上海大众冲压件模具标准
冲压模具设计标准
冲压模具设计标准
冲压模具是一种用于加工金属板材的工具,广泛应用于汽车、家电、机械等行业。
冲压模具设计的好坏直接影响产品的质量和生产效率。
因此,制定一套科学的冲压模具设计标准对于提高产品质量和生产效率具有重要意义。
首先,冲压模具设计应符合产品要求。
在设计冲压模具时,首先要充分了解产品的要求,包括尺寸、形状、材料等。
只有明确了产品的要求,才能有针对性地进行模具设计,确保产品的质量和精度。
其次,冲压模具设计应考虑生产工艺。
冲压模具设计不仅要满足产品的要求,还要考虑生产过程中的工艺性能。
比如,要考虑模具的寿命、换模时间、生产效率等因素,尽量减少生产过程中的停机时间,提高生产效率。
另外,冲压模具设计应注重模具的可靠性和稳定性。
模具在生产过程中承受着较大的压力和冲击,因此模具的可靠性和稳定性是至关重要的。
设计时应考虑模具的结构强度、材料选择、热处理工艺等因素,确保模具在长时间的使用中不会出现失效或损坏。
此外,冲压模具设计还应考虑模具的维护和保养。
模具在长时间的使用中,会出现磨损、变形等问题,因此设计时应考虑模具的维护和保养问题。
比如,可以在设计时考虑易损件的更换方便性,提高模具的维护效率。
最后,冲压模具设计还应符合相关的标准和规范。
在设计冲压模具时,应参照相关的国家标准和行业规范,确保模具的设计符合国家的法律法规和行业标准,保证产品的质量和安全性。
综上所述,冲压模具设计标准是保证产品质量和生产效率的重要保障。
设计人员应充分了解产品要求,考虑生产工艺,注重模具的可靠性和稳定性,同时符合相关的标准和规范,以确保设计出高质量的冲压模具。
冲压模具模板零件标准
放电(普通)
±0.08
Ra3.2
抛光
--
Ra0.2
镗孔
0~+0.03
Ra1.6
铰孔
±0.02
Ra3.2
5-5模具板料零件未注公差
标零位小数位的,按±0.5控制;标一位小数位的,按±0.1控制;标二位小数位的,按±0.01控制;标
三位小数位的,按±0.005控制。
6.参考文件及记录
无
7.附件
等。
模板名称
高(厚)度公差
长宽公差
垂直度
平面度
备注
上(下)托板
0~+0.3mm
0~1.0mm
0.05/100mm
0.01/100mm
上(下)垫脚
0~+0.3mm
0~1.0mm
0.05/100mm
0.01/100mm
上顶(打)板
0~+0.3mm
0~1.0mm
--
0.03/100mm
上(下)模座
0~+0.3mm
S50C
HRC:17~22
SKD11
HRC:18~23
Cr8
HRC:17~22
DC53
HRC:18~24
Cr12
HRC:17~23
球墨铸铁
HRC:17~24
5-2模具板料零件热处理标准
无明显(相连面积大于30平方毫米)凸出黑色氧化块层,无裂缝等。
模板长宽值
平面度
硬度
备注
0~200mm
0.28
按图纸注明要求
+0.5~+0.8
0~1.0mm
0.05/100mm
0.01/100mm
大众模具质量检验标准解读
目录1、模具验收要求 (2)1.1 标准件选用 (2)1.2 模具外观要求 (2)1.3 导向机构要求 (4)1.4 间隙要求...................................................................................................................... 错误!未定义书签。
1.5 研合要求 (5)1.6. 刻印要求 ...................................................................................................................... 错误!未定义书签。
1.7 其他要求 ....................................................................................................................... 错误!未定义书签。
2、板件验收要求 (7)2.1 符合率要求 (7)2.2 验收前需提供资料 (7)2.3 零件验收 (7)2.4 冲压制件 (8)2.5 预验收尺寸 (8)2.6 AUDIT (8)1、模具验收要求1.1标准件选用1)WDX标准、MISUMMI、SANKYO OILLESS、DAYTON、KALLER、FESTO(供应商要求见附图)1.2模具外观要求1)出气孔:排气孔应在凹处不影响制件外观,确保气体排除顺畅,防尘管紧固可靠,通畅(参照WDX标准-wdx1251-page14)2)上下模底板厚度:上、下模底板厚度均为50mm(参照wdx1240)3)压板槽是否铸出:上、下模压板槽需要机械加工出来,注意倒角C3,高度(60+0.5)4)吊耳:吊耳间距100mm。
冲压模具常用标准件.docx
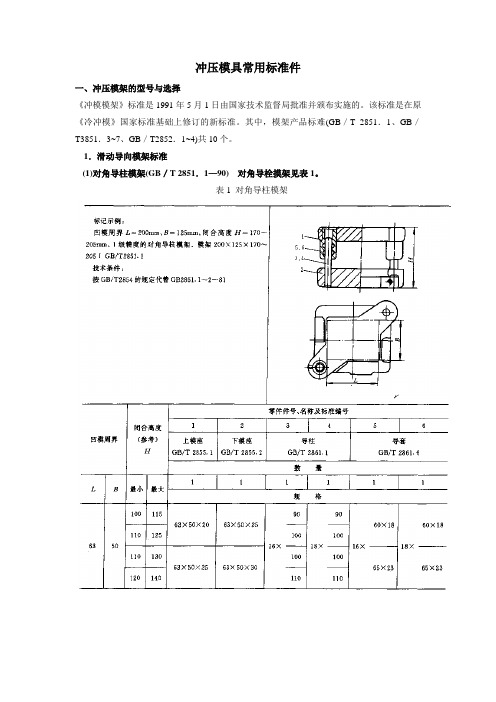
冲压模具常用标准件一、冲压模架的型号与选择《冲模模架》标准是1991年5月1日由国家技术监督局批准并颁布实施的。
该标准是在原《冷冲模》国家标准基础上修订的新标准。
其中,模架产品标难(GB/T 2851.1、GB/T3851.3~7、GB/T2852.1~4)共10个。
1.滑动导向模架标准(1)对角导柱模架(GB/T 2851.1—90) 对角导栓摸架见表1。
表1 对角导柱模架后侧导柱模架(GB/T2851.3——90)后侧导柱窄形模架(mm)中间导柱模架(mm)中间导柱圆形模架(mm)(续)(续)四导柱模架(GB/T 2851.7—90)(mm)(续)二、导柱导套美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。
4、好好享受生活吧,每个人都是幸福的。
人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。
5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。
冲压工艺模具基本知识(上海大众)
1.3 屈服条件及应力一应变曲线 金属材料可以受外力作用变形,而不改变材料成分 这种特性叫做金属的变形能力。
当金属的内应力超过了规定的极限应力,原子的排列在金属晶体内部产生相互滑移.并 形成新的晶格.这时就出现变形或者屈服变形。晶体的滑移沿最易发生变化的晶体滑移 面和滑移方向上发生。并且只有通过存在错列(晶格缺陷)才有可能发生,其它塑性变 形,如双晶,是一种通过晶格的折变由一种状态变成另一种状态的塑性变形。此类变形 在成形技术中起次要的作用。当最大主应力差达到变形抗力时,也称为抗变形强度值时, 或者在纯剪切受力时,出现的剪应力等于抗变形强度值的一半时,那么材料进人塑性状 态。通过忽略中间主应力的影响.而只考虑最大主应力、最小主应力,可以将最大剪应 力屈服条件的数学表达为如下的近似解式。抗变形强度=最大主应力-最小主应力。抗变 形强度(流变应力)取决于材料、温度、应变和应变速率等,在低于再结晶温度下变形, 抗变形强度值通常随着应变的增加而上升.而温度和应变速率对抗变形强度的影响很 小。但成形工艺中的轧制和锻造等则是例外 在轧制和锻造时,流动速率很高。在高于 再结晶温度下变形,抗变形强度值主要受温度和应变速率的影响,而前面提到的应变则
1.2.7 加工中的复合工艺
长时间的实践证明,各种成形工艺之间的复合以及成形工艺、切割工艺和接合工艺 之间的复合是非常有效的。例如将变薄拉伸和深拉伸在板材加工中占有重要的位置。在 变薄拉伸时.可通过压边圈下的限位凸台或者用相应大的压边力防止板材滑入凹模,因 此,板材在凸模压人凹模时多方受到拉应力,同时减少了极厚。相反,深拉深是一种拉 压成形工艺。在这一过程中板材受切向压应力和径向拉应力而成形。而不必改变板厚。 如拉伸像轿车覆盖件那样复杂的组件时.就需变薄拉深和深拉伸复合使用。这种复合工 艺的模具由凸模.凹模和压边圈组成。压边圈在变薄拉伸时起到压住并限制板材流动的 作用;在深拉深时避免板材起皱的作用。今人,最现代化的压力机设备可以按预定值改 变压边力,对于压边圈的每个范围.力的变化曲线可以在成形行程中单独改变.板坯放 在模具中被压边装置夹紧。例如变薄拉深中.当凸模进人凹模时就开始了成形过程。在 此过程中被拉长的板件壁厚减小,最后形成拉伸件底部,当所需压边力减小到使板材在 凹模圆角区流动而不起折皱时,深拉伸过程便开始 在拉伸的最终过程.压边力常常会 再度升高.以便通过再一道变薄拉伸来得到重复精度高的工件最终几何尺寸。在冲压加 工中除了对板材拉伸加工外,还进行弯曲成形、压力成形和剪切成形的加工处理。弯曲 的特征是工件被弯成一定曲率而有角度变化,但未改变板材厚度。由于材料的弹性所造 成的回弹可以通过加大折弯程度来进行补偿。此外也可以在滑块运行的下死点范围内对 工件进行压印或者精整,以产生复合压应力叠加而达到精确的工件形状 成形工艺几 乎总是同冲裁工艺相结合使用。 例如要成形一个板件,在成形前要从板材上剪下板坯, 成形后要对工件进行切边、 冲孔或者落料。板件的成形和冲裁都不作为主要工艺的时 候.二者的复台工艺称为冲压。大批生产时,大部分中、小型冲裁件采用连线复合凸模。 另外在体积成形时.多种不同的生产工艺也在一套模具上复合使用。在成形技术过程中, 如果再加入附加的生产工艺,就能达到进一步减小零件生产成本的要求。
上海大众ZP5冲压件质量标准_汉语
给模具配套厂的工作任务书质 量原 则工作方法流程上海大众汽车有限公司 质保部计量与测量科上海大众ShanghaiVOLKSWAGEN目录前言 3.1.引言 4.2.配套厂的评价 4.3.项目阶段 5.3.1方案开发阶段 5.3.2方案保障阶段 6.3.3实现阶段 6.3.3.1试制生产(PVS)和零件批量生产(OS) 6.3.3.2模具的移置和试模 7.4.检验方案 7.4.1方案的维护 7.5.报告 8.6.评价 8.6.1质量目标规定 8.6.2自制件打分准则 9.6.2.1单项结果 9.6.2.2总结果 10. 7概念/缩写 11.前言上海大众汽车有限公司为自己制定的目标是:向顾客提供高质量,同时也是低价格的汽车。
这一责任使我们不断地改进工作和方法结构。
许多单件在很大程度上对汽车的功能,顾客质量方面的感觉以及顾客的满意程度有决定性的意义。
这就使上海大众汽车公司必须向单件的模具配套厂提出高要求。
给模具配套厂的工作任务书是模具配套厂质保部与上海大众质保部之间合作的基础。
我们希望,这一任务书能支持您的工作。
上海大众质保部----计量与测量科史济平 Herr Horlbeck1.引言为什么必须有一份工作任务书?在所有内部和外部流程中按照顾客的需求行事是顾客对产品的质量、时间、价格和服务满意的基础。
从模具产生到它在客户处正常运转过程中进行普遍的项目管理对产品开发是否成功也是决定性的。
整体思维和零缺陷战略是当前项目流程不可放弃的要求。
因而,与自负其责的模具配套厂紧密合作是减少修模时间、减少模具和测量器具的运输以及实施零缺陷战略的重要因素。
模具制造商的自负其责也包括负责所要求的质量标准。
这就要求在模具制造时就要有质量要求,迅速发现偏差,并直接实施整改措施。
这一方法要求模具制造商与上海大众汽车公司紧密协商。
因而,本任务书从质保角度为模具配套厂描述了目标和质量标准。
我们的目标是:-零缺陷战略形式的质量-遵守时间-整体的合作-自负责任-简化流程-改进反应能力和灵活性-质量方面的兼容性坚定不移地实现这些目标有助于缩短试制生产的时间。
上海大众模具验收标准

模具查收标准部件号:模具号:1.模具的外观检查OP10 OP20OP30OP40OP50OP60模具上周围标示的部件号和工序号用油漆标写,模具编号应铸在模具上模具上应装订标牌,其数据及标志应吻合要求(在试模完成后打印装订)模具上应标有模具的重量(用油漆标写)双动模具应标有:模具总重量、压边圈及压边圈座重量、凸模及凸模座重量B单动模具应标有:总重量,上模重量模具上标示的材质应与设计要求一致上模及下模的附铸试棒的地址等应与设计要求一致上、下模上的防误装标志“ F”地址应一致进料标志“”的地址、方向应吻合工序流程要求安全区的警告标志应按设计要求标出。
上、下模之间的钢质安全支撑柱的作用应吻合要求。
支撑柱应用钢质链条与模具本体固定。
当模具处于工作状态时,柱、链不能够有干涉。
绝对不一样意固定在上模上模具处于堆放状态时,上下模的导向装置(导柱、导套)不能够分别废料槽的固定应合理可靠,翻转式废料槽固定后的高度不能够超出上模的高度气动装置接口安装地址应吻合要求,支架牢靠,进出气口的色标应吻合要求进料、出料的托架固定应合理可靠吊耳的安装应牢固可靠,连铸式吊耳不能够有裂缝、缩孔等弊端。
插销的搬动应灵便,挡环的焊接应牢固,收效应优异模具不应有因运输而造成的损失,如有损坏应及时修复检查模具可否考虑外国长途运输上、下模模具中心开键槽备注:吻合项打“√”,不吻合打“×”,填入“OP**”之空格中查收地址:查收人:查收时间:模具查收标准部件号:模具号:2. 模具与压机的般配OP10 OP20OP30OP40OP50OP60装模定位应与模具铭牌及压力机一致下顶棒数量、分布地址应与模具铭牌及压力机一致上顶棒数量、分布地址应与模具铭牌及压力机一致手动压紧槽地址、槽宽、槽长、槽面高度应与压力机一致自动压紧槽地址、槽宽、槽长、槽面高度应与压力机一致模具的封闭高度应吻合SVW标准,记录本质封闭高度落料模为 680mm1400 吨双动压机内 / 外滑块为 1620/1400mm 600 吨单动压机为 980mm(对于 FEED机械化生产模具,赞同为1180MM,但必定全套模具的闭合高度一致)2000 吨双动压机内 / 外滑块为 2000/1750MM 1000 吨单动压机为 1180MM设有平衡顶棒的模具,必定检查其平行度,可用铝片(或条)进行检查,不平行度控制在0.10 毫米内备注:吻合项打“√”,不吻合打“×”,填入“OP**”之空格中模具查收标准部件号:模具号:3. 进料、出料装置OP10 OP20OP30OP40OP50OP60进料装置进料滚轮托架的安装高度和倾斜度应吻合要求进料滚轮托架不能够有划伤板料或冲压件的现象进料滚轮托架不能够与手工操作有干涉,不能够与模拥有干涉出料装置出料滚轮托架的安装高度和倾斜度应吻合要求出料滚轮托架不能够有划伤板料或冲压件的现象出料滚轮托架不能够与手工操作有干涉,不能够与模拥有干涉备注:吻合项打“√”,不吻合打“×”,填入“OP**”之空格中模具查收标准部件号:模具号:4. 模具的导向装置OP10 OP20OP30OP40OP50OP60模具导套的固定形式、排气孔、更换孔应符合设计要求模具的导柱、导套、导板的配合缝隙应吻合设计要求装置式导板固定应牢靠,下端面应与装置肩贴合优异非装置式导板面的油槽应吻合设计要求。
上海大众ZP5冲压件检具标准

上海大众修订日期:2004.12.20ZP5/ZP7零件外购件检具(测量支架)技术要求LastenheftPruefmittel fuer ZP5/ZP7 Kaufteile (Messaufnahmen)上海大众汽车有限公司质保部计量与测量科MQMShanghai Volkswagen Automobil Co., Ltd上海大众修订日期:2004.12.20目录前言 ---------------------------------------------------------------------------- 4更改记录 -----------------------------------------------------------------------------51.目的 -----------------------------------------------------------------------------62.适用范围 -------------------------------------------------------------------------63.责任 ----------------------------------------------------------------------------64.规定 ----------------------------------------------------------------------------64.1 检具(测量支架)的概述 --------------------------------------------------64.2 检具设计与制造的技术要求 -----------------------------------------------74.2.1 检具(测量支架)的设计说明 ---------------------------------------74.2.2 检具(测量支架)的结构要求 --------------------------------------84.2.3 检具和测量支架的一般制造精度(公差)----------------------------- 134.3 检具和测量支架的验收和交付 ------------------------------------------------- 145.存档 ------------------------------------------------------------------------------------ 156.评审与更改 ----------------------------------------------------------------------------- 157.分发 -------------------------------------------------------------------------------------- 158.附件清单 -------------------------------------------------------------------------------- 15 附件一:关于检具定位销和检验销的说明 ------------------------------------------ 16上海大众修订日期:2004.12.20附件二:大众检具标准一览表 --------------------------------------------------------- 29 附件三: 检具认可流程 ----------------------------------------------------------------- 31 附件四:ZP5/ZP7检具认可报告 ---------------------------------------------------- 32上海大众修订日期:2004.12.20更改记录:序号更改日期更改人更改内容1 2004.12.20 首次制定上海大众修订日期:2004.12.201.目的通过制订《上海大众外购件检具(测量支架)技术要求》,使上海大众外购件的检具在规划,设计与制造,验收与使用时,能够遵循统一的技术标准和评价指标。
冲压模具验收标准2

冲压模具验收标准2冲压模具验收标准股份有限公司塑变类冲压模验收标准 Q/JQ436-19991 主要检查验收项目和适用范围本标准对塑变类冲压模的凸模、凹模、退压料及定位、导向机构、外观及安装尺寸的装配检查项目及技术要求。
以及对制件、凸模与凹模、定位和压料、安装与外观的调整检查项目及技术作出规定。
本标准适用于本公司、外协厂制造的塑变类冲压模,也适用于境外制造的塑变类冲压模。
本标准规定的各项技术要求与甲乙双方认可的图纸及技术协议执行。
本标准中使用的表面粗糙度按1系列执行。
2 装配检查项目及技术要求凸模形状与尺寸应符合图纸要求或符合提供样件的要求。
棱线、搭线应没有凹凸、扭曲。
R滑顺、没有凹凸尖角。
凸模与凹模的研合率,主要部位80,以上,次要部位70,以上。
因特殊要求,铸件易磨损部位(或焊接刀口),以合金钢焊条填补,堆焊部位的宽、深都应在10×10mm以上。
或镶合金钢块。
工作表面粗糙度,主要部位,次要部位。
镶块接合面间隙小于0.1mm。
镶块与窝座(或挡块)及键的配合间隙应?0.05mm。
材料与淬火硬度应符合图纸及技术协议要求。
一般使用合金铸铁(如 GM246、翻边ICD5等)。
凹模形状及尺寸应符合图纸要求或提供样件要求。
棱线、搭线没有凹凸、扭曲。
R 滑顺、没有凹凸尖角。
工作表面粗糙度,主要部位不低于,次要部位,凹模口圆角不低于。
因特殊要求,铸件易损部位(或焊接刀口),以合金钢焊条填补,堆焊部位的宽、深都应在10×10mm以上。
或镶合金钢块。
与凸模间隙,直线和角度部位应符合要求(曲线部位适当减小)。
镶块接合面间隙小于0.1mm。
镶块与窝座(或挡块)及键的配合间隙应?0.05mm。
材料与淬火硬度应符合图纸及技术协议要求。
一般使用合金铸铁(如 GM246、铸钢ICD5等)。
2.3 退、压料及定位2.3.1退、压料板表面粗糙度,主要部位及大平面为。
2.3.2退、压料板与凸模间隙在0.05,0.2mm之间(可调整/小模具)。
大众模具质量检验标准
目录1、模具验收要求 (2)1.1 标准件选用 (2)1.2 模具外观要求 (2)1.3 导向机构要求 (4)1.4 间隙要求........................................................................................................................ 错误!未定义书签。
1.5 研合要求 (5)1.6. 刻印要求 ........................................................................................................................ 错误!未定义书签。
1.7 其他要求 ......................................................................................................................... 错误!未定义书签。
2、板件验收要求 (7)2.1 符合率要求 (7)2.2 验收前需提供资料 (7)2.3 零件验收 (7)2.4 冲压制件 (8)2.5 预验收尺寸 (8)2.6 AUDIT (8)1、模具验收要求1.1标准件选用1)WDX标准、MISUMMI、SANKYO OILLESS、DAYTON、KALLER、FESTO(供应商要求见附图)1.2模具外观要求1)出气孔:排气孔应在凹处不影响制件外观,确保气体排除顺畅,防尘管紧固可靠,通畅(参照WDX标准-wdx1251-page14)2)上下模底板厚度:上、下模底板厚度均为50mm(参照wdx1240)3)压板槽是否铸出:上、下模压板槽需要机械加工出来,注意倒角C3,高度(60+0.5)4)吊耳:吊耳间距100mm。
冲压件模具预验收标准(1)

目视 间隙规测量0.03mm以下
目视,手摸 补焊光顺,横向裂纹无,纵向裂纹100 mm内允许3条(只补焊处允许)
目视,直尺 自由状态,贴合间隙小于0.02mm/与基体或背托贴合率大于90%
目视,直尺 有防转措施,冲头固定板与安装面无间隙,至少两处有定位销
目视,角度 尺
刀口尖角不得大于75度,
目视,直尺 必须冲头同时接触
目视 不得多于1片,且必须有螺栓固定
目视 与背托无间隙,与安装面贴合率90%良好;标准件使用率100%。
目视 端头导入R角光顺,大小为R10,滑动面240#以上油石抛光,无刮伤、拉伤。
卷尺 涂红丹着色80%以上,垂直度间隙 符合要求,Leabharlann 目视 大于0.6倍压料板长度
目视,卷尺 必须等高,保证同时吃入,有导柱时,导板必须先吃入15mm
刃口的材质和硬度
29
刃口吃入量
30
接刀缝
31
镶块补焊
32 镶 镶块与安装底面
33
块 与
标准异形冲头
34 刀 刀口形状 口
35 冲 对冲时
36 头 冲孔与整形
37
翻孔与整形
38
定位销
39
定位销
40
标准圆冲头
41
材质和编号刻印
42
起吊装置
43
螺钉与螺钉过孔
镶块、冲头固定座
44
与安装底面
45
清根
46
压边圈
56
安全螺钉
57
限位螺钉
58
侧销
59
侧销
60
工作侧销
61
安全侧销
62
弹簧
63
弹簧
64
Annex C16 - 冲压模具油漆上色标准(VW411CS)_20090424

模具定位的非工作部位。
第6页 共9页
Annex C16 - 冲压模具油漆上色标准(VW411CS)_20090424 拆卸压料板前必须先拆的部件,用黄色“X”表示。
4.1 黄/黒等宽间隔45°Signal Yellow/Signal Black 该色标为“警告色”,主要用于安全区和压料板/拉延凸模安全警示线。
Annex C16 - 冲压模具油漆上色标准(VW411CS)_20090424
冲压模具油漆上色标准 Stamping Die Painting Colour Standard
模具标准
车型Car Type: VW411CS
序
涂漆部位
涂漆颜色
涂漆颜色色标
号
Painting Area
Painting Colour
PAD Retainer for work(Mark "H" for one head,"A" for two Flame Red(Only for Letter)
RAL3000 RGB(177,21,18)
18
压料板安全侧销(刻字"S") PAD Retainer for Safety(Mark
"S")
示例:
第9页 共9页
2、模具上的其它部位 上模架的内侧面、上模吊耳和限位块
第4页 共9页
Annex C16 - 冲压模具油漆上色标准(VW411CS)_20090424 模具内的各类挡板 模腔内废料挡板、卸料板限位挡板、下模压边圈限位挡板和侧面安全挡板。 废料槽及支架
第5页 共9页
Annex C16 - 冲压模具油漆上色标准(VW411CS)_20090424 3.1 信号黄 Signal Yellow 色标:RAL3000 RGB(177,21,18) 安全销的色标
冲压模具设计标准

冲压模具设计标准
冲压模具是制造工业中常见的一种模具,它在金属板材加工中起着至关重要的作用。
冲压模具设计的好坏直接影响着产品的质量和生产效率,因此,制定一套科学的冲压模具设计标准至关重要。
首先,冲压模具设计标准需要考虑产品的材料和厚度。
不同的材料和厚度需要不同的冲压参数和模具结构,因此在设计模具时,需要根据实际情况进行合理的选择和设计。
其次,冲压模具设计标准还需要考虑产品的形状和尺寸。
不同形状和尺寸的产品需要不同的模具结构和工艺流程,因此在设计模具时,需要充分考虑产品的实际情况,确保模具能够精准地复制产品的形状和尺寸。
另外,冲压模具设计标准还需要考虑模具的使用寿命和维护周期。
模具在长时间的使用过程中会出现磨损和损坏,因此需要在设计时考虑模具的耐用性和易损部位,以便在生产过程中及时进行维护和更换,确保生产的正常进行。
此外,冲压模具设计标准还需要考虑模具的加工精度和表面光
洁度。
模具的加工精度直接影响产品的质量和精度,而模具的表面光洁度则直接影响产品的外观和表面质量,因此在设计模具时,需要充分考虑这些因素,确保模具能够满足产品的要求。
最后,冲压模具设计标准还需要考虑模具的安全性和操作性。
模具在使用过程中需要保证操作人员的安全,因此在设计模具时,需要考虑模具的结构和安全保护装置,以及操作的便利性,确保模具能够安全、方便地使用。
总之,冲压模具设计标准是制定冲压模具设计的基础,只有制定了科学合理的标准,才能设计出高质量、高效率的冲压模具,从而提高产品的质量和生产效率。
希望各位设计师能够在实际工作中充分考虑这些因素,制定出更加科学合理的冲压模具设计标准,为制造业的发展贡献自己的力量。
冲压模具标准及技术要求
4
架 后导柱模架 对角导柱模
架 中间导柱模
架 精冲模架 滑动导向模
架 滚动导向模
架
通用模架
工作零件
凸模
凹模
凸凹模
镶件ห้องสมุดไป่ตู้
拼块
plate back pillar (post) sets dia gonal pillar (post) sets
center pillar (post) sets fine blanking die sets sliding guide die sets
用淬硬的钢带制成刃口,嵌人用桦木层压板、低熔点合 金或塑料等制成的模体中的简易模。 工作零件是由低熔点合金制成的简易模。
工作零件是由锌基合金制成的简易模。
薄板模
laminated dies
凹模、固定板和卸料板均采用薄钢板制成的简易模。
冲裁模 落料模
blanking dies blanking dies
142冲模术语gbt88452006冲模设计中一些主要术语和定义表表11金属板料拉深工艺设计规范12冲压剪切下料未注公差尺寸的极限偏差13高碳高合金钢制冷作模具显微组织检验14冲模用钢及其热处理技术条件jbt605819921冲模滑动导向模架2冲模滚动导向模架3冲模滑动导向钢板模架4冲模滚动导向钢板模架5冲模模架零件技术条件6冲模模架精度检查7冲模模架技术条件jbt805020081冲模滑动导向模座上模座2冲模滑动导向模座下模座3冲模滚动导向模座上模座4冲模滚动导向模座下模座5冲模模板6冲模单凸模模板7冲模导向装置8冲模模柄9冲模导正销10冲模侧刃和导料装置11冲模挡料和弹顶装置12冲模卸料装置13冲模废料切刀14冲模限位支承装置15冲模零件技术条件16冲模圆柱头直杆圆凸模17冲模圆柱头缩杆圆凸模18冲模60锥头直杆圆凸模19冲模60锥头缩杆圆凸模20冲模球锁紧圆凸模21冲模圆凹模jbt58302008jbt69591993jbt43811999jbt77131995模架jbt71821718241995jbt80702008gbt28512008gbt28522008jbt71811718141995jbt80712008零部件jbt764917649102008jbt76501765082008jbt76511765122008gbt285512008gbt285522008gbt285612008gbt285622008jbt76431764362008jbt76441764482008jbt76451764582008jbt76461764662008jbt76471764742008jbt76481764882008jbt76521765222008jbt76532008jbt58252008jbt58262008jbt58272008jbt58282008jbt58292008术语英文定义3冲模diesstampingandpunchingdies而得到制件的工艺装备
冲压模具设计规范标准
冲压模具设计规范标准一、目的:本标准是根据公司产品结构特点及模具设计、制作实际需要,统一模具设计标准,提高冲压模具设计质量,为模具设计提供指导。
二、适用范围:公司所有冲压模具;三、具体规定:第一节模具制作流程标准工艺/项目/生产提模具开发电子流相关主管审核批准模具设计出图相关主管审核批准模具制作试模品管检验、开合格证生产验收!第二节图纸审核标准拿到设计任务时,首先应对产品图纸作一个全面的审核、确认,主要从以下几方面入手:1.图框內容确认产品名称、版次、视图投影角法、视图比例、材质、料厚(英制需转换为公制)。
2.图面注解內容确认依图面注解逐项确认3.视图正确性确认三视图画法、尺寸标注、各主要视图和各局部视图是否一致,特殊公差要求确认。
4.特殊要求確認a. 有无表面处理要求b. 不锈钢、铍銅、铝等材质产品需注意片纹方向要求。
c. 是否有压毛边,方向,范围?d. 产品的重点管控尺寸,公差等?e. 压铆钉的规格、工序等?f. 若有抽牙,须了解抽牙功用,重点尺寸(内径、外径、高度)g. 产品如果有工艺缺口处,连续模连料,接刀须客户确认回复。
h. 产品有没有标注尺寸公差的地方,能否做到?i. 一些孔和产品的外形可否圆整?j. 产品有没有外观要求,如平面度,垂直度等?k. 现有的工艺槽是否太窄?l. 产品若有半剪,则半剪要保证的尺寸是位置还是高度等?m. 产品若有凸点,则其功用,重要尺寸是什么?n. 产品的批量大小?o. 产品压沙拉的尺寸确认?p. 产品折弯展开可否依内R为零展开?q. 产品有包角若因高度原因可能会造成拉裂或起皱可否做工艺处理?经仔细审核确认后即可对产品进行展开,排工序等后序作业。
第三节展开图标准1.展开图中必須包含产品图中的所有內孔,內部成型和外部成型的展开的图元1)展开图的毛刺面必须向下.2)展开图中所有图元须串取成复线.3)冲裁尖角(除特殊情況外)均要倒圓角R=0.3或R=0.5(具体可根据产品料厚定)4)成形工位折线位置必须画出及注意虚实线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具设计和结构上海大众汽车有限公司冲压规划科2004年12月8日0/30上海大众冲压件模具标准.xls上海大众汽车有限公司冲压规划科序号页码1前言 22生产方式3模具设计制造技术要求-1-1拉深模4~8-1-2切边冲孔模 9~13-1-3翻边整形模 14 ~17-1-4斜楔 18 ~20-2模具一般技术要求21 ~ 30目录描述31/30上海大众冲压件模具标准.xls前言本文件对冲压模具的一般结构进行了描述。
并对模具当中的常见结构进行了举例和说明。
同时对一些技术参数给予了说明。
用户可以根据各自冲压零件的技术要求和质量要求,并结合冲压生产压机的实际情况,在模具设计和制造过程中参考本文件中某些具体结构。
需要指出的是,模具结构不是一成不变的,需要根据实际情况给予灵活处理,以保证零件质量和模具质量这个前提。
同时本文件不保证采用所列结构以后,有良好的模具质量和冲压零件质量。
冲压规划科2/28上海大众冲压件模具标准.xls2007-5-2模具设计和结构1. 生产方式1-1压机机械压力机开式曲柄压力机闭式曲柄压力机液压机油压机1-2操作手工生产安全双按纽开关光电保护装置机械化生产机械手1-3废料处理3/30上海大众冲压件模具标准.xls上海大众汽车有限公司冲压规划科3. 模具设计制造技术要求3 - 1模具类型拉深模(1) 模具结构类型A 型名称备注如果需要如果需要B 型和C 型名称备注凸模垫板8氮气弹簧标准件GG-25FC30GGG-60GGG-70/70L FCD60GGG-60GGG-70/70L FCD60GGG-60GGG-70/70L FCD 60MoCr MoCr2383-1-1序号1(A) 双动模具序号145672345凸模压边圈垫板凸模垫板提升器调整块凸模座压边圈凹模压边圈凸模HT250HT300HT250HT300材料MoCr 材料MoCr MoCr GGG-60GGG-70/70L GGG-60GGG-70/70L GG-25FCD 60FCD 60FC30FCD 60MoCrHT250HT30067凸模座底板碰硬块(B)单动模具模具设计和结构(C )单动模具带气缸45#45#调整块凹模45#钢标准件GGG-60GGG-70/70L上海大众汽车有限公司冲压规划科D型名称备注备注:锻钢小型模具的凸模、凹模、压边圈均可用钢坯制造,但要保证淬火后的硬度(见热处理区域说明)。
(D)简单小型模具序号材料1凸模Cr12MoV锻钢3压边圈Cr12MoV锻钢2凹模Cr12MoV7下模板45#6顶出机构标准件5导向可根据实际情况,将压边圈和上下模导向合二为一4凸模板45#45#导板45#8上模板45#模具设计和结构A3钢的新牌号11调整块45#见P6导向形式9模柄Q235105/30上海大众冲压件模具标准.xls(2)导向形式(A)大导板(B)小导板(C)导板加导柱(D)导柱(3)料片定位①前方②侧面备注③后方平板式轮式类型销式方位片式带斜板式简单压料面的小型模具可采用固定销钉的形式使料片定位。
比较复杂的压料面,应采用可调节式的料片定位。
如果有落料模,应在落料模中冲出定位用的孔或半圆孔。
模具设计和结构均为标准件销式带斜板式片式销式带斜板式斜板倾斜式片式(4)铸件厚度(根据零件产量设计,以下数值仅供参考)A=70B=40C=70D=80F=50G=50H=60J=40K=40L=40M=40O=80P=20(5) 拉深筋类型ABCD铸造内嵌内嵌圆式拉深槛(6) 热处理区域ABC(7) 排气孔≪ 外覆盖件 ≫○直径φ 4○加橡皮管≪ 内覆盖件 ≫○直径φ 6○不加橡皮管备注拉深筋凹模圆角凸模圆角小型模具可不采用排气孔。
型面圆角E=50N=50D区域切边模(1) 模具结构和铸件厚度(1)大中型模具序号名称1下模座2上模座3卸料板4下刀5上刀6废料刀(切断刀)7冲头8小卸料板(卸料板镶块)9冲孔凹模10冲孔凹模座11废料槽12废料抽屉13横插销14弹簧(卸料板压力)15导板16顶出机构(2)小型模具序号名称备注1下模板45#2上模板45#3卸料板45#4下刀Cr12MoV 5上刀Cr12MoV 6模柄Q235(A3钢)7冲头标准件8导向标准件9调整块45#10冲孔凸模垫板45#11下模垫板45#12顶出板45#13顶出弹簧标准件14上顶棒标准件15安全吊销标准件3-1-2上海大众汽车有限公司冲压规划科(2)主要要求名称备注下模座上模座 下刀ICD-5,190M铸钢FH HRC 55~HO785,SXACE,ICD-5,190M铸钢FH HRC 55~合金锻钢Cr12MoV SX105V, HMD-1,HMD-5镶块 FH HRC 55~SKD-11OQ HRC 58~62铸铁+堆焊 FC250 + EA600WF 切刀靠山厚度大于1.2mm厚板切边厚度大于 2.0mmSKD-11OQ HRC 58~62在小型模具中采用,下刀、冲孔凹模做成一体。
HRC 55~卸料板SG-2,SG-7Cr12MoV小型模具整体加工,可不需要卸料板镶块必须 3GG-25,GGG-40,45#41GG-25,45#FC302GG-25,45#FC30模具设计和结构No.零件和材料标准名称备注上刀ICD-5,190M铸钢FH HRC 55~B . 锻钢SX105V, , HMD-5FH HRC 55~SKD-11OQ HRC 58~62 C . 铸铁+堆焊FC250 + EA600WF D. 合金锻钢Cr12MoV靠山厚度大于1.2mm厚板切边厚度大于 2.0mmSKD-11OQ HRC 58~62废料刀材料SX105V, , HMD-5 ICD-5,190MSKD-11废料尺寸冲头和冲头固定板 A. 带肩凸模DAYTON 标准件MISUMI 盘起优德 B . 带肩并有定位销标准件DAYTON MISUMI 盘起优德 C . 球止转标准件DAYTON MISUMI 盘起优德冲头固定板在小型模具中可与其他零件整合在一起标准材料D2,A267必须模具设计和结构序号5SG-2,SG-7A . 断面形式在小型模具中采用,上刀可不分块。
HRC 55~小型模具中,废料可不切断,人工取出。
名称备注废料抽屉横插销见21卸料板压力 见22 见21见24参数a ) 冲孔深入( 3 )mm b ) 废料刀 深入( 3 )mm 废料类型 t ≤1.5 3 ; 3 ; 3①②导板顶出机构171314151612废料形式:材料标准序号翻边和整形(1) 模具结构和厚度A大中型模具序号名称备注1下模座2上模座3卸料板4下整形凸模5上整形凹模6模芯7整形块9碰硬块10横插销11弹簧(卸料板压力)12导板13零件顶出8顶出机构用于大范围整体翻边,零件易与下模抱紧的部位。
也常用于零件孔翻边较深部位。
3-1-3B小型模具序号名称备注1下模板45#2上模板45#3整形块Cr12MoV 4卸料板45#5导向标准件6模柄Q235(A3钢)7整形块Cr12MoV 8调整块45#9顶棒标准件模具设计和结构名称备注下模座上模座卸料板下卸料板 5上卸料板下整形块 A .GM241,FC300 ICD-5,190MFCD600K,SCD-800ISB.GM241,FC300ICD-5,190MFCD600, KSCD-800ISC. 合金锻钢Cr12MoVD .镶块SX105V ,HMD5SKD-11,SKS-3E.通用底座FC300,FC250 FCD-600GM241D-2可在小型模具中采用,HRC 55~GG-25,GGG40,45#FC30,FCD5563GG-25,GGG40,45#FCD554GG-25,GGG40,45#FC30,FCD551GG-25,45#FC302GG-25,45#FC30模具设计和结构序号类型/材料标准/材料名称备注上整形块 A .铸钢GM241,FC300ICD-5,190MFCD600,KSCD-800ISB . 锻钢SX105V ,HMD5 SKD-11C . 通用模座FC300,FC250 FCD600GM241D. 合金锻钢Cr12MoV靠山热处理要求 FC300GM241F.HHRC45~ FCD600F.HHRC45~ KSCD800IS F.HHRC55~ICD-5F.HHRC55~ 190M F.HHRC55~ SKD-11O.QHRC58~62翻边抬顶器 根据需要设计LUBO SS400 横插销见P21卸料板压力 见P22见P21 见P24标准/材料9碰硬块12导板131011顶出机构序号78可在小型模具中采用,HRC 55~Cr12MoV 类型/材料斜楔结构(1)类型备注:由于斜楔机构比较复杂和装配精度要求较高,建议尽可能采用标准斜楔模块。
(A)(B)(θ=Min .50°)(C)(D)(θ=Min .50°)(E)(F)(θ≧Min .50°)(θ=0°~50°)(θ1=Min .50°) (G)(H)(I)(J)3-1-4上海大众汽车有限公司冲压规划科序号名称备注下工作楔块FCD55填充楔块FCD55上工作楔块FCD55上工作楔块FCD55驱动楔块FC30匹配楔块FC30回程块 S45CV 型导向 S45C 杠杆 S45C回程机构弹簧 见P 21卸料板压力 见 P22(3) 间隙距离零件( Min . 25 mm )○手工小零件 Min .30mm 大零件Min .40mm○机械化 Min .30mm压机线(4)回程类型(a)(b) (c)GGG-50/60/70LUBOGGG-50/60/70GGG-50/60/70LUBODADCO 导板挡块12456713891011123模具设计和结构材料标准GGG-50/60/70GGG-50/60/70GGG-50/60/70(5)导向(a)α≥20 (15)(b)(c)α≥20(d)(e)(f)(6)大型斜楔W≥900导向类型(a) V型(b)(c)(d)(7)悬空斜楔安全方式(a)线(b)垫圈(c)板式(d)吊竿(e)侧向式(8)斜楔标准件SANKYOLUBO或参照该厂家的同类标准斜楔上下模导向(1)错装模设计(根据需要)(2)类型A:B:C:D: E:使用切边导柱导板吊耳类型(a) (b)(c)铸件本体带吊耳铸造横销起吊(d)(e)(f)板式螺纹通孔导板大导板导套导柱材料8序号1234技术要求名称标准备注成型和翻边(3)排布标准件标准件标准件标准件序号7描述滑动形式摩擦形式a)铸件对铸件b)铸件对导板c)双导板备注单动压边圈和凸模双动压边圈和凸模卸料板和上模座3单动 双动斜楔 斜楔 斜楔 斜楔切边斜楔斜楔底部 卸料板导向斜楔底部斜楔底部斜楔侧面压板 成型斜楔压板斜楔底部斜楔斜楔斜楔小卸料板导向 悬空斜楔斜楔小卸料板导向卸料板横插销a)侧插销b)螺栓可采用标准件安全形式C) 压板d)螺栓标准10151617181112131478910模具设计和结构4569序号12采用标准件部位模具设计和结构h)树脂弹簧存放安全平面运送固定零件放取设置② 接头形式 (a)(b)(c)(FS -437)(FS -435) (FS-436)模具设计和结构1815161721零件抬升装置(2)形式(a)气缸(b)弹簧(c)气垫(d)手动杠杆(3)直接提升装置(a)(b)(c)(d)(e)(f )(a)(b)(c)(d)(e)(f)(g)其他(4)弹出型装置(1)手工生产一般需要零件抬升装置,以利于取件方便模具设计和结构紧固元件(1)内六角螺栓dPL 50.810~30 (a )螺纹类型5 螺距61.010~50 <公制螺纹>5 螺距8 1.2515~100 -公制粗螺纹5 螺距10 1.520~120 -公制精螺纹5 螺距12 1.7525~120 -ISO 公制螺纹 5 螺距16 2.030~16010螺距20 2.540~18010 螺距24 3.050~30010 螺距30 3.560~30010 螺距 (b) L1=1.5 x d min.钢L1=2xd min.铸铁/铸钢 (c)应用自锁紧螺纹 ・必须部位 下刀,整形块,斜楔驱动块上刀,整形块,斜楔驱动块,斜楔压板 (2)销dLL16201083015 104020公差(12)5025 H7135025 g6166030207035热处理 A : HRC 45~50 B : HRC 58~6010×1.58×1.256×1.06×1.08×1.25254×0.7M×P 5× 0.8模具油漆颜色(1)可见外表面(2)内表面(3)吊耳(4)提示标记(5)定距块(6)存放装置(7)提升装置(8)取件,放件装置(9)安全挡板(10)废料槽(11)检具(12)主模型(13)提示符号(14)安全区域27标记(1)打标记方法 (a) 钢印(b)电笔(c)其他(2)打标记零件 (a)切刀或翻边块(b)座销 (c)冲头座(d)其他(3)举例 ①零件号②材料③模具号模具设计和结构根据要求,以不同颜色区分颜色名称26名称上海大众汽车有限公司冲压规划科字母标记 (3)其他标记 (a) 零件号 (b)零件名 (c)工装号 (e)工序号 (f )压机前方标 (g)工件传送方向(h )模具重量,(上模重量,总重量)(i )模具中心标记29零件标记零件中必须有四种标记:1)零件号2)周标记3)大众标记4)供货商代码标记28(1)在模具上下模座的四个侧面铸出:模具号,工序号。