FANUC PICTURE分享
《FANUC机器人》课件

设计安全、易于操作的人机协作机器人,适用于装配、包装、检测 等需要人机协作的场景。
FANUC机器人在不同行业的应用案例
汽车制造业
用于车身焊接、涂胶、装 配等环节,提高生产效率 和产品质量。
电子制造业
用于装配、检测、包装等 环节,满足高精度、高效 率的生产需求。
食品与饮料行业
与其他设备的协同作业。
02
CATALOGUE
FANUC机器人产品系列
FANUC机器人的主要产品系列介绍
FANUC工业机器人系列
提供各种负载能力、臂展和高度的小型至大型机器人,适用于装 配、焊接、搬运等应用。
FANUC智能机器人系列
具备高度智能化和自主导航能力的机器人,适用于自动化生产线、 物流配送等领域。
拓展阶段
随着技术的不断积累, FANUC开始涉足机器人领 域,推出了第一代工业机 器人。
成熟阶段
经过不断的技术创新和市 场拓展,FANUC机器人逐 渐成为工业自动化领域的 领先品牌。
FANUC机器人在工业自动化中的应用
生产线自动化
FANUC机器人广泛应用于生产 线上的物料搬运、装配、检测 等环节,提高了生产效率和产
故障2
机器人运动轨迹不准确
排除方法
检查机器人关节是否松动,检查机器人末端执行器的安 装是否正确,检查机器人的控制系统参数设置是否正确 。
故障3
机器人出现异常声音或振动
排除方法
检查机器人各关节的轴承、链条等是否损坏,检查机器 人的平衡块是否松动。
FANUC机器人的寿命及更换周期
寿命
正常情况下,FANUC机器人的使用寿 命在8-10年左右。
FANUC机器人的优势与不足
FANUC系统(0i-D)介绍PPT

FANUC Series 0i/ 0i Mate -MODEL D介绍2013年6月17日0i-MODEL D系列•FANUC Series 0i–MD•加工中心用CNC•最多控制7 轴(进给轴)•FANUC Series 0i Mate –MD •加工中心用CNC•最多控制5轴(进给轴)•FANUC Series 0i–TD•车床用CNC•1路径最多控制7轴(进给轴)•2路径最多控制9轴(进给轴)•FANUC Series 0i Mate –TD•车床用CNC•最多控制5轴(进给轴)系统配置及规格0i -MD 系列8.4" 彩色LCD/MDI10.4" 彩色LCD纳米插补的高可靠性、高性能价格比的CNC ,适用于加工中心z最高效的CNC 功能软件包z最大总控制轴数: 8轴最大进给轴数:7最大主轴数:2z 同时控制轴数: 4 轴z 可使用伺服: αi ,βi 系列z AICC II ☆z 纳米平滑、加加速度控制(Jerk Control) ☆z 倾斜面分度指令☆z 刀具管理功能☆z 刚性攻丝回退☆z双安全检查(Dual Check Safty )☆z 标准嵌入式以太网FANUC Series 0i -MD存储卡USB 存储盘FSSB0i -MD 系列PCInternet交流伺服电机βi S 系列交流主轴电机βi 系列伺服放大器βi 系列交流伺服电机βi S 系列嵌入式以太网100 BASE-TX(基本)8.4" LCD/MDI (彩色)10.4" LCD (彩色)伺服放大器βi SV 系列(I/O Link 接口)FANUC I/O LinkDI/DO 1024/1024 (标准)2048/2048 (选项)操作面板也可以连接αi 系列.分线盘I/O 模块系统配置z 最高效的CNC 功能软件包z最大总控制轴数: 6轴最大进给轴数:5最大主轴数:1z 同时控制轴数: 4 轴z 可使用伺服: βi 系列z 标准配置纳米插补z AICC I z PMC 轴控制☆z 磨床功能☆z 内置以太网接口z USB 接口zFANUC PICTURE zC 语言执行器8.4" 彩色LCD/MDI (横置)高可靠性、高性能价格比的纳米CNC ,最适用于经济型加工中心和平面磨床0i Mate-MD 系列8.4" 彩色LCD/MDI (纵置)FANUC Series 0i Mate -MD存储卡USB 存储盘z增加了最多总控制轴数(5轴→ 6轴)z加强了高速高精度加工功能•更加方便的操作和显示转台轴X轴Y轴Z轴主轴ATC装置ATC轴工件-增加加工循环种类,缩短编程时间:MANUAL GUIDE 0i-轻松制作独具一格的机床操作界面: FANUC PICTURE-成倍提升单段程序的处理能力,具备最高性能:AI轮廓控制I例:电脑鼠标模具加工时间:914秒→ 644秒例:卧式加工中心新增可控转台轴进给轴: 5 (X, Y, Z, ATC, 转台轴)主轴:1合计:6FANUC Series 0i Mate -MDFANUCSeries 0i Mate-MD构成z在最适合经济型加工中心的标准一体型βi SVSP 放大器的基础上,可连接αi SV 放大器z 增加加工中心的控制轴数,所需成本较低ATC+分度转台αi SV (ATC 用)βi SVSPαi SV (转台用)1主轴+3伺服(XYZ)+FANUC Series 0i Mate -MD最适合有分度转台的经济型加工中心的系统组合功能0i -MD0i Mate -MD软件包1软件包2软件包3可控制路径11最大总控制轴数(伺服轴+主轴)86最大控制伺服轴数6~7☆/5○4~5☆/3 ○最大控制主轴数21同时控制轴数44可连接伺服电机αi , βi βi 显示单元8.4"彩色LCD○○10.4"彩色LCD(无触摸屏)-10.4"彩色LCD(带触摸屏)纳米插补○○程序容量320K (800m)-○-512K (1280m)○-○2M (5120m)☆--0i / 0i Mate –MD 规格(1/3)New NewNew功能0i -MD0i Mate -MD 软件包1软件包2软件包3PMC 系统PMC PMC/L PMC/L PMC/L 功能5,000步-○○8,000步-☆☆24,000步-☆☆PMC 功能24,000步○--32,000步☆--64,000步☆--I/O Link1ch DI/DO 256 / 256--○1024 / 1024○○-2ch DI/DO2048 / 2048☆--功能模块(包括PMC 梯形图命令扩展功能)☆☆PMC 信息各国语言显示功能128K ☆☆嵌入式以太网○☆MANUAL GUIDE 0i ☆☆MANUAL GUIDE i☆-0i / 0i Mate –MD 规格(2/3)NewNew New功能0i -MD0i Mate -MD软件包1软件包2软件包3AICC I ☆-☆AICC II☆--加加速度控制(Jerk control)☆--纳米平滑☆--倾斜面分度指令☆--刚性攻丝回退○☆磨床功能☆☆基于伺服电机的主轴控制☆-8级数据保护☆☆数据自动备份☆☆PMC 轴控制○☆刀具管理功能☆-双安全检查(Dual Check Safty )☆-C 语言执行器/ FANUC PICTURE ☆☆FANUC NCGuide / NCGuidePro☆☆0i / 0i Mate –MD 规格(3/3)New NewNewz 最高效的CNC 功能软件包z 最大总控制轴数:1路径系统8轴最大进给轴数:7 最大主轴数:32路径系统11轴最大进给轴数:9 最大主轴数:4z 同时控制轴数: 4 轴z 可使用伺服: αi ,βi 系列z AICC IIz 基于伺服电机的主轴控制☆z 刀具管理功能☆z 刚性攻丝回退☆z 双安全检查(Dual Check Safty )☆z 标准嵌入式以太网0i -TD 系列高可靠性、高性能价格比的CNC ,广泛适用于通用车床及双路径车床8.4" 彩色LCD/MDI10.4" 彩色LCDFANUC Series 0i -TD存储卡USB 存储盘FSSB8.4" LCD/MDI (彩色)10.4" LCD (彩色)0i -TD 系列PCInternet伺服放大器βi SV 系列(I/O Link 接口)交流伺服电机βi S 系列βi SVSP第1路径第2路径FANUC I/O LinkDI/DO 1024/1024 (标准)2048/2048 (选项)交流伺服电机βi S 系列交流主轴电机βi 系列伺服放大器βi 系列操作面板也可以连接αi 系列分线盘I/O 模块嵌入式以太网100 BASE-TX(基本)系统配置z最高效的CNC 功能软件包z最大总控制轴数: 6轴最大进给轴数:5最大主轴数:2z同时控制轴数: 4 轴z 可使用伺服: βi 系列z 标准配置纳米插补z AICC I ☆z PMC 轴控制☆z 磨床功能☆z 内置以太网接口z USB 接口zFANUC PICTURE ☆zC 语言执行器☆8.4" 彩色LCD/MDI (横置)高可靠性、高性能价格比的纳米CNC ,适用于经济型车床和外圆磨床0i Mate-TD 系列8.4" 彩色LCD/MDI (纵置)FANUC Series 0i Mate -TD存储卡USB 存储盘z 增加了最多总控制轴数(5轴→ 6轴)z 加强了高速高精度加工功能-增加了加工循环种类,缩短编程时间: MANUAL GUIDE 0i -轻松制作独具一格的机床操作界面: FANUC PICTUREZ 轴X 轴主轴转塔轴C 轴旋转刀具轴工件例:1路径车床新增可控旋转刀具轴进给轴:4 (X, Z,C,转塔轴)主轴:2 (主轴,旋转刀具轴)合计:6加工时间:245秒→ 187秒例:相机镜筒的沟槽z 更加方便的操作和显示-成倍提升单段程序的处理能力,具备最高性能:AI 轮廓控制IFANUC Series 0i Mate -TDz在最适合经济型车床的标准一体型βi SVSPc放大器的基础上,可连接αi SP放大器z追加主轴电机用于旋转刀具,所需成本较低最适合有旋转刀具的经济型车床的系统组合βi I c主轴电机αi BZ传感器βi Sc伺服电机(X轴,Z轴)αi I主轴电机(旋转刀具轴)βi SVSPcFANUCSeries 0i Mate-TDβi Sc伺服电机(转塔轴)αi SP构成进给轴:4 (X轴, Z轴, Cs轴, 转塔轴)主轴:2 (主轴, 旋转刀具轴)合计:6FANUC Series 0i Mate -TD0i/ 0i Mate –TD规格(1/3)功能0i-TD0i Mate -TD 软件包1软件包2软件包3可控制路径211最大总控制轴数(伺服轴+主轴)11(每路径最大8轴)86最大控制伺服轴数9 ☆/ 8 ○(每路径最大7)5~7☆/ 4○4~5☆/ 3○最大控制主轴数3~4☆/ 2○(每路径最大3个)3☆/ 2○2☆/ 1○同时控制轴数 4 (每路径)44可连接伺服电机αi, βiβi显示单元8.4"彩色LCD○○10.4"彩色LCD(无触摸屏)-10.4"彩色LCD(带触摸屏)纳米插补○○程序容量320K (800m)-○-512K (1280m)-○-○1M (2560m)○--NewNew0i / 0i Mate –TD 规格(2/3)功能0i -TD0i Mate -TD 软件包1软件包2软件包3PMC 系统PMC PMC/L PMC/L PMC/L5,000步-○○8,000步-☆☆24,000步-☆☆PMC24,000步○--32,000步☆--64,000步☆--I/O Link1ch DI/DO 256 / 256--○1024 / 1024○○-2ch DI/DO2048 / 2048☆--功能模块(包括PMC 梯形图命令扩展功能)☆☆PMC 信息各国语言显示功能128K ☆☆嵌入式以太网○☆存储卡编辑/ 操作☆☆数据服务器编辑/ 操作☆-NewNew0i/ 0i Mate –TD规格(3/3)功能0i-TD0i Mate -TD 功能包1功能包2功能包3MANUAL GUIDE0i☆(只1路径)☆☆MANUAL GUIDE i☆-TURN MATE i-☆☆AICC I☆-☆AICC II☆--刚性攻丝回退☆-磨床功能☆☆基于伺服电机的主轴控制☆-8级数据保护☆☆数据自动备份☆☆PMC轴控制○☆刀具管理功能☆-C 语言执行器/ FANUC PICTURE☆☆FANUC NCGuide / NCGuidePro☆☆NewNew高可靠性硬件、易于维护ECC 技术ECC(纠错码)是指附加纠错码在传输数据上,万一数据出错也可对其进行纠正的高可靠性技术.方便维修风扇、电池采用无电缆结构,轻轻一按即可拆装风扇电池采用ECC(纠错码)技术实现高可靠性、采用便于拆装的风扇和电池,提高了可维护性•应用于CNC内部存储器, FSSB 以及CNC内部总线•便于推断出有故障的部件•即使在噪声、振动和油雾等严酷工厂环境下也可确保高可靠性高可靠性硬件、易于维护高性能NC指令高速高响应以纳米为单位计算位置指令,使得向数字伺服控制部分传送的指令极为平滑,从而提高表面精度α i s 伺服伺服HRV控制纳米插补精密的位置运算AI轮廓控制纳米平滑化实现了极其平滑的位置命令极其平滑的进给和高速响应纳米插补(1/2)平滑的位置指令z当程序指令为1μm时,发送到伺服控制的位置指令以1nm进行运算.z更平滑的机械移动,可获得高精度的加工表面.z结合αi伺服可获得更平滑的加工表面.z0i-MD/TD、0i Mate-MD/TD标准配置纳米插补功能传统插补纳米插补..123403691div = 1nm..Y(μm)1240X(μm)3693斜度加工(X:Y=3:1)特点结合高速高精度的伺服控制,可获得光滑的加工表面Y(μm)X(μm)纳米插补(2/2)先进的数字伺服技术伺服HRV3控制•高速、高精度的伺服控制•通过将旋转极其平滑的伺服电机、高精度的电流检测、快速响应和高分辨率脉冲编码器等硬件与最新的伺服HRV3 控制相融合,实现纳米级的高速和高精度加工。
《FANUC数控系统》课件

与其他先进技术的融合与发展
与人工智能技术的融合:提高数控系统的智能化水平,实现自动编程、自 动优化等功能
与物联网技术的融合:实现数控系统与生产设备的互联互通,提高生产效 率和设备利用率
与云计算技术的融合:实现数控系统的远程监控和管理,提高生产过程的 安全性和可靠性
与3D打印技术的融合:实现数控系统与3D打印设备的无缝对接,提高生 产效率和产品质量
FANUC数控系统 的软件功能
数控编程
数控编程的基本概 念
FANUC数控系统 的编程语言
数控编程中的参数 设置
数控编程的实例演 示
加工过程仿真
功能介绍:模拟加工过程,预测加工结果 操作步骤:选择加工程序、设置加工参数、启动仿真 仿真结果:显示加工过程中的刀具轨迹、工件形状变化等 应用价值:提高加工效率、减少废品率、降低成本
单击此处添加标题
故 障 排 除 : 介 绍 FA N U C 数 控 系 统 常 见 的 故 障 类 型 、 原 因 及 解 决 方 法 , 包 括硬件故障、软件故障、电气故障等。
单击此处添加标题
维 护 保 养 : 介 绍 FA N U C 数 控 系 统 的 日 常 维 护 、 保 养 及 定 期 检 查 项 目 , 包 括清洁、润滑、紧固、调整等,以确保系统正常运行和延长使用寿命。
单击添加章节标题
FANUC数控系统 概述
FA N U C 数 控 系 统 的 定 义 与 特 点
FA N U C 数 控 系 统 的 定 义 : FA N U C 数 控 系 统 是 一 种 由 日 本 FA N U C 公 司 开 发 的 数 控 系 统 , 广泛应用于机械加工、汽车制造、航空航天等领域。
加工过程中的监控与调整
FANUC-数控系统基本硬件及其连接PPT讲稿思维导图[PPT课件白板课件]
![FANUC-数控系统基本硬件及其连接PPT讲稿思维导图[PPT课件白板课件]](https://img.taocdn.com/s3/m/2e09451abe1e650e52ea9960.png)
目前国内市场常见的FANUC 数控系统:
FANUC 0C / 0D 系列
FANUC 0i – A / B / C / D系列
FANUC – 21 / 21i 系列 FANUC – 16 / 16i 系列 FANUC – 18 / 18i 系列 FANUC - 15 / 15i 系列 FANUC - 30i / 31i / 32i 系列
总有一款PPT 适合您
【最新出品\精心整理\倾情奉献\敬请珍惜】
目前国内市场常见的FANUC 数控系统:
FANUC 0C / 0D 系列 FANUC 0i – A / B / C / D系列 FANUC – 21 / 21i 系列 FANUC – 16 / 16i 系列 FANUC – 18 / 18i 系列 FANUC - 15 / 15i 系列 FANUC - 30i / 31i / 32i 系列
FANUC – 16 / 16i 系列
FANUC – 18 / 18i 系列
FANUC - 15 / 15i 系列 FANUC - 30i / 31i / 32i 系列
·用于控制 2 轴的小型车床, 取代步进电机的伺服控制;
FANUC Power – Mate 系列
·也可与其它数控系统 通过 I/O Link连接,用于上下料、刀 库等非插补轴控制。
FANUC 0C / 0D 系列 FANUC 0i – A / B / C / D系列 FANUC – 21 / 21i 系列 FANUC – 16 / 16i 系列
FANUC 0i – TD 车床用系统
FANUC 0i – MD 加工中心 / 铣床用系统
FANUC – 18 / 18i 系列 FANUC - 15 / 15i 系列 FANUC - 30i / 31i / 32i 系列 FANUC Power – Mate 系列
FANUC控制系统ppt课件
程序清单 信息载体
编程器 CAD/CAM系统
上位机
程序 清单
通信 线路
输出 装置
计算机 数字控 制装置 (CNC)
可编程控 制器(PLC)
主轴控 制单元
主轴电机
速度控 制单元
机床
进给电机 位置检测器
4
项目一 数控系统概述
3.Fanuc 0i-C数控系统的主要部件
图中:数控装置(背面) 正面:显示器、键盘
19
项目一 数控系统概述
2. 数据采样插补法 采用小段直线逼近给定轨迹,插补输出的是下一个插
补周期内各轴要运动的距离,故可达到很高的速度,其中 计算机通常包含在伺服控制环内。
20
项目一 数控系统概述
三、逐点比较插补法( 动画 ) 1.插补计算步骤 第一拍:偏差判别 第二拍:坐标进给 第三拍:偏差计算 第四拍:终点判别
2
项目一 数控系统概述
二、数控系统的组成 1.数控系统一般由输入/输出装置、数控装置、 驱动装置、机床电器逻辑控制装置四部组成, 机床本体为被控对象。
输入/ 输出 装置
驱动控
制装置
数控
机
装置
床
机床电器逻
辑 控制装置
3
项目一 数控系统概述
2.计算机数控系统的组成 采用计算机数控装置的数控系统称为CNC。 现代数控系统采用PLC。
10-1=9 9-1=8 8-1=7 7-1=6 6-1=5 5-1=4 4-1=3 3-1=2 2-1=1 1-1=0
Y A(6,4)
X 第一象限直线插补轨迹
22
项目一 数控系统概述
单元五 刀补与插补原理演示(软件 录像)
一、刀补演示
1.车刀长度补偿
FANUC人机界面教程

《FANUCi系统》PPT课件

精选PPT
11
进给伺服单元的控制用前述的轴控制板,该板 输出控制指令信号到功率放大器。功率放大器为 模块化结构,分为整流模块和逆变模块,使用IPM 元件。
LSI是专用位置控制大规模集成电路芯片。 ROM中存储的控制程序主要有同步电机的快速响 应矢量控制、IP调节器、速度和位置的反馈控制、 前馈和提前前馈控制和状态观测器。此外,还有许 多非线性补偿与控制,如单脉冲抑制、超调抑制、 反向间隙加速补偿、机床的速度反馈等。还有运 行过程的监测及保护。由于有这些控制,使得 BEIJING-FANUC 0系统运行可靠、快速、平稳、 精度高。
精选PPT
23
④主轴双刀架。
精选PPT
22
⑤0.1μm分辨率。系统分辨率标准设定为1μm。 可用参数设定为其1/10。
⑥加工程序的后台编辑。自动切削过程中可以编 辑新的程序。
⑦菜单编程。
⑧图形会话在线自动编程。有多种形式,最新的是 符号指令形式。易学,易操作。有工艺参数语句。
⑨用户宏程序。一种参量编程软件包,用来编制加 工程序(适合于成组工艺)或者用其接口变量编 制PMC程序,控制CNC的运行状态。
精选PPT
12
主轴驱动 BEIJING-FANUC 0系统可以同时控制2个主轴 电动机,可以是2个数字式控制的电机,也可以一个 数字式,另一个为模拟式控制电机。模拟控制指令 是0~10 V的直流电压。 该系统的主轴电机为异步电机,目前为α系列,有以 下品种:α:标准型,恒功率调速范围4∶1;αP:恒功 率宽调速范围型(8∶1);αC:经济型;αT:与主轴直 连型。主轴电机的最大功率为37 kW,最高转速可 达15 000 r/min,用数字式矢量控制。
BEIJING-FANUC 0系统有图形显示功能:① 对编制的加工程序进行加工前的图形模拟,模拟刀 尖的轨迹或加工件的三维实体形状;②在加工过 程中显示刀尖的轨迹,使操作员能够监视切削过程。 图形可局部放大,以便观察细部。显示图形必须用 图形控制板,该板为专用微机,CPU用80186。
FANUC图形功能介绍
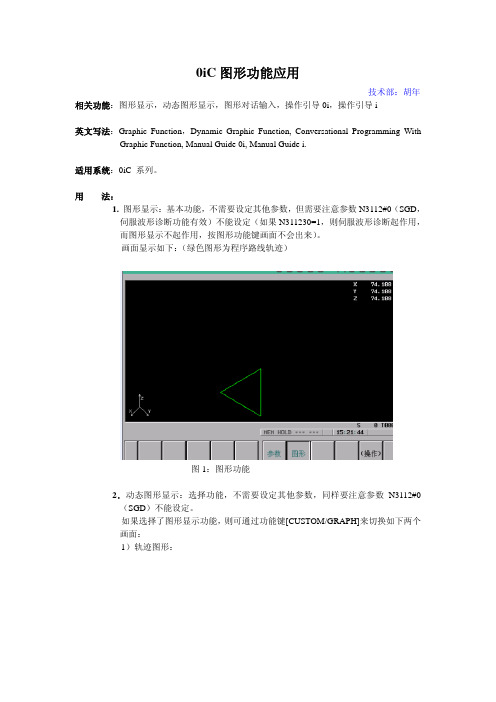
0iC图形功能应用技术部:胡年相关功能:图形显示,动态图形显示,图形对话输入,操作引导0i,操作引导i英文写法:Graphic Function,Dynamic Graphic Function, Conversational Programming With Graphic Function, Manual Guide 0i, Manual Guide i.适用系统:0iC 系列。
用法:1. 图形显示:基本功能,不需要设定其他参数,但需要注意参数N3112#0(SGD,伺服波形诊断功能有效)不能设定(如果N311230=1,则伺服波形诊断起作用,而图形显示不起作用,按图形功能键画面不会出来)。
画面显示如下:(绿色图形为程序路线轨迹)图1:图形功能2.动态图形显示:选择功能,不需要设定其他参数,同样要注意参数N3112#0(SGD)不能设定。
如果选择了图形显示功能,则可通过功能键[CUSTOM/GRAPH]来切换如下两个画面:1)轨迹图形:图二:轨迹图形设定好合适的图形显示参数,就可以在执行加工程序的时候进行图形轨迹显示,这和普通的图形显示类似。
2)实体描绘:设定好合适的实体图形参数,即可以将某个加工程序不用执行的情况下,直接描绘出实体图形路径,用于检查程序是否合理。
3.图形对话输入:基本功能,需要设定参数N8134(IAP),同样要注意参数N3112#0(如果设定为1,则画面能出来,只是图形不能正确显示)。
操作:在编辑方式,程序画面,按[C.A.P.]软键,注意在系统内存中必须至少有一个程序,否则不能进入画面。
图形对话输入的编程画面图形对话输入的菜单画面4.编程引导0i:选择功能,需要设定MANUAL GUIDE0i的基本参数(N9330=编辑的程序号,同时系统内存中必需有一个不同的程序)。
操作:在编辑方式,程序画面,按[C.A.P.]软键,在系统的内存中也至少需要一个程序,操作与上述图形对话输入类似。
(仅供参考)FANUC-CNC机床个性(特征)操作画面的制作软件
CNC机床个性(特征)操作画面的制作软件北京FANUC 王玉琪经常有人论述CNC系统的开放性,机床厂和机械加工厂也对CNC的开放性提出了一些要求,其中最迫切的就是HMI—即操作者的“人—机界面”。
对于此项要求,各CNC系统生产厂都有各自独特的实现方法,概括起来不外乎两类:①.使用通用微机(包括工业机)的CNC系统,机床厂家直接在系统上用V C、VB或其他图形软件结合系统厂提供CNC的信息库编制自己的画面;②.专用机CNC系统,除了上述方法外,系统厂家用V C、VB为用户开发了图形库和CNC 信息库,机床厂家购买了这种软件后在微机上运行,开发自己的画面,然后将其编译后,传入CNC的Flash-ROM(早期是有内装电池的Flash-RAM)。
实践证明,专用机CNC系统要比通用机CNC系统的可靠性要高得多。
众所周知,FANUC的CNC是专用机,有人以为既然是专用机,其开放性必定不好。
其实在二十多年以前FANUC就开始了对其系统向外界开放的研究,并有产品用在了其0系统和16/18/21,15等系统上,如:Custom MACRO,MACRO Executor,C Language Executor,PMC 的window(窗口)功能。
我们可从Makino(牧野),Mori Seiki(森精机)等厂家找到其应用的实例。
HMI使用最多的是汽车件的加工厂(特别是欧、美)和模具加工厂。
FANUC和GE-FANUC 根据通用汽车(GM)厂提出的要求,在十多年前开发了相关的HMI产品,如硬件:Panel i;软件:BOP1,CSD,FOCAS1/2,HMI-PC(或称HMI-CNC)。
这些产品目前已广泛用于国内外GM 的发动机厂、变速箱厂和配件厂。
本文就当前FANUC CNC的HMI开发软件介绍如下。
FANUC/GE-FANUC 现有三种HMI的开发产品:HMI-PC;Faunc Picture和HMI-NC。
⒈ GE-FANUC HMI-PC1.1运行环境HMI-PC运行的硬件环境是Panel i,它是一台FANUC开发的专用微机,连于分离型的CNC 系统,做为前端机使用。
《FANUC数控系统》课件

主轴参数设定软件
01
主轴参数设定软件是用于设置和控制FANUC数控系
统中主轴的软件。
02
通过该软件,可以对主轴的转速、转向、切削液等进
行精确的调整和控制,以满足不同的加工需求。
03
主轴参数设定软件也提供了图形化的界面,可以方便
地观察和控制主轴的状态和性能。
其他软件
01
其他软件包括FANUC数控系统 的诊断软件、远程维护软件等 。
可持续发展战略合
作
与相关企业合作,共同推进可持 续发展战略的实施,为全球环境 保护做出贡献。THANKS Nhomakorabea谢谢
02
诊断软件可以用于检测FANUC 数控系统的故障和异常,帮助 快速定位问题并进行修复。
03
远程维护软件可以通过互联网 实现对FANUC数控系统的远程 监控和维护,提高系统的可靠 性和稳定性。
04
CHAPTER
FANUC数控系统的应用领域
机械加工领域
机械加工是FANUC数控系统应用最 广泛的领域之一。
《FANUC数控系统》PPT课件
目录
CONTENTS
• FANUC数控系统简介 • FANUC数控系统的硬件构成 • FANUC数控系统的软件构成 • FANUC数控系统的应用领域 • FANUC数控系统的未来发展
01
CHAPTER
FANUC数控系统简介
FANUC公司简介
FANUC公司成立于1956年, 总部位于日本山梨县,是全球 领先的数控系统制造商之一。
1950年代
FANUC公司成立,开始研发数 控系统。
1970年代
FANUC推出世界上第一台全计 算机数控系统FANUC 7。
1990年代至今
FANUC数控系统硬件的连接ppt

Fanuc数控系统硬件的未来展望
更加智能化
云端化
绿色环保
多轴联动
未来的Fanuc数控系统硬件将更 加智能化,具备更高级别的自动 化和自适应性,能够更好地适应 各种复杂应用场景。
随着云计算技术的发展,Fanuc 数控系统硬件将逐渐实现云端化 ,实现数据集中管理和远程监控 ,提高设备运行效率和生产效益 。
屏蔽措施
为了防止电磁干扰,信号线应采取屏蔽措施,如使用屏蔽电 缆或穿管铺设。
硬件设备的兼容性
匹配型号
Fanuc数控系统与硬件设备必须匹配型号,以确保系统的稳定性和可靠性。不匹配的硬件设备可能导致系统故 障或降低性能。
兼容性检查
在连接硬件设备之前,应检查其与Fanuc数控系统的兼容性。可以通过查阅产品手册或联系供应商来获取兼容 性信息。
电源与接地
电源稳定
Fanuc数控系统需要稳定的电源供应,以保证其正常运转。电源波动可能会 导致系统故障或精度降低。
接地良好
为了防止静电和电磁干扰,Fanuc数控系统必须接地。接地不良会导致系统运 行不稳定,甚至损坏系统。
信号线的连接
正确连接
信号线是传输控制指令和反馈信息的重要通道。必须正确连 接信号线,避免信号丢失或错误。
《fanuc数控系统硬件的连 接》
2023-10-29
目 录
• Fanuc数控系统硬件介绍 • Fanuc数控系统硬件连接流程 • Fanuc数控系统硬件连接注意事项 • Fanuc数控系统硬件常见故障及解决方案 • Fanuc数控系统硬件发展趋势与展望 • Fanuc数控系统硬件应用案例分享
01
要点一
总结词
要点二
详细描述
采用Fanuc数控系统硬件的企业成功降低维护成本,同 时优化设备性能。
【VSCODE】发布代码片段的方法
【VSCODE】发布代码⽚段的⽅法官⽅⽰例:包含⼀个GitHub上的代码⽚段仓库1、准备代码⽚段⽂件test_vsc.json ⽽不是.code-snippets这个后缀的⽂件2、本地建⽴代码库 test_VSC 包含.git⽂件夹和snippets⽂件夹,代码⽚段⽂件放在snippets⽂件夹中。
3、win+r 运⾏ “CMD” 定位到代码库路径4、执⾏初始化package.json命令npm inti5、输⼊扩展包名(这⾥要注意,包名只能如下范围)String does not match the pattern of "^(?:@[a-z0-9-*~][a-z0-9-*._~]*/)?[a-z0-9-~][a-z0-9-._~]*$". 不⽀持⼤写,不⽀持下划线6、package.json的格式如下{"name": "test-vsc","version": "0.0.2","description": "test publish","publisher": "TracyPan","main": "index.js","engines": {"vscode": "^1.18.0"},"keywords": ["fanuc picture"],"scripts": {"test": "echo \"Error: no test specified\" && exit 1"},"repository": {"type": "git","url": "git+https:///BFMdeveloper/test_VSC1.git"},"author": "panxu","license": "ISC","categories": ["Snippets","Other"],"contributes": {"snippets": [{"language": "ruby","path": "./snippets/ruby.json"}]}} 其中publisher的名字必须与VS MARKET上注册的名字完全⼀致,否则会提⽰ERROR Missing publisher name. Learn more: https:///api/working-with-extensions/publishing-extension#publishing-extensions ⽽如果包的名字有⾮法字符,会提⽰ERROR Invalid extension name 'test_VSC' 除了初始化的package.json⽂件内容,还需要增加这样⼏个关键词 publisher engines 下⾯是⼀个完整的带注释的package.json⽂件内容{"name": "vscode-vue-ts-snippet", // 包名"version": "0.0.1", // 版本h号"description": "Vue with Typescript snippets", // 包的描述"icon": "icon/icon.png", // 显⽰插件的图标"publisher": "crperlin", // vscode 插件⾃有的属性,发布⼈"repository": { // 包的存放仓库"type": "git", // 类型 git"url":"https:///crper/vscode-vs-ts-snippets.git" // 访问链接},"galleryBanner": { // 横幅描述"color": "#0273D4","theme": "dark"},"scripts": { // 这⾥没⽤到,⼀般⽤来写拓展才⽤到,跑测试什么的"test": "echo \"Error: no test specified\" && exit 1"},"keywords": ["vue","typescript-vue","typescript","vue-snippets","vue-ts-snippets","vue-typescript-snippets","vue2+"], // 关键字,就是可⼀个⼈去搜索的 "engines": { // 限制 vscode 的版本"vscode": "^1.18.0"},"author":{ // 不⾔⽽喻,发布⼈的⼀些基础信息"name": "crper(QunHe Lin)","email": "crper@","url": "https:///crper"},"categories": [ // 插件的归类"Snippets","Other"],"contributes":{ // 这⾥就是索引 snippet 的,如何让插件知道你共享的东西"snippets": [{"language": "vue", // 针对.vue 格式的 snippets"path":"./snippets/vue.json"},{"language": "typescript", // 针对.typescript 的 snippets"path":"./snippets/vue-typescript.json"},{"language": "javascript", // 针对.js 的 snippets"path":"./snippets/vue-typescript.json"}]},"bugs": { // ⼀般就是反馈 bug,issue 的路径"url": "https:///crper/vscode-vs-ts-snippets/issues"},"homepage": "https:///crper/vscode-vs-ts-snippets/readme", // 包的主页,就是放在哪⾥"license": "SEE LICENSE IN LICENSE" // 包使⽤的协议!}7、将准备好的代码⽚段库git到github上Panxu@godofwar MINGW64 ~/learngit/test_VSC (master)$ git push origin masterEnumerating objects: 9, done.Counting objects: 100% (9/9), done.Delta compression using up to 4 threadsCompressing objects: 100% (5/5), done.Writing objects: 100% (5/5), 487 bytes | 162.00 KiB/s, done.Total 5 (delta 2), reused 0 (delta 0), pack-reused 0remote: Resolving deltas: 100% (2/2), completed with 2 local objects.To :BFMdeveloper/test_VSC1cb00a8f..180f27a master -> master8、在代码库路径下,cmd中执⾏vsce publish命令C:\Users\Panxu\learngit\test_VSC>vsce publishPublishing TracyPan.test-vsc@0.0.1...DONE Published TracyPan.test-vsc@0.0.1Your extension will live at https:///items?itemName=TracyPan.test-vsc (might take a few minutes for it to show up). 发布成功9、如果需要版本号⾃动更新,⽤vsce publish patch命令C:\Users\Panxu\learngit\test_VSC>vsce publish patchv0.0.2Publishing TracyPan.test-vsc@0.0.2...DONE Published TracyPan.test-vsc@0.0.2Your extension will live at https:///items?itemName=TracyPan.test-vsc (might take a few minutes for it to show up).10、等待⼏分钟,就能从VS MARKET上搜到我们上传的⽂件了-------------------------------------------------------------------------------------------转载⼤佬的⼀偏VSCode插件开发教程。
一种基于FANUC PICTURE人机界面的模型参数可视化加工方法[发明专利]
![一种基于FANUC PICTURE人机界面的模型参数可视化加工方法[发明专利]](https://img.taocdn.com/s3/m/b1ffb71b905f804d2b160b4e767f5acfa1c78320.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201811301070.5(22)申请日 2018.11.02(71)申请人 严瑞强地址 644003 四川省宜宾市翠屏区西郊街道新村74号(72)发明人 严瑞强 (74)专利代理机构 成都华风专利事务所(普通合伙) 51223代理人 徐丰 张巨箭(51)Int.Cl.G06F 17/50(2006.01)G06F 3/0484(2013.01)(54)发明名称一种基于FANUC PICTURE人机界面的模型参数可视化加工方法(57)摘要本发明公开了一种基于FANUC PICTURE人机界面的模型参数可视化加工方法,所述的方法包括以下步骤:在PC机上添加FANUC PICTURE执行器和用户软件容量;根据不同加工模型制作FANUC PICTURE画面;在数控系统中开通设定好P I C T U R E 功能以及C N C 参数;将制作F A N U C PICTURE画面生成的文件和模型加工宏程序导入到数控系统中实现加工前参数可视化调整;根据调整好的模型加工参数完成模型的加工。
通过将模型零件加工中涉及到的各个局部变量与参数变量进行一一对应并将参数变量和各个参数含义赋值通过人机界面显示,解决了现有程序编程中局部变量含义不清楚的问题,实现了数控编程简单化、方便化、快捷化以及操作界面友好化,进一步扩展了数控系统的功能,极大地简化了编程量和提高了编程效率。
权利要求书2页 说明书5页 附图3页CN 109408991 A 2019.03.01C N 109408991A1.一种基于FANUC PICTURE人机界面的模型参数可视化加工方法,其特征在于,所述的方法包括以下步骤:在PC机上添加FANUC PICTURE执行器和用户软件容量;根据不同加工模型制作FANUC PICTURE画面;在FANUC PICTURE数控系统中开通设定好PICTURE功能以及CNC参数;将制作FANUC PICTURE画面生成的文件和模型加工宏程序导入到FANUC PICTURE数控系统中实现加工前参数可视化调整;根据调整好的模型加工参数完成模型的加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
- 26 -
参考界面
提示信息: 只有输入控件才有焦点。
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 27 -
TEXT 控件
实现:
报警提示查询功能,根据输入号 查询对应报警号。 在 TEXT 控 件 建 立 报 警 查 询 文 本 , 根据输入的号,显示所对应的报 警提示内容。
输入控件:Value, PMC,Tenkey
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
-6-
Structure控件 使用弹出画面
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
-7-
Change Screen控件 主画面 子画面
弹出画面 NC画面
主画面
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 32 -
谢谢!
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 33 -
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 16 -
详细信息切换按钮
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
输出至history控件 的分配链接号
报警详细显 示文本,与 历史报警文 本对应
行号1 行号2 行号3 行号4
- 17 -
详细信息切换按钮
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 22 -
现场使用体验
参考文档,完成以下功能实现 1.子画面调用 2.焦点移动规则 3.TEXT 控件 4.History 控件
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 23 -
子画面调用
实现: 在主画面能够进行各坐标的显示切换 主画面:显示执行程序、时间。 子画面1:绝对坐标显示 子画面2:机械坐标显示 子画面3:综合坐标显示
子画面
-8-
Frame and Button控件
选择“开动”和“交替”方式时,可以设定“组 号”,为1~9,相同组号的控件为一组,每一组 中最多只能有一个控件处于开状态,如果其他控
件触发,则将当前控件结束,置为关状态。
应用“交替”类型时,可以选择“保持状态”, 则当页面切换后,该控件的开关状态和输出等保
对历史报警信 息进行翻页
- 18 -
Line chart 控件
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 19 -
实时显示方式
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 20 -
触发显示方式
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 24 -
参考界面
子画面1
提示信息: 绝对坐标:absolute[axis] 机械坐标:machine[axis] 读当前执行程序:
rdexecprog[0_9_10] Data type: Rectangle String
子画面2
FANUC PICTURE 控件 功能分享
2014-09-03
分享内容
1 FANUC PICTURE 文档
2 典型控件功能
3
现场使用体验
4
体验总结
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
-2-
FANUC PICTURE 文档
文档内容
控件篇,针对控件部分进行测试整理。 详细描述各个控件的功能及使用,并注明使用 注意事项。
控件开始显示曲线
控件准备就绪
对采集数据进行更新, 当此信号未使能,折 线图不更新。
- 21 -
指针存储地址
有写指针地址wp和读取完成指针地址rp,指向采样数据,为相 对偏移量。
wp指向为: 最新采样数据 rp指向为: 最新折线图显示数据。
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
-4-
典型控件功能
Structure 控件
Change Screen控件
功能特殊或设 置复杂的控件
Frame and Button控件 Value 控件
TEXT 控件
History 控件
Line chart 控件
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
-5-
信号变更通知 使用弹出画面
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
主画面
- 25 -
焦点移动规则
实现: 添加6个带焦点的控件,如: 1、2、3、4、5、6, 移动焦点规则为 左右:1<->2<->3<->4<->5<->6<->1 上下:1<->4 2<->5 3<->6
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
-3-
文档结构
控件汇总 对全部控件汇总并简要介绍
结构
控件功能分类 按功能对控件进行区分、汇总。
各控件描述
根据软件属性菜单目录结构 进行排版,方便查阅。
以CHM帮助文档形式呈现,各内容间相互链接方便查阅
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
与“工程属性”的 “收集历史信息”的 “块”对应。
信息显司技术交流会资料 ◇ 请勿复制或传播 ◇
清除历史报警 信息
位接口设定
数字接口设定
- 15 -
与Button控件组合——摘要显示
1. 摘要/历史/详细切换按钮 2. 详细信息切换按钮 3. 页面切换按钮 4. 输出历史数据到存储卡
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 28 -
参考界面
提示信息:
需要添加输入控件,输入 PMC地址与TEXT控件数字 接口地址对应
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 29 -
History 控件
实现: 历史报警显示及详细报警显示。 触发自定义报警地址,显示报警内容, 选择某个报警将详细报警显示到详细 报警显示中。
固定值
序号
函数名称
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
显示“信息”
- 11 -
位接口 数字接口
X0.0~X2.7位设定值为 0、1、…、2固3定值 1字节:X0.0~X0.7二进函制数数名称值 2字节:X0.0~X1.7二进制数值
DISP_VAL = 24;
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
持不变。
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
-9-
Lamp 控件
位
函数位 PMC位
函数
PMC
函数大小 PMC大小
大小
00101100 10101100
(a,b]
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 10 -
TEXT 控件
位接口 数字接口
位设定
- 12 -
History 控件
控件结构图
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 13 -
控件属性
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
摘要显示、历史显示、 详细显示、信息显示
编辑报警文本
History控件的标识 建立与其它History控 件的链接
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 30 -
参考界面
提示信息: 需 要 添 加 两 个 history 控 件 , 一个为历史显示 一个为详细显示 并与button控件结合使用
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 31 -
体验总结
针对使用中的问题, 大家可以反馈给我们!