法兰克加工中心K全参数(FANUC 31i)
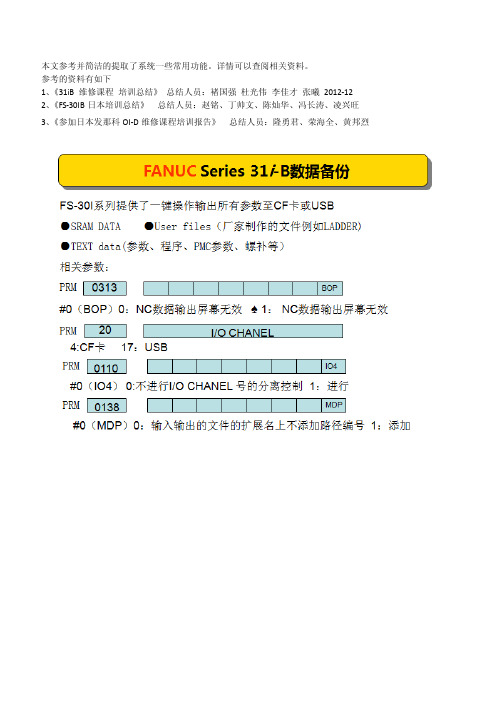
31i-B、35i-B、Power Motioni-A系统调试步骤(1)

NC、SV、SP 24V、ESP、Ready
扭矩关断信号
TB1
COP10B COP10A
CXA2B
CXA2A JX8
P N 直流母线 NC、SV、SP
24V、ESP、Ready
JF 1 TB2、CZ2
JD1B JD1A
分线盘式 I/O
组:2 座:0 槽:1
标题: 31i-B、35i-B、Power Motion i - A 调试步骤
Pag 4 / 42 e
c)检查与模块连接的电源是否有短路,注意公共端的连接是否正确。通电完毕之后,检 查 IO 模块上的指示灯是否点亮,检查手轮接口的连接位置(JA3 或则 JA58 口可连 接手轮设备)
改版记录:
版本 1.0 新发布
改版内容
No.
发布日期 2012-11-30
修订人 程垒
日期 2012-11-30
文件审批记录:
编写人 程垒
业务审核
标题: 31i-B、35i-B、Power Motion i - A 调试步骤
批准人
报送
Pag 1 / 42 e
目录
概要................................................................................................................................................. 3 1. 通电前的检查项目.................................................................................................................... 4 2. 通电检查.................................................................................................................................. 10 3. 语言切换.................................................................................................................................. 12 4. PMC 调试 ................................................................................................................................. 13 5. FSSB 设定 ................................................................................................................................ 23 6. 基本参数设定.......................................................................................................................... 29 7. 手动进给的调试...................................................................................................................... 35 8. 自动运行和辅助功能的调整.................................................................................................. 36 9. 全闭环伺服系统的调试.......................................................................................................... 37 10.主轴运行的确认...................................................................................................................... 38 11. 系统综合调试........................................................................................................................ 39 12. 附录 调试相关画面介绍...................................................................................................... 40
FANUC常用系统K参数
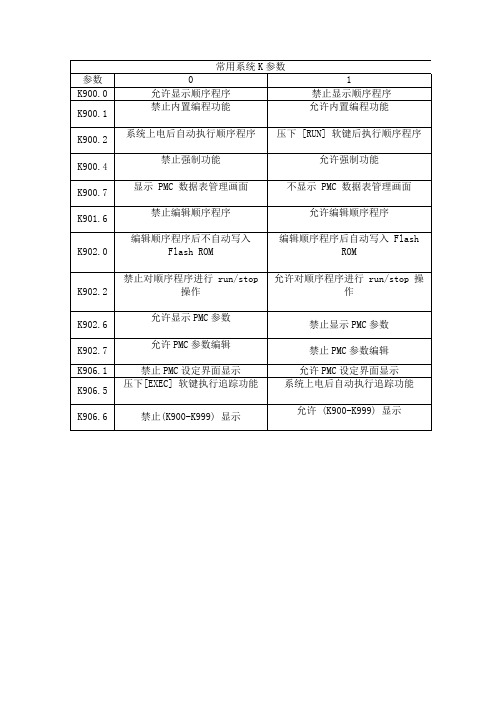
常用系统K参数
参数01
K900.0允许显示顺序程序禁止显示顺序程序
K900.1
禁止内置编程功能允许内置编程功能
K900.2
系统上电后自动执行顺序程序压下[RUN]软键后执行顺序程序K900.4
禁止强制功能允许强制功能
K900.7
显示PMC数据表管理画面不显示PMC数据表管理画面K901.6
禁止编辑顺序程序允许编辑顺序程序
K902.0编辑顺序程序后不自动写入
Flash ROM
编辑顺序程序后自动写入Flash
ROM
K902.2禁止对顺序程序进行run/stop
操作
允许对顺序程序进行run/stop操
作
K902.6允许显示PMC参数
禁止显示PMC参数
K902.7允许PMC参数编辑
禁止PMC参数编辑
K906.1禁止PMC设定界面显示允许PMC设定界面显示
K906.5
压下[EXEC]软键执行追踪功能系统上电后自动执行追踪功能K906.6禁止(K900-K999)显示
允许(K900-K999)显示。
FANUC 30i31i32iSeries系统 B-64484CM-2_02加工中心操作说明书手册
警告、注意和注释........................................................................................................................................................................ s-1 一般警告和注意............................................................................................................................................................................ s-1 与编程有关的警告和注意 ............................................................................................................................................................ s-2 与操作有关的警告和注意 ............................................................................................................................................................ s-3 与日常维护有关的警告 ................................................................................................................................................................ s-4
法兰克加工中心K全参数(FANUC 31i)
法兰克加工中心K参数(FANUC 31i)K0.1=0 : 快速编辑器的上下光标,移动仅限于上下移动。
=1 : 快速编辑器的上下光标,在上下移动后移动到行的开头位置。
K0.2=0 : 工件坐标画面的自动设定为X,Y,轴=1 : 工件坐标画面的自动设定为X,Y,X,轴K0.3=0: 急停不关闭机内清洗冷却剂=1: 急停关闭机内清洗冷却剂K0.4=0: 刀具重量3KG=1: 刀具重量2KGK0.5=0: 诊断报警窗口自动显示功能无效=1: 诊断报警窗口自动显示功能有效K0.6=0: 简化NC系统画面的配置=1: 不简化NC系统画面的配置K0.7=0: 换刀后不重新启动冷却剂=1: 换刀后重新启动冷却剂K1.0=0: 刀具松开时报警=1: 刀具松开时不报警K1.1=0: 奇偶校验按偶数进行=1: 奇偶校验按奇数进行K1.2=0: 所有轴互锁信号OFF,不停止主轴转动=1: 所有轴互锁信号OFF,停止主轴转动K1.3=0: 程式保护状态下禁止转塔恢复动作=1: 程式保护状态下可执行转塔恢复动作K1.4=0: 接通电源时进行倍率值的初始化=1: 接通电源时不进行倍率值的初始化K1.6=0: 坐标/刀具补偿画面显示中,按下菜单按钮则切换画面=1: 坐标/刀具补偿画面显示中,即使按下菜单按钮也不切换画面K1.7=0: 按下复位键不停止主轴冷却剂=1: 按下复位键停止主轴冷却剂K2.6=0: 位置开关设定换刀允许区域=1: 位置开关设定换刀禁止区域K2.7=0: 换刀禁止区域设定功能无效=1: 换刀禁止区域设定功能有效K3.0=0: 主轴气洗为节能控制=1: 主轴气洗为常开K3.1=0: 自动激光测量实验用接口无效=1: 自动激光测量实验用接口有效K3.2=0: 不使用第四轴的夹紧/松开=1: 使用第四轴的夹紧/松开K3.3=0: 在第四轴松开过程中X、Y、Z、轴移动=1: 在第四轴松开过程中X、Y、Z、轴不移动K3.4=0: 中心贯穿冷却泵的ON/OFF控制=1: 中心贯穿冷却泵常开K3.5=0: 进行中心贯穿冷却泵自动控制有效=1: 进行中心贯穿冷却泵自动控制无效K4.3=0: 冷却液面降低时,只显示信息=1: 冷却液面降低时,循环结束时显示报警K4.4=0: 用M09关闭中心贯穿冷却剂、气洗=1: 用M24关闭中心贯穿冷却剂、气洗K4.5=0: 奇偶校正信号输出为a接点=1: 奇偶校正信号输出为b接点K4.6=0: 生产结束时显示操作信息=1: 生产结束时不显示操作信息K4.7=0: 不监视M代码的操作时间=1: 监视M代码的操作时间K6.0=0: M00下开门时显示信息=1: M00下开门时不显示信息K6.1=0: 显示开门时的操作消息=1: 不显示开门时的操作消息K6.2=0: 不自动停止报警输出2=1: 自动停止报警输出2K6.3=0: 不自动停止机内清洗冷、却剂=1: 自动停止机内清洗冷、却剂K6.4=0: 用菜单运转:1.换刀指定M06命令=1: 不用菜单运转:1.换刀指定M06命令K6.5=0: 循环开始信号检查功能无效=1: 循环开始信号检查功能有效K6.6=0: 遥控运转时不打开DMMC信号=1: 遥控运转时打开DMMC信号K6.7=0: 除手动方式以外的方式输出自动方式中信号,=1: 用自动方式输出自动方式中信号,K7.0=0: 运转停止状态时,暂停指示灯未点亮=1: 运转停止状态时,暂停指示灯点亮K7.1=0: 外部门控制信号除自动中外有效=1: 外部门控制信号经常有效K7.2=0: 遥控方式为遥控运转=1: 遥控方式为直接运转K7.3=0: 重新开始运转时不重新启动冷却剂、鼓风=1: 重新开始运转时重新启动冷却剂、鼓风K7.4=0: 循环结束时关闭M83输出=1: 循环结束时不关闭M83输出K7.5=0: 生产结束时M91/M92不停止运转=1: 生产结束时M91/M92停止运转K7.6=0: 开门不取消屏幕保护=1: 开门取消屏幕保护K7.7=0: 自动侧门调节功能无效(用于调节)=1: 自动侧门调节功能有效(用于调节)K8.0=0: 通过快捷画面设定打开或关闭机内灯=1: 通过外部信号打开或关闭机内灯K8.1=0: 用操作面板画面设定打开程序段跳跃功能=1: 用外部信号打开程序段跳跃功能K8.2=0: 操作面板上的刀具更换按钮有效。
FANUCK参数大全

FANUCK参数大全1.K0-K7参数:K0-K7参数是用于定义系统中组别子程序的总数。
2.K12参数:K12参数用于定义系统中可用的自定义M码的最大个数。
3.K40参数:K40参数用于设置系统时钟的小时值。
4.K41参数:K41参数用于设置系统时钟的分钟值。
5.K42参数:K42参数用于设置系统时钟的秒值。
6.K60-K90参数:K60-K90参数是用于定义软连续轴的基数。
7.K100-K127参数:K100-K127参数是用于定义工具偏移变量的数量。
8.K200参数:K200参数用于设置机床位置坐标系的选择。
9.K201参数:K201参数用于设置机床的工作坐标系。
10.K215参数:K215参数用于定义宏变量的个数。
11.K280参数:K280参数用于设置弧插补中圆心方向的选择。
12.K355参数:K355参数用于设置系统的存储单元定义。
13.K356参数:K356参数用于设置系统的软件版本号。
14.K365参数:K365参数用于设置系统的监视变量数量。
15.K416参数:K416参数用于设置系统的最大报警号。
16.K449参数:K449参数用于设置系统的报警输出位置。
17.K542参数:K542参数用于设置系统的数据传输速率。
18.K551参数:K551参数用于设置系统的插补周期。
19.K722参数:K722参数用于设置系统的辅助功能的最大编号。
20.K734参数:K734参数用于设置系统的步进电机最大脉冲频率。
21.K801参数:K801参数用于设置伺服电机使能的状态。
22.K812参数:K812参数用于设置伺服电机的速度指令单位。
23.K880参数:K880参数用于设置系统的坐标轴数目。
24.K905参数:K905参数用于设置系统的刀具编号上限。
25.K982参数:K982参数用于设置系统的数据输入单位。
26.K1040参数:K1040参数用于设置系统的精度显示。
27.K1127参数:K1127参数用于设置系统的ASCII选择。
某些机床 (FANUC )系统K参数

=1: 中心贯穿冷却泵常开
K3.5=0: 进行中心贯穿冷却泵自动控制有效
=1: 进行中心贯穿冷却泵自动控制无效
K4.3=0: 冷却液面降低时,只显示信息
=1: 冷却液面降低时,循环结束时显示报警
K4.4=0: 用M09关闭中心贯穿冷却剂、气洗
K8.5=0: 不使用F1位进给
=1: 使用F1位进给
K8.6=0: 复位时关闭告警级别、破损级别检测输出
=1: 复位、换刀时关闭告警级别、破损级别检测输出
K8.7=0: 使用AI刀具监控器告警级别检测、破损级别检测输出有效
=1: 与AI刀具监控器无关、告警级别检测、破损级别检测输出有效
K10.0=0: 硬拷贝功能无效
=1: 硬拷贝功能有效
K10.1=0: 用于调节
=1: 用于调节
K10.2=0: 用于调节
=1: 用于调节
K10.3=0: 灯检查功能OFF
=1: 灯检查功能ON
K11.0=0: 转塔调节方式无效
K14.3=0: 附加轴夹紧控制信号为标准
=1: 附加轴夹紧控制信号按自定义PMC分配
K14.4=0: 自定义PMC功能不控制机内清洗冷却剂
=1: 自定义PMC功能控制机内清洗冷却剂
K14.5=0: 自定义PMC功能不进行轴互锁控制
=1: 自定义PMC功能进行轴互锁控制
=1: 主轴气洗为常开
K3.1=0: 自动激光测量实验用接口无效
=1: 自动激光测量实验用接口有效
K3.2=0: 不使用第四轴的夹紧/松开
=1: 使用第四轴的夹紧/松开
FANUC pmc K参数
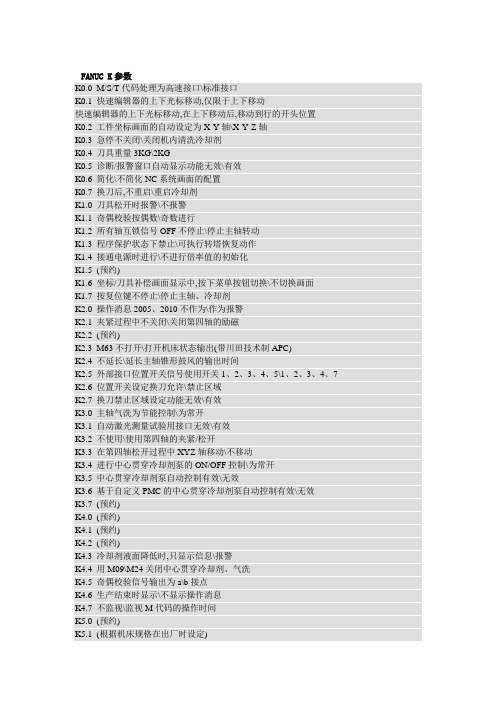
FANUC K参数K0.0 M/S/T代码处理为高速接口\标准接口K0.1 快速编辑器的上下光标移动,仅限于上下移动快速编辑器的上下光标移动,在上下移动后,移动到行的开头位置K0.2 工件坐标画面的自动设定为X-Y轴\X-Y-Z轴K0.3 急停不关闭\关闭机内清洗冷却剂K0.4 刀具重量3KG\2KGK0.5 诊断/报警窗口自动显示功能无效\有效K0.6 简化\不简化NC系统画面的配置K0.7 换刀后,不重启\重启冷却剂K1.0 刀具松开时报警\不报警K1.1 奇偶校验按偶数\奇数进行K1.2 所有轴互锁信号OFF不停止\停止主轴转动K1.3 程序保护状态下禁止\可执行转塔恢复动作K1.4 接通电源时进行\不进行倍率值的初始化K1.5 (预约)K1.6 坐标/刀具补偿画面显示中,按下菜单按钮切换\不切换画面K1.7 按复位键不停止\停止主轴、冷却剂K2.0 操作消息2005、2010不作为\作为报警K2.1 夹紧过程中不关闭\关闭第四轴的励磁K2.2 (预约)K2.3 M63不打开\打开机床状态输出(带川田技术制APC)K2.4 不延长\延长主轴锥形鼓风的输出时间K2.5 外部接口位置开关信号使用开关1、2、3、4、5\1、2、3、4、7 K2.6 位置开关设定换刀允许\禁止区域K2.7 换刀禁止区域设定功能无效\有效K3.0 主轴气洗为节能控制\为常开K3.1 自动激光测量试验用接口无效\有效K3.2 不使用\使用第四轴的夹紧/松开K3.3 在第四轴松开过程中XYZ轴移动\不移动K3.4 进行中心贯穿冷却剂泵的ON/OFF控制\为常开K3.5 中心贯穿冷却剂泵自动控制有效\无效K3.6 基于自定义PMC的中心贯穿冷却剂泵自动控制有效\无效K3.7 (预约)K4.0 (预约)K4.1 (预约)K4.2 (预约)K4.3 冷却剂液面降低时,只显示信息\报警K4.4 用M09\M24关闭中心贯穿冷却剂、气洗K4.5 奇偶校验信号输出为a\b接点K4.6 生产结束时显示\不显示操作消息K4.7 不监视\监视M代码的操作时间K5.0 (预约)K5.1 (根据机床规格在出厂时设定)K5.2 (根据机床规格在出厂时设定)K5.3 (根据机床规格在出厂时设定)K5.4 中心贯穿冷却剂控制无效\有效K5.5 (根据机床规格在出厂时设定)K5.6 (根据机床规格在出厂时设定)K5.7 (根据机床规格在出厂时设定)K6.0 M00下开门时,显示\不显示信息K6.1 显示\不显示开门时的操作消息K6.2 不自动\自动停止报警输出2K6.3 不自动\自动停止机内清洗冷却剂K6.4 用\不用菜单运转:1.换刀指定M06命令K6.5 循环开始信号检查功能无效\有效K6.6 遥控运转时不打开\打开DMMC信号K6.7 用除手动方式以外的方式输出自动方式中的信号用自动方式输出自动方式中的信号K7.0 运转停止状态时暂停指示灯未点亮\点亮K7.1 外部门控制信号除自动中外有效\经常有效K7.2 遥控方式为遥控运转\直接运转K7.3 重新开始运转时不重新\重新启动冷却剂鼓风K7.4 循环结束时关闭\不关闭M83输出K7.5 生产结束时,M91/M92不停止\停止运转K7.6 开门不取消\取消屏幕保护K7.7 自动侧门调节功能无效\有效(用于调节)(K7.7务须设为0)K8.0 通过画面设定\用外部信号打开或关闭机内灯K8.1 用操作盘、画面设定\用外部信号打开程序段跳跃功能K8.2 操作盘上的刀具更换按钮有效\无效K8.3 通过操作盘\用外部信号打开单程序段功能K8.4 通过操作盘\用外部信号打开试运转功能K8.5 不使用\使用F1位进给K8.6 复位时\复位、换刀时关闭告警级别、破损级别检测输出K8.7 使用AI刀具监控器时告警级别、破损级别检测输出有效与AI刀具监控器无关, 告警级别、破损级别检测输出有效K9.0K9.1K9.2K9.3K9.4K9.5K9.6K9.7K10.0 硬拷贝功能无效\有效K10.1 (用于调节)K10.2 (用于调节)K10.3 灯检查功能OFF\ONK10.4K10.5 (预约)K10.6 (预约)K10.7 (用于调节)K11.0 转塔调节方式无效\有效K11.1 单程序段运转停止时不解除\解除门锁K11.2 自动开关门按钮有效而与运转方式无关只在手动方式时自动开关门按钮有效K11.3 门锁解除时允许\禁止主轴旋转K11.4 安装特殊刀具时允许\禁止主轴定向K11.5 (预约)K11.6 (用于调节)K11.7 M00、M01不解除\解除门锁K12.0 气压降低信号为常开\常闭K12.1 (预约)K12.2 (预约K12.3 使用\不使用第四轴的分离和超程功能K12.4 (根据机床规格在出厂时设定)K12.5 油面信号为常开\常闭K12.6 M02、M30不解除\解除门锁K12.7 门锁控制A\BK13.0 (预约)K13.1 自动开关门过程中不打开\打开起动按钮和自动运转中信号K13.2 松开\按下起动按钮时自动门关闭K13.3 主轴软启动无效\有效(NC4030:增加转速/秒)K13.4 (预约)K13.5 (用于调节)K13.6 (用于调节)K13.7 (用于调节K14.0 允许\禁止自定义PMC编辑K14.1 自定义PMC功能不控制\控制主轴和切削进给倍率K14.2 SI8.0在MEM方式/遥控方式\MEM方式时ONK14.3 附加轴夹紧控制信号为标准\按自定义PMC分配K14.4 自定义PMC功能不控制\控制机内清洗冷却剂K14.5 自定义PMC功能不进行\进行轴互锁控制K14.6 自定义PMC功能不进行\进行急停控制K14.7 自定义PMC功能不进行\进行进给保持控制K15.0 (根据机床规格在出厂时设定)K15.1 (根据机床规格在出厂时设定)K15.2 (根据机床规格在出厂时设定)K15.3 (预约)K15.4 (根据机床规格在出厂时设定)K15.5 (根据机床规格在出厂时设定)K15.6 (预约)K15.7 不使用\使用自定义PMC功能K16.0 操作盘无效功能无效\有效K16.1 操作盘无效状态时,M01停止按钮无效\有效K16.2 操作盘无效状态时,门开闭按钮无效\有效K16.3 操作盘变为无效状态时,取消\不取消主轴旋转和冷却剂K16.4 操作盘无效状态时,跳跃按钮无效\有效K16.5K16.6K16.7K17.0 (预约)K17.1 (根据机床规格在出厂时设定)K17.2 Renishaw制接触式测头控制无效\有效K17.3 (根据机床规格在出厂时设定)K17.4 (根据机床规格在出厂时设定)K17.5 (根据机床规格在出厂时设定)K17.6 (预约)K17.7 (根据机床规格在出厂时设定)K18.0 (预约)K18.1 (预约)K18.2 (预约)K18.3 (预约)K18.4 (预约)K18.5 (预约)K18.6 (预约)K18.7 (预约)K19.0 不在\在用户自定义PMC中控制示教中信号K19.1 不反转\反转位置开关PSW14的信号K19.2 不反转\反转位置开关PSW15的信号K19.3 (预约)K19.4 (预约)K19.5 (预约)K19.6 (预约)K19.7 (预约)K20.0 (预约)K20.1 (预约)K20.2 (预约)K20.3 (预约)K20.4 (预约)K20.5 (预约)K20.6 (预约)K20.7 (预约)K21.0 (预约)K21.1 机器人系统用的机器人为5轴\6轴规格K21.2 机器人系统用的ROBODRILL连接数量为1台\2台K21.3 机器人保养请求信号在安全门打开时\与安全门状态无关输出K21.4 不使用\使用外围设备准备结束信号K21.5 旁侧自动门关闭时,可以起动系统运转可以与旁侧自动门的状态无关地起动系统运转K21.6 在程序结束时输出\不输出保养请求K21.7 主\从控装置端(机器人系统)K22.0 高速主轴接口功能无效\有效K22.1 高速主轴电缆为有线方式\自动拆装方式K22.2 高速主轴电缆倍率功能无效\有效K22.3K22.4K22.5K22.6K22.7K23.0 Renishaw公司制的接触式测头为MP12\为OMP40K23.1 门打开时,无条件地\在手动方式时取消机内灯的节能控制K23.2 在试运转、单独运转方式和柜门打开时,机内灯的节能控制不起\起作用K23.3 (预约)K23.4 集中润滑泵节能控制无效\有效K23.5 (预约)K23.6 (预约)K23.7 (预约)K24.0 当按下ROBODILL的紧急停止按钮时,机器人急停\不会急停K24.1 在循环停止后,M61不起\起作用K24.2 在系统停止后,M61不起\起作用K24.3 系统起动时,机器人和ROBODILL同时起动\在机器人供应工件后ROBODILL起动K24.4 循环停止时,不输出\输出保养请求信号K24.5 与系统运转方式无关\唯有在连动方式下,M52\M53有效K24.6 唯有在系统起动时\在连动方式的运转起动时,检索ROBODILL的程序号K24.7 (预约)K25.0 不以\以用户自定义PMC来控制循环停止K25.1 不以\以用户自定义PMC来控制系统停止K25.2 不以\以用户自定义PMC来控制机器人复位K25.3 不以\以用户自定义PMC来控制系统起动K25.4K25.5K25.6K25.7K26.0 (根据机床规格化出厂时设定)K26.1 通过冷却剂进行的主轴锥度清洗控制为1模次\为模态处理K26.2 刀具分度期间不会\会排出用于锥度清洗的冷却剂K26.3K26.4 在换刀过程中停止加式用冷却剂即使有换刀过程中也会排出用于加工的冷却剂(K 26#0=0且K0#7=1时有效)K26.5 锥度清洗和加工中所使用的冷却剂泵为1个\2个K26.6 主轴过热检测功能无效\有效K26.7 电磁锁解除功能有效\无效K27.0K27.1K27.2K27.3K27.4K27.5K27.6 (用于调节)K27.7K28.0 (预约)K28.1 (预约)K28.2K28.3 (预约)K28.4 (预约)K28.5 (预约)K28.6 (预约)K28.7 (预约)K29.0 (预约)K29.1 (预约)K29.2 (预约)K29.3 (预约)K29.4 (预约)K29.5 (预约)K29.6 (用于调节)K29.7 (预约)K30.0K30.1K30.2K30.3K30.4K30.5K30.6K30.7K31.0 在使用刀具管理功能更换刀具时,不会\会自动地指令作为刀具管理数据而被设定的S K31.1 在使用刀具管理功能更换刀具时,不会\会自动地指令作为刀具管理数据而被设定的F K31.2 在使用刀具管理功能更换刀具时,不会\会自动地指令作为刀具管理数据而被设定的H K31.3 在使用刀具管理功能更换刀具时,不会\会自动地指令作为刀具管理数据而被设定的D K31.4K31.5K31.6K31.7K32.0K32.1K32.2K32.3K32.4K32.5K32.6K32.7K33.0 (预约)K33.1 (预约)K33.2K33.3K33.4K33.5K33.6K33.7K34.0 (根据机床规格在出厂时设定) K34.1 (根据机床规格在出厂时设定) K34.2 (根据机床规格在出厂时设定) K34.3K34.4K34.5K34.6K34.7。
fanuc技术交流2014-11-8(31i参数)
本文参考并简洁的提取了系统一些常用功能。
详情可以查阅相关资料。
参考的资料有如下1、《31iB 维修课程培训总结》总结人员:褚国强杜光伟李佳才张曦2012-122、《FS-30IB日本培训总结》总结人员:赵铭、丁帅文、陈灿华、冯长涛、凌兴旺3、《参加日本发那科OI-D维修课程培训报告》总结人员:隆勇君、荣海全、黄邦烈三,FS16/18/21/0i-C和FS30i/31i/32i/FS0i-D的一些方便的功能:在日常维修中,我们经常会遇到屏蔽轴、消除风扇报警、消除软限位、初始化主轴等功能,这些功能和一些常用的参数都有关系。
不同的系统,如30I/31I/32I和16I/18I/21I,参数号也有所不同。
第三部分将这些常见的功能及其对应的参数列举出来,供大家参考。
1,当有报警时,切换到报警画面或者不切换PRM3111#7(NAP): 0 切换到报警/信息画面FS15=PRM8000#11 不切换到报警/信息画面外部操作信息履历画面PRM3112#2(OMH): 0 不显示1 显示系统报警履历画面PRM3103#2(NMH): 0 不显示1显示注意:FS30i/31i/32i/FS0i-D的报警显示是在IPL模式下。
2,屏蔽轴:(1)自动&手动被执行(显示位置)屏蔽伺服放大器(注意:直线轴有效)PRM2009#0(SDMY) (内置编码器) 是否使用串行反馈虚设功能: 0不使用1 使用PRM2205#2(PDMY)(分离型编码器) 0 分离端反馈虚设功能无效1分离端反馈虚设功能有效PRM2165(放大器最大电流值)设为0PRM1800#1(CVR) 位置控制就绪信号PRDY接通之前,速度控制就绪信号VRDY先接通时:0 出现伺服报警1不出现伺服报警PRM1005#6(MCC) 在使用多轴放大器的情况下,相同放大器的其他轴进入控制轴拆除状态时是否切断伺服放大器的MCC信号: 0 予以切断1不予切断PRM1815#5(APC)设为0 0 绝对位置检查器以外的检测器1绝对位置检测器(绝对脉冲编码器)MLK信号为”ON”状态(或者在PMC中强制为ON, PMC地址=G108)(2)互锁状态下(屏蔽脉冲编码器)PRM1005#7(RMB) 将各轴的控制轴拆除信号和设定输入RMV(PRM0012#7)设定为有效的设定0 无效1 有效PRM0012#7(RMV) 各轴的控制轴拆除的设定0 不会拆除控制轴1 拆除控制轴(RMV在参数RMB(1005#7=1)时有效)或屏蔽信号(G124.0—7)PRM1800#1(CVR)PRM1005#6(MCC)PRM1815#5(APC)=0(3)2轴放大器被用成1轴放大器(参考伺服参数手册B-65270EN/JA (PRM2279#0(DMCON))(4)不使用伺服单元PRM1023=-128PRM1815#5=03,硬限位超程OT是否使用PRM3004#5(OTH) 0 检查1 不检查软限位的消除:1)开机时同时按“P”+“CAN”键2)改变PRM1320、1321的值4,消除风扇报警(ALM701)PRM8901#0(FAN)是否进行风扇电机异常检测0 进行1 不进行5,在通电后没有执行一次参考点返回的状态下,通过自动运行指定了伴随G28以为的移动指令时:PRM1005#0(ZRN) 0 发出报警1 不发出报警就执行操作(PRM1815#4=0 PRM1815#5=0)6,通电后参考点返回完成前,手动快速移动设定为:PRM1401#0(PRD) 0 无效(成为JOG进给)1 有效(PRM1815#4=0 PRM1815#5=0)7,屏保功能:(1)PRM3123 (设定屏幕保护启动时间)PRM3208#1(COK)=0 画面自动清除功能0 有效1 无效(2)按“FUNCTION”键+“CAN”键注意:PRM3208#1不适用于FS30i/31i/32i,0i-D8,设定是否在JOG进给方式下使用手动手轮进给有效是否在手轮手动进给方式下使用增量进给有效:PRM7100#0(JH) 0 无效1 有效注意:FS30i,FS0i-D 当PRM1434设为0时,“RT”信号已打开9,当指令超过快速移动速度的手轮进给时:PRM7100#4(HPF)0 速度被限制在快速移动速度上,超过快速移动部分的脉冲被忽略(此时会出现手摇脉冲发生器的刻度与移动量不符)1 速度被限制在快速移动速度上,超过部分不被忽略,存在于CNC内。
法兰克加工中心K参数FANUCi完整版

法兰克加工中心K参数F A N U C iHUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】法兰克加工中心K参数(FANUC31i)K0.1=0:快速编辑器的上下光标,移动仅限于上下移动。
=1:快速编辑器的上下光标,在上下移动后移动到行的开头位置。
K0.2=0:工件坐标画面的自动设定为X,Y,轴=1:工件坐标画面的自动设定为X,Y,X,轴K0.3=0:急停不关闭机内清洗冷却剂=1:急停关闭机内清洗冷却剂K0.4=0:刀具重量3KG=1:刀具重量2KGK0.5=0:诊断报警窗口自动显示功能无效=1:诊断报警窗口自动显示功能有效K0.6=0:简化NC系统画面的配置=1:不简化NC系统画面的配置K0.7=0:换刀后不重新启动冷却剂=1:换刀后重新启动冷却剂K1.0=0:刀具松开时报警=1:刀具松开时不报警K1.1=0:奇偶校验按偶数进行=1:奇偶校验按奇数进行K1.2=0:所有轴互锁信号OFF,不停止主轴转动=1:所有轴互锁信号OFF,停止主轴转动K1.3=0:程式保护状态下禁止转塔恢复动作=1:程式保护状态下可执行转塔恢复动作K1.4=0:接通电源时进行倍率值的初始化=1:接通电源时不进行倍率值的初始化K1.6=0:坐标/刀具补偿画面显示中,按下菜单按钮则切换画面=1:坐标/刀具补偿画面显示中,即使按下菜单按钮也不切换画面K1.7=0:按下复位键不停止主轴冷却剂=1:按下复位键停止主轴冷却剂K2.6=0:位置开关设定换刀允许区域=1:位置开关设定换刀禁止区域K2.7=0:换刀禁止区域设定功能无效=1:换刀禁止区域设定功能有效K3.0=0:主轴气洗为节能控制=1:主轴气洗为常开K3.1=0:自动激光测量实验用接口无效=1:自动激光测量实验用接口有效K3.2=0:不使用第四轴的夹紧/松开=1:使用第四轴的夹紧/松开K3.3=0:在第四轴松开过程中X、Y、Z、轴移动=1:在第四轴松开过程中X、Y、Z、轴不移动K3.4=0:中心贯穿冷却泵的ON/OFF控制=1:中心贯穿冷却泵常开K3.5=0:进行中心贯穿冷却泵自动控制有效=1:进行中心贯穿冷却泵自动控制无效K4.3=0:冷却液面降低时,只显示信息=1:冷却液面降低时,循环结束时显示报警K4.4=0:用M09关闭中心贯穿冷却剂、气洗=1:用M24关闭中心贯穿冷却剂、气洗K4.5=0:奇偶校正信号输出为a接点=1:奇偶校正信号输出为b接点K4.6=0:生产结束时显示操作信息=1:生产结束时不显示操作信息K4.7=0:不监视M代码的操作时间=1:监视M代码的操作时间K6.0=0:M00下开门时显示信息=1:M00下开门时不显示信息K6.1=0:显示开门时的操作消息=1:不显示开门时的操作消息K6.2=0:不自动停止报警输出2=1:自动停止报警输出2K6.3=0:不自动停止机内清洗冷、却剂=1:自动停止机内清洗冷、却剂K6.4=0:用菜单运转:1.换刀指定M06命令=1:不用菜单运转:1.换刀指定M06命令K6.5=0:循环开始信号检查功能无效=1:循环开始信号检查功能有效K6.6=0:遥控运转时不打开DMMC信号=1:遥控运转时打开DMMC信号K6.7=0:除手动方式以外的方式输出自动方式中信号,=1:用自动方式输出自动方式中信号,K7.0=0:运转停止状态时,暂停指示灯未点亮=1:运转停止状态时,暂停指示灯点亮K7.1=0:外部门控制信号除自动中外有效=1:外部门控制信号经常有效K7.2=0:遥控方式为遥控运转=1:遥控方式为直接运转K7.3=0:重新开始运转时不重新启动冷却剂、鼓风=1:重新开始运转时重新启动冷却剂、鼓风K7.4=0:循环结束时关闭M83输出=1:循环结束时不关闭M83输出K7.5=0:生产结束时M91/M92不停止运转=1:生产结束时M91/M92停止运转K7.6=0:开门不取消屏幕保护=1:开门取消屏幕保护K7.7=0:自动侧门调节功能无效(用于调节)=1:自动侧门调节功能有效(用于调节)K8.0=0:通过快捷画面设定打开或关闭机内灯=1:通过外部信号打开或关闭机内灯K8.1=0:用操作面板画面设定打开程序段跳跃功能=1:用外部信号打开程序段跳跃功能K8.2=0:操作面板上的刀具更换按钮有效。
FANUC常用系统K参数
FANUC常用系统K参数
常用系统K参数
参数01
K900.0允许显示顺序程序禁止显示顺序程序
K900.1
禁止内置编程功能允许内置编程功能
K900.2
系统上电后自动执行顺序程序压下[RUN]软键后执行顺序程序K900.4
禁止强制功能允许强制功能
K900.7
显示PMC数据表管理画面不显示PMC数据表管理画面K901.6 禁止编辑顺序程序允许编辑顺序程序
K902.0编辑顺序程序后不自动写入
Flash ROM
编辑顺序程序后自动写入Flash
ROM
K902.2禁止对顺序程序进行run/stop
操作
允许对顺序程序进行run/stop操
作
K902.6允许显示PMC参数
禁止显示PMC参数
K902.7允许PMC参数编辑
禁止PMC参数编辑
K906.1禁止PMC设定界面显示允许PMC设定界面显示
K906.5
压下[EXEC]软键执行追踪功能系统上电后自动执行追踪功能K906.6禁止(K900-K999)显示
允许(K900-K999)显示。
FANUC PMC参数汇总(KDTC参数)

地址设定值功能0 0M/S/T/B 代码处理为高速接口1M/S/T/B 代码处理为标准接口 0 0快速编辑器的上下光标移动,仅限于上下移动1快速编辑器的上下光标移动,在上下移动后,移动到行0 0工件坐标画面的自动设定为X-Y 轴1工件坐标画面的自动设定为X-Y-Z 轴0急停不关闭机内清洗冷却剂0 1急停关闭机内清洗冷却剂0 0刀具重量3kg 1刀具重量2kg 0 0诊断报警窗口自动显示功能无效1诊断报警窗口自动显示功能有效0 0简化NC 系统画面的配置1不简化NC 系统画面的配置0换刀后,不重新启动冷却剂0 1换刀后,重新启动冷却剂K0.6K0.7FANUC 31i 系统 K 参数汇总K0.0K0.1K0.2K0.3K0.4K0.50刀具松开时报警0 1刀具松开时不报警0 0奇偶校验按偶数进行1奇偶校验按奇数进行0 0所有轴互锁信号OFF 不停止主轴转动1所有轴互锁信号OFF 停止主轴转动0 0程序保护状态下禁止转塔恢复动作1程序保护状态下可执行转塔恢复动作0 0接通电源时进行倍率值的初始化1接通电源时不进行倍率值的初始化0 0(预留)1(预留)0 0坐标刀具补偿画面显示中,按下菜单按钮则切换画面1坐标刀具补偿画面显示中,即使按下菜单按钮也不切换0 0按复位键不停止主轴、冷却剂1按复位键停止主轴、冷却剂0操作消息2010不作为报警0 1操作消息2010作为报警0 0夹紧过程中不关闭第四轴的励磁1夹紧过程中关闭第四轴的励磁K1.4K1.5K1.6K1.7K2.0K2.1K1.0K1.1K1.2K1.30 0(预留)1(预留)0 0M63不打开机床状态输出(带川田技术制APC)1M63打开机床状态输出(带川田技术制APC)0 0(预留)1(预留)0 0外部接口位置开关信号使用开关1、2、3、4、51外部接口位置开关信号使用开关1、2、3、4、70 0位置开关设定换刀允许区域1位置开关设定换刀禁止区域0 0换刀禁止区域设定功能无效1换刀禁止区域设定功能有效0主轴气洗为节能控制0 1主轴气洗为常开0 0自动激光测量试验用接口无效1自动激光测量试验用接口有效0 0不使用第四轴的夹紧/松开1使用第四轴的夹紧/松开0 0在第四轴松开过程中X 、Y 、Z 轴移动k3.0k3.1k3.2K2.2K2.3K2.4K2.5K2.6K2.71在第四轴松开过程中X 、Y 、Z 轴不移动0 0进行中心贯穿冷却剂泵的ON/OFF 控制1中心贯穿冷却剂泵常开0 0中心贯穿冷却剂泵自动控制有效1中心贯穿冷却剂泵自动控制无效0 0给予自定义PMC 的中心贯穿冷却剂泵的控制无效1给予自定义PMC 的中心贯穿冷却剂泵的控制有效0 0(预留)1(预留) 0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0冷却剂液面降低时,只显示信息1冷却剂液面降低时,循环结束时显示报警0 0用M09关闭中心贯穿冷却剂、气洗1用M24关闭中心贯穿冷却剂、气洗k4.4k3.6k3.7k4.0k4.1k4.2k4.3k3.3k3.4k3.50 0奇偶校验信号输出为a 接点1奇偶校验信号输出为b 接点0 0生产结束时显示操作消息1生产结束时不显示操作消息0 0不监视M 代码的操作时间1监视M 代码的操作时间0 0(预留)1(预留)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)0中心贯穿冷却剂控制无效1中心贯穿冷却剂控制有效(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)k5.2k5.3k5.4k5.5k4.5k4.6k4.7k5.0k5.1(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)0 0M00下开门时,显示信息1M01下开门时,不显示信息0 0显示开门时的操作消息1不显示开门时的操作消息0 0 不自动停止报警输出21自动停止报警输出30 0不自动停止机内清洗冷却剂1自动停止机内清洗冷却剂0 0用菜单运转1.换刀指定M06命令1不用菜单运转1.换刀指定M06命令0 0循环开始信号检查功能无效1循环开始信号检查功能有效0 0遥控运转时不打开DMMC 信号1遥控运转时打开DMMC 信号0 0用除手动方式以外的方式输出自动方式中信号1用自动方式输出自动方式中信号k6.6k6.7k6.0k6.1k6.2k6.3k6.4k6.5k5.6k5.70 0运转停止状态时暂停指示灯未点亮1运转停止状态时暂停指示灯点亮0 0外部门控制信号除自动中外有效1外部门控制信号经常有效0 0遥控方式为遥控运转1遥控方式为直接运转0 0重新开始运转时不重新启动冷却剂、鼓风1重新开始运转时重新启动冷却剂、鼓风0 0循环结束时关闭M83输出1循环结束时不关闭M83输出0 0生产结束时,M91/M92不停止运转1生产结束时,M91/M92停止运转0 0开门不取消屏幕保护1开门取消屏幕保护0 0自动侧门调节功能无效[用于调节]1自动侧门调节功能有效[用于调节]0 0通过画面设定打开或关闭机内灯1用外部信号打开或关闭机内灯0 0用操作盘、画面设定打开程序段跳跃功能K7.4K7.5K7.6K7.7K8.0K7.0K7.1K7.2K7.31用外部信号打开程序段跳跃功能0 0操作盘上的刀具更换按钮有效1操作盘上的刀具更换按钮无效0 0通过操作盘打开单程序功能1用外部信号打开单程序段功能0 0通过操作盘打开试运转功能1用外部信号打开试运转功能0 0不使用F1位进给1使用F2位进给0 0复位时关闭告警级别、破损级别检测输出1复位、换刀时关闭告警级别、破损级别检测输出0 0使用AI 刀具监控器时告警级别检测、破损级别检测输出1与AI 刀具监控器无关,告警级别检测、破损级别检测输 0 0在定期保养画面上,不允许保养间隔的变更1在定期保养画面上,允许保养间隔的变更0 0确认预告信息后重新接通电源时,不显示预告信息1确认预告信息后重新接通电源时,显示预告信息0 0允许切换到定期维护用户自定义画面1禁止切换到定期维护用户自定义画面K9.0K9.1K9.2K8.2K8.3K8.4K8.5K8.6K8.7K8.10(根据机床规格在出厂时设定)1(根据机床规格在出厂时设定)0 0(根据机床规格在出厂时设定)1(根据机床规格在出厂时设定)0 0(根据机床规格在出厂时设定)1(根据机床规格在出厂时设定)0 0(预留)1(预留)0 0(预留)1(预留)0 0硬拷贝功能无效1硬拷贝功能有效0 0(用于调节)1(用于调节)0 0(用于调节)1(用于调节)0 0灯检查功能OFF 1灯检查功能ON 0 0(预留)K9.6K9.7K10.0K10.1K10.2K10.3K9.3K9.4K9.51(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(用于调节)1(用于调节)0 0转塔调节方式无效1转塔调节方式有效0 0单程序段运转停止时不解除门锁1单程序段运转停止时解除门锁0 0自动开关门按钮有效而与运转方式无关1只在手动方式时自动开关门按钮有效0 0门锁解除时允许主轴旋转1门锁解除时禁止主轴旋转0 0安装特殊刀具时允许主轴定向1安装特殊刀具时禁止主轴定向0 0(预留)1(预留)K11.2K11.3K11.4K11.5K10.4K10.5K10.6K10.7K11.0K11.10 0(用于调节)1(用于调节)0 0M00,M01不解除门锁1M00,M01解除门锁0气压降低信号为常开0 1气压降低信号为常闭0 0(预留)1(预留)0 0(预留)1(预留)0 0使用第四轴的分离和超程功能1不使用第四轴的分离和超程功能(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)0(预留)0 1(预留)0M02,M30不解除门锁0 1M02,M30解除门锁0 0门锁控制A K12.6K12.0K12.1K12.2K12.3K12.4K12.5K11.6K11.71门锁控制B 0 0(预留)1(预留)0 0自动开关门过程中不打开起动按钮和自动运转中信号1自动开关门过程中打开起动按钮和自动运转中信号0 0松开起动按钮时自动门关闭1按下起动按钮时自动门关闭0 0主轴软启动无效1主轴软启动有效0 0(预留)1(预留)0 0(用于调节)1(用于调节)0 0(用于调节)1(用于调节)0 0(用于调节)1(用于调节)0 0允许自定义PMC 编辑1禁止自定义PMC 编辑K13.4K13.5K13.6K13.7K14.0K12.7K13.0K13.1K13.2K13.30 0自定义PMC 功能不控制主轴和切削进给倍率1自定义PMC 功能控制主轴和切削进给倍率0 0SI8.0在MEM 方式/遥控方式时ON 1SI8.0在MEM 方式时ON 0 0附加轴夹紧控制信号为标准1附加轴夹紧控制信号按自定义PMC 分配0 0自定义PMC 功能不控制机内清洗冷却剂1自定义PMC 功能控制机内清洗冷却剂0 0自定义PMC 功能不进行轴互锁控制1自定义PMC 功能进行轴互锁控制0 0自定义PMC 功能不进行急停控制1自定义PMC 功能进行急停控制0 0自定义PMC 功能不进行进给保持控制1自定义PMC 功能进行进给保持控制(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)K15.0K15.1K14.2K14.3K14.4K14.5K14.6K14.7K14.1(根据机床规格在出厂时设定)0 0(预留)1(预留)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)0 0(预留)1(预留)0 0不使用自定义PMC 功能1使用自定义PMC 功能0 0操作盘无效功能无效1操作盘无效功能有效0 0操作盘无效状态时,M01停止按钮无效1操作盘无效状态时,M01停止按钮有效0 0操作盘无效状态时,门开闭按钮无效1操作盘无效状态时,门开闭按钮有效0 0操作盘变为无效状态时,取消主轴旋转和冷却剂1操作盘变为无效状态时,不取消主轴旋转和冷却剂K15.6K15.7K16.0K16.1K16.2K16.3K15.2K15.3K15.4K15.50 0操作盘无效状态时,跳跃按钮无效1操作盘无效状态时,跳跃按钮有效(预留)(预留)(预留)(预留)(预留)(预留)0 0(预留)1(预留)(预留)(预留)0 0Renishaw 制接触式测头控制无效1Renishaw 制接触式测头控制有效(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)K17.2K17.3K17.4K16.4K16.5K16.6K16.7K17.0K17.1(根据机床规格在出厂时设定)(预留)(预留)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)K18.6K18.0K18.1K18.2K18.3K18.4K18.5K17.5K17.6K17.70 0(预留)1(预留)0 0不在用户自定义PMC 中控制示教中信号1在用户自定义PMC 中控制示教中信号0 0不反转位置开关PSW14的信号1反转位置开关PSW14的信号0 0不反转位置开关PSW15的信号1反转位置开关PSW15的信号0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)K19.4K19.5K19.6K19.7K18.7K19.0K19.1K19.2K19.31(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0机器人系统用的机器人为5轴规格1机器人系统用的机器人为6轴规格K21.0K21.1K20.2K20.3K20.4K20.5K20.6K20.7K20.0K20.10 0机器人系统用的ROBODRILL 连接数量为1台1机器人系统用的ROBODRILL 连接数量为2台0 0机器人保养请求信号在安全门打开时输出1机器人保养请求信号与安全门状态无关地输出0 0不使用外围设备准备结束信号1使用外围设备准备结束信号0 0旁侧自动门关闭时,可以起动系统运转1可以与旁侧自动门的状态无关地起动系统运转0 0在程序结束时输出保养请求1在程序结束时不输出保养请求0 0主控制置端(机器人系统)1从控制置端(机器人系统) 0 0高速主轴接口功能无效1高速主轴接口功能有效0 0高速主轴电缆为有线方式1高速主轴电缆为自动拆装方式0 0高速主轴电缆倍率功能无效1高速主轴电缆倍率功能有效0 0(预留)K21.6K21.7K22.0K22.1K22.2K21.2K21.3K21.4K21.51(预留)0 0(预留)1(预留)0与快速编辑器的行继续相关的使用属于旧规格0 1与快速编辑器的行继续相关的使用属于新规格0菜单运行画面的换刀中不可选择换刀位置0 1菜单运行画面的换刀中可以选择换刀位置0快速编辑器的程序一览显示中不按名称顺序显示程序0 1快速编辑器的程序一览显示中按名称顺序显示程序0 0Renishaw 公司制的接触式测头为MP121Renishaw 公司制的接触式测头为OMP400 0门打开时,无条件地取消机内灯的节能控制1门打开时,在手动方式时取消机内灯的节能控制0 0在试运转,单独运转方式和柜门打开时,机内灯的节能控1在试运转,单独运转方式和柜门打开时,机内灯的节能控0 0(预留)1(预留)0 0集中润滑泵节能控制无效1集中润滑泵节能控制有效K23.2K23.3K23.4K22.4K22.5K22.6K22.7K23.0K23.1K22.30 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0当按下ROBODRILL 的紧急停止按钮时,机器人急停1当按下ROBODRILL 的紧急停止按钮时,机器人不急停0 0在循环停止后,M61不起作用1在循环停止后,M61起作用0 0在系统停止后,M61不起作用1在系统停止后,M61起作用0 0系统起动时,机器人和MOBODRILL 同时起动1系统起动时,在机器人供应工件后MOBODRILL 起动0 0循环停止时,不输出保养请求信号1循环停止时,输出保养请求信号0 0与系统运转方式无关,M52/M53有效1唯有在连动方式下,M52/M53有效0 0唯有在系统起动时,检索ROBODRILL 的程序号K24.0K24.1K24.2K24.3K24.4K24.5K23.5K23.6K23.71在连动方式的运转起动时,检索ROBODRILL 的程序号0 0(预留)1(预留)0 0不以用户自定义PMC 来控制循环停止1以用户自定义PMC 来控制循环停止0 0不以用户自定义PMC 来控制系统停止1以用户自定义PMC 来控制系统停止0 0不以用户自定义PMC 来控制机器人复位1以用户自定义PMC 来控制机器人复位0 0不以用户自定义PMC 来控制系统起动1以用户自定义PMC 来控制系统起动0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)K25.4K25.5K25.6K25.7K24.6K24.7K25.0K25.1K25.2K25.3(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)0 0通过冷却剂进行的主轴锥度清洗控制为1摸次处理1通过冷却剂进行的主轴锥度清洗控制为摸态处理0 0刀具分度期间不会排出用于锥度清洗的冷却剂1刀具分度期间会排出用于锥度清洗的冷却剂0 0气洗功能进行以往控制1气洗功能进行新控制(只有在Z 轴下降时进行气洗)0 0在换刀过程中停止加工用冷却剂1即使在换刀过程中也会排出用于加工冷却剂(K26#0=00 0锥度清洗和加工中所使用的冷却剂泵为1个1锥度清洗和加工中所使用的冷却剂泵为2个0主轴过热检测功能无效0 1主轴过热检测功能有效0 0电磁锁解除功能有效1电磁锁解除功能无效0 0(预留)1(预留)0 0(预留)K27.0K26.2K26.3K26.4K26.5K26.6K26.7K26.0K26.11(预留)0 0第4轴夹紧时的FIN 输出等待伺服关闭1第5轴夹紧时的FIN 输出不等待伺服关闭0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(用于调节)1(用于调节)0 0(预留)1(预留)0 0(预留)1(预留)0(预留)1(预留)0 0(预留)1(预留)K27.6K27.7K28.0K28.1K28.2K27.1K27.2K27.3K27.4K27.51(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0(预留)0 1(预留)0 0(预留)1(预留)(预留)(预留)0 0(预留)K29.2K29.3K28.4K28.5K28.6K28.7K29.0K29.1K28.31(预留)0 0(预留)1(预留)(预留)(预留)0 0(预留)1(预留)0 0第4轴DDR 控制中夹紧时全轴停止后进行伺服关断1第4轴DDR 控制中夹紧时全轴停止后不进行伺服关断0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0电源接通时将第4轴置于松开状态1电源接通时将第5轴置于夹紧状态0 0(预留)1(预留)K30.0K30.1K30.2K30.3K30.4K30.5K29.4K29.5K29.6K29.71(预留)0 0(预留)1(预留)0 0在使用刀具管理功能更换刀具时,不会自动地指令作为1在使用刀具管理功能更换刀具时,会自动地指令作为刀0 0在使用刀具管理功能更换刀具时,不会自动地指令作为1在使用刀具管理功能更换刀具时,会自动地指令作为刀0 0在使用刀具管理功能更换刀具时,不会自动地指令作为1在使用刀具管理功能更换刀具时,会自动地指令作为刀0 0在使用刀具管理功能更换刀具时,不会自动地指令作为1在使用刀具管理功能更换刀具时,会自动地指令作为刀0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)K31.4K31.5K31.6K30.6K30.7K31.0K31.1K31.2K31.31(预留)0 0(预留)1(预留)0 0快捷画面显示DDR 画面第4轴DDR 控制无效1快捷画面显示DDR 画面第4轴DDR 控制有效0 0在DDR260iB 控制中通过M70进行夹紧确认1在DDR260iB 控制中指令夹紧时进行夹紧确认0 0第4轴DDR 控制未使用DDR-T 1第5轴DDR 控制使用DDR-T 0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 01%快移倍率功能(M47)无效11%快移倍率功能(M47)有效0 0(预留)1(预留)K33.0K32.2K32.3K32.4K32.5K32.6K32.7K31.7K32.0K32.11(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0 0(预留)1(预留)0(根据机床规格在出厂时设定)0 1(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(根据机床规格在出厂时设定)(预留)K33.6K33.7K34.0K34.1K33.1K33.2K33.3K33.4K33.5(预留)(预留)(预留)0 0(根据机床规格在出厂时设定)1(根据机床规格在出厂时设定)(预留)(预留)(预留)(预留)(预留)(预留)0使用DD 电机的第4轴的分度控制无效1使用DD 电机的第4轴的分度控制效0在使用DD 电机的第4轴的分度控制中进行过热控制1在使用DD 电机的第4轴的分度控制中不进行过热控制0在使用DD 电机的第4轴的分度控制中夹紧信号不反转1在使用DD 电机的第5轴的分度控制中夹紧信号反转0在使用DD 电机的第6轴的分度控制中磁极位置检测无效1在使用DD 电机的第7轴的分度控制中磁极位置检测有效K50.2K50.3K34.4K34.5K34.6K34.7K50.0K50.1K34.2K34.30在使用DD 电机的第8轴的分度控制中4轴的超程有效1在使用DD 电机的第8轴的分度控制中5轴的超程无效0在使用DD 电机的第8轴的分度控制中不利用计时器进行1在使用DD 电机的第9轴的分度控制中利用计时器进行夹0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)0(预留)K51.0K51.1K51.2K51.3K51.4K50.4K50.5K50.6K50.71(预留)0(预留)1(预留)0(预留)1(预留)0DDR 高速定位功能无效1DDR 高速定位功能有效0ATC 改良顺序无效0 1ATC 改良顺序有效(预留)(预留)(预留)(预留)(预留)(预留)0 0通电时,不清除上次的电量消耗测量结果1通电时,清除上次的电量消耗测量结果0 0向存储卡输出电量消耗数据之后,将数据留在CNC 中1向存储卡输出电量消耗数据之后,清除数据K52.4K52.5K52.6K51.6K51.7K52.0K52.1K52.2K52.3K51.50 0不使用电量消耗监视1使用电量消耗监视(预留)(预留)(预留)(预留)(预留)(预留)返回第2参考点完成时LED 点亮返回第2参考点完成时LED 闪烁(预留)(预留)(预留)(预留)(预留)(预留)0 0不发出绝缘劣化检测功能的报警消息1发出绝缘劣化检测功能的报警消息0未使用机内灯选项(不显示软键)K53.2K53.3K53.4K53.5K53.6K53.7K52.7K53.0K53.11使用机内灯选项(显示软键)0机内灯为荧光灯1机内灯为LED 0未使用机内清洗冷却剂(不显示软键)1使用机内清洗冷却剂(显示软键)0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)0加工模式自定义功能无效0 1加工模式自定义功能有效0(预留)1(预留)K54.6K54.7K55.0K55.1K54.0K54.1K54.2K54.3K54.4K54.50(预留)1(预留)0 0刀具摇摆检测功能无效1刀具摇摆检测功能有效0 0刀具摇摆检测时的报警(EX1094,EX1095)有效1刀具摇摆检测时的报警(EX1094,EX1096)无效0 0刀具摇摆检测功能无效时,在指令M132/M133时发出报1刀具摇摆检测功能无效时,忽略M132/M133指令程序进0 0手动返回第2参考点功能无效1手动返回第2参考点功能有效0 0自定义PMC 外部接口功能的X-5轴返回参考点完成信号为1自定义PMC 外部接口功能的X-5轴返回参考点完成信号为0(预留)1(预留)0 0使用空气干燥器1未使用空气干燥器0 0自定义操作盘功能有效1自定义操作盘功能无效0(预留)K56.2K55.4K55.5K55.6K55.7K56.0K56.1K55.2K55.31(预留)0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)0(预留)1(预留)K56.7K57.0K57.1K57.2K57.3K57.4K56.3K56.4K56.5K56.60(预留)1(预留)0(预留)1(预留)0(预留)1(预留)地址标准值功能D0011警告级时 进给减速级数D02130警告级 用于计算的常数D04****破损级 用于计算的常数D0611破损级 用于计算的常数D080破损级 用于计算的常数D10****无负载级D120(用于调整)D140(用于调整)K57.6K57.7K57.5FANUC 31i 系统 D 参数汇总D16D18D20155进给减速 第0级倍率D22165进给减速 第1级倍率D24173进给减速 第2级倍率D26179进给减速 第3级倍率D28183进给减速 第4级倍率D30185进给减速 第5级倍率D32187进给减速 第6级倍率D34189进给减速 第7级倍率D36191进给减速 第8级倍率D38193进给减速 第9级倍率D40195进给减速 第10级倍率D420刀具松开时,不作为报警的刀库编号D443000中心贯穿冷却剂泵工作时间 监视周期D4696用于附加轴原点返回调整D48D50****X 轴快移铃型加/减速时间常数的T1(工作台载重量最大200kg 时)[CNC 参数No.1620X]D52****Y轴快移铃型加/减速时间常数的T1(工作台载重量最大200kg时)[CNC参数No.1620Y]D54****X轴快移铃型加/减速时间常数的T2(工作台载重量最大200kg时)[CNC参数No.1621X]D56****Y轴快移铃型加/减速时间常数的T2(工作台载重量最大200kg时)[CNC参数No.1621X]D58****X轴快移铃型加/减速时间常数的T1(工作台载重量最大100kg时)[CNC参数No.1620X]D60****Y轴快移铃型加/减速时间常数的T1(工作台载重量最大100kg时)[CNC参数No.1620Y]D62****X轴快移铃型加/减速时间常数的T2(工作台载重量最大100kg时)[CNC参数No.1621X]D64****Y轴快移铃型加/减速时间常数的T2(工作台载重量最大100kg时)[CNC参数No.1621X]D66****Z轴快移铃型加/减速时间常数的T1(刀具重量3kg 时)[CNC参数No.1620Z]D68****Z轴快移铃型加/减速时间常数的T2(刀具重量3kg 时)[CNC参数No.1621Z]Z轴快移铃型加/减速时间常数的T1(刀具重量2kgD70****时)[CNC参数No.1620Z]D72****Z轴快移铃型加/减速时间常数的T2(刀具重量2kg 时)[CNC参数No.1621Z]D74****X轴快移速度(工作台载重量最大200kg时)[CNC参数No.1420X:单位m/min]D76****Y轴快移速度(工作台载重量最大200kg时)[CNC参数No.1420Y:单位m/min]D78****X轴快移速度(工作台载重量最大100kg时)[CNC参数No.1420X:单位m/min]D80****Y轴快移速度(工作台载重量最大100kg时)[CNC参数No.1420Y:单位m/min]D82****Z轴快移速度(刀具重量3kg时)[CNC参数No.1420Z:单位m/min]D84****Z轴快移速度(刀具重量2kg时)[CNC参数No.1420Z:单位m/min]D86****X轴最佳扭矩加/减速的基准允许加速度(工作台载重量最大200kg时)[CNC参数No.1671X]D88****Y轴最佳扭矩加/减速的基准允许加速度(工作台载重量最大200kg时)[CNC参数No.1671Y]D90****X轴最佳扭矩加/减速的基准允许加速度(工作台载重量最大100kg时)[CNC参数No.1671X]D92****Y轴最佳扭矩加/减速的基准允许加速度(工作台载重量最大100kg时)[CNC参数No.1671Y]D94****Z轴最佳扭矩加/减速的基准允许加速度(刀具重量3kg时)[CNC参数No.1671Z]D96****Z轴最佳扭矩加/减速的基准允许加速度(刀具重量2kg时)[CNC参数No.1671Z]D98D138256第4轴DDR控制用(不到50kg)[CNC参数No.2021] D1401024第4轴DDR控制用(50kg以上)[CNC参数No.2021] D150DDR扭矩极限1D152DDR扭矩极限2D15425第4轴DDR控制用(夹紧时的扭矩极限)D160****X轴快移铃型加/减速时间常数的T1(工作台载重量最大300kg时)[CNC参数No.1620X]D162****Y轴快移铃型加/减速时间常数的T1(工作台载重量最大300kg时)[CNC参数No.1620Y]X轴快移铃型加/减速时间常数的T2(工作台载重量D164****最大300kg时)[CNC参数No.1621X]D166****Y轴快移铃型加/减速时间常数的T2(工作台载重量最大300kg时)[CNC参数No.1621Y]D168****X轴快移速度(工作台载重量最大300kg时)[CNC参数No.1420X:单位m/min]D170****Y轴快移速度(工作台载重量最大300kg时)[CNC参数No.1420Y:单位m/min]D172****X轴最佳扭矩加/减速的基准允许加速度(工作台载重量最大300kg时)[CNC参数No.1671X]D174****Y轴最佳扭矩加/减速的基准允许加速度(工作台载重量最大300kg时)[CNC参数No.1671Y]D226****X轴快移铃型加/减速时间常数的T1(工作台载重量最大250kg时)[CNC参数No.1620X]D228****Y轴快移铃型加/减速时间常数的T1(工作台载重量最大250kg时)[CNC参数No.1620Y]D230****X轴快移铃型加/减速时间常数的T2(工作台载重量最大250kg时)[CNC参数No.1621X]D232****Y轴快移铃型加/减速时间常数的T2(工作台载重量最大250kg时)[CNC参数No.1621Y]D234****X轴快移速度(工作台载重量最大250kg时)[CNC参数No.1420X:单位m/min]D236****Y轴快移速度(工作台载重量最大250kg时)[CNC参数No.1420Y:单位m/min]D238****X轴最佳扭矩加/减速的基准允许加速度(工作台载重量最大250kg时)[CNC参数No.1671X]D240****Y轴最佳扭矩加/减速的基准允许加速度(工作台载重量最大250kg时)[CNC参数No.1671Y]D514600润滑油集中润滑:供油间隔(时间) D516****润滑油集中润滑:供油间隔(距离) D5184润滑脂集中润滑:供油间隔(时间) D5201380润滑脂集中润滑:供油间隔(距离)D5220润滑油/润滑脂集中润滑:长期没有进行润滑时的反复润滑残留次数D524****润滑油集中润滑:反复润滑时的供油间隔(时间) D526****润滑脂集中润滑:反复润滑时的供油间隔(时间)D612****刚性攻丝的动作设定 [低速]的设定值[CNC参数No.11421]刚性攻丝的动作设定 [标准]的设定值[CNC参数D614****No.11421]D616****刚性攻丝的动作设定 [高速]的设定值[CNC参数No.11421]D6780高速主轴倍率第0级的倍率值D67930高速主轴倍率第1级的倍率值D68050高速主轴倍率第2级的倍率值D68180高速主轴倍率第3级的倍率值D682100高速主轴倍率第4级的倍率值D683120高速主轴倍率第5级的倍率值D684-106高速主轴倍率第6级的倍率值D685-55高速主轴倍率第7级的倍率值D8500T1的主轴锥形鼓风延长时间D8510T2的主轴锥形鼓风延长时间D8520T3的主轴锥形鼓风延长时间D8530T4的主轴锥形鼓风延长时间D8540T5的主轴锥形鼓风延长时间D8550T6的主轴锥形鼓风延长时间D8560T7的主轴锥形鼓风延长时间D8570T8的主轴锥形鼓风延长时间D8580T9的主轴锥形鼓风延长时间。
FANUC CNC (31iMB)架设数据服务器的设定

FANUC CNC 架设数据服务器的参数设定一、FTP通讯参数的设定1)I/O=5,(NO.20=5)2)按下“SYSTEM”键,然后按“+”软键,直到如下画面:3)按下“以太网”出现如下画面:之后按下“公共”键,MAC地址不需要输入数据,有CNC自动产生,在IP地址输入自定义的机床本地地址,形如“192.168.1.X”,X取值1~254,子网掩码输入“255.255.255.0”。
4)按下“FOCAS2”键,出现下列画面,并输入如下图所示的数据,不要改变:5)按下“数据服务器”,出现下列画面:一台机床最多可以连接四台主机,此处以主机1设定为例说明,其它设置类似。
一定要注意“主机名(IP地址)”的输入,此处IP地址指定了作为FTP服务器的远程计算机地址,一般设定为“192.168.1.X”,X取值0~255,。
在远程计算机的IP地址设定时,一定要和此处的IP地址保持一致,千万不能搞错。
端口号输入“21”,不能改变。
用户名可以随意,但是远程FTP服务器软件在创建用户时,一定要包涵这个用户名,否则机床在登录这个FTP服务器时将无法登录。
例如,此处用户名为“ANONYMOUS”,FTP服务器在创建用户时,一定要创建一个ANONYMOUS。
二)FTP工作方式的设定1)按下“数据服务器软键”后,按下“操作”软键,出现如下画面:按下“DS方式”键,出现如下画面:按下“存储方式”,在“方式”一栏出现“存储模式”。
采用“存储模式”,就是将远程FTP服务器上的零件程序传送到机床本地的CF卡上,然后在“DNC”方式下执行该程序,避免了工厂环境下因干扰严重而导致加工时的程序传送中断。
二)机床本地CF卡的格式化,这个步骤在第一次安装CF后是必须的,只需要进行一次,以后就不必进行这个工作。
按下“数据服务器”软键后,多次按下“+”键,直到出现下列画面:按下“DS格式”后,按下“操作”键,出现如下画面按下“CNC格式”后,跳出如下画面,选择“确定”键,格式化开始,直到结束。
fanuc铣台K参数含义

K 参数设置下表中的K 参数适用于PMC 的容量为24000 步的数控系统,这样的数控系统有0i-MC、18i-MB、21i-MB、31i-MA、0i-MD。
K10 0 转塔刀库K10 1 机械手刀库K10 2 斗笠刀库K10 3 主轴输出切换18I、21I系统诊断1125#4=0时31I系统诊断1271#0=0时K10 4 主轴输出切换18I、21I系统诊断1125#4=1时31I系统诊断1271#0=1时K10 5 山森手脉(非编码手脉)K10 6 日本东信手脉(编码手脉)K10 7 油雾收集器K11 0 VMC2180 减速箱K11 1 ZF 减速箱K11 2 X 负向回参考点K11 3 Y 负向回参考点K11 4 Z 负向回参考点K11 5 A 负向回参考点K11 6 油冷机K11 7 机械手刀库,定点换刀K12 0K12 1K12 2K12 3K12 4 4000 转输出切换,如αiI8/10000,αiI15/12000,αiI12/12000,K10.4=1 时设置K12 5 6000 转输出切换,如αiIT15/15000 K10.4=1 时设置K12 6 M02/M30 使操作门打开K12 7 光栅尺K13 0 无润滑压力低报警开关K13 1 内冷K13 2 无油冷机故障报警开关K13 3 M30 使机床断电K13 4 螺旋排屑器K13 5 链式排屑器K13 6 按门开按钮,主轴停,进给保持,辅助电机停止除润滑、液压、油冷、刀库、机械手以外的电机K13 7 冲屑K14 0 开门时辅助电机可以手动运转指外冷、内冷、气冷K14 1 倍率开关编码方式:格雷码K14 2 倍率开关编码方式:二进制码K14 3K14 4 Z 轴在位置开关3 内时,可循环启动K14 5 解除急停,油雾收集即运行K14 6 VMC0535 机床输入输出信号1165S,山森操作面板,CB104-CB107 的IOK14 7 VMC850 机床输入输出信号使用YZLJKB01F 面板,CE56-CE57 的IOK15 0 内冷或外冷启动的同时,油雾收集启动此时,不能用按钮控制油雾收集器K15 1 三森操作面板,且方式选择的输入输出为译码K15 2 斗笠刀库有REF 开关K15 3 水枪K15 4 VMC850 机床输入输出信号使用FANUC 标准操作面板,CB104-CB107 的IOK15 5 主轴处于定向状态才能松夹刀具K15 6 手动不可以使主轴旋转K15 7 机床锁住时,NC 程序中的主轴旋转指令使主轴旋转K16 0 有A轴K16 1 液压站用于主轴换档及松夹刀K16 2 液压站用于夹具的夹紧和松开K16 3 取消门开限制K16 4 气封主轴转速10000 转/分以上,有气封K16 5 液压站有风扇K16 6K16 7 手动主轴旋转,执行PMC 控制主轴K17 0 VMC850 机床输入输出信号使用FANUC 标准操作面板,CE56-CE57 的IO K17 1 内部气冷K17 2 工件测量K17 3 刀具测量K17 4 无刀库机床刀具号(补偿)及换刀K17 5 不使用主轴速度检测信号K17 6 由于“恒表面速度控制”导致无GR1O、GR2O 信号时,ZF减速箱换档 18I、21I 系统诊断1125#4=1时31I系统诊断1271#0=1时,K11.1=1之外,K17.6=1 K17 7 用面板选择手脉倍率K18 0 X 轴使能K18 1 Y 轴使能K18 2 Z 轴使能K18 3 A 轴使能K18 4 VMC850e 输入输出信号使用YZLJKB01F 操作面板,CE56-CE57 的IOK18 5 回参考点减速信号使用G196,而不是X9 参数3006.0=1,3003.5=0K18 6 1260B 输入输出信号使用VMC0535 图纸,FANUC标准操作面板(该部分使用VMC850 图纸),CB104-CB107的IOK18 7 Z 轴有机械抱闸K19 0 液压站温度报警开关为常闭温度不高时(不发出温度高报警时),开关是闭合的K19 1 液压站过滤器报警开关为常开K19 2 液压站液位低报警开关为常开K19 3 外冷水箱液位低开关为常开K19 4 油冷机故障报警开关为常开K19 5 刀库计数开关为常闭K19 6 刀库回原点开关为常闭K19 7 刀套垂直/刀库前进开关为常闭K20 0 刀套水平/刀库后退开关为常闭K20 1 机械手刹车开关为常闭K20 2 机械手扣刀信号为常闭K20 3 机械手原点信号为常闭K20 4 润滑液位低开关为常闭K20 5 润滑压力低开关为常闭K20 6 气源压力低开关为常开K20 7 工件松开开关为常闭K21 0 工件夹紧开关为常闭K21 1 低档到位开关为常闭K21 2 高档到位开关为常闭K21 3 转台松开到位开关为常闭K21 4 转台夹紧到位开关为常闭K21 5 夹刀到位开关为常闭K21 6 松刀到位开关为常闭K21 7 主轴箱松刀按钮为常闭K22 0 刀库内有32 个刀座K22 1 刀库内有20 个刀座K22 2 刀库内有24 个刀座K22 3 刀库内有16 个刀座K22 4K22 567K23 0K23 1K23 2 内冷堵塞开关为常开K23 3 无位置开关系统(F70.0,F70.1,F70.2)K23 4 标准打油(润滑)时间为7 秒TC500 VMC700 VMC850EK23 5 标准打油(润滑)时间为15 秒VMC850 VMC1000 VMC1100VMC1300 VMC1600K23 6 标准润滑压力建立时间5 秒TC500 VMC700 VMC850EK23 7 标准润滑压力建立时间12 秒VMC850 VMC1000 VMC1100VMC1300 VMC1600 K24 0 有液压站温度高反馈信号K24 1 有液压站过滤器堵塞反馈信号K24 2 有液压站内油位低反馈信号K24 3 有液压站风扇K24 4K24 5K24 6K24 7K25 0K25 1K25 2K25 4K25 5K25 6K25 7K26 0 V2 版原理图K26 1 0I-D 系统使用禁止区域功能时,0I-C与0I-D 的PMC 不同,0I-C使用P32,0I-D 使用P33K26 2K26 3K26 4K26 5K26 6 显示数据表控制表K26 7 解除对PLC 的保护K27 0K27 1K27 234567K28 0K28 1K28 2K28 3K28 4K28 5K28 6K28 7K29 0K29 1K29 2 X、Y、Z 三轴为绝对值编码器K29 3 无气源压力低报警开关K29 4 主轴箱有松刀按钮K29 5K29 6K29 7 解除对NC 参数的保护K30 0 1 号刀具为大刀具K30 1 3 号刀具为大刀具K30 2 5 号刀具为大刀具K30 3 7 号刀具为大刀具K30 4 9 号刀具为大刀具K30 5 11 号刀具为大刀具K30 7下表中的K 参数适用于PMC 的容量为5000(8000)步的数控系统,这样的数控系统有0i-MATE-MC、0i-MATE-MD。
FANUC31I 功能介绍

纳米平滑加工(2)
通常采用以10μm左右的容差用微小的直线段近似地编制自由曲面 形状的程序。纳米平滑加工,是依据近似的直线段程序创建多个内 插点。另外,由于CNC预读了多个程序段,可以从多段的内差点 中推测出期望(近似自由曲面)的平滑曲线。
版权所有 禁止非授权使用
NURBS插补(1)
版权所有 禁止非授权使用
五轴联动(3)
2. 倾斜面加工指令
在相对于工件的基准面上的倾斜面中加工孔或凹坑等形状时,如果能以固 定于该面的坐标系(称为“特性坐标系”)编程,程序就变得简单了。本功 能就是在“工件坐标系”上定义“特性坐标系”,然后在该坐标系编制程序。 步 骤是:
1. 先指令坐标系的旋转指令68.2,在倾斜面上建立“特征坐标系”; 2. 再指令G53.1,使刀具轴为Z轴,垂直于坐标平面。
版权所有 禁止非授权使用
图形复制(2)
• 平移复制
Xp-Yp平面(G17) : G72.2 P_ L_ I_ J_ ; Zp-Xp平面(G18) : G72.2 P_ L_ K_ I_ ; Yp-Zp平面(G19) : G72.2 P_ L_ J_ K_ ;
P : 子程序号 L : 重复次数 I : 沿Xp方向的位移量 J : 沿Yp方向的位移量 K : 沿Zp方向的位移量
G69 ; 取消三位坐标变换
Xp, Yp, Zp : 旋转中心位置(绝对) I, J, K : 旋转中心轴的方向 R : 旋转角度
三维坐标变换例(程序坐标系): 三维坐标变换可以执行两次。
每个X、Y、Z 或其平行轴
N1 G68 Xp x1 Yp y1 Zp z1 I i1 J j1 K k1 R α ; N2 G68 Xp x2 Yp y2 Zp z2 I i2 J j2 K k2 R β ; N3 :
法兰克加工中心K参数 FANUC i
法兰克加工中心K参数(FANUC 31i)K0.1=0 : 快速编辑器的上下光标,移动仅限于上下移动。
=1 : 快速编辑器的上下光标,在上下移动后移动到行的开头位置。
K0.2=0 : 工件坐标画面的自动设定为X,Y,轴=1 : 工件坐标画面的自动设定为X,Y,X,轴K0.3=0: 急停不关闭机内清洗冷却剂=1: 急停关闭机内清洗冷却剂K0.4=0: 刀具重量3KG=1: 刀具重量2KGK0.5=0: 诊断报警窗口自动显示功能无效=1: 诊断报警窗口自动显示功能有效K0.6=0: 简化NC系统画面的配置=1: 不简化NC系统画面的配置K0.7=0: 换刀后不重新启动冷却剂=1: 换刀后重新启动冷却剂K1.0=0: 刀具松开时报警=1: 刀具松开时不报警K1.1=0: 奇偶校验按偶数进行=1: 奇偶校验按奇数进行K1.2=0: 所有轴互锁信号OFF,不停止主轴转动=1: 所有轴互锁信号OFF,停止主轴转动K1.3=0: 程式保护状态下禁止转塔恢复动作=1: 程式保护状态下可执行转塔恢复动作K1.4=0: 接通电源时进行倍率值的初始化=1: 接通电源时不进行倍率值的初始化K1.6=0: 坐标/刀具补偿画面显示中,按下菜单按钮则切换画面=1: 坐标/刀具补偿画面显示中,即使按下菜单按钮也不切换画面K1.7=0: 按下复位键不停止主轴冷却剂=1: 按下复位键停止主轴冷却剂K2.6=0: 位置开关设定换刀允许区域=1: 位置开关设定换刀禁止区域K2.7=0: 换刀禁止区域设定功能无效=1: 换刀禁止区域设定功能有效K3.0=0: 主轴气洗为节能控制=1: 主轴气洗为常开K3.1=0: 自动激光测量实验用接口无效=1: 自动激光测量实验用接口有效K3.2=0: 不使用第四轴的夹紧/松开=1: 使用第四轴的夹紧/松开K3.3=0: 在第四轴松开过程中X、Y、Z、轴移动=1: 在第四轴松开过程中X、Y、Z、轴不移动K3.4=0: 中心贯穿冷却泵的ON/OFF控制=1: 中心贯穿冷却泵常开K3.5=0: 进行中心贯穿冷却泵自动控制有效=1: 进行中心贯穿冷却泵自动控制无效K4.3=0: 冷却液面降低时,只显示信息=1: 冷却液面降低时,循环结束时显示报警K4.4=0: 用M09关闭中心贯穿冷却剂、气洗=1: 用M24关闭中心贯穿冷却剂、气洗K4.5=0: 奇偶校正信号输出为a接点=1: 奇偶校正信号输出为b接点K4.6=0: 生产结束时显示操作信息=1: 生产结束时不显示操作信息K4.7=0: 不监视M代码的操作时间=1: 监视M代码的操作时间K6.0=0: M00下开门时显示信息=1: M00下开门时不显示信息K6.1=0: 显示开门时的操作消息=1: 不显示开门时的操作消息K6.2=0: 不自动停止报警输出2=1: 自动停止报警输出2K6.3=0: 不自动停止机内清洗冷、却剂=1: 自动停止机内清洗冷、却剂K6.4=0: 用菜单运转:1.换刀指定M06命令=1: 不用菜单运转:1.换刀指定M06命令K6.5=0: 循环开始信号检查功能无效=1: 循环开始信号检查功能有效K6.6=0: 遥控运转时不打开DMMC信号=1: 遥控运转时打开DMMC信号K6.7=0: 除手动方式以外的方式输出自动方式中信号,=1: 用自动方式输出自动方式中信号,K7.0=0: 运转停止状态时,暂停指示灯未点亮=1: 运转停止状态时,暂停指示灯点亮K7.1=0: 外部门控制信号除自动中外有效=1: 外部门控制信号经常有效K7.2=0: 遥控方式为遥控运转=1: 遥控方式为直接运转K7.3=0: 重新开始运转时不重新启动冷却剂、鼓风=1: 重新开始运转时重新启动冷却剂、鼓风K7.4=0: 循环结束时关闭M83输出=1: 循环结束时不关闭M83输出K7.5=0: 生产结束时M91/M92不停止运转=1: 生产结束时M91/M92停止运转K7.6=0: 开门不取消屏幕保护=1: 开门取消屏幕保护K7.7=0: 自动侧门调节功能无效(用于调节)=1: 自动侧门调节功能有效(用于调节)K8.0=0: 通过快捷画面设定打开或关闭机内灯=1: 通过外部信号打开或关闭机内灯K8.1=0: 用操作面板画面设定打开程序段跳跃功能=1: 用外部信号打开程序段跳跃功能K8.2=0: 操作面板上的刀具更换按钮有效。
法兰克加工中心K参数
法兰克加工中心K参数(F A N U C31i)=0:快速编辑器的上下光标,移动仅限于上下移动。
=1:快速编辑器的上下光标,在上下移动后移动到行的开头位置。
=0:工件坐标画面的自动设定为X,Y,轴=1:工件坐标画面的自动设定为X,Y,X,轴=0:急停不关闭机内清洗冷却剂=1:急停关闭机内清洗冷却剂=0:刀具重量3K G =1:刀具重量2K G=0:诊断报警窗口自动显示功能无效=1:诊断报警窗口自动显示功能有效=0:简化N C系统画面的配置=1:不简化N C系统画面的配置=0:换刀后不重新启动冷却剂=1:换刀后重新启动冷却剂=0:刀具松开时报警=1:刀具松开时不报警=0:奇偶校验按偶数进行=1:奇偶校验按奇数进行=0:所有轴互锁信号O F F,不停止主轴转动=1:所有轴互锁信号O F F,停止主轴转动=0:程式保护状态下禁止转塔恢复动作=1:程式保护状态下可执行转塔恢复动作=0:接通电源时进行倍率值的初始化=1:接通电源时不进行倍率值的初始化=0:坐标/刀具补偿画面显示中,按下菜单按钮则切换画面=1:坐标/刀具补偿画面显示中,即使按下菜单按钮也不切换画面=0:按下复位键不停止主轴冷却剂=1:按下复位键停止主轴冷却剂=0:位置开关设定换刀允许区域=1:位置开关设定换刀禁止区域=0:换刀禁止区域设定功能无效=1:换刀禁止区域设定功能有效=0:主轴气洗为节能控制=1:主轴气洗为常开=0:自动激光测量实验用接口无效=1:自动激光测量实验用接口有效=0:不使用第四轴的夹紧/松开=1:使用第四轴的夹紧/松开=0:在第四轴松开过程中X、Y、Z、轴移动=1:在第四轴松开过程中X、Y、Z、轴不移动=0:中心贯穿冷却泵的O N/O F F控制=1:中心贯穿冷却泵常开=0:进行中心贯穿冷却泵自动控制有效=1:进行中心贯穿冷却泵自动控制无效=0:冷却液面降低时,只显示信息=1:冷却液面降低时,循环结束时显示报警=0:用M09关闭中心贯穿冷却剂、气洗=1:用M24关闭中心贯穿冷却剂、气洗=0:奇偶校正信号输出为a接点=1:奇偶校正信号输出为b接点=0:生产结束时显示操作信息=1:生产结束时不显示操作信息=0:不监视M代码的操作时间=1:监视M代码的操作时间=0:M00下开门时显示信息=1:M00下开门时不显示信息=0:显示开门时的操作消息=1:不显示开门时的操作消息=0:不自动停止报警输出 2 =1:自动停止报警输出 2=0:不自动停止机内清洗冷、却剂=1:自动停止机内清洗冷、却剂=0:用菜单运转:1.换刀指定M06命令=1:不用菜单运转:1.换刀指定M06命令=0:循环开始信号检查功能无效=1:循环开始信号检查功能有效=0:遥控运转时不打开D M M C信号=1:遥控运转时打开D M M C信号=0:除手动方式以外的方式输出自动方式中信号,=1:用自动方式输出自动方式中信号,=0:运转停止状态时,暂停指示灯未点亮=1:运转停止状态时,暂停指示灯点亮=0:外部门控制信号除自动中外有效=1:外部门控制信号经常有效=0:遥控方式为遥控运转=1:遥控方式为直接运转=0:重新开始运转时不重新启动冷却剂、鼓风=1:重新开始运转时重新启动冷却剂、鼓风=0:循环结束时关闭M83输出=1:循环结束时不关闭M83输出=0:生产结束时M91/M92不停止运转=1:生产结束时M91/M92停止运转=0:开门不取消屏幕保护=1:开门取消屏幕保护=0:自动侧门调节功能无效(用于调节)=1:自动侧门调节功能有效(用于调节)=0:通过快捷画面设定打开或关闭机内灯=1:通过外部信号打开或关闭机内灯=0:用操作面板画面设定打开程序段跳跃功能=1:用外部信号打开程序段跳跃功能=0:操作面板上的刀具更换按钮有效。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
法兰克加工中心K参数(FANUC 31i)K0.1=0 : 快速编辑器的上下光标,移动仅限于上下移动。
=1 : 快速编辑器的上下光标,在上下移动后移动到行的开头位置。
K0.2=0 : 工件坐标画面的自动设定为X,Y,轴=1 : 工件坐标画面的自动设定为X,Y,X,轴K0.3=0: 急停不关闭机内清洗冷却剂=1: 急停关闭机内清洗冷却剂K0.4=0: 刀具重量3KG=1: 刀具重量2KGK0.5=0: 诊断报警窗口自动显示功能无效=1: 诊断报警窗口自动显示功能有效K0.6=0: 简化NC系统画面的配置=1: 不简化NC系统画面的配置K0.7=0: 换刀后不重新启动冷却剂=1: 换刀后重新启动冷却剂K1.0=0: 刀具松开时报警=1: 刀具松开时不报警K1.1=0: 奇偶校验按偶数进行=1: 奇偶校验按奇数进行K1.2=0: 所有轴互锁信号OFF,不停止主轴转动=1: 所有轴互锁信号OFF,停止主轴转动K1.3=0: 程式保护状态下禁止转塔恢复动作=1: 程式保护状态下可执行转塔恢复动作K1.4=0: 接通电源时进行倍率值的初始化=1: 接通电源时不进行倍率值的初始化K1.6=0: 坐标/刀具补偿画面显示中,按下菜单按钮则切换画面=1: 坐标/刀具补偿画面显示中,即使按下菜单按钮也不切换画面K1.7=0: 按下复位键不停止主轴冷却剂=1: 按下复位键停止主轴冷却剂K2.6=0: 位置开关设定换刀允许区域=1: 位置开关设定换刀禁止区域K2.7=0: 换刀禁止区域设定功能无效=1: 换刀禁止区域设定功能有效K3.0=0: 主轴气洗为节能控制=1: 主轴气洗为常开K3.1=0: 自动激光测量实验用接口无效=1: 自动激光测量实验用接口有效K3.2=0: 不使用第四轴的夹紧/松开=1: 使用第四轴的夹紧/松开K3.3=0: 在第四轴松开过程中X、Y、Z、轴移动=1: 在第四轴松开过程中X、Y、Z、轴不移动K3.4=0: 中心贯穿冷却泵的ON/OFF控制=1: 中心贯穿冷却泵常开K3.5=0: 进行中心贯穿冷却泵自动控制有效=1: 进行中心贯穿冷却泵自动控制无效K4.3=0: 冷却液面降低时,只显示信息=1: 冷却液面降低时,循环结束时显示报警K4.4=0: 用M09关闭中心贯穿冷却剂、气洗=1: 用M24关闭中心贯穿冷却剂、气洗K4.5=0: 奇偶校正信号输出为a接点=1: 奇偶校正信号输出为b接点K4.6=0: 生产结束时显示操作信息=1: 生产结束时不显示操作信息K4.7=0: 不监视M代码的操作时间=1: 监视M代码的操作时间K6.0=0: M00下开门时显示信息=1: M00下开门时不显示信息K6.1=0: 显示开门时的操作消息=1: 不显示开门时的操作消息K6.2=0: 不自动停止报警输出2=1: 自动停止报警输出2K6.3=0: 不自动停止机内清洗冷、却剂=1: 自动停止机内清洗冷、却剂K6.4=0: 用菜单运转:1.换刀指定M06命令=1: 不用菜单运转:1.换刀指定M06命令K6.5=0: 循环开始信号检查功能无效=1: 循环开始信号检查功能有效K6.6=0: 遥控运转时不打开DMMC信号=1: 遥控运转时打开DMMC信号K6.7=0: 除手动方式以外的方式输出自动方式中信号,=1: 用自动方式输出自动方式中信号,K7.0=0: 运转停止状态时,暂停指示灯未点亮=1: 运转停止状态时,暂停指示灯点亮K7.1=0: 外部门控制信号除自动中外有效=1: 外部门控制信号经常有效K7.2=0: 遥控方式为遥控运转=1: 遥控方式为直接运转K7.3=0: 重新开始运转时不重新启动冷却剂、鼓风=1: 重新开始运转时重新启动冷却剂、鼓风K7.4=0: 循环结束时关闭M83输出=1: 循环结束时不关闭M83输出K7.5=0: 生产结束时M91/M92不停止运转=1: 生产结束时M91/M92停止运转K7.6=0: 开门不取消屏幕保护=1: 开门取消屏幕保护K7.7=0: 自动侧门调节功能无效(用于调节)=1: 自动侧门调节功能有效(用于调节)K8.0=0: 通过快捷画面设定打开或关闭机内灯=1: 通过外部信号打开或关闭机内灯K8.1=0: 用操作面板画面设定打开程序段跳跃功能=1: 用外部信号打开程序段跳跃功能K8.2=0: 操作面板上的刀具更换按钮有效。
=1: 操作面板上的刀具更换按钮无效。
K8.3=0: 通过操作面板打开单程序段功能=1: 用外部信号打开单程序段功能K8.4=0: 通过操作面板打开试运行功能=1: 用外部信号打开试运行功能K8.5=0: 不使用F1位进给=1: 使用F1位进给K8.6=0: 复位时关闭告警级别、破损级别检测输出=1: 复位、换刀时关闭告警级别、破损级别检测输出K8.7=0: 使用AI刀具监控器告警级别检测、破损级别检测输出有效=1: 与AI刀具监控器无关、告警级别检测、破损级别检测输出有效K9.0=0: 在定期保养画面上、不允许保养间隔的变更=1: 在定期保养画面上、允许保养间隔的变更K9.1=0: 确认预告信息后重新接通电源时、不显示预告信息=1: 确认预告信息后重新接通电源时、显示预告信息K9.2=0: 允许切换到定期维护用户自定义画面=1: 禁止切换到定期维护用户自定义画面K10.0=0: 硬拷贝功能无效=1: 硬拷贝功能有效K10.1=0: 用于调节=1: 用于调节K10.2=0: 用于调节=1: 用于调节K10.3=0: 灯检查功能OFF=1: 灯检查功能ONK11.0=0: 转塔调节方式无效=1: 转塔调节方式有效K11.1=0: 单程序段运转停止时不解除门锁=1: 单程序段运转停止时解除门锁K11.2=0: 自动开关门按钮有效而与运转方式无关=1: 只在手动方式时自动开关门按钮有效K11.3=0: 门锁解除时允许主轴旋转=1: 门锁解除时禁止主轴旋转K11.4=0: 安装特殊刀具时允许主轴定向=1: 安装特殊刀具时禁止主轴定向K11.7=0: MOO、MOI不解除门锁=1: MOO、MOI解除门锁K12.0=0: 气压降低信号为常开=1: 气压降低信号为常闭K12.3=0: 使用第四轴的分离超程功能=1: 不使用第四轴的分离超程功能K12.5=0: 油面信号为常开=1: 油面信号为常闭K12.6=0: M02、M30不解除门锁=1: M02、M30解除门锁K12.7=0: 门锁控制A=1: 门锁控制BK13.1=0: 自动关门过程中不打开启动按钮和自动运转中信号=1: 自动关门过程中打开启动按钮和自动运转中信号K13.2=0: 松开启动按钮时自动门关闭=1: 按下启动按钮时自动门关闭K13.3=0: 主轴软启动无效=1: 主轴软启动有效K14.0=0: 允许自定义PMC编辑=1: 禁止自定义PMC编辑K14.1=0: 自定义PMC功能不控制主轴和切削进给倍率=1: 自定义PMC功能控制主轴和切削进给倍率K14.2=0: SI8.0在MEM方式/遥控方式时ON=1: SI8.0在MEM方式时ONK14.3=0: 附加轴夹紧控制信号为标准=1: 附加轴夹紧控制信号按自定义PMC分配K14.4=0: 自定义PMC功能不控制机内清洗冷却剂=1: 自定义PMC功能控制机内清洗冷却剂K14.5=0: 自定义PMC功能不进行轴互锁控制=1: 自定义PMC功能进行轴互锁控制K14.6=0: 自定义PMC功能不进行急停控制=1: 自定义PMC功能进行急停控制K14.7=0: 自定义PMC功能不进行进给保持控制=1: 自定义PMC功能进行进给保持控制K15.7=0: 不使用自定义PMC功能=1: 使用自定义PMC功能K16.0=0: 操作面板无效功能无效=1: 操作面板无效功能有效(锁面板)K16.1=0: 操作面板无效状态时、M01停止按钮无效=1: 操作面板无效状态时、M01停止按钮有效K16.2=0: 操作面板无效状态时、门开闭按钮无效=1: 操作面板无效状态时、门开闭按钮有效K16.3=0: 操作面板无效状态时、取消主轴旋转和冷却剂=1: 操作面板无效状态时、不取消主轴旋转和冷却剂K16.4=0: 操作面板无效状态时、跳跃按钮无效=1: 操作面板无效状态时、跳跃按钮有效K17.2=0: Renishaw制接触式测头控制无效=1: Renishaw制接触式测头控制有效K22.0=0: 高速主轴接口功能无效=1: 高速主轴接口功能有效K22.1=0: 高速主轴电缆为有线方式=1: 高速主轴电缆为自动拆装方式K22.2=0: 高速主轴电缆倍率功能无效=1: 高速主轴电缆倍率功能有效K22.6=0: 菜单运行画面的换刀中不可选择换刀位置=1: 菜单运行画面的换刀中可以选择换刀位置K22.7=0: 快速编辑器的程序一览显示不按名称顺序显示程序=1: 快速编辑器的程序一览显示按名称顺序显示程序K23.0=0: Renishaw公司制的接触式测头为MP12=1: Renishaw公司制的接触式测头为MP40K23.1=0: 门打开时无条件的取消机内灯得节能控制=1: 门打开时在手动方式时取消机内灯得节能控制K23.2=0: 在试运行、单独运转方式和柜门打开时机内灯的节能控制不起作用=1: 在试运行、单独运转方式和柜门打开时机内灯的节能控制起作用K23.4=0: 集中润滑泵节能控制无效=1: 集中润滑泵节能控制有效K24.1=0: 在循环停止时M61不起作用=1: 在循环停止时M61起作用K26.4=0: 在换刀过程中停止加工用冷却剂=1: 即使在换刀过程中也会排出用于加工的冷却剂(K26.0=0且K0.7=1时有效)K26.5=0: 锥度清洗和加工中所使用的冷却剂泵为1个=1: 锥度清洗和加工中所使用的冷却剂泵为2个K26.6=0: 主轴过热检测功能无效=1: 主轴过热检测功能有效K26.7=0: 电磁锁解除功能有效=1: 电磁锁解除功能无效K27.2=0: 第四轴夹紧时的FIN输出等待伺服关闭=1: 第四轴夹紧时的FIN输出不等待伺服关闭K30.4=0: 电源接通时将第四轴置于松开状态=1: 电源接通时将第四轴置于夹紧状态K31.0=0: 在使用刀具管理功能更换刀具时、不会自动的指令作为刀具管理数据而被设定的S=1: 在使用刀具管理功能更换刀具时、会自动的指令作为刀具管理数据而被设定的SK31.1=0: 在使用刀具管理功能更换刀具时、不会自动的指令作为刀具管理数据而被设定的F=1: 在使用刀具管理功能更换刀具时、会自动的指令作为刀具管理数据而被设定的FK31.2=0: 在使用刀具管理功能更换刀具时、不会自动的指令作为刀具管理数据而被设定的H=1: 在使用刀具管理功能更换刀具时、会自动的指令作为刀具管理数据而被设定的HK31.3=0: 在使用刀具管理功能更换刀具时、不会自动的指令作为刀具管理数据而被设定的D=1: 在使用刀具管理功能更换刀。