先进过程控制系统简介[1]
先进控制系统介绍
如图8-1所示为软测量结构图,表明在软测量中各模 块之间的关系。
图8-1软测量结构图
软测量的核心是建立工业对象的精确可靠的模型。 软测量初始模型是对过程变量的历史数据进行辨识。 现场测量数据中可能含有随机误差甚至显著误差,须经 数据变换和数据校正等预处理,才能用于软测量建模或 作为软测量模型的输入。软测量模型的输出就是软测量 对象的实时估计值。
8.3解耦控制 8.3.1耦合现象影响及分析
在一个生产装置中,往往需要设置若干个控 制回路,来稳定各个被控变量。在这种情况下, 多个控制回路之间就有可能存在某种程度的相互 耦合,这样的相互耦合可能妨碍各被控变量之间 的独立控制,甚至会破坏各系统的正常工作。
图8-3所示精馏塔温度控制是典型的耦合实例。
(2)整定控制器参数,减小系统关联
具体实现方法:通过整定控制器参数,把两个回路 中次要系统的比例度和积分时间放大,使它受到干扰作 用后,反应适当缓慢一些,调节过程长一些,这样可达 到减少关联的目的。 在采用这种方法时,次要被控变量的控制品质往往 较差,这一点在工艺允许的情况下是值得牺牲的,但在 另外一些情况下却可能是个严重缺点。
8.2时滞补偿控制
控制通道不同程度存在纯滞后(时滞)。例如,热交换 器载热介质(流量)对出口温度影响滞后一段时间;反应 器、管道混合、皮带传送及分析仪表测量流体成分等都 存在纯滞后。纯滞后存在,使被控变量不能及时反映扰 动影响,即使执行器接收信号后立即动作,也需经过纯 滞后时间,才能作用于被控变量。 衡量纯滞后常采用纯滞后时间τ和时间常数T之比。 当τ/T<0.3,是一般纯滞后过程;当τ/T>0.3,为大纯 滞后过程。一般纯滞后可采用常规控制,而当纯滞后较 大时,则用常规控制往往较难奏效。 大纯滞后过程较难控制,目前已有一些可行控制方 案,Smith预估补偿控制就是一种较好的控制方案。
第8章-先进控制系统介绍

要求: 数据覆盖面在可能条件下应宽一些,以便软测量具 有较宽的适用范围。 为了保证软测量精度,数据的正确性和可靠性十分 重要,因此现场数据必须经过显著误差检测和数据协 调,保证数据的准确性。 采集的数据要注意纯滞后的影响。
第8章 先进控制系统介绍
31 软测量技术 2 时滞补偿控制
3 解耦控制 4 预测控制 35 自适应控制 6 模糊控制
1
第8章 先进控制系统
8.0 概述
现代工业生产过程的大型化、复杂化,对产品质量、 产率、安全及对环境影响的要求越来越严格。 许多复杂、多变量、时变的关键变量的控制,常规 PID已不能胜任,因此,先进控制受到了广泛关注。
软测量技术,就是选择与被估计变量相关的一组 可测变量,构造某种以可测变量为输入、被估计变 量为输出的数学模型,用计算机软件实现这些过程 变量的估计。也成为“软仪表”,“软传感器”。
软测量估计值可作为控制系统的被控变量,还可 为优化控制与决策提供重要信息。
4
软测量中各模块之间的关系 图8-1软测量结构图
7
对初始辅助变量降维
方法一:通过机理分析,选择响应灵敏、测 量精度高的变量作为最终辅助变量。
方法二:主元分析法,可利用现场历史数据 作统计分析计算,将原始辅助变量与被测量 变量的关联度排序,实现变量精选。
例如,在相关气相温度变量、压力变量之间 选择压力变量。
8
8.1.2数据采集与处理
20
(4)串接解耦控制
在控制器输出与执行器输入之间,可串接解耦装置 D(s),双输入双输出串接解耦方块图如图8-5。
图8-5双输入双输出串接解耦方块图
过程控制系统概述

过程控制系统概述杨峰电信学院06自动化3班学号:40604010321所谓过程控制(Process Control)是指根据工业生产过程的特点,采用测量仪表、执行机构和计算机等自动化工具,应用控制理论,设计工业生产过程控制系统,实现工业生产过程自动化。
一﹑过程控制的特点随着生产过程的连续化﹑大型化和不断强化, 随着对过程内在规律的进一步了解,以及仪表﹑计算机技术的不断发展, 生产过程控制技术近年来发展异常迅速.所谓生产过程自动化, 一般指工业生产中(如石油﹑化工﹑冶金﹑炼焦﹑造纸﹑建材﹑陶瓷及热力发电等)连续的或按一定程序周期进行的生产过程的自动控制.凡是采用模拟或数字控制方式对生产过程的某一或某些物理参数(如温度﹑压力﹑流量等)进行的自动控制统称为过程控制.生产过程的自动控制, 一般要求保持过程进行中的有关参数为一定值或按一定规律变化. 由于被控参数不但受内﹑外界各种条件的影响, 而且各参数之间也会相互影响, 这就给对某些参数进行自动控制增加了复杂性和困难性. 除此之外, 过程控制尚有如下一些特点:1. 被控对象的多样性.对生产过程进行有效的控制, 首先得认识被控对象的行为特征, 并用数学模型给以表征, 这叫对象特性的辨识. 由于被控对象多样性这一特点, 就给辨识对象特性带来一定的困难.2. 被控对象存在滞后.由于生产过程大多在比较庞大的设备内进行, 对象的储存能力大, 惯性也大. 在热工生产过程中, 内部介质的流动和热量转移都存在一定的阻力, 因此对象一般均存在滞后性. 由自动控制理论可知, 如系统中某一环节具有较大的滞后特性, 将对系统的稳定性和动态质量指标带来不利的影响, 增加控制的难度.3. 被控对象一般具有非线性特点.当被控对象具有的非线性特性较明显而不能忽略不计时, 系统为非线性系统, 必需用非线性理论来设计控制系统, 设计的难度较高. 如将具有明显的非线性特性的被控对象经线性化处理后近似成线性对象, 用线性理论来设计控制系统, 由于被控对象的动态特性有明显的差别, 难以达到理想的控制目的.4. 控制系统比较复杂.控制系统的复杂性表现之一是其运行现场具有较多的干扰因素. 基于生产安全上的考虑, 应使控制系统具有很高的可靠性.由于以上特点, 要完全通过理论计算进行系统设计与控制器的参数整定至今乃存在相当的困难, 一般是通过理论计算与现场调整的方法, 达到过程控制的目的.二﹑过程控制系统的组成过程控制系统的组成, 一般可用如下框图表示被控参数(变量)y(t ) ;控制(操纵)参数(变量)q(t) ;扰动量f(t) ;给定值r(t) ;当前值z(t); 偏差e(t) ;控制作用u(t)三、过程控制系统的分类按系统的结构特点来分反馈控制系统,前馈控制系统,复合控制系统(前馈-反馈控制系统)按给定值信号的特点来分定值控制系统,随动控制系统1.反馈控制系统偏差值是控制的依据,最后达到减小或消除偏差的目的。
《先进过程控制系统》课件

变频调速系统
了解如何使用先进控制技术提高变频调速系统的 性能和效率。
液位控制系统
学习如何应用先进控制技术解决液位控制问题, 确保生产的安全和稳定。
温度控制系统
探索如何利用先进控制技术实现精确和稳定的温 度控制。
生产过程的自动化控制
了解如何将先进控制技术应用于自动化生产过程, 提高生产效率和质量。
先进过程控制系统的设计和实施
1
控制系统的设计流程
了解控制系统设计的基本步骤和设计流程。
2
控制系统的实施流程
学习控制系统的实施过程,包括硬件安装和软件调试。
3
典型控制系统设计案例
通过案例分析了解典型控制系统的设计和实施。
控制系统维护与优化
控制系统维护
了解控制系统的维护要点,确 保系统的稳定和可靠运行。
控制系统优化
学习如何利用先进控制技术优 化控制系统性能,提高生产效 率。
先进控制技术
预测控制
学习如何使用数学模 型进行系统预测,以 实时调整控制参数。
非线性控制
了解如何应对非线性 系统,并运用相应的 控制策略。
自适应控制
探索自适应控制技术, 使系绍模糊逻辑和模糊 控制器,以解决复杂 和不确定的控制问题。
先进控制技术在过程控制中的应用
《先进过程控制系统》 PPT课件
通过本课程,我们将介绍先进的过程控制系统,包括控制系统的概述和分类、 先进控制技术的应用、控制系统的设计和实施、维护与优化,以及实验和案 例分析。一起来探索控制系统的奥秘吧!
课程介绍
课程概述
了解先进过程控制系统的基 本概念和重要性。
课程目标
掌握先进控制技术在过程控 制中的应用,并了解控制系 统的设计和实施流程。
先进控制系统:介绍先进控制系统的特点、设计和应用

先进控制系统:介绍先进控制系统的特点、设计和应用引言在工业控制领域,先进控制系统是一种关键技术,用于提高过程控制的性能和效率。
随着科技的发展和进步,先进控制系统不断被引入和应用于各个领域,成为改善系统性能和优化生产过程的有效手段。
本文将介绍先进控制系统的特点、设计原理以及在各个行业中的应用。
特点1. 优化控制先进控制系统的一个显著特点是其能够进行优化控制。
通过对系统模型的建模和分析,控制系统可以针对不同的目标制定最优的控制策略,以最大程度地提高系统的性能和效率。
先进控制系统可以根据实时数据进行实时优化,并通过反馈控制来实现系统参数的自适应调整,从而实现最佳控制结果。
2. 多变量控制先进控制系统能够处理多变量控制问题。
传统的PID控制器只能进行单变量控制,而先进控制系统则具备处理多个输入和输出变量之间相互关联的能力。
它可以更好地解决多变量系统中的耦合问题,通过对多个变量之间的相互影响进行分析和优化,实现更加精确和稳定的控制。
3. 鲁棒性先进控制系统具备较强的鲁棒性,能够抵御外界干扰和不确定性对系统控制性能的影响。
通过先进的控制算法和技术,先进控制系统可以根据实时反馈数据对系统进行动态调整,从而保持系统的稳定性和准确性。
即使在面对系统参数变化、噪声扰动和模型不确定性等不利因素时,先进控制系统仍能够保持良好的控制效果。
4. 高级算法先进控制系统采用了各种高级算法来实现优化控制和多变量控制。
这些算法包括模型预测控制(Model Predictive Control, MPC)、递归最小二乘法(Recursive Least Squares,RLS)、自适应控制(Adaptive Control)等。
这些算法能够针对不同的控制问题提供最佳方案,并通过对系统模型和实时数据的分析来实现控制效果的优化。
设计1. 系统建模先进控制系统的设计首先需要进行系统建模。
系统建模是通过对被控对象进行数学建模,将其抽象成一系列数学方程,以便进行控制策略的设计和优化。
先进过程控制
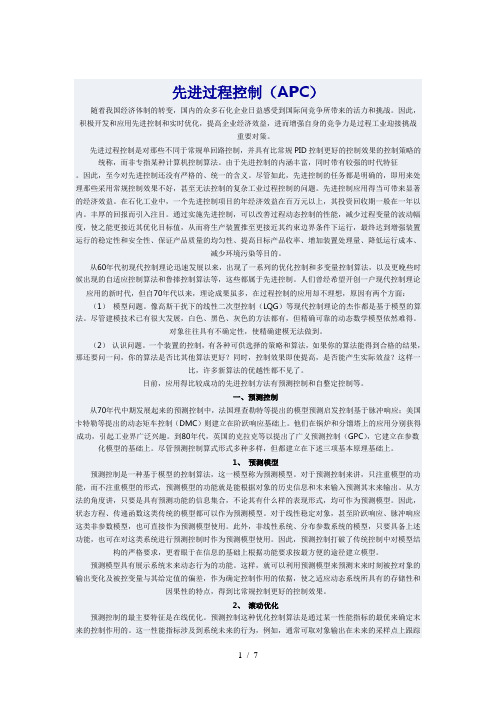
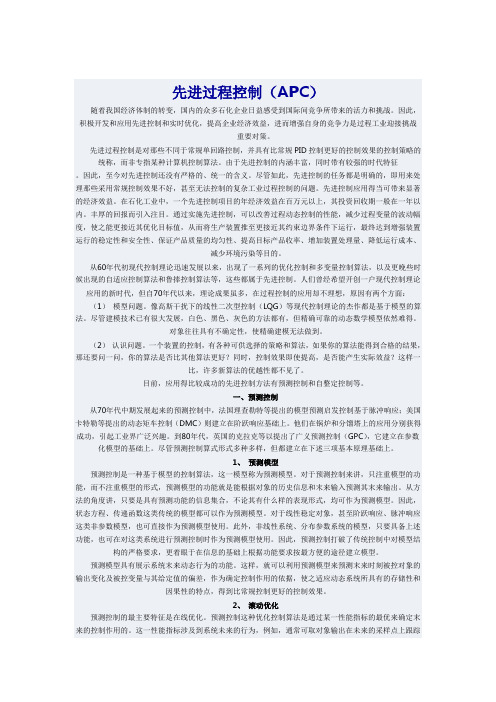
先进过程控制(APC)随着我国经济体制的转变,国内的众多石化企业日益感受到国际间竞争所带来的活力和挑战。
因此,积极开发和应用先进控制和实时优化,提高企业经济效益,进而增强自身的竞争力是过程工业迎接挑战重要对策。
先进过程控制是对那些不同于常规单回路控制,并具有比常规PID控制更好的控制效果的控制策略的统称,而非专指某种计算机控制算法。
由于先进控制的内涵丰富,同时带有较强的时代特征。
因此,至今对先进控制还没有严格的、统一的含义。
尽管如此,先进控制的任务都是明确的,即用来处理那些采用常规控制效果不好,甚至无法控制的复杂工业过程控制的问题。
先进控制应用得当可带来显著的经济效益。
在石化工业中,一个先进控制项目的年经济效益在百万元以上,其投资回收期一般在一年以内。
丰厚的回报而引入注目。
通过实施先进控制,可以改善过程动态控制的性能,减少过程变量的波动幅度,使之能更接近其优化目标值,从而将生产装置推至更接近其约束边界条件下运行,最终达到增强装置运行的稳定性和安全性、保证产品质量的均匀性、提高目标产品收率、增加装置处理量、降低运行成本、减少环境污染等目的。
从60年代初现代控制理论迅速发展以来,出现了一系列的优化控制和多变量控制算法,以及更晚些时候出现的自适应控制算法和鲁捧控制算法等,这些都属于先进控制。
人们曾经希望开创一户现代控制理论应用的新时代,但自70年代以来,理论成果虽多,在过程控制的应用却不理想,原因有两个方面:(1)模型问题。
像高斯干扰下的线性二次型控制(LQG)等现代控制理论的杰作都是基于模型的算法。
尽管建模技术已有很大发展,白色、黑色、灰色的方法都有,但精确可靠的动态数学模型依然难得。
对象往往具有不确定性,使精确建模无法做到。
(2)认识问题。
一个装置的控制,有各种可供选择的策略和算法,如果你的算法能得到合格的结果,那还要问一问,你的算法是否比其他算法更好?同时,控制效果即使提高,是否能产生实际效益?这样一比,许多新算法的优越性都不见了。
(完整word版)过程控制系统的简介

当 和 均无量纲(采用计算机控制),则
故此:
(由此可见,比例度与比例系数成反比)
比例度的物理含义:如果 直接代表调节阀开度的变化量,那么 表示调节阀开度改变100%,即从全关到全开所需被调量的变化范围。只有当偏差处在这个范围以内时,调节阀的开度才与偏差成正比。超出比例带外,调节阀已处于全关或全开的状态,此时调节阀的输入输出已不再保持比例关系!
Risetime:上升时间Setting time:调节时间y(t):输出值 :峰值
1.衰减比 (稳定性)
定义为两个相邻的同相波峰值之比 ,衰减比越大,系统越稳定
系统的响应为衰减振荡 系统的响应为等幅振荡
系统的响应为发散振荡
一般随动系统,常取衰减比为10:1;定值系统常取衰减比为4:1;
2. 衰减率(快速性)ห้องสมุดไป่ตู้
过程控制系统
过程控制的主要控制对象:
温度(Temperature),压力(Pressure),液位(Liquid level),
成分(Component)和物性(Physical property)等参数
控制系统首要的要求:
系统稳定性,所有参数必须保证系统能够运行正常且具有一定的稳定裕度,通常可取衰减比作为稳定指标,随动系统,常取衰减比为10:1;定值系统常取衰减比为4:1;
时域控制性能指标:
以二阶系统的单位阶跃响应输出为例
; ;
:为系统的无阻尼自然振荡角频率
:阻尼比
:系统的振荡周期
上升时间
峰值时间: ( 为第 个峰值,峰值时间 为第一个峰值时间)
最大超调量:
过渡过程时间(调节时间):
先进过程控制(APC)
3、反馈校正
预测控制算法在进行滚动优化时,优化的基点应与系统实际一致。但作为基础的预测模型,只是对象动态特性的粗略描述,由于实际系统中存在的非线性、时变、模型失配、干扰等因素,基于不变模型的预测不可能和实际情况完全相符,这就需用要用附加的预测手段补充模型预测的不足,或者对基础模型进行在线修正。滚动优化只有建立在反馈校正的基础上,才能体现出其优越性。因此,预测控制算法在通过优化确定了一系列末来的控制作用后,为了防止模型失配或环境干扰引起控制对理想状态的偏离,并不是把这些控制作用逐一全部实施,而只是实现本时刻的控制作用。到下一采样时刻,则首先检测对象的实际输出,并利用这一实时信息对基于模型的预测进行修正,然后再进行新的优化。
二、自整定控制
自整定控制能适应过程特性,整定出较理想的PID参数值,保证工艺参数的自调精确度。目前已商品化的自整定控制器主要采用临界振荡法,其自整定工作过程是这样的:当控制器设置AT(自整定)为ON时,控制器启动自整定,Bang-Bang控制开始起作用,使被控对象输出产生类似正弦波的等幅振荡,并且振荡幅度控制在设定值上下波动允许范围内;从所得到的振荡曲线中计算出临界振荡周期Tc和临界增益Kc,再用ziegler-Nichols分式求出一组较佳的PID参数,然后把这组参数值送至PID算法块;当控制的设置AT为OFF时,自整定结束,控制器投入正常调节运行。目前,自整定控制器已在石化过程控制中得到普通应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
人工神经网络的自动控制:无可比拟的优势
大规模的复杂系统 可提供大量可调变量 极力模仿所描述的对象 实现了并行处理机制 全部神经元集体参与计算,具有很强的计算能力 和信息处理能力 信息分布储存,提供联想、全息记忆的能力 网络拓扑结构具有很大的可塑性,提供了很高的 自适应能力 提供了高度的容错能力 提供了系统自组织能力和协同的潜力等
控制策略和控制算法的发展: 控制策略和控制算法的发展: 简单控制系统 复杂控制系统 先进控制系统
2、自适应控制系统 自适应控制系统
基本概念 自适应控制系统是指能够适应被控过程 参数的变化, 参数的变化,自动地调整控制的参数从而 补偿过程特性变化的控制系统。 补偿过程特性变化的控制系统。 自适应控制系统的适用对象: 自适应控制系统的适用对象:非线性的 工业对象和非定常而具有时变特性的工业 对象。 对象。 自适应控制系统的工作特点:辨识、决 自适应控制系统的工作特点:辨识、 策、控制
基本思想类似:采用工业过程中较容易得 到的对象脉冲响应或阶跃响应曲线,把它 们在采样时刻的一系列值作为描述对象动 态特性的信息,从而构成预测模型。
5、模糊控制系统 、
Model Predictive Heuristic Control, 美国控制理论学者查得于1965年创立模糊 集全理论。 英国马丹尼于1974年建立模糊控制器 定量的精确现象王国→定性的不精确王国
神经网络已渗透到自动控制各个领域:
系统辨识 控制器设计 优化计算 控制系统的故障诊断与容错等
先进过程控制系统简介
1、概述 概述
控制系统体系结构发展阶段: 控制系统体系结构发展阶段: 第一阶段:气动控制系统(简称PCS) Pneumatic Control System 第二阶段:电动模拟控制系统(简称ACS) Analogy Control System 第三阶段:集中式计算机控制系统(简称CCS) Centralized Control System 第四阶段:分布式计算机控制系统(简称DCS) Distributed Control System 第五阶段:现场总线网络控制系统(简称FCS) Fieldbus Control System FCS系统:21世纪的主流
常用神经网络简介
Hopfield神经网络 美国加州理工学院生物物理学家J.j.Hopfield 1982年、1984年 先后发表两篇论文,提出了Hopfield网络。 误差反向传播神经网络 EBP:Error Back Propagation D.E.Rumelhart 和J.L.McClelland 及PDP(Paralled Ditributed Prossing)小组于1985年发表,其影响至今仍然很大。 自适应共振理论神经网络 1986年,S.Grrossber和A.Carpenter基于自适应共振理论 (ART:Adaptive Resonance Theory)提出了一种具有自组织能力的 复杂神经网络,能够对任意复杂的环境输入模式实现自稳定和自组 织识别。 径向基函数神经网络 径向基函数(RBF: Radial Basic Function)是Powell 于1985年提 出的多变量插值方法,1988年Broomhead和 Lowe把它用于神经网 络的设计。
自适应控制系统的基本类型 简单自适应控制系统 模型参考自适应控制系统 自校正适应性控制系统
3、推断控制系统 、
问题的提出: 问题的提出:反馈、前馈实现都有困难时 的解决方法 推断控制:美国C.B.Brosilow,1978年提出 推断控制:利用模型,由可测信息将不可 测的被控变量推算出来以实现反馈控制, 或将不可测的扰动推算出来以实现前馈控 制。
4、预测控制系统 预测控制系统
预测控制:集中不同名称的新型控制系统的总称 模型预测启发控制 (Model Predictive Heuristic Control, 即MPHC) 模型算法控制 (Model Algorithmic Control, 即 MAC) 动态矩阵控制 (Dynamic Matrix Control, 即 MDC) 预测控制 (Predictive Control, 即PC)
神经元及其数学模型
单神经元数学模型:M-P模型(1943年,心理学 家M.McCulloch 和数理逻辑专家W.Pitts首先提出 (1)人工神经系统的网络拓扑结构及学习算法 人工神经系统的网络拓扑结构:前馈网络、反馈 网络 (2)人工网络的学习 人工网络的工作过程分为两个阶段:学习阶段和 工作阶段 神经网络研究中的核心问题:学习算法
模糊控制器的设计原则 把测量信息化为模糊量,其间应用了模糊 子集和康属的控制作用(也是一个模糊量) 设法转化为精确量
6、人工神经网络控制系统 人工神经网络控制系统
新兴交叉学科:人工神经网络(ANN: Artificial Neural Network) 以人工神经元模型为基本单元,采用网络拓扑结 构的活性网络; 能够描述几乎任意的非线性系统 具有学习、记忆、计算和智能处理的能力,模仿 人脑神经系统的信息处理能力和存储、检索功能。 ANN的:解决非线性系统和不确定性系统的控制 问题的有效途径