电助熔技术在浮法玻璃生产上的应用_付宝祥
我国浮法玻璃工业的电气控制和自动化
我国浮法玻璃工业的电气控制和自动化摘要:冷端是浮法玻璃生产线的切装工段,也是其自动化装备水平的最高体现。
随着我国浮法玻璃行业的技术进步和产业结构的升级调整,冷端单体设备装备水平和自动化程度不断提高。
大型化、多规格、高品质的生产需求和推进“两化融合”提高装备智能化和生产过程自动化的国家工业发展策略,对冷端控制系统的自动化和智能化程度提出了更高的要求。
本文以浮法生产线冷端控制系统智能化改造为研究对象,应用数字化技术、工业网络技术、模糊模式识别技术和先进的自动控制手段给出了全方位的改造方案。
关键词:电气自动化;浮法玻璃;发展趋势随着我国平板玻璃产能的快速增长及产业结构的加速调整,电气自动化在玻璃行业的发展中发挥着越来越重要的作用。
电气自动化在玻璃行业的应用轨迹与工艺路线、设备制造、生产流程和组织方式密切相关,它对生产优质玻璃,节能减排,降低玻璃成本,提高企业竞争力等具有重要而长远的意义。
1.浮法玻璃生产中电气自动化应用现状浮法玻璃熔窑、锡槽以及退火窑三大热工生产设备中都有自动控制技术的应用,主要体现在采用计算机分布式控制系统对生产设备进行集中操作管理和分布控制。
部分浮法玻璃企业引进了计算机联网监控系统,通过利用计算机网络技术对玻璃工厂的信息化监控管理,将工厂的监控视频系统与生产信息管理系统融合在一起,实现了对工厂生产的远程控制与管理。
自动化控制技术的应用,可将玻璃生产中的“三大热工”的操作人员缩减为约回5人/班。
个别大集团中多生产线模式的玻璃厂,“三大热工”每班操作工仅8人,达到降低人工生产成本的目的。
我国浮法玻璃生产的自动化控制设备及其配置水平,与发达国家相比还有一定差距。
主要表现在:(1)生产控制策略不够全面系统。
浮法玻璃的生产工序衔接十分紧密,要想实现订单与原材料直接挂钩的同时井确保产品质量,则不能再强调热端和冷端的“前后主次”关系,而是应该依据冷端的订单目录,合理安排热端的生产投人,降低产品库存,井有的放矢地安排生产计划。
玻璃全电熔和电助熔窑炉技术的最新进展

玻璃全电熔和电助熔窑炉技术的最新进展发布者: chiefway 发布时间: 2009-10-20 09:02 浏览次数: 254玻璃全电熔和电助熔窑炉技术的最新进展Mr. Stuart HAKES(英国FIC公司)摘要:本文详细介绍了玻璃钼电极用水套的使用,并指出了电极水套的推进方法和注意事项,同时介绍了两种性能优异的电极水套,这些水套不仅有可拆卸的独立水路从而避免推进过程的水套堵塞和热冲击,而且还能使用在恶劣的环境中。
文章还介绍了流液洞和加料口拐角的侵蚀问题,提出了比较好的解决办法,并详细分析了原因和机理。
关键词:冷却水套;钼电极;流液洞;加料口;热冲击;RECENT DEVELOPMENTS IN ALL ELECTRIC MELTING ANDELECTRIC BOOSTING IN GLASS FURNACESStuart HAKES(FIC)Abstract:It were introduced that the using of cooling holder for molybdenum electrodes, and boosting ways and attentions during boosting holders were pointed out. Furthermore, another two kinds of good cooling holders were introduced. They have not only a removable waterway so as to avoid blockage and thermal shock the advancing process, but also operated in all-electric furnaces in extremely arduous environments. In addition,the erosion in the throat and doghouse corner was introduced in the paper, and author with his experiences analyzed the reason and mechanism and pointed out better solutions.Key words: cooling holder;molybdenum electrodes;throat;doghouse;thermal shockl、水套的介绍随着钼电极的研究发展,特别钼电极安全地投入使用,推进了玻璃电熔和电助熔的商业化的实现。
电极功率对浮法玻璃熔窑影响的探索
电极功率对浮法玻璃熔窑影响的探索张艳娟王自强刘学理姚佩陈琰(浮法玻璃新技术国家重点实验室中国洛阳浮法玻璃集团有限责任公司洛阳市471009)摘要采用物理模拟的方法,以600 t/d的浮法玻璃熔窑为基础进行1:20的比例缩小,电极采用铜电极,以甘油、糖浆、氯化锂的混合物为模拟液,探索多组电极不同功率分布对600 t/d浮法玻璃熔窑的影响,得出电极功率对浮法玻璃熔窑的影 响规律。
关键词物理模拟电极功率热点温度场流动场中图分类号:TQ171 文献标识码:A文章编号:1003-1987(2018)07-0029-05Exploration of the Influence of ElectrodePower on the Melting Furnace ofFloating Glass FurnaceZHANG Yanjuan,WANGZiqiang,LlUXueli,YAOPei,CHEN Yan(Float Glass New Technical State Key Laboratory,China Luoyang Float Glass Group Company Limited,Luoyang,471009)Abstract: Using the method of physical simulation,the float glass melting furnace of600T/D was reduced by the ratio of 1:20, Electrodes are made of copper electrodes.The mixture is made of glycerin,syrup and lithium chloride.The influence of different power distribution on the temperature field and flow field of600 t/d float glass furnace was investigated.The influence of electrode power on the melting furnace o f600t/dfloat glass was obtained.Key Words: physical simulation,the electrode power,hot,the temperature field,the flow field〇引言玻璃熔窑的电助熔技术是提高熔窑效率的有 力措施,电助熔技术是指利用电能直接加热玻璃 液本体,自问世以来发展迅速。
浮法玻璃电助熔生产技术赵威
浮法玻璃电助熔生产技术赵威发布时间:2022-11-28T11:38:44.339Z 来源:《建筑模拟》2022年第14期作者:赵威王林[导读] 本文简要分析了电助熔技术的应用现状,对电助熔技术进行分类讨论。
通过多个浮法玻璃生产应用电助熔系统案例分析,得出正确设计并使用电助熔系统可以达到预期目的。
目前,国内电助熔生产应用尚未普及,设计及应用技术水平还需进一步提升。
为电助熔技术在浮法玻璃生产过程中的应用提供有力的参考依据。
河北南玻玻璃有限公司 065600摘要:本文简要分析了电助熔技术的应用现状,对电助熔技术进行分类讨论。
通过多个浮法玻璃生产应用电助熔系统案例分析,得出正确设计并使用电助熔系统可以达到预期目的。
目前,国内电助熔生产应用尚未普及,设计及应用技术水平还需进一步提升。
为电助熔技术在浮法玻璃生产过程中的应用提供有力的参考依据。
关键字:浮法玻璃;电助熔;生产技术应用1浮法玻璃电助熔生产技术在投料口的应用使用投料口的电助熔尤其有利于彩色玻璃的制备(尤其是含铁量高的),这在1#小高炉和前端熔化部的底部温度有利于配合料的熔融;可使熔化部位的前部温度减小,使着色剂的挥发减少,从而提高了着色单元的保藏性能。
尽管投料口电熔法主要应用在彩色玻璃的制造上,但也有一些公司在制造透明玻璃时采用这种方法。
其主要目标是降低燃油消耗,以符合地方严苛的环境标准,或者增加窑炉负荷。
投料端口电焊系统,加热电极,以往一般是四根或六根51毫米直径的电极杆,目前多为双排8根,可提供1000 kW的电力。
2浮法玻璃电助熔生产技术在毯料区的应用毯料区的电熔系统与送料端口电熔系统在硬件、操作方式上基本一致,但其最大的区别在于焊条的数量、直径、接线方式、电压水平的设定。
毯料区的电熔化系统通常包括2至3行6根76毫米直径的电极杆,每列6根电极杆大约2250 kW。
也可以使用51毫米直径的电极杆,这样的话,电熔点的功率就会小一点。
多排电极棒位于玻璃配合料下面,产生的主要热量被传递到上游熔化区域,有助于熔化;部分热量被传送到熔化下游区域,可以改进玻璃液的澄清,但是这使玻璃成型流的温度升高,可以通过增加熔窑卡脖冷却水管深度和加大冷却部稀释风量等措施来解决。
浮法玻璃大功率电熔化工艺的应用分析赵会杰1王长军2孙飞虎3
浮法玻璃大功率电熔化工艺的应用分析赵会杰1 王长军 2 孙飞虎3发布时间:2023-07-04T04:29:37.315Z 来源:《科技新时代》2023年8期作者:赵会杰1 王长军 2 孙飞虎3[导读] 文章分析大型浮法玻璃溶窑大功率复合熔化技术的使用可行性,主要论述浮法玻璃电熔化工艺上存在的问题,论述该工艺在当前的使用。
当前浮法玻璃复合熔化技术并没有普及,仅仅有少部分在生产线使用,技术突破对行业发展十分重要。
河北视窗玻璃有限公司河北省廊坊市 065000摘要:文章分析大型浮法玻璃溶窑大功率复合熔化技术的使用可行性,主要论述浮法玻璃电熔化工艺上存在的问题,论述该工艺在当前的使用。
当前浮法玻璃复合熔化技术并没有普及,仅仅有少部分在生产线使用,技术突破对行业发展十分重要。
关键词:浮法玻璃;电熔化;技术;行业;效益近现代社会发展不断变革,国家发改委与工信部、生态环境部门联合发布《高耗能行业重点领域节能降碳改造升级实施指南(2022年版)》,对玻璃行业的节能降碳改造升级提出相关意见,指出行业发展速度快,为顺应时代发展的潮流,要进一步提升玻璃行业的生产效率,保障行业的节能效果,增强绿色低碳节能。
玻璃熔制是在高温状态下进行的,反应比较复杂,因此技术研发也存在诸多难度。
1.浮法玻璃大功率电熔化工艺发展现状1.1 生产现状在玻璃生产制造中,大功率电熔化技术就是指将电能转化成为热能融化玻璃的技术,技术的关键就是电熔能力在总熔能力的占比,如果占比超过50%,则可以称为是电主熔技术,相反如低于50%,则是助熔技术。
国外的浮法玻璃复合熔化技术已经成熟,但是国内的总熔化能力只有10%。
在浮法玻璃电熔化应用中,某集团曾经在熔化量700t/d溶窑中安装助熔系统,安装为6750KW,该系统的最大能力仅占总熔化能力只有25%,这是该领域内所记录的浮法玻璃溶窑复合熔化技术中的最大电熔功率。
现阶段玻璃纤维行业内,溶窑可采用的复合熔化技术能力达到400t/d,电熔能力方面,国外技术可占熔化能力的45%,国内技术为25%。
科技成果——浮法玻璃炉窑全氧助燃装备技术
科技成果——浮法玻璃炉窑全氧助燃装备技术适用范围建材行业浮法玻璃生产线行业现状目前我国浮法玻璃生产线有270多条,单线产量从300-1200t/d 不等。
以熔化能力每日600t,燃料为天然气浮法玻璃窑炉为例,日耗天然气量为11.0×104Nm3,日排CO2为238t,排SO2为0.552t,排NO X为0.86t,不仅能耗偏高,也对环境造成了一定程度的污染。
目前该技术可实现节能量4万tce/a,减排约11万tCO2/a。
成果简介1、技术原理浮法玻璃熔窑纯氧助燃系统包括两个方面:在投料口与1号小炉之间增设一对纯氧燃烧喷枪(俗称0号小炉),在原燃料喷枪底部加入纯氧进行助燃(俗称氧气底吹)。
0号小炉位于窑炉投料口与1号小炉之间,玻璃窑炉这段区间没有火焰覆盖,既浪费玻璃熔窑熔化面积,又增加能量的消耗。
0号小炉的纯氧和燃料燃烧反应速度快,火焰辐射强,由于该位置玻璃液面被配合料覆盖,配合料黑度比玻璃液的黑度大得多,其吸热能力也比玻璃液的吸热能力强,因此传热效果更高。
纯氧喷枪燃烧产生烟气量少,火焰动量小,不会将配合料粉尘吹起,相反配合料表面快速形成“釉层”,减少配合料的飞料。
实践证明,高温强制熔化有利于节能降耗,提高玻璃的质量和产量。
在原燃料喷枪底部通入氧气,氧气从燃料喷枪底部加入,解决传统燃烧方式该位置燃烧缺氧的问题。
高纯度氧气燃烧速度快,温度高,辐射能力强,有利于玻璃熔化、澄清和均化,因此可以减少燃料上部空气量,从而降低空间火焰温度,使温度呈梯度分布,起到保护窑炉火焰空间胸墙、大碹作用,大大延长窑炉的使用寿命,同时也大幅降低尾气中NO X含量。
燃料喷枪底部的氧气还可以燃烧掉对面燃料喷枪未燃尽燃料,避免燃料带入玻璃窑炉蓄热室,烧坏格子体,从而延长窑炉格子体使用寿命。
2、关键技术(1)解决了全氧喷枪系统火焰长短和刚度调整问题,实现在不同窑体的使用;(2)通过研发满足不同要求的配套喷嘴砖,解决了喷嘴砖材质、更换和耐碱液冲刷的问题。
浮法玻璃熔制技术
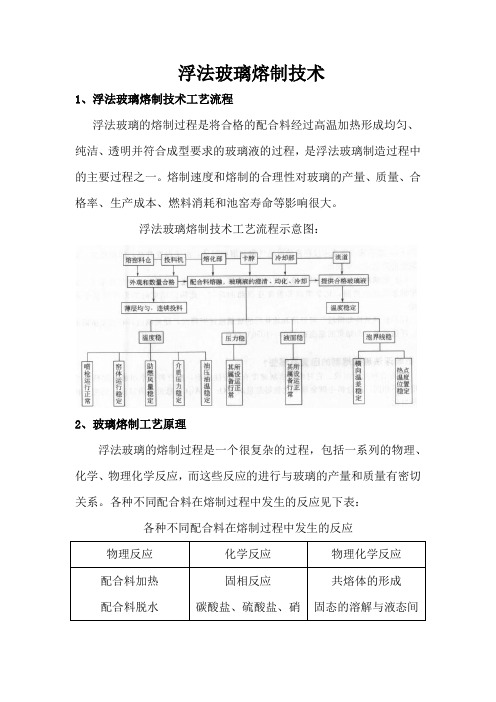
浮法玻璃熔制技术1、浮法玻璃熔制技术工艺流程浮法玻璃的熔制过程是将合格的配合料经过高温加热形成均匀、纯洁、透明并符合成型要求的玻璃液的过程,是浮法玻璃制造过程中的主要过程之一。
熔制速度和熔制的合理性对玻璃的产量、质量、合格率、生产成本、燃料消耗和池窑寿命等影响很大。
浮法玻璃熔制技术工艺流程示意图:2、玻璃熔制工艺原理浮法玻璃的熔制过程是一个很复杂的过程,包括一系列的物理、化学、物理化学反应,而这些反应的进行与玻璃的产量和质量有密切关系。
各种不同配合料在熔制过程中发生的反应见下表:各种不同配合料在熔制过程中发生的反应根据熔制过程中的不同特点,从加热配合料到最终成为符合成型要求玻璃液的过程,可分为五个阶段,即硅酸盐形成阶段、玻璃液形成阶段、玻璃液澄清阶段、玻璃液均化阶段和玻璃液冷却阶段。
直观地,也可分为配合料堆的反应烧结阶段;硅酸盐形成及其熔化物熔化阶段,主要是残余石英砂溶解于已形成的硅酸盐中;澄清消除气泡阶段,主要是降低各种气体在玻璃液中的过饱和程度;逐渐冷却至成型温度阶段。
〔1〕硅酸盐形成阶段配合料入窑后,在800~1000℃温度范围发生一系列物理的、化学的和物理-化学的反应,如粉料受热、水分蒸发、盐类分解、多晶转变、组分熔化以及石英砂与其他组分之间进行的固相反应。
这个阶段结束时,大部分气态产物从配合料中逸出,配合料最后变成由硅酸盐和二氧化硅组成的不透明烧结物。
硅酸盐形成速度取决于配合料性质和加料方式。
〔2〕玻璃形成阶段当温度升到1200℃时,烧结物中的低共熔物开始熔化,出现了一些熔融体,同时硅酸盐与未反应的石英砂粒反应,相互熔解。
伴随着温度的继续升高,硅酸盐和石英砂粒完全熔解于熔融体中,成为含大量可见气泡、条纹、在温度上和化学成分上不够均匀的透明的玻璃液。
在浮法玻璃生产过程中,硅酸盐形成阶段与玻璃形成阶段之间没有明显的界限,即在硅酸盐阶段尚未结束时,玻璃液形成阶段已经开始,并且硅酸盐形成进行得极为迅速,而玻璃液形成却很缓慢。
浮法玻璃生产线大型化成套技术的研发应用

浮法玻璃生产线上个世纪90年代以后,随着我国国民经济的快速发展,“中国洛阳浮法玻璃工艺”技术必须与时俱进,跟上市场多方面的需求。
市场需要特大、特厚、特优、价廉的商品;国家需要节能、降耗、无污染排放的企业;企业需要人少、利厚在国内外具有长久竞争力的利益。
为此,以满足国家、市场、企业的需求为目标,秦皇岛玻璃工业研究设计院(以下简称秦皇岛院)研发目标分两步进行:第一步,以日熔化700吨级为目标,自力更生赶上世界先进水平;第二步,以日熔化900吨级为目标,开拓创新跨入世界先进水平。
研发成果秦皇岛院研发的日熔化700吨级浮法线技术于2001年8月在江苏华尔润集团有限公司投入商业运营,《华尔润日熔化700吨优质浮法玻璃生产线项目》在2004年全国第十一届优秀工程设计评选中以其产品质量优异、节能显著、经济社会效益突出等优势,被全国优秀工程勘察设计评选委员会评为金奖。
这是建材行业近年来获得的惟一一项金奖。
秦皇岛院研发的日熔化900吨玻璃生产线,经过两年的运行后,显示了玻璃熔化质量好、原板宽、产品品种多、节约能源、投资相对少、占地省、劳动生产率高、综合成本低、抗市场风险能力强等众多优点。
2006年8月,秦皇岛院研发的“热端大型化和控制系统技术开发及在日熔化900吨浮法玻璃生产线工程的应用”通过了由中国建筑材料工业协会组织的部级科学技术成果鉴定;同年还获得2006年度中国建筑材料工业协会、中国硅酸盐学会建筑材料科学技术奖科技进步一等奖。
创新技术秦皇岛院在研究和创造完整的日熔化700吨级和日熔化900吨级浮法生产线的全新全套设计和装备制造体系,实现了全线的设备供货、安装、监理、调试、培训和投产服务的同时,还研发出一系列的专业创新技术。
(1)原料系统。
秦皇岛院开展了原料的气氛、铁还原应用技术的研究,研究开发了效果良好的原料均化新技术,采用国际最先进、混合均匀度高的艾立许大型混合机,开发了国内先进的电子称智能自动称量系统,严格控制进厂合格玻璃原料质量和混合料的混合质量等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在玻璃的生产过程中引入电能,借助其“焦尔热效应”,实现玻璃液的辅助加热。
该技术称为辅助电加热技术(Supplementary Electric Heating Technology),简称电助熔技术。
在20世纪50年代,以钼材料做成的棒状电极的电助熔技术首次得到应用。
在20世纪80年代,电助熔技术得到快速发展,不仅在玻璃熔窑得到广泛应用,而在浮法玻璃的生产过程中,也逐渐得到应用[1]。
本文对电助熔采用分类讨论的方法来进行阐述,深入探讨了浮法玻璃生产过程典型的三种电助熔电极的应用布局方案。
从而为电助熔技术在浮法玻璃生产过程中的应用提供有力的参考依据。
1 电助熔分类电助熔技术按照工艺可划分为三类[2]:1)对流式的电助熔技术;2)分布式的电助熔技术;3)电极侧插式的电助熔技术。
1.1对流式的电助熔技术以钼为材料,电极底插,使得玻璃液在热源附近进行集中放热,见图1。
图1对流式的电助熔技术对流式的电助熔技术,通过控制炉内所形成的液流,有效改进传热空间,使玻璃熔体均匀化,形成相对稳定的玻璃液。
其电源采用锡槽的剩余电能来实现。
长期的经验表明,若日出料1吨,需消耗20千瓦电能,该种电助熔技术是能耗最低的[3]。
对流式的电助熔技术对于有色玻璃与无色玻璃的生产均有效。
其不足之处在于,电极的布置空间有限,其整体功率较低,大约在400~1100KVa左右。
1.2分布式的电助熔技术以钼为材料,电极采用分布式方式进行布置,从而对玻璃溶化区域实现大范围加热,见图2。
电助熔技术在浮法玻璃生产上的应用Supplementary electric heating technology apply to fl oat glass production付宝祥(阜新旭科光伏玻璃有限公司,辽宁 阜新123000)摘 要:本文简要分析了电助熔技术的应用现状,对电助熔技术进行分类讨论。
在浮法玻璃生产过程中,深入探讨了典型的三种电助熔电极的应用布局方案。
为电助熔技术在浮法玻璃生产过程中的应用提供有力的参考依据。
关键字:浮法玻璃;电助熔;电极布局;电助熔分类Abstract:This paper analysis supplementary electric heating technology’s application briefly,discussed the classification of supplementary electric heating technology.In the process of float glass production, explored the typical three electrode layout programs deeply.And it provided some strong references to supplementary electric heating technology’s application in float glass production.Keyword:float glass;supplementary electric heating;electrode layout;supplementary electric heating classification中图分类号:TQ171 文献标识码:B 文章编号:1003-8965(2013)02-0026-03建筑玻璃与工业玻璃2627图2分布式的电助熔技术采用电极分布式布置方案,可以有效解决玻璃液竖直方向加热时,温度变化幅度较大的问题。
而玻璃液的加热不均衡问题,常常会大幅缩减玻璃拉引量,质量较差。
应用案例:某铁含量较高的玻璃加热,其氧化铁的含量达到0.7%~1.7%。
该种玻璃在汽车业中得到大范围推广。
分布式的电极布置方案,在深色玻璃的生产过程中,其节能效果显著。
1.3电极侧插式的电助熔技术以钼为材料,电极侧插,从而对玻璃溶化区域实现大范围加热,见图3。
图3电极侧插式的电助熔技术若电极以池壁插入,可以对边缘区域的玻璃液进行很好的加热,从而处于两侧的泡界线逐渐开始回缩,其泡界线也由完全变为直线,见图3。
侧插式电助熔设备的装机功率处于前两种形式之间,对于有色玻璃及无色玻璃的生产均适用。
其不足之处在于电极头部受到比较严重的腐蚀,需要定期对电极进行更换。
2 电极布置方案在浮法玻璃生产过程中,引进电助熔技术,其主要目标就在于,在保证玻璃液的生产产量的同时,提高其质量,减少能源消耗,达到节能经济的效果。
而电助熔技术中,最重要的则是电极的布置形式,查阅大量相关文献,总结出3种布置形式[4]。
2.1电极的集中布置将电极沿着与玻璃液流动相垂直的方向,均匀布置。
其主要目标在于使玻璃液均匀受热,改变其回流状态,延长玻璃液的整体受热时间,从而达到提升器质量的效果。
其不足之处在于,玻璃液产量受到一定的限制,若玻璃液温度过高,与之接触的耐火砖会缩短寿命。
同时电极也严重冲刷,侵蚀严重,容易形成电流的三相不平衡,从而对供电系统产生干扰。
2.2熔化区与热点布置相结合若将一些电极安装在玻璃液的溶化区域,其余的电极则安装在热点。
较前一种布置方式,可以弥补其玻璃液产量不高的缺点。
其不足之处在于,玻璃液的回流将受到一定的影响,若对其施加热点鼓泡,则将是一种比较完美的布置方案。
2.3满天星式的布置在电极以矩阵的形式,在底板上均匀布置。
该种方式,可以使玻璃液温度从下至上,呈良好线性的变化趋势,解决了玻璃液流的加热死角问题。
同时电极数量的增加,则分配到每一支电极上的功率则相对较少,减轻对玻璃液回流的干扰。
通常来讲,在浮法玻璃生产过程中施加电助熔系统,也要施加鼓泡。
而两者的合理组合可以出现很多新的布局方案,各有自己的特色。
在实际工程实践过程中,设计师以及相关的技术人员,可以实际的目标以及应用经验来进行选取布局方式,并进行优化。
3 电助熔设计与应用中的要点在浮法玻璃生产过程中,对于电助熔系统设建筑玻璃与工业玻璃28计及其应用需注意以下几点[5]。
3.1电极砖的选取与玻璃液相接触的部分,一般采用耐火性能较好的致密氧化铬砖。
同时,因氧化铬具有良好的导电性能,在施加电助熔技术以后,需要将其换为导电性能相对较差,又具有良好耐热、耐腐蚀性能的氧化锆材料。
3.2玻璃导电性能一般玻璃的导电性能比较差,随着温度的增加呈逐渐上升的趋势,因而若施加电助熔系统,其变压器需要具有足够的裕量。
3.3鼓泡位置在施加电助熔系统,进行鼓泡过程中,其电极和鼓泡之间的相对位置需引起足够的重视,若两者距离偏小,其电极的氧化速度会大幅提升。
采用氮气进行鼓泡比较适宜。
3.4接地电极需要保证电极的可靠接地,以防存在较大的漏电流,造成巨大的安全事故。
3.5测温设备诸如热电偶等一系列的测温设备,需要进行严格的隔离,避免因强电场、电磁等对控制回路产生强烈的干扰,对系统造成一定的安全隐患。
4应用案例在2008年7月至12月,阜新300吨与500吨浮法线在窑炉末期曾经使用过电助熔技术,其与秦皇岛凯维科技有限公司合作,凯维公司为其设计并安装,采用的是侧插式的电阻熔技术(如图3),采用三组共18根钼电极,300吨浮法线设计输入功率为1800KW,实际生产输入功率达到了1600KW。
500吨浮法线设计输入功率为3000KW,实际生产输入功率达到2400KW。
从4个月的使用情况看,电助熔技术能克服窑炉末期产质量下降问题,也能减轻窑炉末期热效率降低对窑炉烧损的进一步加剧问题,产量质量照未使用前均提高了10%左右。
300吨浮法线从日产260吨提高到280吨,产量从不足4000重量箱达到了4500重量箱,一级品率从75%达到82%。
500吨浮法线从日产480吨提高到495吨,产量从8400重量箱达到了9100重量箱,一级品率从80%达到88%,效果非常明显。
5结论在浮法玻璃生产过程中,电助熔技术的应用已取得了一定的经验。
根据用户的实际需要,选择合适的电助熔设备以及电极布置方式。
有效解决玻璃液体对流、受热均匀化问题。
从而提高生产效率,在保证产量的同时,提升生产质量。
不仅如此,该技术在一定范围内提升了原材料的热稳定性能,增强了玻璃液对环境温度变化的鲁棒性能。
施加电助熔系统以后,生产效率较其他加热方式具有显著改善,燃料的消耗大幅减少,节能环保效果显著,具有实际的经济效益。
若采用现代先进的计算机仿真技术,对电助熔的布局、实际运营实施动态仿真,对电助熔系统加以优化,使电助熔技术在浮法玻璃生产中的优势得以充分发挥。
并且现在玻璃行业普遍推广了余热发电技术,再结合太阳能光伏发电技术,使之与电助熔技术相结合,进一步降低用电成本,同时也能减轻二氧化硫与氮氧化物排放,为十二五节能减排做出贡献,其前景将非常光明。
参考文献[1]张宝芳.高硼玻璃池窑中电助熔技术的应用[J].玻璃与搪瓷,2007,08:52-54.[2]张维祥.电助熔在无碱玻纤池窑上的应用[J].玻璃纤维,2003,05:24-25.[3]肖凯生,董彦敏,胡玉良.大型玻璃窑炉电助熔技术[J].玻璃,2009,12:28-30.[4]StuartHAKES.玻璃全电熔和电助熔技术的最新进展[J].玻璃与搪瓷,2007,S1:42-44.[5]张维祥.电助熔在无碱玻纤池窑上的应用[J].玻璃纤维,2003,05:167-168.。