三相异步电动机正反转PLC控制电路图.
三相异步电动机正反转控制电路

单击此处输入你的正文,文字是您思想的提炼,为了最终演示发布的 良好效果,请尽量言简意赅的阐述观点
演讲人
目录
01. 三相异步电动机正反转控制电路原理 02. 三相异步电动机正反转控制电路设计 03. 三相异步电动机正反转控制电路应用
三相异步电动机正 反转控制电路原理
正反转控制原理
02
控制电路:包括 按钮、接触器、 继电器、指示灯
等
03
保护电路:包括 熔断器、热继电 器、过流保护器
等
04
控制方式:包括 手动控制、自动 控制、远程控制
等
控制信号分析
控制信号来源:启动按钮、停 止按钮、方向按钮等
控制信号类型:开关量信号、 模拟量信号等
控制信号处理:通过PLC、继 电器等设备进行信号处理
控制信号输出:控制电动机的 正转、反转、停止等操作
三相异步电动机正 反转控制电路设计
设计原则
1
安全性:保证电路安全可靠, 防止触电、短路等事故发生
2
实用性:满足实际需求,实 现正反转控制功能
3
经济性:在满足功能需求的 前提下,尽量降低成本
4
可维护性:电路设计应便于 维护和维修,提高工作效率
设计步骤
01
正转控制:通过改变三相电、继电器等电气元件进行 控制
02
反转控制:通过改变三相电 源的相序,使电动机反转
04
保护措施:设置过载、短路、 缺相等保护装置,确保电动 机安全运行
控制电路组成
01
主电路:包括三 相异步电动机、 断路器、接触器、
热继电器等
STEP3
STEP4
设计思路:采 用双刀双掷开 关实现正反转 控制
三相异步电动机正反转控制电路设计(继电器、PLC)
摘要生产机械往往要求运动部件可以实现正反两个方向的起动,这就要求拖动电动机能作正、反向旋转。
由电机原理可知,改变电动机三相电源的相序,就能改变电动机的转向。
本文设计系统的控制是采用PLC的编程语言——梯形图,梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能,使用灵活的指令,使逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路,可编程控制器是一种数字运算操作的电子系统,它是专为在恶劣工业环境下应用而设计,它采用可编程序的存储器,用来在内部存储执行逻辑运算,顺序控制,定时,计数和算术等操作的指令,并采用数字式,模拟式的输入和输出,控制各种的机械或生产过程。
关键词:三相异步电动机;PLC;可编程控制;梯形图目录摘要 (I)引言 (1)1PLC基础的知识 (2)1.1关于PLC的定义 (2)1.2PLC的工作原理 (2)1.3PLC的应用领域 (3)1.4PLC的发展趋势 (4)2三相异步电动机的PLC控制 (5)2.1三相异步电动机正反转控制电路的特点 (5)2.1.1三相异步电动机正反转控制电路的主控制电路 (5)2.1.2按钮接触器联锁的正反转控制电路特点及应用分析 (5)2.2交流接触器的正反转自动控制线路工作过程 (6)2.3PLC的选择 (7)2.4三相异步电动机使用PLC控制优点 (7)2.5输入输出定义 (7)2.6输入输出接线图 (8)参考文献 (10)引言电动机的正反转控制大量应用于工业生产当中,而快速准确安全的控制更能够保证生产的安全可靠和产品的品质。
PLC控制三相异步电动机实现正反转,其运行性能更好,且在满足上述需要的前提下还可节省各种材料。
生产中许多机械设备往往要求运动部件能向正反两个方向运动。
如机床工作台的前进与后退起重机的上升与下降等,这些生产机械要求电动机能实现正反转控制。
改变通入电动机定子绕组的三相电源相序,即把接入电动机的三相电源进线中的任意两根对调,电动机即可反转。
PLC控制三相异步电动机正反转设计

PLC控制三相异步电动机正反转设计摘要本论文文设计了三相异步电动机的PLC控制电路,就是三相异步电动机的正反转控制,与传统的继电器控制相比,具有控制速度快、可靠性高、灵活性强等优点。
非常实用。
三相异步电动机的应用非常广泛,具有机构简单,效率高,控制方便,运行可靠,易于维修成本低的有点,几乎涵盖了工农业生产和人类生活的各个领域,在这些应用领域中,三相异步电动机运行的环境不同,所以造成其故障的发生也很频繁,所以要正确合理的利用它。
本文研究的这个系统的控制是采用PLC的编程语言----梯形图,梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能,使用灵活的指令,使逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路,可编程控制器是一种数字运算操作的电子系统,它是专为在恶劣工业环境下应用而设计,它采用可编程序的存储器,用来在内部存储执行逻辑运算,顺序控制,定时,计数和算术等操作的指令,并采用数字式,模拟式的输入和输出,控制各种的机械或生产过程。
关键词:PLC 三相异步电动机可编程控制梯形图武汉职业技术学院毕业设计(论文)引言 (1)第一章三相异步电动机基础 (2)1.1三相异步电动机的基本结构 (2)1.1.1 三相异步电动机定子 (2)1.1.2三相异步电动机转子 (3)1.2三相异步电动机的工作原理 (3)1.3三相异步电动机的正反转工作过程 (4)1.3.1 三相异步电动机的原理 (4)1.3.2 三相异步电动机的制动 (4)第二章 PLC基础的知识 (5)2.1关于PLC的定义 (5)2.2PLC与继电器控制的区别 (5)2.3PLC的工作原理 (5)第三章三相异步电动机的PLC控制 (7)3.1三相异步电机的正反转PLC控制 (7)3.2PLC定时器控制电动机正反转互锁的设计 (9)3.2.1 PLC定时器控制电动机正反转电路的主接线图 (9)3.2.2 PLC定时器控制三相异步电动机正反转的梯形图 (10)3.2.3定时器控制电动机正反转的指令表程序 (11)3.2.4 PLC的I/O分配 (11)3.2.5 实体框形图 (12)3.3三相异步电动机使用PLC控制优点 (13)结论 (13)参考文献 (14)致谢 (15)引言三相异步电动机的应用非常广泛,具有机构简单,效率高,控制方便,运行可靠,易于维修成本低的有点,几乎涵盖了工农业生产和人类生活的各个领域,在这些应用领域中,三相异步电动机运行的环境不同,所以造成其故障的发生也很频繁,所以要正确合理的利用它。
三相异步电动机正反转控制电路图原理及plc接线与编程

三相异步电动机正反转控制电路图原理及plc接线与编程三相异步电动机正反转控制电路图原理及plc接线与编程在图1是三相异步电动机正反转控制的电路和继电器控制电路图,图2与3是功能与它相同的PLC控制系统的外部接线图和梯形图,其中,KM1和KM2分别是控制正转运行和反转运行的交流接触器.在梯形图中,用两个起保停电路来分别控制电动机的正转和反转。
按下正转启动按钮SB2,X0变ON,其常开触点接通,Y0的线圈“得电”并自保。
使KM1的线圈通电,电机开始正转运行。
按下停止按钮SB1,X2变ON,其常闭触点断开,使Y0线圈“失电”,电动机停止运行。
在梯形图中,将Y0与Y1的常闭触电分别与对方的线圈串联,可以保证他们不会同时为ON,因此KM1和KM2的线圈不会同时通电,这种安全措施在继电器电路中称为“互锁”。
除此之外,为了方便操作和保证Y0和Y1不会同时为ON,在梯形图中还设置了“按钮互锁”,即将反转启动按钮X1的常闭点与控制正转的Y0的线圈串联,将正转启动按钮X0的常闭触点与控制反转的Y1的线圈串联。
设Y0为ON,电动机正转,这是如果想改为反转运行,可以不安停止按钮SB1,直接安反转启动按钮SB3,X1变为ON,它的常闭触点断开,使Y0线圈“失电”,同时X1的敞开触点接通,使Y1的线圈“得电”,点击正转变为反转。
在梯形图中的互锁和按钮联锁电路只能保证输出模块中的与Y0和Y1对应的硬件继电器的常开触点心不会同时接通。
由于切换过程中电感的延时作用,可能会出现一个触点还未断弧,另一个却已合上的现象,从而造成瞬间短路故障。
可以用正反转切换时的延时来解决这一问题,但是这一方案会增大编程的工作量,也不能解决不述的接触触点故障引起的电源短路事故。
如果因主电路电流过大或者接触器质量不好,某一接触器的主触点被断电时产生的电弧熔焊而被粘结,其线圈断电后主触点仍然是接通的,这时如果另一个接触器的线圈通电,仍将造成三相电源短路事故。
任务1.1-用PLC改造三相异步电动机正反转控制线路
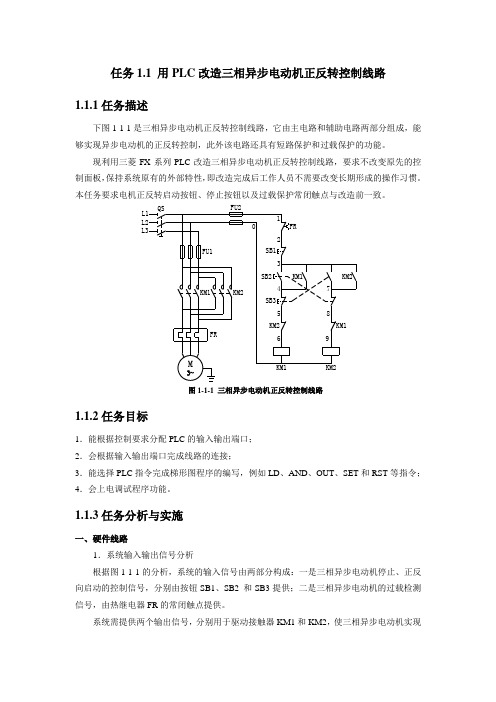
任务1.1 用PLC 改造三相异步电动机正反转控制线路1.1.1任务描述下图1-1-1是三相异步电动机正反转控制线路,它由主电路和辅助电路两部分组成,能够实现异步电动机的正反转控制,此外该电路还具有短路保护和过载保护的功能。
现利用三菱FX 系列PLC 改造三相异步电动机正反转控制线路,要求不改变原先的控制面板,保持系统原有的外部特性,即改造完成后工作人员不需要改变长期形成的操作习惯。
本任务要求电机正反转启动按钮、停止按钮以及过载保护常闭触点与改造前一致。
图1-1-1 三相异步电动机正反转控制线路1.1.2任务目标1.能根据控制要求分配PLC 的输入输出端口; 2.会根据输入输出端口完成线路的连接;3.能选择PLC 指令完成梯形图程序的编写,例如LD 、AND 、OUT 、SET 和RST 等指令; 4.会上电调试程序功能。
1.1.3任务分析与实施一、硬件线路1.系统输入输出信号分析根据图1-1-1的分析,系统的输入信号由两部分构成:一是三相异步电动机停止、正反向启动的控制信号,分别由按钮SB1、SB2 和SB3提供;二是三相异步电动机的过载检测信号,由热继电器FR 的常闭触点提供。
系统需提供两个输出信号,分别用于驱动接触器KM1和KM2,使三相异步电动机实现M3L1L2L3QSFU1FU2KM1KM2FRKM1KM2KM1KM2SB3SB2SB1KM1KM2FR123456789正反转运行。
根据上述分析,PLC 的I/O 端口分配如表1-1-1所示。
表1-1-1 I/O 端口分配表2.硬件线路的设计硬件线路由主电路和控制回路构成,具体如图1-1-2所示。
图1-1-2 三相异步电动机正反转PLC 控制线路说明:(1)为延长PLC 输入点的使用寿命,其输入信号一般采用常开的方式接入,但为更可靠接受保护类信号,其输入信号一般采用常闭的方式接入;(2)与上图中一致,凡是由PLC 实现的正反转控制线路,KM1和KM2必须实行电气联锁,否则在电动机正反转切换的过程中会导致主回路短路;(3)由于三菱FX2N-48MR (继电器输出型)的输出点承受电压最大为AC240V 或DC30V ,故本图中使用的接触器线圈额定电压选为AC220V 。
电机正反转控制电路及实际接线图

在图1是三相异步电动机正反转控制的电路和继电器控制电路图,图2与3是功能与它相同的PLC控制系统的外部接线图和梯形图,其中,KM1和KM2分别是控制正转运行和反转运行的交流接触器.在梯形图中,用两个起保停电路来分别控制电动机的正转和反转。
按下正转启动按钮SB2,X0变ON,其常开触点接通,Y0的线圈“得电”并自保。
使KM1的线圈通电,电机开始正转运行。
按下停止按钮SB1,X2变ON,其常闭触点断开,使Y0线圈“失电”,电动机停止运行。
在梯形图中,将Y0与Y1的常闭触电分别与对方的线圈串联,可以保证他们不会同时为ON,因此KM1和KM2的线圈不会同时通电,这种安全措施在继电器电路中称为“互锁”。
除此之外,为了方便操作和保证Y0和Y1不会同时为ON,在梯形图中还设置了“按钮互锁”,即将反转启动按钮X1的常闭点与控制正转的Y0的线圈串联,将正转启动按钮X0的常闭触点与控制反转的Y1的线圈串联。
设Y0为ON,电动机正转,这是如果想改为反转运行,可以不安停止按钮SB1,直接安反转启动按钮SB3,X1变为ON,它的常闭触点断开,使Y0线圈“失电”,同时X1的敞开触点接通,使Y1的线圈“得电”,点击正转变为反转。
在梯形图中的互锁和按钮联锁电路只能保证输出模块中的与Y0和Y1对应的硬件继电器的常开触点心不会同时接通。
由于切换过程中电感的延时作用,可能会出现一个触点还未断弧,另一个却已合上的现象,从而造成瞬间短路故障。
可以用正反转切换时的延时来解决这一问题,但是这一方案会增大编程的工作量,也不能解决不述的接触触点故障引起的电源短路事故。
如果因主电路电流过大或者接触器质量不好,某一接触器的主触点被断电时产生的电弧熔焊而被粘结,其线圈断电后主触点仍然是接通的,这时如果另一个接触器的线圈通电,仍将造成三相电源短路事故。
为了防止出现这种情况,应在PLC外部设置KM1和KM2的辅助常闭触点组成的硬件互锁电路(见图2),假设KM1的主触点被电弧熔焊,这时它与KM2线圈串联的辅助常闭触点处于断开状态,因此KM2的线圈不可能得电。
任务一 三相异步电动机变频调速正反转运行的PLC控制
项目四 任务一 三相异步电动机变频调速正反向运行的PLC控制
✓ 模拟量输入A/D的应用举例 有一台压力传感器测量范围是0~40000N,将其连接至输出范围为0~
10V的电压变送器,并将电压变送器的输出端连接到FX5U32MR/ES内置模拟 量输入端子,要求实时显示压力数值,试编辑梯形图程序。
打开GX Works3编程软件,按图4-2、4-3所示的方法设置模拟量输入的参 数。由于FX5UPLC内置模拟量输入是将A/D转换值存于特殊寄存器SD6020中 ,数字量的范围0~4000,这个数值对应的力是0~40000N,据此编辑梯形 图如图4-4所示。
11
项目四 任务一 三相异步电动机变频调速正反向运行的PLC控制
✓ 内置模拟量输出规格
表4-3 FX5UCPU内置模拟量输出规格(续)
项目
规格
转换速度
30μs(数据的更新为每个运算周期)
绝缘方式
与CPU模块内部不绝缘
输入输出占用点数
0点(与CPU模块最大输入输出点数无关)
① 0V 输出附近存在死区区域,模拟量输出值相对于数字输入值存在部分 未反映的区域。
-32768~+32767
默认
禁止 0 0
禁用 0 0 0
CLEAR
0
15
项目四 任务一 三相异步电动机变频调速正反向运行的PLC控制
在图4-6“模块参 数 模拟输出”设置 窗口,单击该窗口左 侧“应用设置”选项 ,即可选择对输出通 道进行应用设置,设 置界面如图4-7所示 ,参数设置完成后, 单击“应用”按钮。 这一步很重要,否则 ,参数设置无效。
图4-4 模拟量输入A/D的应用梯形图
10
项目四 任务一 三相异步电动机变频调速正反向运行的PLC控制
PLC控制三相异步电机正反转

目录一、可行性报告 (2)1、项目目的 (2)2、项目背景及发展概况 (2)3、可行性 (3)二、设计说明 (3)1、器材 (3)2、整体思路 (4)3、系统流程图 (4)4、实验步骤 (5)三、三相异步电机的正反转PLC控制 (5)3.1 PLC定时器控制电动机正反转电路的主接线图 (7)3. 2 PLC定时器控制三相异步电动机正反转的梯形图 (8)3.3定时器控制电动机正反转的指令表程序 (9)3.4 PLC的I/O分配 (10)3.5 实体框形图 (11)结论 (12)电机控制一、可行性报告1、项目目的1)、了解机床电气中三相电机的正反转控制和星三角启动控制。
2)、掌握电动机的常规控制电路设计。
3)、了解电动机电路的实际接线。
4)、掌握GE FANUC 3I 系统的电动机启动程序编写。
2、项目背景及发展概况三相异步电动机的应用非常广泛,具有机构简单,效率高,控制方便,运行可靠,易于维修成本低的有点,几乎涵盖了工农业生产和人类生活的各个领域,在这些应用领域中,三相异步电动机运行的环境不同,所以造成其故障的发生也很频繁,所以要正确合理的利用它,要合理的控制它。
这个系统的控制是采用PLC的编程语言----梯形图,梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能,使用灵活的指令,使逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路,可编程控制器是一种数字运算操作的电子系统,它是专为在恶劣工业环境下应用而设计,它采用可编程序的存储器,用来在内部存储执行逻辑运算,顺序控制,定时,计数和算术等操作的指令,并采用数字式,模拟式的输入和输出,控制各种的机械或生产过程。
长期以来,PLC始终处于工业自动化控制领域的主战场,为各种各样的自动化设备提供了非常可靠的控制应用,它能够为自动化控制应用提供安全可靠和比较完善的解决方案,适合于当前工业,企业对自动化的需要。
PLC 控制三相异步电动机正反转实验

PLC 控制三相异步电动机正反转实验PLC 控制三相异步电动机正反转实验本文下载地址:搜索PLC实验二PLC控制三相异步电动机正反转实验一、实验目的1.学习和掌握PLC的实际操作和使用方法;2.学习和掌握PLC控制三相异步电动机正反转的硬件电路设计方法;3.学习和掌握PLC控制三相异步电动机正反转的程序设计方法;4.学习和掌握PLC控制系统的现场接线与软硬件调试方法。
二、实验原理三相异步电动机定子三相绕组接入三相交流电,产生旋转磁场,旋转磁场切割转子绕组产生感应电流和电磁力,在感应电流和电磁力的共同作用下,转子随着旋转磁场的旋转方向转动。
因此转子的旋转方向是通过改变定子旋转磁场旋转的方向来实现的,而旋转磁场的旋转方向只需改变三相定子绕组任意两相的电源相序就可实现。
如图2.1所示为PLC控制异步电动机正反转的实验原理电路。
图2.1PLC控制三相异步电动机正反转实验原理图左边部分为三相异步电动机正反转控制的主回路。
由图2.1可知:如果KM5的主触头闭合时电动机正转,那么KM6主触头闭合时电动机则反转,但KM5和KM6的主触头不能同时闭合,否则电源短路。
右边部分为采用PLC对三相异步电动机进行正反转控制的控制回路。
由图可知:正向按钮接PLC的输入口某0,反向按钮接PLC的输入口某1,停止按钮接PLC的输入口某2;继电器KA4、KA5分别接于PLC的输出口Y33、Y34,KA4、KA5的触头又分别控制接触器KM5和KM6的线圈。
实验中所使用的PLC为三菱F某2N系列晶体管输出型的,由于晶体管输出型的输出电流比较小,不能直接驱动接触器的线圈,因此在电路中用继电器KA4、KA5做中间转换电路。
在KM5和KM6线圈回路中互串常闭触头进行硬件互锁,保证软件错误后不致于主回路短路引起断路器自动断开。
电路基本工作原理为:合上QF1、QF5,给电路供电。
当按下正向按钮,控制程序要使Y33为1,继电器KA4线圈得电,其常开触点闭合,接触器KM5的线圈得电,主触头闭合,电动机正转;当按下反向按钮,控制程序要使Y34为1,继电器KA5线圈得电,其常开触点闭合,接触器KM6的线圈得电,主触头闭合,电动机反转。
PLC控制三相异步电动机正反转

目录引言 (1)第一章三相感应电动机系统总体设计方案 (2)1.1三相感应电动机的基本结构 (2)1.1.1 三相感应电动机定子 (2)1.1.2三相感应电动机转子 (3)1.2三相感应电动机的工作原理 (3)1.3三相异步电动机的正反转工作过程 (3)1.3.1 三相感应电动机的原理 (3)1.3.2 三相感应电动机的制动 (4)1.4三相感应电动机系统变量定义及分配表 (4)1.5三相感应电动机系统接线图 (5)1.6三相感应电动机系统流程图 (6)1.7三相感应电动机时序图设计 (7)第二章 PLC基础的知识 (10)2.1关于PLC的定义 (10)2.2PLC与继电器控制的区别 (10)2.3PLC的工作原理 (10)第三章三相感应电动机的PLC控制 (12)3.1三相感应电机的正反转PLC控制 (12)3.2PLC定时器控制电动机正反转互锁的设计 (13)3.2.1 PLC定时器控制电动机正反转电路的主接线图 (13)3.2.2 PLC定时器控制三相感电动机正反转的梯形图 (13)3.3三相感应电动机使用PLC控制优点 (13)第四章系统调试及结果分析 (15)结论 (16)参考文献 (17)引言三相异步电动机的应用非常广泛,具有机构简单,效率高,控制方便,运行可靠,易于维修成本低的有点,几乎涵盖了工农业生产和人类生活的各个领域,在这些应用领域中,三相异步电动机运行的环境不同,所以造成其故障的发生也很频繁,所以要正确合理的利用它。
要合理的控制它。
我研究的这个系统的控制是采用PLC的编程语言----梯形图,梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能,使用灵活的指令,使逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路,可编程控制器是一种数字运算操作的电子系统,它是专为在恶劣工业环境下应用而设计,它采用可编程序的存储器,用来在内部存储执行逻辑运算,顺序控制,定时,计数和算术等操作的指令,并采用数字式,模拟式的输入和输出,控制各种的机械或生产过程。
三相异步电机自动循环正反转控制案例

4.子程序调用程序
项目七: PLC功能指令应用
程序解析:调用三个子程序 M1常开触点闭合时,调用子程序P1 M2常开触点或M8常开触点闭合时,调用子程序P2 M5常开触点闭合时,调用子程序P3
5.子程序P1
项目七: PLC功能指令应用
程序解析
P1子程序的作用是是输出继电器Y000得电, 输出继电器Y001失电;即使交流接触器KM1的 线圈得电,KM2的线圈失电,即使电机M1正转;
6.子程序P2
项目七: PLC功能指令应用
程序解析
P2子程序的作用是使输出继电器Y000,Y001 全部失电,交流接触器KM1和KM2的线圈都失 电,电机停止转动;
7.子程序P3
项目七: PLC功能指令应用
程序解析
P3子程序的作用是是输出继电器Y001得电, 输出继电器Y000失电;即使交流接触器KM2的 线圈得电,KM1的线圈失电,即使电机M1反转;
项目七: PLC功能指令应用
二、三相异步电机自动循环正反转控制案例的电气原理图 1.主配表
项目七: PLC功能指令应用
输入
输入设备
输入继电器
启动按钮SB1
X0
停止按钮SB2
X1
输出
输出设备
输出继电器
正转线圈KM1
Y0
反转线圈KM2
Y1
项目七: PLC功能指令应用
XXXXX XXXXX
项目七: PLC功能指令应用
三相异步电机自动循环正反转控制案例
XXXXX XXXXX
项目七: PLC功能指令应用
一、三相异步电机自动循环正反转控制案例描述
三相异步电动机M1的启动按钮为SB1,停止按钮为SB2。 按下SB1启动按钮后,电机M1开始正转,正转10S后, 电机自动停止,停止10S后电机自动启动并开始反转, 反转10S后电机自动停止,停止10S后又自动开始正传, M1按照这种运行规律以此往复,循环运行。任意时刻 按下停止按钮SB2,电机彻底停止。
实验一 三相异步电动机启停

实验一 三相异步电动机启停、正反转控制实验一.三相异步电动机启停控制实验 (一)、实验目的:1、学习和掌握控制元件的结构、工作原理和使用方法;2、通过三相异步机的启停控制电路的实验,进一步学习和掌握接触器控制电路的结构、工作原理。
(二)、实验内容及原理:图示为三相异步电动机的基本启停电路。
电路的基本工作原理是:首先合上电源开并QF5,再按下“启动”按钮,KM5得电并自锁,主触头闭合,电动机得电运行。
按下“停止”按钮,KM5失电,主触头断开,电动机失电停止。
(三)、实验步骤 1、按图1所示接线2、经检察后进行下面操作;3、合上断路器QF5,观察电动机和接触器的工作状态;4、按下操作控制面板上“启动”按钮,观察接触器和电动机的工作状态;5、按下操作控制面板上“停止”按钮,观察接触器和电动机的工作状态;6、当未合上短路器QF5时,进行4和5步操作,观察结果。
图1 电机启停控制实验主电路(四)、分析结果(记录)二、三相异步电动机正反转控制实验(一)、实验目的:1、学习和掌握PLC的实际操作和使用方法;2、学习和掌握通过三相异步电机正反转方法;(二)、实验内容及原理:本实验采用PLC对三相异步电动机进行正反转控制,其主电路和控制电路接线图如图2所示。
图中:正向按钮接PLC的输入口X0,反向按钮接PLC的输入口X1,停止按钮接PLC的输入口X2,KM5为正向接触器。
继电器KA5、KA6分别接于PLC的输出口Y33、Y34。
其基本工作原理为:合上QF1、QF5,PLC运行,当按下正向按钮,控制程序使Y33有效,继电器KA5线圈得电,其常开触点闭合,接触器KM5的线圈得电,主触头闭合,电动机正转;当按下反向按钮,控制程序使Y34有效,继电器KA6线圈得电,其常开触点闭合,接触器KM6的线圈得电,主触头闭合,电动机反转。
(三)、实验步骤1、按图2示接线2、经检查后,接通断路器QF1、QF5;图2 电机正反转接线图3、运行PC 机上的工具软件FX-WIN ,输入PLC 梯形图,并将梯形图输入PLC 中;主电路KM6+ -图3 打开正反转PLC梯形图对话框图4 正反转梯形图图5 将程序下载到PLC中4、运行PLC,操作控制面板上的相应开关及按钮,实现电动机的正反转控制,在PC机上对运行状况进行监控,同时观察继电器KA5、KA6和接触器KM5 、KM6的动作及变化情况。
用PLC控制三相异步电动机正反转
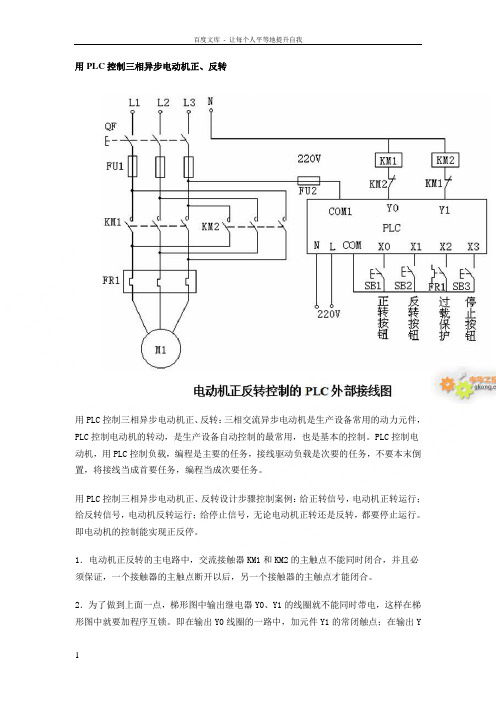
用PLC控制三相异步电动机正、反转用PLC控制三相异步电动机正、反转:三相交流异步电动机是生产设备常用的动力元件,PLC控制电动机的转动,是生产设备自动控制的最常用,也是基本的控制。
PLC控制电动机,用PLC控制负载,编程是主要的任务,接线驱动负载是次要的任务,不要本末倒置,将接线当成首要任务,编程当成次要任务。
用PLC控制三相异步电动机正、反转设计步骤控制案例:给正转信号,电动机正转运行;给反转信号,电动机反转运行;给停止信号,无论电动机正转还是反转,都要停止运行。
即电动机的控制能实现正反停。
1.电动机正反转的主电路中,交流接触器KM1和KM2的主触点不能同时闭合,并且必须保证,一个接触器的主触点断开以后,另一个接触器的主触点才能闭合。
2.为了做到上面一点,梯形图中输出继电器Y0、Y1的线圈就不能同时带电,这样在梯形图中就要加程序互锁。
即在输出Y0线圈的一路中,加元件Y1的常闭触点;在输出Y1线圈的一路中,加元件Y0的常闭触点。
当Y0的线圈带电时,Y1的线圈因Y¬0的常闭触点断开而不能得电;同样的道理,当Y1的线圈带电时,Y0的线圈因Y¬1的常闭触点断开而不能得电。
3.为了保证电动机能从正转直接切换到反转,梯形图中必须加类似按钮机械互锁的程序互锁。
即在输出Y0线圈的一路中,加反转控制信号X1的常闭触点;在输出Y1线圈的一路中,加正转控制信号X0的常闭触点。
这样能做到电动机正反转的直接切换。
当电动机加正转控制信号时,输入继电器X0的常开触点闭合,常闭触点断开。
常闭触点断开反转输出Y1的线圈,交流接触器KM2的线圈失电,电动机停止反转,同时Y1的常闭触点闭合,正转输出继电器Y0的线圈带电,交流接触器KM1的线圈得电,电动机正转。
当电动机加反转控制信号时,输入继电器X1的常开触点闭合,常闭触点断开。
常闭触点断开正转输出Y0的线圈,交流接触器KM1的线圈失电,电动机停止正转,同时Y 0的常闭触点闭合,反转输出继电器Y1的线圈带电,交流接触器KM2的线圈得电,电动机正转。