洛氏硬度计量测设备校验作业指导书
HR-150A洛氏硬度计作业指导书
1.目的规范作业人员操作此仪器的正确性,确保测试的准确性及作好仪器的保养。
2.范围HR-150A型洛氏硬度计适用于硬质合金、碳钢、合金钢、铸铁、有色金属等材料的洛氏硬度检测。
3.定义硬度是材料抵抗弹性变形,塑性变形或破坏的能力。
对于以压入法进行的硬度试验,硬度是物质抵抗另一较坚硬的具有一定形状和尺寸的物体压入其表面的能力。
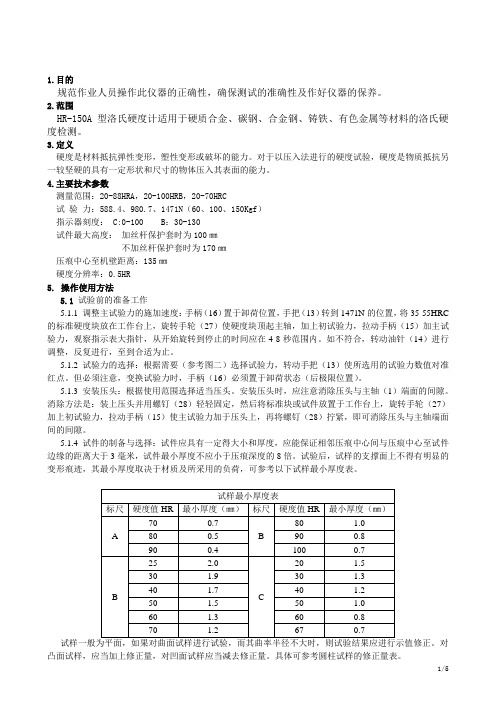
4.主要技术参数测量范围:20-88HRA,20-100HRB,20-70HRC试验力:588.4、980.7、1471N(60、100、150Kgf)指示器刻度: C:0-100 B:30-130试件最大高度:加丝杆保护套时为100㎜不加丝杆保护套时为170㎜压痕中心至机壁距离:135㎜硬度分辨率:0.5HR5.操作使用方法5.1试验前的准备工作5.1.1 调整主试验力的施加速度:手柄(16)置于卸荷位置,手把(13)转到1471N的位置,将35-55HRC 的标准硬度块放在工作台上,旋转手轮(27)使硬度块顶起主轴,加上初试验力,拉动手柄(15)加主试验力,观察指示表大指针,从开始旋转到停止的时间应在4-8秒范围内。
如不符合,转动油针(14)进行调整,反复进行,至到合适为止。
5.1.2 试验力的选择:根据需要(参考图二)选择试验力,转动手把(13)使所选用的试验力数值对准红点。
但必须注意,变换试验力时,手柄(16)必须置于卸荷状态(后极限位置)。
5.1.3 安装压头:根据使用范围选择适当压头。
安装压头时,应注意消除压头与主轴(1)端面的间隙。
消除方法是:装上压头并用螺钉(28)轻轻固定,然后将标准块或试件放置于工作台上,旋转手轮(27)加上初试验力,拉动手柄(15)使主试验力加于压头上,再将螺钉(28)拧紧,即可消除压头与主轴端面间的间隙。
5.1.4 试件的制备与选择:试件应具有一定得大小和厚度,应能保证相邻压痕中心间与压痕中心至试件边缘的距离大于3毫米,试件最小厚度不应小于压痕深度的8倍。
洛氏硬度作业指导书
洛氏硬度作业指导书1. 引言洛氏硬度是一种用于测试材料硬度的常用方法。
本作业指导书将介绍洛氏硬度测试的原理和步骤,以及如何准确地进行洛氏硬度测试。
2. 洛氏硬度测试的原理洛氏硬度是通过在测试材料表面施加规定负荷的方法来测定材料硬度的。
负荷施加时间和测试器中的钻石头对材料表面形成的印痕直径,通过使用已知规格的锥形压头和预定义的负荷,可以计算出材料的洛氏硬度值。
3. 洛氏硬度计的组成部分洛氏硬度计主要由负荷加重机构、卡尺、测微机构、退火炉以及一些配套设备组成。
测试前,需要检查负荷加重机构是否工作正常,卡尺是否准确,测微机构是否顺畅等。
4. 洛氏硬度测试步骤4.1 准备工作- 清洗测试材料的表面,确保表面无杂质和污垢。
- 将测试材料放在硬度计测试台上,并固定好。
4.2 负荷设置- 选择合适的压头规格和负荷值,确保负荷能够正确施加在材料表面上。
- 将压头安装到负荷加重机构上,并根据需要调整负荷值。
4.3 硬度测试- 将负荷加重机构下降至与测试表面接触,并保持一定时间。
- 将负荷加重机构抬起,观察测试表面的洛氏硬度值和印痕直径。
5. 数据记录和分析- 将每次测试的洛氏硬度值和印痕直径记录下来,并计算平均值。
- 根据不同材料的硬度标准,对测试结果进行评估和分析。
6. 洛氏硬度测试的注意事项- 在进行洛氏硬度测试前,请确保所有设备处于正常工作状态。
- 对于不同类型的材料,选择合适的压头规格和负荷值。
- 测试时,应保持测试材料的表面平整,避免出现干扰。
7. 结论洛氏硬度测试是一种常用的测试方法,可以用于评估材料的硬度。
通过准确地遵循测试步骤和注意事项,我们可以获得准确可靠的洛氏硬度测试结果。
8. 参考资料- ASTM E18-20a, Standard Test Methods for Rockwell Hardness of Metallic Materials- GB/T 230.2-2014, Metallic materials—Rockwell hardness test—Part 2: Verification and calibration of testing machines本文档提供了洛氏硬度测试的原理、步骤、注意事项和数据记录等信息。
洛氏硬度计作业指导书

洛氏硬度计作业指导书1.0目的:规范操作方法,保证测量结果准确.2.0测试范围:被测试件允许最大高度:170mm(硬质合合钢/碳化物/表面淬火钢/硬化薄钢板) 3.0图示说明:412635四:操作步骤1.被测试件的表面应平整光洁,不得带有污物,氧化皮,裂缝,凹坑及显著的加工痕迹,试件的支承面和试台应清洁,保证良好密合.2.试件的最小厚度应大于压痕深厚的10倍.测试后,试件背后不得有可见变形压痕,试件最小厚度与硬度间关系见表1与表表2.3.根据试件的形状,尺寸大小来选择合适的试台,试件如异形,则可根据具体的几何形状自行设计制造夹具,使硬度测试具有可靠的示值.4.洛氏硬度试验可以在试件的曲面上进行,当被测试件直径小于38(25)mm时,硬度值要进行修正.修正值均为正值.4.1圆柱形试件洛氏硬度C/A标尺的修正值见(表3)4.2圆柱形试件洛氏大硬度B标尺的修正值见(表45.根据被测试材料的软硬程度,选择合适的标尺(见表5),转动变荷手轮,确定部试验力.6.将被测试件放于测试台上,旋轮顺时转动,升降螺杆上升,应使试件缓慢无冲击地与压头接触,直至硬度计百分表小指针从黑点移到红点,与此同时长指针转过三圈垂直指向”C”处,此时已施加了98.07N初试验力,长指针偏移不得超过5个分度值,若超过此范围不得倒转,应改换测点位置重做.7.转动硬计博盘,使长指针对准”C”位.8.加试验收报告力手柄缓慢向后推,保证主试验件力在4-6秒内施加完毕,总试验力应保持时间5秒,然后将加卸试验力手柄在2-3秒内平稳向前拉,卸除主试验力,保留初试验力.9.此时,硬度计百分表长指针指向的数据,即为被测试件的硬度值.10.反向旋转升降螺杆的旋轮,使试台下降,更换测试点,重复上述操作.11.第每个试样上的测试点数不少于四点(第一点不记).对大批量试样的检验,点数可适当减少..。
洛氏硬度计检定装置作业指导书
一、目的规范装置的操作行为,保证检定/校准/检测工作质量,使标准装置处于有效合理的受控状态。
二、范围本操作规程适用于洛氏硬度计检定装置的操作、使用及维护保养。
也适用于在检定/校准/检测工作中的质量监督检查。
三、职责3.1所技术负责人负责批准本操作规程并对其有效性进行维护。
3.2所质量负责人负责监督本操作规程的有效性。
3.3室主任负责组织本部门本操作规程的编写并负责审核。
3.4质量管理办公室负责对本操作规程进行受控管理。
3.5检定/校准/检测人员必须按本操作规程的规定进行洛氏硬度计检定装置的操作、使用。
3.6计量标准器负责人必须按本操作规程的规定进行洛氏硬度计检定装置的维护保养。
四、要求4.1 主要计量标准器的工作原理、技术参数工作原理:用比较法检定,即在洛氏硬度计上对标准洛氏硬度块均匀的分布测量5点,读取洛氏硬度计所指示的5次硬度值,取平均值与标准洛氏硬度块的硬度值进行比较,从而得出硬度计的示值误差和示值变动度。
此方法符合JJG112—2003《金属洛氏硬度计》检定规程要求。
此检定装置主要是由:HRA、HRB、HRC 和HRN(T)标准硬度块组成。
主要计量标准器技术参数洛氏标准块:测量范围HRA、HRB、HRC、HRN(T);准确度等级为标准。
标准测力仪:测量范围(20~1500)N;准确度等级为0.3级。
4.2 环境要求硬度计在(23±5)℃的环境条件下进行检定/校准。
在此温度范围以外进行检定/校准时,不应低于10℃,不应高于35℃,检定/校准温度均应在检定/校准记录或检定/校准证书中注明。
硬度计安装环境应清洁,无振动;周围无腐蚀性气体;安装在稳固的基础上并调至水平。
4.3 操作程序4.3.1检定/校准前对被检器的检查硬度计上应有铭牌,标明制造厂名、产品名称、产品型号、编号及制造年月。
压头柄牢固安装在主轴孔中。
硬度计的主轴、加力机构、缓冲机构和测量装置等均应正常、灵活地工作;加卸试验力应平稳、不应有颤动或卡住等现象;丝杆升降不应有晃动现象。
洛氏硬度计测试作业指导书

洛氏硬度计测试作业指导书
编号: HY-QC-13
版次: 1
修订次:0
第 1页 共 2 页
发布日期
实施日期
2020/10/8
2020/10/8
1.目的: 为检测产品是否达到标准硬度,使产品能符合客人要求。
2.范围: 产品(餐刀)。
3.权责: 品管部。
4.操作程序: 4.1 根据加工方式的不同选择金刚石压头:刀具产品选择 HRC 压头,而且仪器上的刻 度表有两圈数值。外围有“C”字的黑色数字表示 HRC 的数值,内圈“B”字红 色数字表示 HRB 的数值。
于内部标准或客户要求标准则为不合格。 5.相关表单:
无 6.使用表单:
无试之前需进行检测硬度标准是否正确:即标准块的实测硬度是否和其所标示的 硬度数值一样,(HRC 标准块为 29.5HRC,HRB 标准块为 86.9HRB)。
4.3 上述准备工作就绪,正式测试开始进行:(例如测试成品刀硬度).把需测试产品(餐刀 刀片),平稳放在托盘上,慢慢匀速转动转盘,使测试产品(刀片)碰到压头,且刻度表 内的小指针移动指正红点,然后看大指针是否指正 C 或 B 点,若有小差别,可用 手轻微慢慢轻转刻度表的外圈,转至大指针指正 C、B 点之后,手指轻轻触动摇 把,让其缓慢减压,大指针会随着转向数字,摇把停下后再拔回原位(加压), 此时大指针会重新转动指向数字(47),那(刀片的硬度为 47HRC)最后逆时针 转动转盘,让托盘下降,取下刀子,在“测量记录表”作好记录。至此测试完成。
XXXXX 不锈钢制品有限公司
洛氏硬度计测试作业指导书
编号: HY-QC-13
版次: 1
修订次:0
第 1页 共 2 页
洛氏硬度计作业指导书

1.6启动按钮,电机开始运转,自动加主试验为,指示照明灯自动熄灭。
1.7当试验力保持时,蜂鸣器发出“嘟、嘟……”声,洛氏硬度计测试的总实验力保持时间为:10秒,时间的长短由电位器(12)的旋转而获得。
1.8总实验力保持时间到,电机转动,自动卸除主实验力,指示照明灯亮。
a.将上盖取下,如测出示值较标准硬度块低,则旋松M4螺母(25),将螺钉(26)顺时针微量旋进,然后旋紧螺母再测试示值,直至调整至规定的误差范围内。
b.如测出示值高于标准硬度块值,则相反方向旋转螺钉。
2.硬度计的保养及注意事项:
2.1试验人员应遵守操作规程,在每次试验前用标准块校对仪器,不经常使用的硬度计,开机后在标准块上要进行数次的硬度测定,稳定后,再进行零件的测定。
2.6硬度计做好周期检定工作,每年至少一次经证硬度计的准确性。核准
审核
制定
2.2在硬度测试中,加实验力,保持实验力,卸除实验力时,严禁转动变荷手轮。
2.3硬度块的使用只能在工作面进行,每次试验的测定中心大于3mm,其使用周期为:2年。
核准
审核
制订
2.4硬度计搬运时,应先拔去电源插头,并将接长杆固定,同时取下砝码及吊杆。
2.5硬度计应保持清洁,试验完后罩上防尘罩,硬度块、球压头使用完毕应涂上防锈油,防止锈蚀。
1.9此时,硬度计百分表指针指向的数据即为被测试件的硬度值(当测试HRB硬度时,硬度示值从内圈值中读取)。
1.10反向旋转升降螺杆旋轮,更换测试点,重复上述操作。
1.11在每个试件上的测试点不少于5点(第一点不算),对大批量零件检验测试点可适当减少。
1.12硬度计求值调整:
硬度计的求值精度已在出厂前校准,若运输过程中造成的误差,测试人员在了解仪器结构原理的基础上可适当调整,方法为:
洛氏硬度计作业指导书
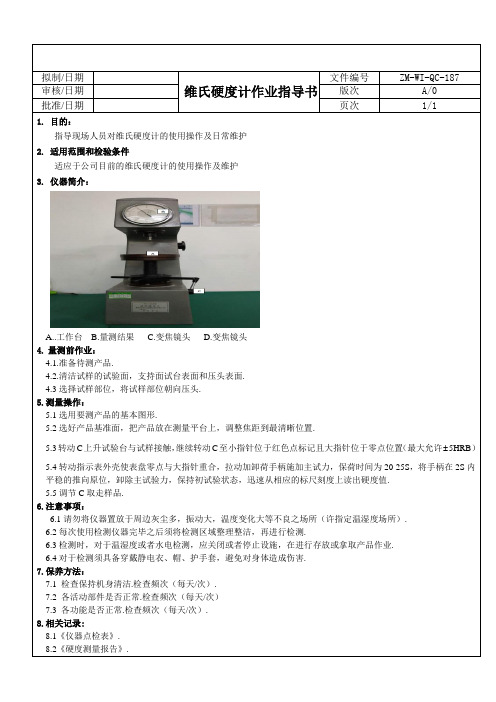
拟制/日期维氏硬度计作业指导书文件编号ZM-WI-QC-187审核/日期版次A/0批准/日期页次1/11. 目的:指导现场人员对维氏硬度计的使用操作及日常维护2. 适用范围和检验条件适应于公司目前的维氏硬度计的使用操作及维护3. 仪器简介:A..工作台B.量测结果C.变焦镜头D.变焦镜头4.量测前作业:4.1.准备待测产品.4.2.清洁试样的试验面,支持面试台表面和压头表面.4.3选择试样部位,将试样部位朝向压头.5.测量操作:5.1选用要测产品的基本图形.5.2选好产品基准面,把产品放在测量平台上,调整焦距到最清晰位置.5.3转动C上升试验台与试样接触,继续转动C至小指针位于红色点标记且大指针位于零点位置(最大允许±5HRB)5.4转动指示表外壳使表盘零点与大指针重合,拉动加卸荷手柄施加主试力,保荷时间为20-25S,将手柄在2S内平稳的推向原位,卸除主试验力,保持初试验状态,迅速从相应的标尺刻度上读出硬度值.5.5调节C取走样品.6.注意事项:6.1请勿将仪器置放于周边灰尘多,振动大,温度变化大等不良之场所(许指定温湿度场所).6.2每次使用检测仪器完毕之后须将检测区域整理整洁,再进行检测.6.3检测时,对于温湿度或者水电检测,应关闭或者停止设施,在进行存放或拿取产品作业.6.4对于检测须具备穿戴静电衣、帽、护手套,避免对身体造成伤害.7.保养方法:7.1 检查保持机身清洁.检查频次(每天/次).7.2 各活动部件是否正常.检查频次(每天/次)7.3 各功能是否正常.检查频次(每天/次).8.相关记录:8.1《仪器点检表》.8.2《硬度测量报告》.。
完整版)洛氏硬度计作业指导书
完整版)洛氏硬度计作业指导书文件类别:XXX硬度计作业指导书版本号:1.0生效日期:(日期)目的:本指导书旨在规定洛氏硬度计的硬度校准规则、校准方法及校准评定,以帮助操作员熟练掌握使用本仪器的操作步骤。
适用范围:本指导书适用于型号为HR-150A的XXX硬度计。
职责:操作员负责仪器的使用和日常保养、仪器测试和管理。
校准规则:在检测零件硬度之前,HR-150A洛氏硬度计必须先校准洛氏标准硬度块。
标准块硬度值范围应与被测零件的硬度值相近,只能在工作面上(有痕面)进行检测。
校准方法:HR-150A洛氏硬度计遵照XXX硬度计操作规程,参照GB/T230.2-/T230.3-2002(金属洛氏试验方法),在洛氏标准硬度块的工作面上检测七个点,测定点应均匀分布。
取其后五个点的平均硬度值为最终校准示值。
校准结果评定及处理:HR-150A洛氏硬度计的硬度校准结果示值应在硬度计硬度示值允许偏差范围内,才能开始检测其他零件或试样的硬度。
否则,应停止使用该台硬度计,并委托计量检测机构对该台硬度计进行维修和检定。
操作步骤:1.检查硬度计是否可以正常工作,校正硬度计;2.将转动手轮下降至有足够空间,将被测工件放进测量平台;3.将工件轻放在平台上,将转动手轮上升至工件与压头接触,继续匀速转动手轮至指示表(中间的小指示表)小指针位于红色标记处;4.大指针位于零点C(B)位置(公差在5HR之内),转动指示表外壳,使表盘零点与大指针重合;5.拉动手柄施加主试验力,按要求保持规定试验时间(见说明书);6.推动手柄在2秒内平稳卸除主试验力。
洛氏硬度计作业指导书A0

洛氏硬度计作业指导书1.目的:正确操作洛氏硬度计,确保试验操作规范有序。
2.适用范围:适用于马氏体不锈钢的硬度测试,并指导试验人员的规范操作。
3.人员职责:1)试验人员应做好每次测试的记录台账和测试后的清洁维护;2)计量管理人员负责联络计量周检和日常维护工作;4.试验方法:1)将丝杠顶面及工作台的上下端面擦干净,根据样品工件的大小选用适当的工作台,然后将工作台置予丝杠安装孔中。
2)将试验工件表面擦干净,放置于工作台上,旋转手轮使工作台缓慢上升,并顶起压头,中途不允许停顿或倒转,直到短指针指向红点,长指针顺时针旋转三圈垂直上指(允许相差±5个刻度,若超过5个刻度,此点应作废,重新试验)。
3)旋转指示器外壳,使长指针与C、B之间长刻线对齐(顺时针或逆时针旋转均可)。
4)按照加荷标牌的加力方向,向硬度计机身前面方向缓慢(4秒左右)拉动载荷手柄至左侧极限位置,加上主试验力,这时可见指示器的长指针转动。
5)当指示器长指针的转动显著停顿后,即可将卸荷手柄按顺时针方向缓慢(2-3秒)推回至右侧极限位置,卸除主试验力。
从指示器上相应的标尺读数(采用金刚石压头试验时,按表盘外圈的黑数字读取,采用球压头试验时,按表盘内圈的红数字读取)。
转动手轮使试件下降,直到测试面离开压头,再移动试件,按以上2-5过程进行新的试验。
注意移动过程中,试件支承底面不能离开测试工作台上表面。
6)丝杠保护套是保护丝杠不受灰尘倾袭。
硬度计不使用时或试件高度小于100毫米时,将其套在丝杆外面。
当试件高度大于100毫米时,必须将其拿掉,以免将工作台顶起,使试验无效。
5.注意点:在操作第4)和第5)步骤期间,不得旋转变荷手柄,以免造成硬度计损坏。
压头、试件、工作台中的任何一项发生更换后的首次试验应视为无效。
洛氏硬度计操作规程作业指导书

洛氏硬度计操作规程作业指导书1范围适用于对HR-150D型洛氏硬度计的操作和维护。
规定了洛氏硬度计使用的适用范围、操作步骤和维护方法、作业过程注意事项等。
2操作前核查2.1对设备的有效证书进行核查,确认在有效期内。
2.2检查试验房间,确认硬度计安装在室温为20±10℃、无震动、无腐蚀性气体的环境中。
2.3对试验机进行核查确认试验机外观完好,试验机上无影响检测质量和安全的非检测样品。
3 操作程序3.1试验前的准备工作3.1.1 试件的准备试件的厚度应不小于10倍印痕的深度。
被试表面必须精细制备使其平坦,不得带有油脂、氧化皮、裂缝、显著加工痕迹、凹坑以及其它污物。
否则必须清理干净,但应注意勿因清理而导致试件发生局部退火,试件的支承面应清洁无污物附着。
3.1.2试台的挑选及安装试台必须保证试件稳妥地置于其上,并使被试表面与主轴压头垂直,台面应清洁而无污物附着。
根据试件的形状及尺寸选用合适的试台。
3.1.3总负荷的选择及变换根据硬度试验的需要选择总负荷。
转动手轮(6)可以得到150、100、60kg三种负荷。
在实验中不可变换负荷,以免损坏压头。
3.1.4压头的安装在安装前压头应清理干净,不得沾有任何油污、尘埃或其它污物。
将压头的φ6.35外园插入主轴孔并使其肩面与主轴端面紧贴后,拧动主轴右側的M3螺钉轴将压头固定,但不能将压头顶的太紧,只要保证压头不掉落即可,同时还要确保螺钉轴顶在压头的φ6.35外园的小平面上,使压头得到可靠的定位。
3.2试验程序3.2.1闭合开关(12),使电源接通。
同时开关(13)处于“自动”位置上。
3.2.2将试件稳妥安置在工作台上,注意使试件与台面贴紧,然后旋转手轮使试件上升至指示器的小指针指于红点。
此时大指针应垂直向上指向标记B 与C处,其偏移不得超过±5分度格,否则应另选一点进行。
3.2.3转动旋钮(10)使标记B(或C)正好对准大指针。
3.2.4使用按钮(11),既可自行完成加主负荷、保留负荷、卸除负荷等工作。
硬度计作业指导书
硬度计作业指导书一、引言硬度计是一种用来测量材料硬度的仪器。
硬度是材料抵抗外部力量的能力,通常用于评估材料的耐磨性、耐腐蚀性以及力学性能等。
本作业指导书旨在提供硬度计的正确使用方法和操作流程,以确保准确测量材料的硬度。
二、硬度计的基本原理硬度计根据不同的原理可以分为多种类型,如洛氏硬度计、巴氏硬度计、维氏硬度计等。
每种硬度计都有其特定的测量原理和适用范围。
在本作业指导书中,我们将以洛氏硬度计为例进行说明。
洛氏硬度计是通过测量材料表面的压痕深度来确定其硬度的。
它采用一个金属球或钻石锥体作为压头,施加在材料表面上,并测量压痕的直径。
通过将压痕直径与标准表格进行对比,可以确定材料的硬度值。
三、硬度计的使用步骤1. 准备工作a. 确保硬度计处于稳定的工作台面上,并且周围没有干扰物。
b. 检查硬度计的压头是否干净,无损坏,并且正确安装在硬度计上。
c. 打开硬度计的电源,并等待其启动和校准完成。
2. 样品准备a. 选择适当的样品,并确保其表面平整、干净,无明显的凹凸不平或污渍。
b. 若样品表面过硬或过软,需进行预处理,以确保测量的准确性。
3. 进行测量a. 将样品放置在硬度计的工作台上,并固定好。
b. 调整硬度计的刻度,使其与样品表面平行。
c. 轻轻按下硬度计的压头,使其与样品表面接触,并施加一定的压力。
d. 等待一段时间,使压头完全进入样品表面,并记录下压痕的直径。
e. 使用硬度计提供的标准表格,将压痕直径与相应的硬度值进行对比,得出样品的硬度值。
4. 清洁和保养a. 使用干净的软布或棉花棒清洁硬度计的压头和工作台面。
b. 定期检查硬度计的精度,并校准或维修,以确保其正常工作。
四、注意事项1. 在使用硬度计之前,应仔细阅读硬度计的操作手册,并熟悉其使用方法和注意事项。
2. 在测量过程中,应保持稳定的环境温度和湿度,以避免对测量结果产生影响。
3. 在进行测量之前,应先对硬度计进行校准,以确保其准确性。
4. 在测量过程中,要轻柔地施加压力,避免过度压力导致样品表面的损坏。
洛氏硬度检测作业指导书
洛氏硬度检测作业指导书本作业指导书依据洛氏硬度计说明书、GB/T230.1-2004《金属洛氏硬度试验第一部分:试验方法》编制,是中心实验室管理体系文件之一。
一、样品的要求:1、样品表面应光滑平坦,无氧化皮及外来污染、油脂等。
有条件的试样表面粗糙度Ra应控制在1.6μm以下,成品或材料标准另有规定除外。
2、试样的制备应使受热或冷加工等因素对表面硬度的影响减至最小。
3、对于用金刚石圆锥压头进行的试验,试样或试验层厚度应不小于残余压痕的10倍。
对于用球压头进行的试验,试样或试验层厚度应不小于残余压痕的15倍。
二、洛氏硬度计的调试准备1、开始试验前,请确定:选择正确的载荷、压头、标尺;选择正确的载物台以满足被测试样的待测位置能够稳定的接触压头。
三、试验过程(依据标准GB230.1)1、试验一般在10℃~35℃室温进行。
2、预载荷与载荷的加载:试样应平稳放在样品台上,使试样与样品台贴紧,然后顺时针旋转手轮使样品台上升;试样与压头接触后继续旋转手轮,直到硬度计指示表小指针直到红点处,大指针直到B或C附近,偏移不超过±5个硬度值。
初始试验力保持时间不应超过3秒。
3、将加载手柄推向加载方向,施加主试验力,直到指针变动变慢,基本不动,总试验力保持时间应在4s±2s。
高硬度值的试样一般可以取短,低硬度值的试样一般宜取长时间。
然后将加载手柄推回到卸载位置,卸除主试验力。
4、按硬度计指示表大指针指示的位置读取数值,当测试HRA、HRC标尺时按刻度表外圈标记为C 的黑字读数;当测试HRB 标尺时按刻度表外圈标记为B 的红字读数。
5、一般情况下,当更换压头、样品台、试样后前1~2次测试无效,后几次取平均值,较为准确。
6、在凸圆柱面、凸圆球面测试时,测试结果应按金属材料 洛氏硬度试验 第1部分:试验方法(A 、B 、C 、D 、E 、F 、G 、H 、K 、N 、T 标尺)中的相关规定进行修正。
6、降下样品台,卸除试验力,测试完毕。
洛氏硬度测试作业指导书

洛氏硬度测试作业规范1.0 目的本规范制定了使用洛氏硬度试验机确定金属材料洛氏硬度的方法。
2.0 职责质量管理部门负责此规范的执行3.0 参照标准本规范参照了以下有效的,最新的规范:•ASTM 规范E18–金属材料的洛氏标准试验方法•洛氏硬度试验机维修手册及安装图4.0 定义无5.0 要求5.1 设备5.1.1 在洛氏硬度计慢慢升起试样,顶到测头后在显示表上的指针或数显表显示的一个小的预载荷,然后增加主载荷。
卸载的速度是可控的,当负载完成后时,主载荷卸掉而且还有一个小的载荷,这时可以从数字表或数显表读出洛氏硬度值。
这个值是根据去除主载荷后较小的弹性恢复后的压痕深度而决定的。
5.1.2 硬度范围的选择:有几个不同的洛氏范围,每个范围是由覆盖所遇到金属的硬度范围的不同范围的负债及测头组合而成。
范围A –这种范围适用于薄金属,浅的硬化层级硬表面。
参照ASTM E 18关于使用范围“A”的厚度及硬度限制。
• 范围A的测头是金刚石锥形测头,总测试压力是60公斤力。
• 其它硬度对比值可以在ASTM E 140 中查找。
按HRA报告硬度值。
范围B –这种范围最适用于软金属。
参照ASTM E 18关于使用范围“B”的厚度及硬度限制。
超过HRB 100的不要使用。
•范围B的测头是1/16”(1.588 mm)直径碳化钨球形测头,总测试压力是100公斤力。
•其它硬度对比值可以在ASTM E 140 中查找。
按HRWB报告硬度值。
范围C –这种范围最适用于比洛氏范围“B”100还硬的硬化钢。
参照ASTM E 18关于使用范围“C”的厚度及硬度限制。
低于HRC 20的不要使用。
•范围“C”的测头是金刚石锥形测头测头,总负载是150公斤力。
•其它硬度对比值可以在ASTM E 140 中查找。
按HRC报告硬度值。
5.1.3 测砧的选择:进行硬度测试时需按适合于所测试样的尺寸、形状、及长度来选择合适的测砧。
在测砧上悬垂或不平衡时,需进行适当的支撑及调平。
洛式硬度计作业指导书
洛式硬度计作业指导书一、前言洛氏硬度计是一种常用于测量材料硬度的仪器。
通过洛氏硬度计,可以快速准确地测定材料的硬度。
本作业指导书旨在向学生介绍洛氏硬度计的使用方法和注意事项,以帮助学生掌握洛氏硬度计的操作技能。
二、洛氏硬度计的原理洛氏硬度计是基于材料在受到压痕时的弹性恢复能力来测量硬度的。
它通过在材料表面施加恒定的荷载,并测量压痕的直径来计算出材料的硬度值。
硬度值使用一个单位来表示,即HRC(硬度岩石结合体),数值越高表示材料越硬。
三、洛氏硬度计的使用步骤1. 准备工作- 确保洛氏硬度计处于稳定的状态,并且表面没有灰尘或杂质。
- 检查硬度计的磨头是否完好,如有损坏应及时更换。
- 清洁测量样品的表面,以确保没有杂物干扰硬度测量。
2. 设置荷载- 根据测量要求,选择合适的荷载。
一般情况下,荷载大小为150Kg。
- 把荷载施加到硬度计上,确保荷载的稳定性。
3. 放置样品- 将待测样品放置在洛氏硬度计的测量台上。
- 调整硬度计的操作头,使其与样品表面平行。
4. 施加荷载- 手动操作洛氏硬度计,将荷载施加到样品上。
确保荷载施加的速度和力度均匀稳定。
- 荷载施加完毕后,停止操作并等待一段时间,以便待测材料恢复到其原有形态。
5. 测量压痕直径- 使用洛氏硬度计的目镜或显微镜,测量压痕的直径。
可以通过目镜上的刻度尺或显微镜的测量功能来进行测量。
- 将得到的压痕直径记录下来,作为后续计算硬度值的数据。
6. 计算硬度值- 使用洛氏硬度计的硬度计算公式,将测得的压痕直径转换为硬度值。
- 根据公式进行计算,并将结果记录下来。
四、洛氏硬度计的注意事项1. 操作前务必检查硬度计的磨头是否完好,并确保没有损坏或磨损。
如有问题,应及时更换。
2. 在测量前,应对待测样品的表面进行清洁,以确保测量结果准确。
3. 在施加荷载时,应确保速度和力度的均匀稳定,以避免对样品产生不必要的影响。
4. 测量压痕直径时,应保证测量仪器的准确性,并对多次测量结果进行平均以提高结果的可靠性。
HR-150A型洛氏硬度计作业指导书
HR-150A型洛氏硬度计作业指导书一. 目的:为了使公司金属材料的硬度得到很好的控制和改善,从而达到客户的要求,所以制定了此规程。
二. 范围:1.1 本规范规定了HR-150A 型洛氏硬度计的适用范围;1.2 本规范规定了HR-150A 型洛氏硬度计的使用前的准备及实验程序; 1.3 本规范规定了HR-150A 型洛氏硬度计的维护和保养及硬度值的修正; 1.4 本规范规定了HR-150A 型洛氏硬度计故障及排除;三. 操作规程:1适用范围规范:洛氏硬度试验按试样的硬度范围、试样尺寸可以选择不同的压头及负荷,并用不同的标尺表示。
洛氏硬度常用的有A 、B 、C 标尺。
各种标尺的负荷、压头、常数K 的数值及应用范围见表1。
1.5 适用范围1.5.1 A 标尺适用于测量硬度超过67HRC 的金属,如碳化钨、硬质合金、硬的薄板材及表面硬化零件,测量范围为20-85HRA 。
1.5.2 B 标尺用来测量有色金属及其合金、退火钢等低硬度零件的硬度,硬度范围为25-100HRB 。
当试样硬度小于25HRB 时,多数情况下金属开始蠕变,变形延续很长时间,其结果不容易准确;当试样硬度大于100HRB 时,由于钢球压头可能变形,以及压入深度太小,均容易造成误差。
1.5.3 C 标尺适用于碳钢、工具钢及合金钢等经过淬火或回火处理的试样的硬度试验,测量范围为20-67HRC 。
当试样硬度低于20HRC 时,金刚石压头压入试样过深,由于压头几何形状所造成的误差增大,测量结果不易准确;当试样硬度大于67HRC 时,压头尖端产生的压力过大,金刚石容易损坏,一般不宜采用。
2均以C 标尺为例,即使用金刚石圆锥压头和总试验力为150公斤力的配置。
其余标尺可以此为参考。
了解硬度计指示表各部分功能。
机身前面上部的指示表,有硬度示值、刻度线、长指针、短指针等(详情请见说明书图14)1.6 指示表各部分功能键1.6.1 指示表盘内黑色刻线为硬度值刻度线。
洛氏硬度作业指导书

洛氏硬度作业指导书一.目的:规范作业人员操作此仪器的正确性,确保测试的准确性及作好仪器的保养。
二.范围:适用于硬质合金、碳钢、合金钢、铸铁、有色金属等材料的洛氏硬度检测三.操作使用方法3.1. 硬度测试3.1.1 将被测试样平稳放在样品台上,使试样与样品台表面紧贴,然后顺时针旋转手轮使样品台上升;试样与压头接触后继续旋转手轮,直到硬度指示表小指针指示红点处,大指针指示C 或B 附近,偏移不超过±5 个硬度值;拨动调整把手,使大指针对准C 或B刻度线,否则更换测试位置,重新开始。
3.1.2 将加载手柄推向加载方向,施加主试验力,直到指针转动变慢,基本不动,总试验力保持时间应在2~6 秒范围内。
高硬度值的试样保持时间可以取短,低硬度值的试样一般宜取长。
然后将加载手柄扳回到卸载位置,卸除主试验力。
3.1.3 按硬度指示表大指针指示的刻度读取硬度值。
当测试HRC、HRA 标尺时按刻度表外圈标记为C 的黑字读数;当测试HRB 标尺时按刻度表内圈标记为B 的红字读数。
当测试HRC(即试验参数为金刚石圆锥压头,试验力1471N)时硬度值为64.5HRC;如果是测试HRA(即试验参数为金刚石圆锥压头,试验力588.4N),则硬度值64.5HRA;如果是测试HRB(即试验参数为Ф1.5875mm 球压头,试验力980.7N),则硬度值94.5HRB。
3.1.4 降下样品台,卸载全部试验力,测试完毕。
3.2 注意事项3.2.1 一般情况下,当更换压头、样品台或试样后,前1~2 次测试无效,后几次测试取平均值,较为准确。
四.维护、保养与注意事项4.1 定期用标准块检查硬度计示值误差,当误差超出允许范围时,应进一步检查试验力是否准确,或压头是否有缺陷和变形。
硬度计周期检定与校准应按国家相关标准规定进行。
4.2 装卸压头应认真仔细,保证顶端无损伤、无污染,安装面清洁无异物。
长期不用应卸下妥善保存,涂防锈油。
4.3 样品台及标准硬度块表面应清洁无污染,无划痕、擦、碰伤;保存时涂防锈油防锈。
洛氏硬度计作业指导书

1目的为正确操作测量仪器,特制定本规程。
2权责品质部主管、测试员。
3 操作步骤3.1 根据测试产品的硬度要求,转动调节压力手柄,选择正确的压力方式:HRC表示,使用150KGF·CM的压力,红点指示150的位置;HRB表示时,使用100KGF·CM的压力,红点指示100的位置;HRA表示时,使用60KGF·CM的压力,让红点指示60的位置。
3.2 硬度值用HRC和HRA表示的,采用金刚石压头试验;硬度值用HRB表示的,采用刚球压头试验。
3.3 将工件放置于工作台上,顺时针旋转手轮使工作台缓缓升起,并顶起压头,指示器大指针旋转3圈,小表盘指针指到红点位置,大指针指到0±5 HR的位置。
3.4 转动指示器外表盘使大指针指到“B”或“C”,对零。
3.5 按箭头方向拉动加荷手柄,施加主实验力。
3.6 当指示器指针转动明显停顿下来后,保持2-6秒后,按箭头方向将卸荷手柄推回,卸除主试验力。
3.7 从指示器刻度盘上读取测得的硬度值:HRC和HRA表示的按刻度盘外圈黑字读取;HRB表示的按刻度盘内圈红字读取。
3.8 松开升降手轮,按逆时针方向降下试台后,可挪动试件选择新的测试点继续进行试验。
3.9 试验完成后,硬度计须复位,保持在使用HRC测量的有效状态,红点指示150的位置,并将试验品从仪器旁清除干净,保持仪器清洁。
4 操作注意事项4.1 初试验力施加完成到开始施加主试验力的过程应在3秒内完成。
从初试验力施加到主试验力施加应在8秒内完成。
4.2 主试验力施加完成后的停顿时间应尽量保持一致。
特别是对于低硬度试件,停顿时间延长会明显影响测试的结果。
4.3 主试验力施加过程中,不能移动试件,否则会损坏压头。
4.4 对一个试件进行多点测试时,两相邻压痕中心间的距离不小于压痕直径的4倍,且至少应不小于2MM;压痕中心至被试平面边缘间的距离应不小于压痕直径的2.5倍,且至少不应少于1MM.4.5 当测试面为曲面时,应对测定的硬度值进行适当的修正。
TH320洛氏硬度计作业指导书

TH320洛氏硬度计作业指导书一、仪器基本信息:1、仪器型号:TH3202、测试分辨率:0.1HR洛氏单位3、作用:测量产品的硬度和抗拉强度,判断材料力学性能。
4、使用环境:温度10-35℃,相对湿度45%-75%,无振动,无强烈磁场,无腐蚀性介质5、电源条件:交流电压220V,50-60Hz,4A二、仪器功能:测量碳钢、合金钢、铸铁、有色金属、工程塑料的硬度和抗拉强度。
三、操作步骤:1、开机1.1打开电源开关,观察显示屏是否正常。
2.选择测量模式:按(R/RS)键2.1若被测样品表面材料与内部材料为同种材料选用“洛氏硬度测量”2.2若被测样品表面材料与内部材料不是同种材料选用“表面洛氏硬度测量”3.测量样品3.1标尺可选用HRA、HRB、HRC3.2加力保持时间一般1-25秒,试样在加力后变形越明显保持时间越长。
3.3 检查已装压头与显示屏提示的压头是否一致。
3.4检查试验力转换手柄的对应力与显示屏提示的力是否一致。
3.5将被测试样放在样品台中央,顺时针平稳旋转手轮,样品台上升,试样与压头接触,观察屏幕上出现的箭头,当出现最后一个箭头,同时伴有嗡鸣报警,此时停止旋转手轮。
3.6记录显示屏的测试值4.卸载4.1逆时针旋转手轮,样品台下降,全部试验力卸除。
显示屏显示返回初始界面。
5.标尺转换5.1在洛氏测量模式下可将洛氏硬度值转换为布氏硬度值、维氏硬度值、里氏硬度值及坑拉强度。
若屏幕上显示E,则说明转换值超出转换范围,四、日常维护:1.保持室内恒温、干净、整洁。
2.搬运硬度计时必须卸下砝码和压头。
3.长期不用时关闭硬度计电源,再次使用时用标准硬度块进行校准。
4.长期不用应将压头卸下妥善保存,注意防腐、防锈。
5.样品台升降丝杠应定期润滑。
五、注意事项:1.第1个测试值不做记录。
2.每次更换测试点,只能将样品在样品台上水平移动。
3禁止在压头与被测试样接触的状态下切换试验力。
4.样品台及标准硬度块表面应清洁、无划痕、防锈。
洛氏硬度计-作业指导书

产品product:过程process:1作业准备Operation prepare:版本Rev 版本Rev. 瑞安市亚尔门窗配件有限公司批准Approved By 审核 Checked By 编制 Prepare By 文件编号DocumentNo.热处理产品硬度检测操作指导书(Operation instruction)材料清单 M aterial list 重要检查点 Important check point 参考文件 Reference document 根据工艺要求测量硬度值HRS-150洛氏硬度计GB/T230.1-2009 《洛氏硬度试验方法》 2.4 旋转转盘至硬度计再次发出“滴”的声音,屏幕数据停止跳动,该次测量完成。
操作流程1.1 电源接口要正常。
1.2 HRS-150洛氏硬度计放置要水平、安全,实验温度10°~35°。
1.3 被测零件要保证平整、光洁 ;取样步骤按照金相分析仪作业指导书步骤1.2、1.3、1.4。
1.4 根据试验要求调整好试验力,保载时间5s(注:HRC 选择150kg 力,HRB 选择100kg 力)。
1.5 检查压头是否正确(注:如需更换压头操作如下:转动固定螺杆→取出压头→放上被换压头→重复2.22.2 将被测零件放入到洛氏硬度计的载物台上,顺时针转动转盘,直至屏幕显示值至570,会有滴的一声,然后手从转盘上移开,硬度计开启自动测量数值。
(需匀速,慢慢旋转,防止机械摩擦过大,产生误差) 2.3 当屏幕显示值超过610后会听到“滴滴……”报警声,立即回旋到零位,并对硬度计置零。
操作→待保荷15至20秒时扭紧固定螺杆)。
2硬度检测The hardness test 2.1打开洛氏硬度计电源开关,选择与被测零件硬度接近的标准块校准硬度。
5.1 周围无震动、无腐蚀介质。
3.数据记录Data record3.1 首件第一点视无效数据,则删除,每个试样测量3个零件,每个零件测量3个数据后选择屏幕下方←→箭头至屏幕上显示的“打印”,按下方OK 打印报告(注:每件3个数据的平均值为该件硬度)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6.1 准備工作。
6.1.1 先將待校驗的洛氏硬度計表面稍加清潔。
6.1.2 校驗環境﹕以符合《監視與測量設備控制程序》上之規定為准。
6.1.3 將絲杠頂面及被選用的工作台全部擦淨﹐置于絲杠頂面﹐靜置30分鐘以上。
6.2外觀檢查
6.2.1 檢查各表面使用功能是否清潔﹑锈污
6.3 將硬度計按下述程序進行歸零
6.3.1 分別將硬度標准塊25.9HRC﹑81.5HRA﹑46.1HRC﹑60.9HRC﹑96.0HRB擦干淨﹐放置于工作台上。順時針旋轉手輪﹐使工作台平穩緩慢上升﹐輕輕頂起壓頭﹐等到小指針指在紅色標記上﹐大指針旋轉三圈垂直向上為止(允許在100HRC刻度±5個刻度)。
6.4進行硬度校正
6.4.1旋鈕指示表外殼﹐逆﹑順時針調好指示表刻度對齊 (100HRC)
6.4.2 拉動加荷手柄施加主試驗力﹐大指針按逆方向轉動。
6.4.3當大指針穩定停止后﹐(保荷10±1S)在2-3S內平穩卸除主試驗力后立即讀數。
6.4.4刻度盤C標記處供金剛頭試驗讀數。刻度盤B標記處供鋼球壓頭試驗讀數。
6.4.5若25.9HRC硬度校正誤差在±1.5HRC以內合格
6.4.6若81.5HRA﹑60.9HRC硬度校正誤差在±1HRC以內合格
洛氏硬度計
文件編號
版本/次
7. 注意事項﹕
7.1 硬度計每次試驗結或校正結束﹐壓頭應用細軟布擦試干淨。鋼球壓頭必須涂少許酸性鐘表油。
7.2 壓頭種類和試驗范圍不得隨意變換﹐以免使用不當損壞壓頭。
7.3 硬度計由于長期使用出現故障﹐應及時向制造廠商聯系﹐將派員進行檢修。用戶不得隨意拆卸。
核 准
審 核
修 訂
6.4.7若46.1HRC硬度校正誤差在±1.2HRC以內合格﹐96.0HRB無法進行(洛氏廠商提供)
6.4.8校驗完畢﹐合格的貼“合格証”﹑某部分限用的貼上“准用証”﹑其功能失效的貼“停用証”
6.4.9 校驗周期為內校一年一次。
核 准
審 核
修 訂
日 期
量測設備校驗作業指導書
第 2 頁 共2頁
儀器名稱
日 期
量測設備校驗作業指導書
第1頁 共2頁
儀器名稱
洛氏硬度計
文件編號
版本/次
1. 目的﹕說明洛氏硬度計校驗程序﹐確保洛氏硬度計在使用期間保計。
3. 權責﹕由儀校單位訓練合格人員執行﹐使用部門配合。
5. 校驗標准件﹕洛氏標准校正硬度塊。
4. 參考文件(無)