 0135-1993 起重机术语分类(GLOSSARY OF TERMS RELATING TO CRANES - KINDS OF CRANES)6 JIS B 8623- 冷凝机组的试验方法(Testing methods of refrigerant condensing units)7 JIS K 6766-1977 金属表面的聚乙烯薄膜的试验方法(Testing methods for polyethylene coatings on metals)8 JIS K 0115-1992 分子吸收光度分析方法通则(General rules for molecular absorptiometric analysis)9 JIS T 7324-1989 医疗用小型高压蒸汽灭菌器(High-pressure steam sterilizers for medical use (small size))10 JIS Z 4701-1997 医用X射线装置通则(General rules for medical X-ray equipment)11 JIS B 0176-3- 螺纹加工刀词汇第3部分:槽(Threading tools -- Vocabulary Part 3: Chaser)12 JIS G 3352- 冷弯波纹钢板(Steel Decks)13 JIS B 7222-1991 16mm电影胶片的卷取装置及影片盘用轴尺寸(Spindles for 16 mm motion picture film spools and reels -- Dimensions)14 JIS L 1018 ERRATUM 1- 针织物试验方法(勘误 1)(Test methods for knitted fabrics (Erratum 1))15 JIS C 3662-6- 额定电压450/750V及以下的聚氯乙烯绝缘电缆第6部分:电梯电缆和软连接用电缆(Polyvinyl chloride insulated cables of ratedvoltages up to and including 450/750 V -- Part 6: Lift cables and cables for flexible connections)16 JIS B 7110-1993 照相摄影中用玻璃滤色镜通用规范(Photographic glass filters -- General requirement)17 JIS B 7164-1997 16mm电影放映机(16 mm motion-picture projectors)18 JIS A 1129-1993 灰浆和混凝土长度变化的试验方法(Methods of test for length change of mortar and concrete)19 JIS A 1226- 土壤灼烧损伤的试验方法(Test method for ignition loss of soils)20 JIS B 1091- 紧固件验收检验(Fasteners -- Acceptance inspection)21 JIS Z 8750-1994 真空计校准方法(Methods of calibration for vacuum gauges)22 JIS M 7653-1996 便携式可燃气检测器(Portable type combustible gas detector)23 JIS X 4350-3- 信息技术JPEG 图像编码系统第3部分:移动JPEG (Information technology -- JPEG Image coding system -- Part 3: Motion JPEG )24 JIS M 7650-1993 测长式一氧化碳探测器(Detector tube type carbon monoxide measuring instruments (Length-of-stain))25 JIS M 8701-1996 铁矿石手工取样方法(Iron ores -- Increment sampling -- Manual method)26 JIS Z 7302-4 ERRATUM 1- 来自于密化垃圾的燃料第4部分:灰分的测试方法(勘误1)(Densified refuse derived fuel -- Part 4: Test method for ash (Erratum 1))27 JIS A 8306-1990 土方机械工作部件移动时间的测量方法(Earth-moving machinery -- Test method for measurement of tool movement time)28 JIS A 1455- 地板覆盖物和已安装地板的抗静电效果测量和评价方法(Anti-static effect of floor coverings and installed floors -- Methods of measurement and evaluation)29 JIS B 7725-1997 维氏硬度试验试验机的验证(Vickers hardness test -- Verification of testing machines)30 JIS B 7410-1997 石油产品试验用玻璃温度计(Liquid-in-glass thermometers for testing of petroleum products)31 JIS C 3005 ERRATUM 1- 橡胶或塑料绝缘线及电缆的试验方法(勘误1)(Test methods for rubber or plastic insulated wires and cables (Erratum 1))32 JIS K 5600-2-4-1999 涂料试验方法第2部分:涂料的特性和稳定性第4节:密度(Testing methods for paints -- Part 2: Characteristics and stability of paints -- Section 4: Density)33 JIS Z 3420- 金属材料焊接过程的规范及认可总则(Specification and approval of welding procedures for metallic materials -- General rules)34 JIS K 6890-1995 聚四氟乙烯管材(POLYTETRAFLUOROETHYLENE TUBES)35 JIS A 5361 ERRATUM 1- 预制混凝土制品分类、命名和标记的通用规则(勘误1)(Precast concrete products -- General rules for classification designation and marking (Erratum 1))36 JIS L 1917- 由于织物表面硫的燃烧的试验方法(Testing method for burning due to surface flash of textiles)37 JIS C 8280- 爱迪生螺口灯座(Edison screw lampholders)38 JIS K 7557-1996 X射线用测辐射胶片(Badge films for X-rays)39 JIS K 5600-4-2-1999 涂料试验方法第4部分:膜的视觉特性第2节:遮盖力(深色涂料用)(Testing methods for paints -- Part 4: Visual characteristics of film -- Section 2: Hiding power (for dark-coloured paints))40 JIS K 5600-1-1-1999 涂料的试验方法第1部分:一般规则第1节:一般试验方法(调合和方法) (Testing methods for paints -- Part 1: General rule -- Section 1: General test methods (conditions and methods))41 JIS Z 8102 ERRATUM 1- 不发光体颜色的名字(勘误1)(Names of non-luminous object colours (Erratum 1))42 JIS K 7244-6-1999 塑料动态力学性能的测定第6部分:剪力振动非共振法(Plastics -- Determination of dynamic mechanical properties -- Part 6: Shear vibration -- Non-resonance method)43 JIS S 0012- 包括老年人和残疾人在内的人群指南消费产品的可用性(Guidelines for all people including elderly and people with disabilities -- Usability of consumer products)44 JIS K 5633- 浸蚀性底漆(Etching primer)45 JIS K 7384- 塑料试验用聚氯乙烯(PVC)糊状物的制备行星式混合器法(Plastics -- Preparation of PVC pastes for test purposes -- Planetary-mixer method)46 JIS B 0001 ERRATUM 1- 机械工程技术制图(勘误1)(Technical drawings for Mechanical Engineering (Erratum 1))47 JIS K 4126-1995 苯甲醛(Benzaldehyde)48 JIS K1201-2- 工业用碳酸钠第2部分:250℃时非挥发性物质质量损失的测定(Sodium carbonate for industrial use -- Part 2: Determination of loss of mass and of non-volatile matter at 250 degree C)49 JIS A 5537 ERRATUM 1- JIS A5537的技术勘误1(JIS A 5537: /Erratum)50 JIS K 4135-1995 7-氨基-4-羟基-2-萘磺酸(J-酸) (7-Amino-4-hydroxy-2-naphthalene sulfonic acid (j-acid))51 JIS T 1117-1988 长时间心电图携带式记录装置(电量心电仪)(Ambulatory ECG recording system (holter system))52 JIS D 5712-1973 汽车警报蜂鸣器(Warning buzzers for automobiles)53 JIS K 5600-4-4-1999 涂料试验方法:第4部分:膜的视觉特性第4节:比色法(原理)(Testing methods for paints -- Part 4: Visual characteristics of film -- Section 4: Colorimetry (Principles))54 JIS K 0142- 表面化学分析信息格式(Surface chemical analysis -- Information formats)55 JIS L 0868-1995 耐甲醛色牢度试验方法(Test method for colour fastness to formaldehyde)56 JIS M 8100-1992 松散物料取样方法通则(Particulate materials -- General rules for methods of sampling)57 JIS D 0111-1992 与汽车悬挂装置有关的术语汇编(Glossary of terms relating to suspension of automobiles)58 JIS B 9514- 记时器性能检验方法(Test methods for time recorders)59 JIS Z 4808- 操作放射性物质的手套箱(Glove box for handling of radioactive substance)60 JIS H 1067- 铜中氧含量的测定方法(Methods for determination of oxygen in copper)61 JIS K 1501-1993 甲醇(Methanol)62 JIS K 5600-3-6-1999 涂料试验方法第3部分:成膜性第6节:涂料弗里试验(Testing methods for paints -- Part 3: Film formability -- Section 6: Print free test)63 JIS K 7139-1996 塑料多用途试样(Plastics -- Multipurpose test specimens)64 JIS S 5002-1995 粗帆布靴和鞋(Canvas boots and shoes)65 JIS B 6157-1993 永磁卡盘(PERMANENT MAGNETIC CHUCKS)66 JIS C 3006 ERRATUM 1- 纤维或纸绝缘线的试验方法(勘误 1)(Methods of test for fiber or paper insulated wires (Erratum 1))67 JIS K 5552- 富锌底漆(Zinc rich primer)68 JIS K 5101-1991 颜料试验方法(Methods of test for pigments)69 JIS C 8432-1999 非塑化聚氯乙烯(PVC-U)导管配件(Fittings of unplasticized polyvinyl chloride (PVC-U) conduits)70 JIS G 7125- 机械加工用空心钢棒(ISO规范)(Hollow steel bars for machining (ISO specifications))71 JIS A 1112- 新浇混凝土的冲洗分析试验方法(Method of test for washing analysis of fresh concrete)72 JIS X 0811 ERRATUM 1- GEDI通用电子文献交换(勘误1)(GEDI -- Generic Electronic Document Interchange (Erratum 1))73 JIS K 7081-1993 碳纤维增强塑料暴露在自然气候下的试验方法(Testing method for exposure to natural weathering of carbon fibre reinforced plastic)74 JIS K 7240-1999 塑料酚-甲醛模塑游离酚的测定碘量法(Plastics -- Phenol-formaldehyde mouldings -- Determination of free phenols -- Iodometric method)75 JIS L 0212-2-1999 织物术语汇编(不包括衣物)第2部分:室内装饰品(Glossary of textile terms (except clothes) -- Part 2: Textile interior products)76 JIS K 2536-5- 液态石油产品成分的测试方法第5部分:用气相色谱法测定氧化物含量(Liquid petroleum products -- Testing method of components Part 5: Determination of oxygenate compounds by gas chromatography) 77 JIS K 5628- 铅丹铬酸锌防腐涂料(Red-lead zinc chromate anticorrosive paint)78 JIS Z3198-4- 无铅焊剂的试验方法第4部分:用湿平衡法和接触角法测试钎焊性的试验方法(Test methods for lead-free solders -- Part 4: Methods for solderbility test by a wetting balance method and a contact angle method)79 JIS B 2704 ERRATUM 1- 螺旋压缩与拉伸弹簧设计要求和性能试验方法(勘误1)(Helical compression and extension springs -- Requirements for design performance test method (Erratum 1))80 JIS C8283-1- 家用和类似通用器具耦合器第1部分:一般要求(Appliances couplers for household and similar general purposes -- Part 1: General requirements)81 JIS K9806 ERRATUM 1- 三羟基(N-(三(羟基)甲基)甘氨酸)(勘误1)(Tricine(N-(Tris(hydroxymethyl)methyl)glycine) (Erratum 1))82 JIS K7085-1993 碳纤维增强塑料的多轴向冲击特性的试验方法(Testing method for multiaxial impact behaviour of carbon fibre reinforced plastics)83 JIS K8575-1994 氢氧化钙(CALCIUM HYDROXIDE)84 JIS K8980-1995 硫酸汞(II)试剂(MERCURY (II) SULFATE)85 JIS T3205-1980 尿道注入器(Urethral injection syringe)86 JIS K 5600-3-4-1999 涂料试验方法第3部分:成膜性第4节:涂于某一表面的产品的亲合性评估(Testing methods for paints -- Part 3: Film formability -- Section 4: Evaluation of the compatibility of product witha surface to be painted)87 JIS K 5600-4-6-1999 涂料试验方法:第4部分:膜的视觉特性第6节:比色法(颜色差别的计算)(Testing methods for paints -- Part 4: Visual characteristics of film -- Section 6: Colorimetry (Calculation of colour differences))88 JIS B 3700-225- 工业自动化系统和集成产品数据的表示和交换第225部分:应用协议:用明确形状表示的建筑部件(Industrial automation systems and integration -- Product data representation and exchange -- Part 225: Application protocol: Building elements using explicit shape representation)89 JIS K 4147-1995 5-氨基-2-氯甲苯-4-磺酸(C酸)(5-Amino-2-chlorotoluene-4-sulfonic acid (C acid))90 JIS D 0006-2- 土方机械引擎第2部分:柴油机试验方法和规范的标准格式(Earth-moving machinery -- Engines -- Part 2: Standard format of specifications and tests methods of diesel engines)91 JIS D9112-1991 自行车轮胎尺寸(Cycle -- Tyres -- Dimensions)92 JIS B 8605- 致冷装置的截止阀(Stop valves for refrigerants)93 JIS B 5119- 成型模用圆定位部件和垫块(Round locating elements and spacers for moulds)94 JIS K 4165-1995 7-苯胺基-4羟基-2-萘磺酸(苯基J 酸)(7-Anilino-4-hydroxy-2-naphthalenesulfonic acid (Phenyl J-acid)) 95 JIS K 1409-1994 化学纤维用二氧化钛(Titanium dioxide for chemical fiber)96 JIS Z 3060- 铁素体钢焊缝的超声检验方法(Method for ultrasonic examination for welds of ferritic steel)97 JIS K 3361-1979 化学纤维用高级醇类整理剂的试验方法(Method of testing for finishing agent of higher alcohols for synthetic fibers) 98 JIS E 4010-1985 铁路车辆及铁路车辆零部件的符号(Symbols for railway rolling stock and railway rolling stock parts)99 JIS E 2101-1990 带沟硬铜滑接导线(Hard-drawn grooved trolley wires) 100 JIS K 5600-5-4-1999 涂料试验方法:第5部分:膜的机械特性第4节:刮擦硬度(铅笔法)(Testing methods for paints -- Part 5: Mechanical property of film -- Section 4: Scratch hardness (Pencil method)序号标准号标准名称1 JIS Z 3201- 低碳钢用气焊条(Gas welding rods for mild steel)2 JIS K 7209- 塑料吸水率的测定(Plastics -- Determination of waterabsorption)3 JIS K 7113-1995 塑料抗拉伸性的试验方法(Testing method for tensile properties of plastics)4 JIS K 3810-2- 支原体检测方法第2部分:非直接DNA染色检验法(Mycoplasma detection methods -- Part 2: Indirect DNA staining assay)5 JIS K 7363-1999 塑料风化试验中辐射的仪器测定通用指南和规范基础(Plastics -- Instrumental determination of radiant exposure in weathering tests -- General guidance and basic test method)6 JIS K 7372- 塑料氯乙烯乙酸基乙烯酯共聚物乙酸基乙烯酯的测定(Plastics -- Vinyl chloride-vinyl acetate copolymers -- Determination of vinyl acetate)7 JIS W 0113 ERRATUM 1- 飞行动力学概念、量及符号第3部分:力、力矩及其系数的导数(Flight dynamics -- Concepts quantities and symbols -- Part 3: Derivatives of forces moments and their coefficients (Erratum 1)) 8 JIS C 3342 ERRATUM 1- 600 V 聚氯乙烯绝缘铠装电缆(勘误 1)(600 V Polyvinyl chloride insulated and sheathed cables (Erratum 1))9 JIS K 5600-5-10-1999 涂料试验方法:第5部分:膜的机械特性第10节:磨损抗性试验(往复试验控制板法)(Testing methods for paints -- Part 5: Mechanical property of film -- Section 10: Abrasion resistance (Reciprocating test panel method))10 JIS K 6304-1994 自行车用内胎(INNER TUBES FOR BICYCLES TYPES)11 JIS T 0601-1-2- 医用电气设备第1部分:安全的一般要求2辅助标准:电磁兼容性试验和要求(Medical electrical equipment -- Part 1: General requirements for safety -- 2 Collateral standard: Electromagnetic compatibility -- Requirements and tests)12 JIS Z 2101-1994 木材试验方法(METHODS OF TEST FOR WOOD)13 JIS K 4133-1995 对氨基萘磺酸钠(Sodium naphthionate)14 JIS K 0603- 免疫球蛋白定量分析方法(Proteins -- Immunoglobulin -- Methods for quantitative analysis)15 JIS K 5646 ERRATUM 1- 漆分树脂内层涂料(勘误1)(Cashew resin undercoats (Erratum 1))16 JIS K7313-1- 塑料聚苯醚(PPE)模塑和挤压材料第1部分:名称与符号系统和规范基础(Plastics -- Polyphenylene ether (PPE) moulding and extrusion materials -- Part 1: Designation system and basis for specifications)17 JIS K 1510-1993 季戊四醇(Pentaerythritol)18 JIS K 1201-4- 工业用碳酸钠第4部分:氯化钠含量的测定改进的伏哈德电位测量法(Sodium carbonate for industrial use -- Part 4: Determination of sodium chloride content -- Modified volhard method potentiometric method)19 JIS R 6211-14- 粘合磨料产品尺寸第14部分:在角度式砂轮机上用清理和去毛刺砂轮(Bonded abrasive products -- Dimensions -- Part 14: Grinding wheels for deburring and fettling/snagging on an angle grinder)20 JIS C 8309-1999 挠性金属管道(Pliable metal conduits)21 JIS K 4822- 爆炸物稳定性试验用试剂(Reagents for stability tests of explosives)22 JIS B 8325- 水池用潜水泵(Submersible motor pumps for sump)23 JIS K 7370- 塑料聚氯乙烯树脂压实视松装密度的测定(Plastics -- PVC Resins -- Determination of compacted apparent bulk density)24 JIS K 7559-1996 通用测辐射胶片(Universal Badge films25 JIS W 7203-1984 飞行器电气系统飞行试验一般要求(Flight testing of electric systems in aircraft general requirements for)26 JIS T 9111-1- 橡胶避孕套第1部分:要求(Rubber condoms -- Part 1: Requirements)27 JIS K 1427-1983 亚硝酸钠(Sodium nitrite)28 JIS A 1129-3- 灰浆和混凝土长度变化的试验方法第3部分:千分表法(Methods of test for length change of mortar and concrete Part 3: Method with dial gague)29 JIS K 4180-1995 邻-硝基茴香醚(ortho-Nitroanisole)30 JIS D 1036- 摩托车和机动自行车用惯性滑行法测定框架测力计上的道路荷载(Motorcycles and mopeds -- Road load setting on chassis dynamometer by coastdown method)31 JIS K 1321-1994 硫酸(Sulfuric acid)32 JIS K 5600-8-2-1999 涂料试验方法:第8部分:涂料涂层变坏的评价第2节:起泡程度标识(Testing methods for paints -- Part 8: Evaluation of degradation of paint coatings -- Section 2: Designation of degree of blistering)33 JIS W 0125-3- 航空流体系统词汇第3部分:与温度有关的术语和定义(Aerospace -- Fluid systems -- Vocabulary -- Part 3: General terms and definitions relating to temperature)34 JIS K 7111-1996 塑料摆式冲击强度测定(Plastics -- Determination of charpy impact strength)35 JIS K 7243-1996 环氧树脂中无机氯测定(Determination of inorganic chlorine in epoxide resins)36 JIS C 9335-2-15- 家用和类似用途电器的安全第2-15部分:加热液体用装置的特殊要求(Household and similar electrical appliances -- Safety -- Part 2-15: Particular requirements for appliances for heating liquids) 37 JIS B 7951-1998 大气中一氧化碳的连续分析仪(Continuous analyzer for carbon monoxide in ambient air)38 JIS K 6751-1-1999 邻苯二甲酸脂的试验方法第1部分:总则(Testing methods for phthalic esters -- Part 1: General)39 JIS K 1200-9-1- 工业用氢氧化钠第9部分:镁含量的测定第1节:火焰原子吸收分光光度法(Sodium hydroxide for industrial use -- Part 9: Determination of magnesium content -- Section 1: Flame atomic absorption spectrometry)40 JIS K 4142-1995 氯苯胺类(邻氯苯胺、对氯苯胺)(Chloroanilines (ortho-Chloroanilinepara-Chloroaniline))41 JIS A 1480- 建筑物用隔热材料和产品测定标称和设计热值的方法(Thermal insulating materials and products for buildings -- Procedures for determining declared and design thermal values)42 JIS Z 2244- 维氏硬度试验试验方法(Vickers hardness test -- Test method)43 JIS B 3700-202-1998 工业自动化系统和集成电路产品数据表示和交换第202部分:应用协议:联合制图(Industrial automation systems and integration -- Product data representation and exchange -- Part 202: Application protocol: Associative draughting)44 JIS L 6312-1999 提花织造用带综眼丝综(Twin wire healds with inset mail for jacquard weaving)45 JIS K 7220-1999 泡沫塑料硬质材料的压缩试验(Cellular plastics -- Compression test for rigid materials)46 JIS B 8372-1- 液压动力压缩空气压力调节器和过滤器调节器第1部分:包括用户和产品制作要求资料中的主要特征(Pneumatic fluid power -- Compressed air pressure regulators and filter-regulators -- Part 1: Main characteristics to be included in literature from suppliers and product-making requirements)47 JIS Z 2285- 金属材料线性热膨胀系数的测量方法(Measuring method of coefficient of linear thermal expansion of metallic materials)48 JIS H 1611- 钛及钛合金化学分析方法通则(Titanium and titaniumalloys -- General rules for chemical analysis)49 JIS B 3700-224- 工业自动化系统和集成产品数据的表示和交换第224部分:应用协议:利用机械加工特性的加工计划用机械产品定(Industrial automation systems and integration -- Product data representation and exchange -- Part 224: Application protocol: Mechanical product definition for process planning using machining features)50 JIS Z 9103-1995 安全色总规范(SAFETY COLOURS - GENERAL SPECIFICATION)51 JIS A1 101-1998 混凝土塌落度的试验方法(Method of test for slump of concrete)52 JIS K 5401-1969 用铅笔划痕的涂膜试验机(Pencil scratch tester for coated film)53 JIS Z2332-1993 压力变化测量漏泄用试验方法(Test method for leaks using the pressure change measurement)54 JIS L 4406- 瓷砖铺面(Tile carpet)55 JIS A 5364 ERRATUM 1- 预制混凝土制品材料和制品方法的通用规则(Precast concrete products -- General rules of materials and product methods (Erratum 1))56 JIS B 7118-1994 照相机用三脚架(Tripods for cameras)57 JIS A1144- 新浇混凝土水中氯化物浓度的试验方法(Methods of test for chloride concentration in water of fresh concrete)58 JIS K 1560-1994 1112-四氟甲烷(HFC-134a) (1 1 1 2-Tetrafluoroethane (HFC-134a))59 JIS W 7007-1991 飞行器地面供给电源一般要求(Aircraft -- Ground support electrical supplies -- General requirements)60 JIS S3018- 燃油洗浴用锅炉(Oil burning bath boilers)61 JIS C 1603-1983 指示式电阻温度计(Indicating resistance thermometers)62 JIS B0671-3- 产品几何量技术规范(GPS)表面结构:轮廓法有分层功能特性的表面第3部分:利用材料概率曲线表征高度(Geometrical Product Specifications (GPS) -- Surface texture: Profile method; Surfaces having stratified functional properties -- Part 3: Height characterization using the material probability curve)63 JIS B 8238-1994 液化石油气用压力调节器(Pressure regulators for liquefied petroleum gas)64 JIS T2617-1980 眼科剪刀(Eye scissors)65 JIS K1200-8-1- 工业用氢氧化钠第8部分:钙含量的测定第1节:火焰原子吸收分光光度法(Sodium hydroxide for industrial use -- Part 8: Determination of calcium content -- Section 1: Flame atomic absorption spectrometry)66 JIS Z 6016- 纸本文献及缩微文献的的电子成像过程(Electronic imaging process of paper documents and microfilmed documents)67 JIS W2924- 航空航天液压液的清洁度分类(Aerospace -- Cleanliness classification for hydraulic fluids)68 JIS C1901-1987 可编程测量仪器用接口系统(An interface system for programmable measuring instruments)69 JIS A7801-1994 防火用水泥砂浆的粉刷方法(Method of plastering of cement mortar for fire protection)70 JIS A9511- 预制泡沫塑料保温材料(Preformed cellular plastics thermal insulation materials)71 JIS K5101-5-3- 颜料试验方法第5部分:分散特性的评估方法第3节:光泽度改变的评估(Test methods for pigments -- Part 5: Methods of assessment of dispersion characteristics -- Section 3: Assessment from the change in gloss)72 JIS R 1801- 用FTIR测量红外线加热器用陶瓷辐射材料频谱发射率的方法(Method of measuring spectral emissivity of ceramic radiating materials for infrared heaters by using FTIR)73 JIS A 1419-2- 声学建筑物和建筑元件内声音隔绝的比率第2部分:楼板冲击声音隔绝(Acoustics -- Rating of sound insulation in buildings and of building elements -- Part 2: Floor impact sound insulation)74 JIS Z 2286- 金属材料高温旋转弯曲疲劳试验方法(Method for high temperature rotating bending fatigue testing of metallic materials) 75 JIS B 8280- 非圆形横截面的压力容器(Pressure vessels of noncircular cross section)76 JIS B 7097-1986 摄影机镜头的ISO颜色组成指数(ISO/CCI)的测定(Determination of ISO colour contribution index (ISO/CCI) of camera lenses)77 JIS C 0364-5-551-1999 建筑物的电气设施第5部分:电气设备的安装和选择第55章:其它设备第551节:低电压发电装置(Electrical installations of buildings Part 5: Selection and erection of electrical equipment Chapter 55: Other equipment Section 551: Low-voltage generating sets)78 JIS C 0364-5-52 AMD 1- 建筑物的电气设施第5部分:电气设备的选择和安装第52章:布线系统(修改件1)(Electrical installations of buildings Part 5: Selection and erection of electrical equipment Chapter 52: Wiring systems (Amendment 1))79 JIS C 1612- 辐射温度计的试验方法(Test methods for radiation thermometers)80 JIS C 1210-1979 功率表通则(General rules for electricity meters)81 JIS X 3009- 信息技术程序设计语言Ada(Information technology -- Programming languages -- Ada)82 JIS B 3502-1997 程序控制器设备要求和试验(Programmable controllers -- Equipment requirements and tests)。
成形条件设定方法
チックが冷 えて固まり 入らないこ とがありま す。そこで その箇所 を入れる 間だけ、プ ラスチック を入れる 速度を早く しその後 は又通常 の速度で 入れる と いうふうに 多段射出 を使用しま す。
5 . 固 め る ( 冷 却 )
充填で溶 けたプラス チックを金 型内に入 れたので すが、これ を金型内 を巡回す る水等で 冷却し固 めます。 この時、成 形品を金 型内に入 れておく時 間を冷却 時間といい 、長ければ 長いほど 成形品は 冷え固まり ます。
単に、50 mmから20 mmまでは 速度30 mm/秒で 移動させる と設定す れば良い だけです。
ここで又再 度注意し て欲しいの は、成形 機の力は とても強い のでいつも 全開で速 度30mm/ 秒を出そう と したら金型 を壊す可 能性があ るというこ とです。具 体的には 金型内に 異物がつ まり、プラ スチックを
図7
その後、溶 かすつまり スクリュー 回転の項 目にあるよ う図8、9の ようにスク リューを回 転させ、そ の後、 糸引き防 止のため サックバッ ク(図10参 考)します 。
図8
図9
次に充填 するの射 出項目に 沿って図 11、12、13 のように可 動した後、 保圧項目 に従って図 14、15の
つまり、細 長い供給 部でプラス チックをシ リンダ内に 落とし、段 々太くなる 圧縮部で プを圧ラス縮チしッ溶 かしていき 、太い計量 部で必要 なプラスチ ックの量を 計量すると いう訳です 。
よって基本 的には温 度は圧縮 部を中心 にプラスチ ックが溶け る温度より 少し高い 温度にしま す。 そして、計 量部は糸 引き対策 のため供 給部はホ ッパー下 が溶けた プラスチッ クで詰らな い様に圧 縮部より 少し低い 温度にしま す。
成型工艺流程及条件介绍中英文对照

成型工艺流程及条件介绍Molding technique procedure and parameter introduction第一節成型工艺Section 1 molding technique.1.成型工艺参数类型Sorts of molding parameter.(1). 注塑参数Injection parameter.a.注射量Injection rate.b.计量行程Screw back positionc.余料量Cushiond.防诞量Sucking back ratee.螺杆转速Screw speedf.塑化量Plastic0 rateg.预塑背压Screw back pressureh.注射压力和保压压力Injection pressure and holding pressurei.注射速度Injection speed(2)合模参数Clamping parametera.合模力Clamping forceb.合模速度Clamping speedc.合模行程.Clamping stroked.开模力Opening forcee.开模速度Opening speedf.开模行程Opening positiong.顶出压力Ejector advance pressureh.顶出速度Ejector advance speedi.顶出行程Ejector advance position2.温控参数Temperature parametera.烘料温度Dry resin material temperatureb.料向与喷嘴温度Cylinder temperature and nozzle temperaturec.模具温度Mold temperatured.油温Oil temperature3.成型周期Molding cyclea.循环周期Cycle timeb.冷却时间Cool timec.注射时间Injection timed.保压时间Holding pressure timee.塑化时间Plant timef.顶出及停留时间Knocking out and delay timeg.低压保护时间Mold protect time成型工艺参数的设定须根据产品的不同设置.Molding technique parameter setting differs depending on type of product第二节成型条件设定Section 2 Molding parameter Setting按成型步骤:可分为开锁模,加热,射出,顶出四个过程.Molding steps: mold opening/closing, heating injection and knocking out.开锁模条件:Mold opening parameter:快速段中速度低压高压速度High-speedmid-speedLow pressure high pressure speed锁模条件设定:Mold closing parameter setting1锁模一般分: 快速→中速→低压→高压Mold closing: high-speed →low-speed →low pressure→high pressure2.快锁模一般按模具情况分,如果是平面二板模具,快速锁模段可用较快速度,甚至于用到特快,当用到一般快速时,速度设到55-75%,完全平面模可设定到80-90%,如果用到特快就只能设定在45-55%,压力则可设定于50-75%,位置段视产品的深浅(或长短)不同,一般是开模宽度的1/3.In high-speed section, Mold closing speed depends on type of mold. For two –pla te mold it can set quick and even especially quick usually, it set speed within 55-75%. For full-plate mold it set speed within80-90% while using especially high sp eed it set speed within 45-55% and pressure within 50-75% position distance setti ng differs depending on the volume of product and usually it can be set 1/3 of m old opening position.3.中速段,在快速段结束后即转换成中速,中速的位置一般是到模板(包括三板模,二板模)合在一块为止,具体长度应视模板板间隔,速度一般设置在30%-50%间,压力则是2 0%-45%间.In mid-speed section: Mold closing speed changes into mid-speed after high-speed section finish. Mid-speed start position is where two plates meet (include three-plat e mold and two-plate mold ) Distance of mid-speed is up to distance of two plate s plate it speed within 30-50% and pressure 20-45%.4.低压设定,低速设定一般是在模板接触的一瞬间,具体位置就设在机台显示屏显示的一瞬间的数字为准,这个数字一般是以这点为标准,,即于此点则起不了高压,高于此点则大,轻易起高压.设定的速度一般是15%-25%,视乎不同机种而定,压力一般设定于1-2%,有些机则可设于5-15%,也是视乎不同机种不同.Low-pressure section: Mold closing sets low-pressure when plates meeting. This po sition is set to the data of machine screen on this time. This point is the gage of the data. Data lower the point there is no high-pressure. Data higher the point th ere is high-pressure easily. It set speed within 15-25% and pressure within 1-2% d epending on type within 1-2% depending on type of injection molding machine. 5.高压设定,按一般机台而言,高压位置机台在出厂时都已作了设定,相对来讲,是不可以随便更改的,比如震雄机在50P.速度相对低压略高,大约在30-35%左右,而压力则视乎模具而定,可在55-85%中取,比如完全平面之新模,模具排气良好,甚至于设在55%即可,如果是滑块较多,原来生产时毛边也较多,甚至于可设在90%还略显不足.High-pressure section: To normal injection molding machine, high-pressure position had been set before they were sent to customer. It can not be modified. For exa mple high-pressure position of CHENHSONG machine is 50P.The speed of high-pr essure section is about 30-35% and higher than that of low-pressure. The pressure is up to mold, it can set within 55-85% For full-plate mold, it’s eject air well, it can set pressure 55% .If mold has a lot of slides and flash rate high in producti on, pressure can set 90%.加热工艺条件设定Heating technique parameter setting1.加热段温度设定必须按照产品所使用的原料的不同而不同,但却必须遵循一个这样的规则,即由射口筒到进科段温度是逐步递减的.且递减温度是以10.度为单位.The proper temperature setting differs depending on type of resin material, but it must be abide by a rule that temperature setting should diminish in step 10.C fr om nozzle to feeding resin material position.2特殊情况下.如料头抽丝,则射口筒温度应降低,如果是比较特殊的原料冷凝比较快的.则射口筒温度则不止比第二节法兰温度高10度.比如PPS. 尼龙等.Nozzle temperature setting should low if product line. If resin material such as PP S, PA, cool very soon , Nozzle temperature should higher more 10.C than the sec ond cylinder temperature.3.机台马达启动温度视乎机台不同而不同,一般出于对机台油路中的油封保护需要,油温最好能控制在40度-60度,以免油封长期高压而变化,缩短使用寿命,造成成型不稳定.Pump turning on temperature is different depending on type of injection molding machine. To protect oil seal of machine it set oil temperature within 40.C-60.C, Ifoil seal work on condition that high pressure and damaged It’s work time will be shorter, it can cause molding stable.第三节注射及熔胶(加料)工艺条件设定Injection and plastic Technique parameter setting一.注射Injection第四节常见塑料原料的有关温度值.原料Resin名称Name熔点℃Melt’s成型温度℃Molding Temperature(’c)分解温度℃Decomposing Temperature(‘C)模具温度℃Mold Temperature(‘c)干燥温度℃Resin dry temperature(‘c)注射是把塑料原料经加热后射进模腔的过程,它一般可分为第一级,第二级,第三级,第四级及保压几段:Injection is a step which inject melt resin material into mold. It consists of stepl,s tep2 ,step3,step4 and holding pressure step:1.第一级注射一般是注射料头段.具注射量一般可根据料头的轻重来估计其行程,当然也可以依据公式来计算,如公式:Step l injects usually tunnel material, Injection V olume can be estimated accordingto the weight of course it can be calculated by formula:L=Si=Vi/0.785Ds2L:注射行程; Si: 注射行程;L: injection stroke Si: injection strokeVi:理论注射容积; Ds:螺杆直径;Vi: injection volume of theoretical Ds: diameter of screw0.785:是Ω/4的值.0. 785: value of Ω/4.当然,如果我们在成型时每设定一个参数都要计算一次,要成型出一个产品就要几个小时才能完成了.But it cost a lot of time to produce one product if every time molding parameter is setting by calculation.2.第二级是注塑产品约2/3的阶段,当然,根据产品特殊需要,也允许成型不到2/3阶段,比如避免结合线问题,这一阶段的成型速度及压力一般是整个成型段的最大值段,如果排的产品与机台基本是相吻合的.模具结构合理,排气良好,这一段的压力一般也不会超过80%.速度侧视产品需变,可能大到95%也可,自然一般都是在55%-80%间. Step 2 inject 2/3 of product. It can lower 2/3 of product according to requirement of product. For example to prevent weld line. Molding speed and pressure on thi s step is the maximum of whole molding section. If Mold suit the injection moldi ng machine and mold structure reasonable and eject air well, pressure of this step should lower 80%. Molding speed setting within 55-80% but it may setting 95% for especial product.3.第三段是注射余下的1/3段,其速度和压力根据产品的需要,一般是小于第二段,速度和压力存在于一个往下降的过程.主要是为了防止产品毛边的产生,但同时又必须把产品充填饱满.Step3 inject remain 1/3 of product. According to product molding speed and press ure lower than that of step2 To prevent flash speed and pressure should decrease but it can’t shot short.4.第四段:一般有机台还有第五,第六段,这段的成型速度和压力相同前,都存在两段一个递减过程.其作用都是起到一个再次充满的作用.Step4 section: Some injection machines have step5,step6 which are same as former molding speed and pressure this step should diminish and inject once more.5.保压段:不论成型什么产品,都存在一个保压过程.任何产品都不同程度的存在一个厚薄不一的问题,正常情况下,较厚的部分都可能存在一个收缩凹陷的现象,为了解决这种现象,就应应用到保压,保压一般来讲都应用较慢的射速,而压力的设置则应看缩水的情况如何,小到25%,大到80%都有可能.Holding pressure step: No matter what product there is a holding pressure step. A ny product can’t molding a same thickness. Usually the deeper section may sink mark . To prevent this defect it should set holding pressure, The injection speed o f holding pressure step is slow but holding pressure setting within 25-80% dependi ng on sink mark.二.熔胶段工艺Plastic Technique1.再复杂的熔胶旋转过程最多不会超过三段,因为熔胶本身就是存在于把胶熔进料筒的过程,如果原料粘度大,熔胶压力则大,但速度则应取决于原料的分解温度,熔胶速度越快,原料中的剪切力则会越大,料管温度则越高,局部原料产生分解的可能性则会越大,故一般熔胶会采用中速为宜,如45%-75%,熔胶同时会碰到一个比较重要的环节,那就是背压的使用,产品精度要求越大,背压的使用则更大,背压可使原料分子间结构更紧密,成型出的产品则尺寸更稳定,外观越好.当然,背压太大,则会产生流涎,所以背压的使用又应考虙到其它原因.Plastic should lower 3 steps, because plastic is a step to add melt resin material t o cyclinder , Higher stick of resin material ,higher screw back pressure. Screw sp eed differs depending on decomposing temperature of resin material ,Higher screw speed ,Higher trim force of resin, higher cyclinder temperature. Some resin mater ial may decomposes so it set screw speed in mid-speed such as 45-75%, In plasti c step setting screw back pressure is very important, Higher screw back pressure , higher quality of product screw back pressure make resin structure order, Molding product is beautiful and volume stable. But ,it maybe flow if screw back pressure too high . So all factors should be considered when using screw back pressure.2.熔胶过程还有一个比较重要的环节,那就是松退,松退分前松退和后松退,其作用一般是为了防止流涎和抽丝,设定值速度和压力都在20%-50%间,设定的行程一般在2-5cm间,太长的行程可能会使料筒里面贮存空气,导致下一模出现不期望的气泡.In plastic step sucking back is very important too. Sucking back include front suc king back and back sucking back It setting sucking back to prevent flow and line. It sets sucking back speed and pressure within 20-50% and distance within 2-5c m. TOO long distance make cyclinder reserve air and cause bubble at next moldin g.顶出的工艺设定knocking out technique setting产品经冷却定型后则有一个开模的过程,开模基本上是合模的反过程.开模的未段则有一个慢速设置,开模完成后,产品必须顶出的过程.There is a mold opening step after product cooling taking shape. Mold opening is a reverse step of mold closing. The last step of mold opening speed set slow. Pr oduct should be knocked out after mold opened.一.顶前:Knocking out顶前最好分两个阶级,第一阶可分为中压慢速,即是把产品轻轻顶出一部分,然后是中压中速顶,中压中速一般指的是35%-55%,而低速则有可能低到5%,这需视产品不同而言,顶出行程设定是顶出长度稍比产品垂直深度大1-2cm即可.Knocking out includes two steps, Step1 section setting mid-speed, knocks product out partly step2 section setting mid-pressure and mid-speed . Depending on differe nt product, mid-pressure and mid-speed sets within 35-55% but low-speed can set 5%. Distance of knocking out longer 1-2cm than the vertical thickness of product.二.退针Back顶退包括两个过程与顶落的过程基本一致,顶退的终点应预留1-3cm的空间,以保护顶针油管不被顶坏.The same as knocking out, ejector back includes 2 steps. To protect the ejector oi l jar, it should make a 1-3mm distance in the ending point of ejector back.三.顶针方式还包括一个多次顶,单次顶及顶针停留的选择,机械手取产品,脱模顺利的情况都采取多项,为了顶针油缸寿命的延长,多次顶就以不超过三次为宜,顶针停留一般用在顶针带着产品退回有可能对增品产生损伤的模具,同时为配合机械手使用,有时也需要较短的顶针停留.The way of knocking out includes knocking out once, Knocking out repeat and ej ector delay. Take product by manipulator or take product easy, it should select kn ocking out once. To longer the work time of ejector oiljar, times of knocking out lower 3 times. Ejector delay used when product will be damaged if ejector back or suit manipulator.成型时间的设定Molding time setting在保证产品质量的前提下,周期时间是越短越好,周期时间又包括如下几项:射胶时间,保压时间,熔胶时间,冷却时间,顶出时间,锁模低压时间,甚至乎关系到时间因素的还有还开模与锁模,及顶出的快慢.Cycle time should shorter on condition that product quality well. Cycle time inclu des: injection time , holding pressure time, plastic time, cure time, knocking out ti me and mold protect time. Even mold opening closing sopeed and knocking out s peed affect cycle.1. 射胶时间包含保压时间,一般看起来,射胶时间越长,产品越饱和,但我们在讲求质量时,同时也须考虑产能,更何况,射胶时间过长,有可能会造成产品过于饱满而寻致粘模顶的变形呎寸偏大等一系列问题,故我们在设置射胶时间时应综合考虑,尽量在合乎质量要求时缩短射胶时间.Injection time consists holding pressure time. Longer injection time, fuller product, we should consider production quantity when we suit for quality. If injection tim e too long, it may cause a series of defects suck as flash strain. So all sorts of f actors should be considered, injection time should be shout if quality suit for requ irement.2. 熔胶时间的长短取决于熔胶速度设定的快慢,背压设定的大小,但有一点,熔胶时间控制的长短一定要比冷却时间短.Plastic time depends on plastic speed and screw back pressure, but plastic time m ust shorter than cure time.3. 冷却时间:冷却时间的长短直接影响到成型的周期,冷却时间越长,成型时间就越长,造成产能就越低,故我们在设定高压冷却时间时,只要能保证到产品成型顺利,不会直接影响到变形等问题,设定的时间也是越短越好.Cure time: Cure time affects molding cycle. Longer cure time, longer molding cyc le, lower production quantity. So it sets cure time short on condition that product molding succed and can’t deformation..4. 在大量使用机械手的塑胶公司,我们的顶出时间一般是与机械手配合为宜,全自动使用机械手时顶出停留时间一般保持1.5-2秒,半自动生产,如因顶针退回会导致产品掉落或卡紧,而取不下产品,停留时间则应保持5秒左右.In PCE company, for using manipulator in abundence , knocking out time suits m anipulator, Knocking out delay keeps 1.5-2 second when using manipulator full-ma nipulator, knocking out delay keeps about 5 second when using manipulator semi-manipulator and product will fall or can’t be taken off if ejector back.5. 低压保护时间对保护我们人身安全,模具安全起很大作用,配合好模具低压位置和低压压力的调整,低压保护的时间应取1-3秒,保护时间越短,可能造成的危害则越小. Low-pressure protect is very important for safety and protect mold, Mold protect t ime should adjust within 1-3 second suit low pressure and position of mold protect, shorter protect time, make damaged.。
SUMITOMO成型条件设定与调

Confidential
Page:63/77
2. Development(1/6)
螺桿更換前壓力、速度、螺桿位置曲線觀察分析
速度曲線
壓力曲線
螺桿位置曲線
如圖為 DDR II 4.0 經過34模次後壓力、速度、螺桿位置曲線疊合之結果。 經觀察結果,疑因止逆閥磨損漏料的影響,壓力曲線明顯出現兩種不同曲線 分佈型態,其所對應的速度曲線與螺桿位置曲線亦不相同。
實際射膠量=理論射膠量*行程效率(P)
P 0.8-0.95(依塑膠流動性而言)
另止逆閥也無法達到100%的功能 一般成型制品重量約為最大注射量之30%-70%
二.射塑壓力
Confidential
Page:8/77
三.射塑能力(Working Capacity)
unit:Kg:cm=射膠壓力(p Kg cm 2 )*行程容積
Page:4/77
考試題
姓名: 工號: 得分:
1.液壓成型機與電動成型機有何不同?
2. 優化成型條件要從哪幾個方面著手?
Confidential
Page:5/77
成型機基礎觀念:
一.鎖模力(Clamping Force) 鎖模力F=P1*投影面積 (P1:射出壓力)
但實際鎖模力又受塑膠原料本身之性質,模具設計與 射膠操作條件等影響而有變化,一般實際鎖模力常數 需乘對一般工程塑膠比值約2-3. 實際鎖模力=P1*投影面積*鎖模力常數. 容模量 開模行程再加模具厚度即容模量 Confidential Page:6/77
1. Introduction
2. Development
3. Discussion 4. Conclusion & suggestion 5. Appendices
精密プラスチック金型パーツ射出成型はひとつの工程技术

精密プラスチック金型パーツ射出成型はひとつの工程技術
精密プラスチック金型パーツ射出成型工程条件の基础知识.それに関连する内容はプラスチックに転換している役に立つことを感を現行通り維持する性能の製品だ。
精密プラスチック金型パーツ注射成型の重要なプロセス条件は影响编集化の流れと冷却の温度、圧力と相応のそれぞれの役割時間だった。
一:温度制御;注射模塑過程を慎まなければならないの温度がスリープ温度、ノズルの温度と精密プラスチック金型パーツ温度などが含まれている。
前の2種類の温度を主な影響プラスチックの编集化と流れを標榜した一種の温度は主に影響プラスチックの流れや冷え込んだ。
一つ一つのプラスチックがどちらも違うな流動性の温度を低くし、一つのプラスチック、所得や牌号とは違って、その流れ温度および分解温度は差別化され、これは无事に均(こうとこう分布が異なるため、プラスチックは、さまざまな种类の注射器内の编集化過程にも异なるなど、慣れスリープ温度は异なってきます。
二:精密プラスチック金型パーツ注射圧力:現在の生産量のうち、ほとんど全ての注射器注射の圧力は、いずれも柱奥歯にもののはさまったようや螺打の上部には、ビニールに加えるべき圧力(油路圧力に変换しての)を基準にした。
注射の圧力は射出成形成型での役割をする人は、克服のプラスチック、スリープ流れキャビティな流動性の抵抗をしたように届いた。
无料充模の384および鎔材料に圧実。
精密プラスチック金型パーツ射出成形成型はひとつの工程技術だ.文章は宜澤金型アドレスに転载します。
ISO9001-2015质量管理体系质量记录-PC021A NISSEI( ES200 ES400)成形条件表
%
MPa
型开停止 スロ一 距离 高速1始
TP2
TP1 限度速度
mm
mm
mm
sec
段
PV3
PV2
PV1
限度
MPa
SP2
SP1
mm
段
顶出
突出速度 突出前进限
%
mm
位置 V-P切换
mm
PB
VS
SM
MPa
%
SD
ቤተ መጻሕፍቲ ባይዱmm
计量
mm
温度 喷嘴
℃ 中部
℃
下料口
℃ 金型表面温度
℃
前部 备 注:
℃ 后部
℃
温调机
℃
确认/日期
科信精密注塑 TEKUNO SEIKO
NISSEI 成形条件表 (ES200、ES400)
编号:PC021A
年月日
年
月
日 成形机番号
号机
制品重量
变更第 回
g ラソナ一重量
g
部品番号
树脂名
サィクル
秒 射出时间
秒
部品名称 二分模 制品取数
三分模 ケ取り
グレ一ド
色
材料比率(原):(粉)/
:
干燥条件
℃
最小クツション % 射出填充压 H 计量时间
作成/日期
mm kg/cm2
秒
射出
冷却
中间
S
S
S
型 缔 高速
低速
%
%
低速低压 高压缔
V6
V5
V4
V3
V2
SV5
SV4
SV3
SV2
V1
成型生产(调试)标准作业指导书(1)

1.材料准备:1.1.依生产制造令到仓库领料,确认材料是否与要生产的模具所使用的材料一样;1. 2 .根据材料的颜色、干燥温度选用相应的烘箱(图1-2),根据材料的物性设定烘干温度; 1.3 .根据所领材料的多少,选择用干净的小盘(图3)或烘箱自带的大铁盘(图4); 1.4 .如需采用防混措施,除黑色外,其它的均需用白色纸板进行隔离防护; 1. 5 .若烘PA 类材料时,需采用除湿干燥机;1. 6 .对于无加纤的材料,需严格按照《材料物性表》进行作业,烘到时间就要收起来,以防止烘烤时间过长,导致 材料变质,性能下降;1.7 .对于透明、浅色类材料,达到烘料时间也要收起来,以防止烘烤时间过长,导致材料异色;图 1 烘箱图 2 烘箱内部图3图4 烘箱自带的铁盘材料准备过程常见问题点与对策:序号常见问题点材料预烘后,没有标示,造成信息不准确,导致材料用错.1黑色料与白色料同放在一个烘箱烘干,易造成白色料产生黑点不良.对策及时标示2白色材料与黑色材料分两个专用烘箱 :( 1#烘箱黑色,3#烘箱白色)绿色的为设定值,红色为实际值2.确认模具:2.1. 领班要确认生产计划中的机台是否能够满足所安排的模具,及所安排的模具是否可用(确认模具ID卡);2.2. 客户别班长按照生管安排的生产计划,对当天需生产的模具写"生产前保养"之不具合票交于修模单位,领班指定专人将模具拉到修模单位保养模具.且在模具上放标示牌"待清洗";(图5-6)待修模(待清洗)修模OK可使用生产前保养图5图6图72.3.待修模将模具保养完后,技术员在上模之前务必检查模具是否保养彻底,模具螺钉是否完全锁紧;(图7)2.4. 领班要确认生管是否开制造令,且要求片区技术员在上模前将制造令贴与机台看板上;3. 机台选择3.1 . 根据模具外形的大小及制品投影面积的大小来选择用多少吨位的机台;成型机台分类如下:A: 卧式机分为:18吨、30吨、40吨、50吨、75吨、80吨、100吨、180吨 、共8种型号.B:立式机分为:10吨、55吨、85吨共三种型号.C:根据产品的结构来选择是用立式机台还是用卧式机台.3.2. 原则一套模具尽可能固定在同一种机台生产,这样可以减少调机的时间;3.3.确认成型机料管有无清洗,如没有则需用PP料清洗干净;(图8)3.4.检查成型机顶杆位置﹑长度和数量是否适合于模具(图9),若不适合则需作相应调整;清洗料管机台顶杆位置(上中下三处)图8图94.上模程序4.1.选择模具之适当吊模孔并旋入吊环,保证吊起时重心稳定;(如图10-12)图 10图 11图124.2.用天车吊起模具,取适当之水嘴,(图13); 并用止泻带先对其作顺时针方向缠绕适量(图14), 然后将其装入模具之相应水孔位置并用扳手锁紧;(如图15)图13图14图 15 4.3.使用天车将该模具吊至成型机上两格林柱中央位置(图16),徐徐下降至机台动定模固定板间;(图17)图 16图 174.4.利用天车点动调整模具位置,使该模具之定位环嵌入成型机定位孔中(图18),调整模具 定模板与机台定模板贴平(图19),并确认该模具在水平方向无倾斜;(图20)图18图 19图 20 4.5.启动马达进行调模,调模完毕后切换成手动进行高压锁模; 4.6.住友机的调模方法:A.电动机 : 在准备状态下(图21),按手动调整模厚,使动模固定板后退足够的距离,完全合模时可达到 闭模原点(图22),输入适当的锁模力,当调模声音不响时,即表示调模OK,按手动进行高压锁模;(图23)图 21图22图23准备状态闭模原点心模具定模板机台定模板手动高压锁模B.液压机 : 在准备状态下输入适当的锁模力,按型厚调整进行调模.当调模声音没有时,表示调模OK,按手动进行高压锁模;(图23)4.7.台中机的调模方法:在模厚调整状况下(图24),按调模进或调模退使机台模板间距约等于模具厚度,再按微调进行调整,使系统压力显示在500—1000时(图25),即为调模OK,按手动进行高压锁模;脱料板拉开图 24模厚调整中图25图 264.8.调整开闭模状态,使模具能够运行平衡,若是带拉杆的三板模,需注意设定适当的“开模最终位置",带优力胶的三板模,上好优力胶后应调整其作用力的大小,以达成脱料板 拉开之目的;(图26)4.9.模具顶针、滑块感应器安装确认;4.9.1.感应器安装(图27):模具顶针感应器安装在模具底板上,通过接头与注塑机连接(图28),当顶针回到位时,下顶针板与感应器接触,感应器指示灯亮,给机台信号允许机台闭模,反之灯不亮,模具合不了模;回位开关有效图27图28接头开关4.9.2.滑块感应器安装(图29):滑块感应器装在模具B板上,即滑块与B板接触的贴合面上,当滑块放到位即与B板紧密贴合时感应灯亮允许闭模,反之机台无法得到信号不能闭模;放大图图294.9.3.注意事项:A、感应器要调整到灵敏有效(点检方法:先将顶针顶出,往顶针板后塞0.1mm 垫片,然后顶针 退回,观察感应灯是否亮,若不亮则表示灵敏度OK,若感应灯还亮着则表示感应不灵敏, 须下模给钳工调整);B、确保感应器接头有接到注塑机上;C、确保感应器线无断路;D、确认机台之顶针回位确认功能为ON状态;4.10.确认顶针回位开关的有效(图30),并由小到大调整模具之顶针运行状态;(图31-32)图 30图 31图324.11.装好水管后开启模温机,检查水管是否漏水;(如图33-36)图 33图 34图 35图 364.12.机械手移至工作位置,调整机械手,方法如下: 4.12.1.基本作业程序、要求:4.12.1.1.成型机于上模后,选择适当之开模位置,使模具处于"开模完了"状态; 4.12.1.2.对于单臂式机械手,使机械手到处于[Stop]状态,并解除空压(图37-38)图37图38回位开关有效漏水无漏水卸气压STOP 状态顶出较长顶出较短模温机开关4.12.1.3.调整机械手各方位的待模位置,使机械手在运行中不致碰撞它物;(图39-42)图39图40图41图424.12.1.4.根据模具结构和吸夹要求选择适当的机械手功能、程序,并予确认; 4.12.1.5.机械手位置调整完毕,开电源开关,开操作盒开关,接空压(图43-44)保持空压4.0〜5.5kg/cm2;图43图444.12.1.6.调整机械手速度及延迟时间,使之配合模具之顶出动作;4.12.1.7.对于双臂横走式机械手,在[手动]状态下,以「调整」之方式确定两臂各方位的待模 位置,使机械手在运行中不致碰撞它物;(图45-46)图45图46机械手运动范围夹具中心与所夹部位对正机械手动作过程不能与水管干涉确认夹的位置接气压气压表读数手动状态运行中不能碰撞人和物4.12.1.8.根据模具要求确定双臂之运作程序及步骤,并在横出安全区内做下降动作,以免机 械臂动作时伤及操作者;(图47) 4.12.1.9.于上述调整完毕后,先于"手动"状态下运作一次,确认无误后,再于"自动"状态下试运作确认一次;(图48)图47图48图494.12.1.10.经试运作确认无误后,则可实施正常之成型生产的吸夹作业;(图49)4.12.2.注意事项:4.12.2.1.当机械手发出故障警报时,需先检视其故障原因,再进行解决;若无法解决者,应及 时联络生技处置;4.12.2.2.机械手于运行过程中,需检视其空压是否正常;机械手于停用时,需关闭操作盒之电源开关; 4.12.2.3.手动开模前,需先确认机械手于[Stop]状态;4.12.2.4.机械手于运行过程中,人员勿靠近其动作区域,以防危险;严禁在机械手动作区域有 干涉(如水管、气管、电线等);5.调试工艺5.1调试前的准备工作; 5.1.1确认机台料管是否清洗;5.1.2.确认使用模具的材料是否正确,烘料温度及时间是否正确,取相应材料做调机用, 准备一台显微镜;5.1.3.查询机台工艺记录(图50),调出此模具的相应工艺,若无,可参照ID卡中的《成型标准条件表》; 5.1.4.根据《成型标准条件表》設定料管溫度"射出工程、射出压力、射出速度、射出位置、射出时间",保压工程"保压时间、保压压力、保压速度",计量工程"计量位置、转速、背压、 松退"及冷却时间和模温;(图51)图50图 515.1.5.待机台料管升到设定温度时,将所准备的材料加入入料口;手动射料后观察材料是否充分干燥, 待射出材料中没有PP料后,闭模,移动射座使射嘴与主流道口接触;(图52-54)自动状态试运行射出工程保压工程计量工程机台工艺记录注意:主臂下降范围内禁止站人图52 图53图545.2.热流道成型作业步骤:5.2.1.确认上模完成,水路接好无漏水,设定开闭模及顶针参数,输入成型工艺参数;5.2.2.确认材料无误并已烘干燥;5.2.3.打开机台电热器进行升温;5.2.4.接好热流道温控器,确认线路无误,电源插头及电压无误;5.2.5.打开温控器开关,依据材料特性设定热流道各段温度后,方可升温;(图55)5.2.6.待料管及热流道升温完成后,进行热流道作业;5.2.7.进行座进前射料,然后座进,当射嘴与衬套紧密接触,进行热流道射料,若热流道各段有堵住 状况,则调整相应温度直至各段射料情况差不多,进行手动射料5~6次后,开始打样品;5.2.8.送样品给品管确认,用PP料冲洗料筒及热流道后,关闭温控器与机台电热开关,并调整好 机械手;5.2.9.首件确认OK后,开机生产; 5.2.10.注意事项:5.2.10.1进行热流道射料时,应用挡板挡住公模,防止料喷至公模上造成脏污;(图56)图55图565.2.10.2.偶尔热流道射料时会喷溅,应注意人身安全;(带防护手套作业,不可将头伸入模具内作业,以防喷溅受伤)5.2.10.3.停机时,切记用PP材料冲洗热流道;5.2.10.4.切记在异常处理时间较长或停机生产时应关闭温控器,以防烧坏热流道; 5.2.10.5.在调机或生产前必须确保各段热流道喷嘴畅通;5.2.10.6.若有出现某段喷嘴未能射出,可适当增加该段温度(30℃~70℃),若无效果则下模给钳工检查处理; 5.3.螺杆逆流判定;5.3.1.先打一模制品不开模,然后手动计量、手动射出,观察螺杆位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
温度设定
机种 品名 品番 模穴数
爱安德电子(深圳)有限公司
成型条件基准书
(日精机专用)
原料名称
版次:
前模温度
颜色编号
后模温度
干燥温度
试作日期
干燥时间
加工人数
喷嘴
前部
中部
后部
锁模
高速
中间低速
%
%
低速开始
低速终
mm mm
开模
锁模设定
低速 中间低速
高压锁 % 低速低压 模
mm
mm
低压
V6
V5
V4
V3
V2
V1
射出 冷却 中间
ss
s
SV3
SV5
SV4
SV2
mm/s 段
SV1
SM
减压速度
mm
mm
SD
mm/s
mm
VSL
VSLL
%
%
保压
PB
VS
PP3 PP2
PP1
V-P切换
%
%%Βιβλιοθήκη 段PV3PV2
PV1
限度压
TP2
TP1
限度速度
位置
%
段
S
mm/s
mm
SP2
SP1
mm
编号 1 2 4
日期
变更记录 变更量由
变更者 主管确认
注意事项
开发审核 开发确认
制造一课 结构担当
作成
爱安德电 子(深圳) 有限公司
QR08771/1-A/02
高压
%
%
异物检测处置
异物检测时间 S
安装模具
锁模速度 %
锁模压力 %
开模速度 %
开模
终期慢塑 高速2
高速1
初期慢速
开模 停止
成型周期
%
%
%
%
缓冲量
开模停止 慢速距离 高速2始
高速1始 停止位
停止时间 高速成开模2段
产品取出方式
mm
mm
mm
mm
mm
S
座台方式
模具厚度
二次加工方式
mm
顶针安全制
射出
计量设定