现场管理六要素:5M1E分析法
5M1E管理分析法
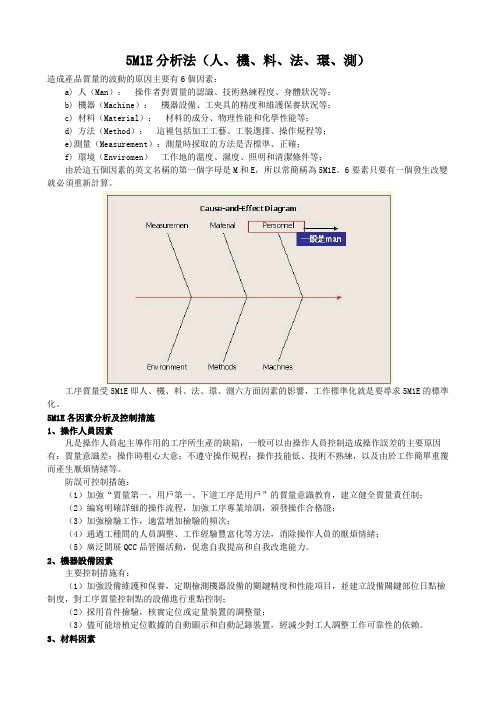
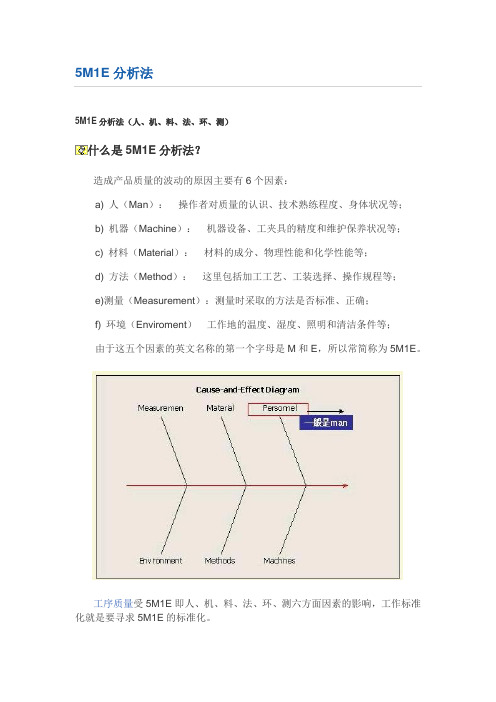
5M1E分析法(人、機、料、法、環、測)造成產品質量的波動的原因主要有6個因素:a) 人(Man):操作者對質量的認識、技術熟練程度、身體狀況等;b) 機器(Machine):機器設備、工夾具的精度和維護保養狀況等;c) 材料(Material):材料的成分、物理性能和化學性能等;d) 方法(Method):這裡包括加工工藝、工裝選擇、操作規程等;e)測量(Measurement):測量時採取的方法是否標準、正確;f) 環境(Enviromen)工作地的溫度、濕度、照明和清潔條件等;由於這五個因素的英文名稱的第一個字母是M和E,所以常簡稱為5M1E。
6要素只要有一個發生改變就必須重新計算。
工序質量受5M1E即人、機、料、法、環、測六方面因素的影響,工作標準化就是要尋求5M1E的標準化。
5M1E各因素分析及控制措施1、操作人員因素凡是操作人員起主導作用的工序所生產的缺陷,一般可以由操作人員控制造成操作誤差的主要原因有:質量意識差;操作時粗心大意;不遵守操作規程;操作技能低、技術不熟練,以及由於工作簡單重覆而產生厭煩情緒等。
防誤可控制措施:(1)加強“質量第一、用戶第一、下道工序是用戶”的質量意識教育,建立健全質量責任制;(2)編寫明確詳細的操作流程,加強工序專業培訓,頒發操作合格證;(3)加強檢驗工作,適當增加檢驗的頻次;(4)通過工種間的人員調整、工作經驗豐富化等方法,消除操作人員的厭煩情緒;(5)廣泛開展QCC品管圈活動,促進自我提高和自我改進能力。
2、機器設備因素主要控制措施有:(1)加強設備維護和保養,定期檢測機器設備的關鍵精度和性能項目,並建立設備關鍵部位日點檢制度,對工序質量控制點的設備進行重點控制;(2)採用首件檢驗,核實定位或定量裝置的調整量;(3)儘可能培植定位數據的自動顯示和自動記錄裝置,經減少對工人調整工作可靠性的依賴。
3、材料因素主要控制措施有(1)在原材料採購合同中明確規定質量要求;(2)加強原材料的進廠檢驗和廠內自製零部件的工序和成品檢驗;(3)合理選擇供應商(包括“外協廠”);(4)搞好協作廠間的協作關係,督促、幫助供應商做好質量控制和質量保證工作。
纯干干货:5M1E(人、机、料、法、环)管理内容

纯干干货:5M1E(人、机、料、法、环)管理内容第一部分:人员1.定义人机料法环是对全面质量管理理论中的五个影响产品质量的主要因素的简称。
“5M”:人员(Man)、机器(Machine)、物料(Material)、方法(Method)、测量(Measurement)“1E”:环境(Environment)人:指制造产品的人员;机:指制造产品所用的设备;料:指制造产品所使用的原材料;法:指制造产品所使用的方法;环:指产品制造过程中所处的环境;测:指测量时采取的方法。
(有些讲义中不包含测量这项)2.五大要素(1)人员5M与1E它们构成了工厂的“六大要素”,但这六大要素论中,人是处于中心位置和驾驶地位的,就像行驶的汽车一样,汽车的四只轮子及备胎是“机”、“料”、“法”、“环”、“测”五个要素,驾驶员这个“人”的要素才是主要的。
一个工厂如果机器、物料、加工产品的方法也好,并且周围环境也适合生产,但这个工厂没有员工的话,那他还是没法进行生产。
(2)人本原理“质量管理,以人为本,只有不断提高人的质量,才能不断提高活动或过程质量、产品质量、组织质量、体系质量及其组合的实体质量”这就是人本原理;只有良好素质、专业技能过硬的员工去操作机器,按合理的比例对原材料进行配置,按规定的程序去生产,并在生产过程中减少对环境的影响,公司才能良性的发展;(3)公司各级人员及其应具备的素质a.领导层①最主要的是长远发展眼光,能正确制定发展战略方针(敏锐的市场洞察能力和判断能力)②具备领导能力(带领团队向着一个共同的任务目标不断努力以至达到这个目标的过程)③沟通能力,从善如留(与下属的交流)④决策能力b.中间管理层①最主要的是领导能力和沟通能力(处于中间阶层,上下沟通协调)②还应具备一定的专业技术能力,能很好的指导工作。
③执行能力(很好的传达最高领导层的战略方针,并能够组织人员、设备、物料运用一定的方法进行生产)④组织能力c.基层管理层①最主要的是专业技术能力要强,能带领员工进行实际操作。
如何正确理解“5M1E”管理方法
如何正确理解“5M1E”法
在制造行业工作的朋友一定会接触,并且很熟悉5M1E法,这个方法是我们解决现场质量问题的首选途径,问题发生后通过组织相关人员进行“人、机、料、法、环、测”的分析,可以很快挖掘出可能导致问题发生的各种因素,识别出主要原因和次要原因,进而有针对性的进行改善,标准化,纳入日常监督管理,确保问题不再重复发生。
“人、机、料、法、环、测”这6个因素是导致现场工作、工序和产品质量产生波动的主要原因,正确理解和运用好5M1E法,是解决现场质量问题的金科玉律。
然而虽然这个方法很基础,使用起来也很普通,但是是否已经真正理解了5M1E的概念,能够正确应用5M1E法,我相信糊里糊涂的还是有不少。
今天我把5M1E法概念和如何应用初步进行了梳理,希望分享给有需要的朋友。
.
.
.
.
.
5M1E法实施时可以使用鱼骨图,参考如下:
.。
5M1E分析法
5M1E分析法(5M1E分析法:人、机、料、法、环、测) 造成产品质量的波动的原因主要有6个因素: a) 人(Man/Manpower): 操作者对质量的认识、技术熟练程度、身体状况等; b) 机器(Machine): 机器设备、工夹具的精度和维护保养状况等; c) 材料(Material): 材料的成分、物理性能和化学性能等; d) 方法(Method): 这里包括加工工艺、工装选择、操作规程等; e)测量(Measurement):测量时采取的方法是否标准、正确; f) 环境(Enviromen) 工作地的温度、湿度、照明和清洁条件等; 由于这五个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
6要素只要有一个发生改变就必须重新计算。
5M1E各因素分析及控制措施 一、操作人员因素 凡是操作人员起主导作用的工序所生产的缺陷,一般可以由操作人员控制,造成操作误差的主要原因有:质量意识差;操作时粗心大意;不遵守操作规程;操作技能低、技术不熟练,以及由于工作简单重复而产生厌烦情绪等。
防误可控制措施: (1)加强“质量第一、用户第一、下道工序是用户”的质量意识教育,建立健全质量责任制; (2)编写明确详细的操作流程,加强工序专业培训,颁发操作合格证; (3)加强检验工作,适当增加检验的频次; (4)通过工种间的人员调整、工作经验丰富化等方法,消除操作人员的厌烦情绪;(5)广泛开展QCC品管圈活动,促进自我提高和自我改进能力。
人员管理十问1.属于什么性格?2.工作热情如何?3.有解决问题的意识吗?4.工作责任心如何?5.操作经验够吗?6.是否还需要培训?7.是否适合于该工作?8.有没有更合适的工作?9.人际关系如何?10.身体健康吗? 二、机器设备因素 主要控制措施有: (1)加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制; (2)采用首件检验,核实定位或定量装置的调整量; (3)尽可能培植定位数据的自动显示和自动记录装置,经减少对工人调整工作可靠性的依赖。
现场管理中5M1E的应用

一、产品质量特性波动某个员工,用同一批原材料在同一台设备机器上所生产出来的同一种零件,其质量特性值不会完全一样,这就是我们通常所说的产品质量特性值的波动现象。
这种现象反映了产品质量具有“波动性”特点。
那人员不同、材料批次不同、设备不同呢?质量波动会不会更大?造成产品质量的波动的原因主要有六个因素:人(Man)、机器(Machine)、材料(Material)、方法(Method)、测量(Measurement)/环境(Environment)。
这也是工业制造企业管理中所讲的六要素。
由于这六个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
在现场管理中,这六个要素需要现场的管理者、班组长和关键岗位员工特别注意。
人、机、料、法、环、测的六项分析不是独立的,是你中有我,我中有你。
六要素只要有一个发生改变就必须重新计算。
二、5M1E各因素分析及控制措施1. 人的分析① 技能问题?② 制度是否影响人的工作?③ 是选人的问题?④ 是培训不够吗?⑤ 是人员对公司心猿意马吗?⑥有责任人吗?人是生产管理中最大的难点,也是目前所有管理理论中讨论的重点,围绕着"人"的因素,不同的企业有不同的管理方法。
可采取的控制措施:① 加强“质量第一、用户第一、下道工序是用户”的质量意识教育,建立健全质量责任制;② 编写明确详细的操作流程,加强工序专业培训,颁发操作合格证;③ 加强检验工作,适当增加检验的频次;④ 通过工种间的人员调整、工作经验丰富化等方法,消除操作人员的厌烦情绪;⑤ 广泛开展QCC品管圈活动,促进自我提高和自我改进能力。
2. 机的分析① 选型对吗?② 保养问题吗?③ 给机器的配套对应吗?④ 做机器的人对吗?机器的操作方法对吗?机器放的环境适应吗?“机”指生产中所使用的设备、工具等辅助生产用具。
生产中,设备是否正常运作,工具的好坏都是影响生产进度、产品质量的又一要素。
好的设备能提高生产效率,提高产品质量。
人机料法环测(5M1E),企业管理法宝!(已上传文库)

一、产品质量特性波动某个员工,用同一批原材料在同一台设备机器上所生产出来的同一种零件,其质量特性值不会完全一样,这就是我们通常所说的产品质量特性值有波动现象。
这种现象反映了产品质量具有“波动性”特点。
那人员不同、材料批次不同、设备不同呢?质量波动会不会更大?造成产品质量的波动的原因主要有六个因素:人、机器、材料、方法、环境、测量。
由于这六个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
六要素只要有一个发生改变就必须重新计算。
现场管理中,这六个方面需要现场的管理者、班组长、关键岗位员工特别注意,也是工业制造企业管理中所讲的六要素。
人、机、料、法、环、测的六项分析不是独立的,是你中有我、我中有你。
二、5M1E各因素分析及控制措施1.人(Man)的分析操作者对质量的认识、技术熟练程度、身体状况等;凡是操作人员起主导作用的工序所生产的缺陷,一般可以由操作人员控制造成操作误差的主要原因有:a)质量意识差;b)操作时粗心大意;c)不遵守操作规程;d)操作技能低、技术不熟练;e)由于工作比较简单和重重复复,而产生厌烦情绪等。
人是生产管理中最大的难点,也是目前所有企业管理中的重点,围绕着"人"的因素,不同的企业有不同的管理方法。
人的性格特点不尽相同,其工作效率,工作态度,以及对产品质量的理解就不一样。
有的人温和,做事慢,仔细,对待事情认真;有的人性格急躁,做事只讲效率,缺乏质量意识,但工作效率高。
作为企业的领导者,你就不能用同样的态度或方法去领导所有人。
应当区别对待(公平的前提下),对不同性格的人用不同的方法,使他们能"人尽其才"。
发掘性格特点的优势,削弱性格特点的劣势,就是要你能善于用人。
如何提高生产效率,首先从现有的人员中去发掘,尽可能的发挥他们的特点,激发员工的工作热情,提高其工作的积极性。
人力资源课程就是专门研究如何提高员工在单位时间内工效、如何激发员工工作热情的一门科学。
质量管理方法:5M1E分析法
质量管理方法:5M1E分析法什么是5M1E分析法?造成产品质量的波动的原因主要有6个因素:a) 人(Man):操作者对质量的熟悉、技术娴熟程度、身体状况等;b) 机器(Machine):机器设备、工夹具的精度和维护保养状况等;c) 材料(Material):材料的成分、物理性能和化学性能等;d) 方法(Method):这里包括加工工艺、工装选择、操作规程等;e)测量(Measurement):测量时采取的方法是否标准、正确;f) 环境(Environment)工作地的温度、湿度、照明和清洁条件等;由于这五个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
6要素只要有一个发生转变就必需重新计算。
工序质量受5M1E即人、机、料、法、环、测六方面因素的影响,工作标准化就是要寻求5M1E的标准化。
5M1E各因素分析及掌握措施1、操作人员因素凡是操作人员起主导作用的工序所生产的缺陷,一般可以由操作人员掌握造成操作误差的主要原因有:质量意识差;操作时马虎大意;不遵守操作规程;操作技能低、技术不娴熟,以及由于工作简洁重复而产生厌烦心情等。
防误可掌握措施:(1)加强“质量第一、用户第一、下道工序是用户”的质量意识教育,建立健全质量责任制;(2)编写明确具体的操作流程,加强工序专业培训,颁发操作合格证;(3)加强检验工作,适当增加检验的频次;(4)通过工种间的人员调整、工作经验丰富化等方法,消退操作人员的厌烦心情;(5)广泛开展QCC品管圈活动,促进自我提高和自我改进能力。
2、机器设备因素主要掌握措施有:(1)加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量掌握点的设备进行重点掌握;(2)采用首件检验,核实定位或定量装置的调整量;(3)尽可能培植定位数据的自动显示和自动记录装置,经削减对工人调整工作牢靠性的依靠。
3、材料因素主要掌握措施有(1)在原材料选购合同中明确规定质量要求;(2)加强原材料的进厂检验和厂内自制零部件的工序和成品检验;(3)合理选择供应商(包括“外协厂”);(4)搞好协作厂间的协作关系,督促、帮助供应商做好质量掌握和质量保证工作。
5M1E分析法

5M1E分析法5M1E分析法5M1E分析法(人、机、料、法、环、测)造成产品质量的波动的原因主要有6个因素:a) 人(Man/Manpower):操作者对质量的认识、技术熟练程度、身体状况等;b) 机器(Machine):机器设备、工夹具的精度和维护保养状况等;c) 材料(Material):材料的成分、物理性能和化学性能等;d) 方法(Method):这里包括加工工艺、工装选择、操作规程等;e)测量(Measurement):测量时采取的方法是否标准、正确;f) 环境(Environment)工作地的温度、湿度、照明和清洁条件等;由于这五个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
6要素只要有一个发生改变就必须重新计算。
5M1E各因素分析及控制措施1、操作人员因素凡是操作人员起主导作用的工序所生产的缺陷,一般可以由操作人员控制造成操作误差的主要原因有:质量意识差;操作时粗心大意;不遵守操作规程;操作技能低、技术不熟练,以及由于工作简单重复而产生厌烦情绪等。
防误可控制措施:(1)加强“质量第一、用户第一、下道工序是用户”的质量意识教育,建立健全质量责任制;(2)编写明确详细的操作流程,加强工序专业培训,颁发操作合格证;(3)加强检验工作,适当增加检验的频次;(4)通过工种间的人员调整、工作经验丰富化等方法,消除操作人员的厌烦情绪;(5)广泛开展QCC品管圈活动,促进自我提高和自我改进能力。
2、机器设备因素主要控制措施有:(1)加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制;(2)采用首件检验,核实定位或定量装置的调整量;(3)尽可能培植定位数据的自动显示和自动记录装置,经减少对工人调整工作可靠性的依赖。
3、材料因素主要控制措施有(1)在原材料采购合同中明确规定质量要求;(2)加强原材料的进厂检验和厂内自制零部件的工序和成品检验;(3)合理选择供应商(包括“外协厂”);(4)搞好协作厂间的协作关系,督促、帮助供应商做好质量控制和质量保证工作。
5M1E分析法
5M1E分析法5M1E分析法(人、机、料、法、环、测)什么是5M1E分析法?造成产品质量的波动的原因主要有6个因素:a) 人(Man):操作者对质量的认识、技术熟练程度、身体状况等;b) 机器(Machine):机器设备、工夹具的精度和维护保养状况等;c) 材料(Material):材料的成分、物理性能和化学性能等;d) 方法(Method):这里包括加工工艺、工装选择、操作规程等;e)测量(Measurement):测量时采取的方法是否标准、正确;f) 环境(Enviroment)工作地的温度、湿度、照明和清洁条件等;由于这五个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
工序质量受5M1E即人、机、料、法、环、测六方面因素的影响,工作标准化就是要寻求5M1E的标准化。
5M1E各因素分析及控制措施1、操作人员因素凡是操作人员起主导作用的工序所生产的缺陷,一般可以由操作人员控制造成操作误差的主要原因有:质量意识差;操作时粗心大意;不遵守操作规程;操作技能低、技术不熟练,以及由于工作简单重复而产生厌烦情绪等。
防误可控制措施:(1)加强“质量第一、用户第一、下道工序是用户”的质量意识教育,建立健全质量责任制;(2)编写明确详细的操作流程,加强工序专业培训,颁发操作合格证;(3)加强检验工作,适当增加检验的频次;(4)通过工种间的人员调整、工作经验丰富化等方法,消除操作人员的厌烦情绪;(5)广泛开展QCC品管圈活动,促进自我提高和自我改进能力。
2、机器设备因素主要控制措施有:(1)加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制;(2)采用首件检验,核实定位或定量装置的调整量;(3)尽可能培植定位数据的自动显示和自动记录装置,经减少对工人调整工作可靠性的依赖。
3、材料因素主要控制措施有(1)在原材料采购合同中明确规定质量要求;(2)加强原材料的进厂检验和厂内自制零部件的工序和成品检验;(3)合理选择供应商(包括“外协厂”);(4)搞好协作厂间的协作关系,督促、帮助供应商做好质量控制和质量保证工作。
5M1E分析法 - 质量管理关键因素

5M1E指的是人(Man)、机器(Machine)、物料(Material)、方法(Method)、环境(Environments)、测量(Measure),简称人、机、料、法、环、测。
这是做好现场质量管理的关键因素!5M1E的精髓-企业和工厂管理基本要素,同时也是系统地分析问题产生根源的思路和方向,是“顺藤摸瓜”的那一根“藤”。
人(Man)人是5M1E的中心,人起主导作用的工序产生的缺陷,可控的造成操作误差的主要原因有:01 - 质量意识差;02 -操作时粗心大意;03 - 不遵守操作规程;04 - 操作技能低、技术不熟练,以及由于工作简单重复而产生的厌烦情绪等。
控制措施:01 - 加强“质量第一、用户第一、下道工序是用户”的质量意识教育,建立健全质量责任制;02 -编写明确详细的操作流程,加强专业培训,颁发上岗证;03 -加强检验工作,适当增加检验的频次;04 -通过工种间的人员调整、工作经验丰富化等方法,如多能工,消除操作人员的厌烦情绪;05 -广发开展TQM活动,促进自我提高和自我改进能力。
机(Machine)设备是否正常运作,工具的好坏都是影响生产进度、产品质量的又一要素。
设备起主导作用的工序产生的缺陷,可控的造成操作误差的主要原因有:01 -未定期及时点检、保养和维护造成的设备故障引发缺陷;02 -缺乏首件检查,造成批量缺陷;03 -工人工作的疏忽,造成的缺陷。
控制措施:01 -加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制;料(Material )“料”指物料,半成品、配件、原料等用料。
物料产生的缺陷,可控的造成影响的原因有:01 -原材料来料不良;02 -供应商质量不稳定;03 -原材料进场前缺乏必要的检验和判定。
控制措施:01 -在原材料采购合同中明确规定质量要求;02 -加强原材料的进厂检验和厂内自制零部件的工序和成品检验;03 -合理选择供应商(包括“外协厂”);04 -搞好协作厂间的协作关系,督促、帮助供应商做好质量控制和质量保证工作。
5M1E-管理法

校
方法、验收方法、验收标准,及问题应急措施。
准
4、保存校准记录。
5、发现测量和试验设备未处于校准状态时,立即评定以前的测量和试验
结果的有效性,并记入有关文件。
5M1E应用
现场管理
工序标准化:
工序标准化作业对工序质量的关键,工 序标准化在工序质量改进中具有突出地 位,工序质量受5M1E即人、机、料、 法、环、测六方面因素的影响,所以工 作标准化就是要寻求5M1E的标准化;
5M1E-管理法
5M1E-Management Law
LH.LI
目录
CONTENTS
5M1E简介/ 5M1E分析法/ 5M1E的应用/
5M1E简介
5M1E简介
5M1E指的是人(Man)、机器(Machine)、物料(Material)、方法 (Method)、环境(Environments)、测量(Measure),简称:人、机、 料、法、环、测。
1、加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并 建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制;
2、 采用首件检验,核实定位或定量装置的调整量;
3、尽可能培植定位数据的自动显示和自动记录装置,减少对工人调整工 作可靠性的依赖
TPM 由全员参与的 生产维护活动
全公司 Total
料”的表达
伍 现实:标准必须具备可行性。
六 修订:生产条件在变,标准也需与时俱进。优秀的企业实行严格的标准化,所以
也需根据实际情况调整标准。
谢谢大家观看
Tank you for watching
LH.LI
测(Measure)质检量测而方采法用和的技计术量。器一具般、
检测对过程质量的影响 因素有以下几个方面:
企业生产现场管理六要素

3、作业者都掌握了作业标准书的方法?
4、管理者有检查作业者是否正确作业?
5、作业的标准得到了有效地运用?
方法适合吗?
6、有做好作业记录? 7、有统计作业情况制作作业日报吗?
8、有及时预防并解决作业瓶颈吗?
9、作业异常有及时处理吗?
10、有组织作业改善和标准化的培训吗?
有明确的法规吗?
方法是给对应的人吗? 方法在这个环境下行吗?
合理选择供应商 (包括外协厂);
搞好协作厂间的协作关系, 督促、帮助供应商做好质 量控制和质量保证工作。
5M1E各因素分析及控制措施
法(Method)的分析
是按正确的 方法做的吗?
看的明白吗? 标准作业书?
写的明白吗? 工艺指导书?
法:十问
1、作业方法是否高效?
2、把最好的方法制定成了标准作业书了吗?
5M1E各因素分析及控制措施
料(Material)的分析
是正品吗? 规格型号对吗?
入厂检验了? 用的符合规范吗?
料:十问 1、物料都是合格的吗? 2、物料有标识吗? 3、物料有规定摆放吗? 4、物料发放有先进先出吗? 5、物料的领取有手续吗? 6、物料的流动过程有记录吗? 7、物料的不良率达标吗? 8、物料的数量有管控吗? 9、搬运物料对物料品质有影响吗? 10、退货换货有程序吗?
加强“质量第一、用户第一、下道工序是用户”的 质量意识教育,建立健全质量责任制;
编写明确详细的操作流程,加强工序专业培训,颁 发操作合格证;合格才能上岗
加强检验工作,适当增加检验的频次;
通过工种间的人员调整、工作经验丰富化等方法, 消除操作人员的厌烦情绪;岗位互换制 广泛开展产品生产各种培训活动,促进自我提高和 自我改进能力;互相学习进步。
5M1E 分析法

周兴
2010/01/14
什么是5M1E分析法
5M1E分析法(人、机、料、法、环、测) 造成产品质量的波动的原因主要有6个因素: a) 人(Man): 操作者对质量的认识、技术熟练程度、 身体状况等; b) 机器(Machine): 机器设备、工夹具的精度和维护 保养状况等; c) 材料(Material): 材料的成分、物理性能和化学性 能等; d) 方法(Method): 这里包括加工工艺、工装选择、 操作规程等; e)测量(Measurement):测量时采取的方法是否标准、 正确; f) 环境(Enviromen) 工作地的温度、湿度、照明和清 洁条件等; 由于这五个因素的英文名称的第一个字母是M和E,所以常 简称为5M1E。6要素只要有一个发生改变就必须重新计算。
没有了!!!
谢谢!
测量主要体现的时各现场数据报表的记录, 1.报表的准确性,准确性有两方面,一使用报表的准确,不要 张冠李戴,二是记录人员是否会记录使用自己所需要用到的 报表, 2.报表的真实性,由于有的问题有记录而由于相关单位能力 的问题,一直没有得到有效的解决,造成记录人员失去信心, 不予记录,此时必须纠正记录人员的心态问题,记录不好是 工作态度的问题,问题解决不了是相关单位能力问题;还有 就是记录人员认为维修人员可以修复,所以不记录,这也是 不正确的,因为这样很多过程上的问题被掩盖,无法知道其 真相;还有就是人际关系的问题,记录人员和某些技术人员 关系较好,怕记录太多的不良,影响到技术人员被追究责任 等,有这样心态的员工必须立即教育纠正,告之其这是工作 的需要,来工作就必须对公司负责,树立正确的心态,树立起 对事不对人的工作态度;
生产管理6大要素为什么是5M1E

生产管理6大要素为什么是5M1E一、导言生产管理是企业生产活动中至关重要的一个环节,影响着企业生产效率和产品质量。
而生产管理的基础在于“5M1E”六大要素,包括了人员(Man)、方法(Method)、机器(Machine)、材料(Material)、测量(Measure)、环境(Environment)。
这六大要素是生产管理过程中不可或缺的关键因素。
二、人员在生产管理中,“人员”指的是参与生产工作的各类人员,包括生产工人、管理人员等。
人员是生产活动中最重要的要素之一,他们直接影响着生产效率和产品质量。
优秀的员工具有专业技能和团队协作精神,能够提高生产效率和产出质量。
三、方法“方法”是指生产管理中采用的生产工艺和流程。
正确的生产方法能够提高生产效率、减少生产成本,确保产品质量。
制定合理的生产方案和工艺流程是生产管理中必不可少的环节。
四、机器“机器”指的是生产过程中使用的各类设备和机械。
设备的性能和质量直接影响着生产效率和产品质量。
使用先进的设备和机械能够提高生产能力,降低生产成本,保证产品质量。
五、材料“材料”是生产管理中一个重要的要素,指的是各类生产原料和零部件。
优质的原料和零部件是生产优质产品的基础,能够保证产品质量稳定。
六、测量“测量”是生产管理中一个重要的环节,指的是对产品生产过程和成品进行精确的测量和检验。
正确的测量方法和检验标准能够及时发现问题,确保产品质量。
七、环境“环境”是生产管理中另一个关键要素,指的是生产环境的设施、气候等因素。
良好的生产环境有利于提高员工工作效率,减少生产事故发生,保证产品质量。
结语总的来说,“5M1E”六大要素是生产管理中必不可少的关键因素,它们共同构成了一个完整的生产管理体系。
合理地运用这六大要素,能够帮助企业提高生产效率、降低生产成本,提高产品质量,提升企业竞争力。
因此,生产管理中的“5M1E”六大要素是企业生产管理过程中不可或缺的重要组成部分。
5M1E分析法(人、机、料、法、环、测)

5M1E分析法(人、机、料、法、环、测)造成产品质量的波动的原因主要有6个因素:a) 人(Man/Manpower):操作者对质量的认识、技术熟练程度、身体状况等;b) 机器(Machine):机器设备、工夹具的精度和维护保养状况等;c) 材料(Material):材料的成分、物理性能和化学性能等;d) 方法(Method):这里包括加工工艺、工装选择、操作规程等;e)测量(Measurement):测量时采取的方法是否标准、正确;f) 环境(Enviromen)工作地的温度、湿度、照明和清洁条件等;由于这五个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
6要素只要有一个发生改变就必须重新计算。
5M1E各因素分析及控制措施1、操作人员因素凡是操作人员起主导作用的工序所生产的缺陷,一般可以由操作人员控制造成操作误差的主要原因有:质量意识差;操作时粗心大意;不遵守操作规程;操作技能低、技术不熟练,以及由于工作简单重复而产生厌烦情绪等。
防误可控制措施:(1)加强“质量第一、用户第一、下道工序是用户”的质量意识教育,建立健全质量责任制;(2)编写明确详细的操作流程,加强工序专业培训,颁发操作合格证;(3)加强检验工作,适当增加检验的频次;(4)通过工种间的人员调整、工作经验丰富化等方法,消除操作人员的厌烦情绪;(5)广泛开展QCC品管圈活动,促进自我提高和自我改进能力。
2、机器设备因素主要控制措施有:(1)加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制;(2)采用首件检验,核实定位或定量装置的调整量;(3)尽可能培植定位数据的自动显示和自动记录装置,经减少对工人调整工作可靠性的依赖。
3、材料因素主要控制措施有(1)在原材料采购合同中明确规定质量要求;(2)加强原材料的进厂检验和厂内自制零部件的工序和成品检验;(3)合理选择供应商(包括“外协厂”);(4)搞好协作厂间的协作关系,督促、帮助供应商做好质量控制和质量保证工作。
工厂现场管理的六个指标5M1E 人 机 料 法 环 测

工厂现场管理的六个指标5M1E目录1. 前言2. 5M1E的简介3. 5M1E的应用4. 5M1E的精髓前言:工厂现场管理的六个指标------PQCDSM:效率(P roductivity)、质量(Q uality)、成本(C osting)、交期(D eadline)、安全(S afety),士气(M orale)以上指标所要求的最终目的,是指在保证品质的前提下,用最少的人员、最少的设备,最短的生产时间,创造出高品质的产品。
产品质量:全面产品质量包括产品的性能、寿命、可靠性、安全性、价格、交货日期、服务等在一定条件下的最佳组合。
工作质量:为保证达到产品质量标准所做的管理工作,对企业来说其中包括了组织工作、技术工作以及政治思想工作等全部工作质量。
对产品来说包括了研发、设计、采购、制造、检验、销售、售后服务。
等一系列的工作质量。
工序质量:产品是由人用一定的生产工具对原材料,按照一定生产程序、在一定环境中制造出来的,就是我们所说的生产制造工序。
工作质量保证了工序质量,工序质量保证了产品质量,产品质量是全面质量管理的综合反映。
某个工人,用同一批原材料在同一台机器设备上所生产出来的同一种零件,其质量特性值不会完全一样。
这就是我们常说的产品质量特性值有波动(或称分散、差异)的现象。
这种现象反映了产品质量具有“波动性”这个特点。
产品质量波动产生的原因:1. 人员(M an)操作者对质量的认识、技术熟练程度、身体状况等2. 机器(M achine)机器设备、工夹具的精度维护保养状况等3. 材料(M aterial)材料的成分、物理性能和化学性能等4. 方法(M ethod)包括加工工艺、工装的选择、操作规范等5. 测量(M easurement)测量时的方法是否标准、正确等6. 环境(E nvironment)工作地的温度、温度、照明和清洁条件等5M1E的简介:简称:人、机、料、法、环、测。
是现场管理的六大要素,是全面质量管理理论(TQM/TQC)中的六个影响产品质量的主要因素。
5M1E现场管理法-0413

5M1E现场管理法,你需要了解的生产管理六要素5M1E分析法5M1E的精髓“人”是企业和工厂管理基本要素,同时也是系统地分析问题产生根源的思路和方向,是“顺藤摸瓜”的那一根“藤”。
15M1E简介5M1E指的是人(Man)、机器(Machine)、物料(Material)、方法(Method)、环境(Environments)、测量(Measure),简称:人、机、料、法、环、测。
人(Man)人是5M1E的中心,人起主导作用的工序产生的缺陷,可控的造成操作误差的主要原因有:1、质量意识差;2、操作时粗心大意;3、不遵守操作规程;4、操作技能低、技术不熟练,以及由于工作简单重复而产生的厌烦情绪等。
控制措施:1、加强“质量第一、用户第一、下道工序是用户”的质量意识教育,建立健全质量责任制;2、编写明确详细的操作流程,加强专业培训,颁发上岗证;3、加强检验工作,适当增加检验的频次;4、通过工种间的人员调整、工作经验丰富化等方法,如多能工,消除操作人员的厌烦情绪;5、广泛开展TQM活动,促进自我提高和自我改进能力。
机(Machine)设备是否正常运作,工具的好坏都是影响生产进度、产品质量的又一要素。
设备起主导作用的工序产生的缺陷,可控的造成操作误差的主要原因有:1、未定期及时点检、保养和维护造成的设备故障引发缺陷;2、缺乏首件检查,造成批量缺陷;3、工人工作的疏忽,造成的缺陷。
控制措施:1、加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制;2、采用首件检验,核实定位或定量装置的调整量;3、尽可能培植定位数据的自动显示和自动记录装置,减少对工人调整工作可靠性的依赖。
料(Material)“料”指物料,半成品、配件、原料等用料。
物料产生的缺陷,可控的造成影响的原因有:1、原材料来料不良;2、供应商质量不稳定;3、原材料进场前缺乏必要的检验和判定。
如何正确理解“5M1E”管理方法
如何正确理解“ 5M1E”法在制造行业工作的朋友一定会接触,并且很熟悉5M1E 法,这个方法是我们解决现场质量问题的首选途径,问题发生后通过组织相关人员进行“人、机、料、法、环、测”的分析,可以很快挖掘出可能导致问题发生的各种因素,识别出主要原因和次要原因,进而有针对性的进行改善,标准化,纳入日常监督管理,确保问题不再重复发生。
“人、机、料、法、环、测”这6 个因素是导致现场工作、工序和产品质量产生波动的主要原因,正确理解和运用好5M1E法,是解决现场质量问题的金科玉律。
然而虽然这个方法很基础,使用起来也很普通,但是是否已经真正理解了5M1E 的概念,能够正确应用5M1E法,我相信糊里糊涂的还是有不少。
今天我把5M1E 法概念和如何应用初步进行了梳理,希望分享给有需要的朋友* 技术不熟练* 由于工作简单重复而产生厌烦情绪等控制措施 1. 加强“质量第一、客户第一、下道工序是客户” 的质量意识教育,建立健全质量责任制;2. 上岗人员符合岗位技能要求,或经过相关培训考核合格才能上岗;3. 编写明确详细的操作流程,加强工序专业培训,颁发上岗证;4. 检验人员应具备的专业知识和操作技能,考核合格者持证上岗;5. 检验人员能严格按工艺规程和检验指导书进行检验,做好检验原始记录,并按规定报送;1. 加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制;2. 核实和标准化定位或定量装置的调整量;3. 尽可能使用自动显示和自动记录装置,减少对工人调整工作可靠性的依赖;4. 有完整的设备管理办法,包括设备的购置、流转、维护、保养、检定和校准等均有明确规定;1. 在原材料采购合同中明确规定质量要求;2. 建立进料检验、入库、保管、标识、发放、使用和回收制度,并认真执行,严格控制质量;3. 加强自制零部件的工序和成品检验;4. 合理选择供应商(包括外协厂);5. 搞好协作厂间的协作关系,督促、帮助供应商做好质量控制和质量保证工作;6. 有明确可行的物料采购、仓储、运输、质检等方面的管理制度,1. 保证装置的准确性,严格首末件检验,并保证制造中心准确,防止加工特性值数据分布中心偏离规格中心;2. 加强技术业务培训,使操作人员熟悉装置的安装和调整方法,尽可能配置显示制造工艺数据的装置;3. 积极推行控制图管理或其它的控制方法,以便及时采取措施调整;4. 严肃工艺纪律,对贯彻执行操作规程进行检查和监督;5. 工序流程布局科学1. 5S 管理。