Weld symbols DIN
史上最全焊接专业英语词汇,绝对会用得到!
史上最全焊接专业英语词汇,绝对会用得到!金粉们,史上最全的焊接专业英语词汇来了!此文有按汉字排序的,也有以英文字母排序,实乃工作学习之必备良品!还说啥呢,赶紧收藏吧!(因篇幅有限,分两期发布。
有好东西,天再晚,夜再深也要马上分享给大家。
因为好多位金粉点播此内容,希望你们能满意。
)保护气体shielding gas变形 deformation波浪变形buckling distortion补焊repair welding残余应力residual-stress层状撕裂 Lamellar Tear插销试验Implant T est常规力学性能convention mechanics performance超声波探伤 ultrasonic inspection衬垫焊welding with backing船形焊fillet welding in the flat position磁粉探伤 magnetic particle inspection粗滴过渡 globular transfer脆性断裂 brittlement fracture淬火 vt. quench n. ~ing错边变形 dislocating distortion搭接 lap welding打底焊backing welding单道焊single-pass welding单面焊welding by one side导电嘴wire guide ;contact tube等离子弧焊plasma welding低合金钢 low alloy steel点焊 spot welding电弧动特性 dynamic characteristic电弧焊 electric arc welding电弧静特性 static characteristic电极electrode电流current电压voltage电源power supply;power source电阻焊 resistance welding调修correct定位焊 tack welding短路过渡 short circuiting transfer段焊tack断续焊intermittent welding堆焊surfacing;build up welding对接butt welding钝边 root face多层焊multi-layer welding多道焊multi-pass welding二氧化碳气体保护焊 carbon-dioxide arc welding 反接reversed polarity;positive electrode返修焊rewelding飞溅splash飞溅spatter分段多层焊 block sequence welding分段退焊 backstep sequence封底焊back welding;sealing welding缝焊seam welding根部间隙 root gap;root opening固体夹杂solid inclusions过热区overheated zone焊道bead焊缝seam welding焊缝凹度concavity焊缝成形系数 form factor(of the weld )焊缝代号welding symbols焊缝厚度 weld throat thickness焊缝金属weld metal焊缝宽度weld width焊缝凸度 convexity焊根root of weld焊后热处理 postweld heat treatment焊机welding machine焊剂fluxes焊脚尺寸 fillet weld size;size of a fillet weld焊接变位机welding positioner焊接变位机positioner焊接材料 welding material焊接残余变形 welding residual deformation焊接翻转机welding tilter焊接工艺welding technology焊接工艺参数 welding condition(welding parameter) 焊接工艺评定evaluation about technology of welding 焊接工作台 welding bench焊接规范welding norm ;welding specifation焊接机器人 welding robot焊接技术 welding technique焊接夹具 fixture焊接缺陷 crack imcomplete penatration焊接热循环 weld thermal cycle焊接熔池 welding pool焊接顺序welding sequence焊接速度 welding speed焊接位置 position of welding焊接温度场 welding temperature field焊接性weldability焊接性weldability焊接应力 welding stress焊瘤overlap焊枪welding gun焊丝 welding wire焊条 welding rod;electrode焊趾 toe of weld横焊horizontal position welding横向收缩变形transverse shringkage distortion 后热postheat弧长length of arc弧坑裂纹 crater crack划线criibing混合比mixing ratio基本尺寸 basic dimensions激光焊laser beam welding夹紧力clamping force间隙 gap减压器pressure regulator交流 alternating current角变形angular distortion角接 fillet welding接头 joint近缝区Near Weld Zone开焊接坡口bevelling快速割嘴 nozzle for high-flame cutting 扩散焊diffusion welding冷裂纹Cold Cracking立焊vertical position welding连续焊continuous welding流量 the rate of flow流量计flowmetre螺旋变形twisting distortion埋弧焊 submerged arc welding脉冲氩弧焊 plused argon arc welding密封性检验 leak test摩擦焊 friction welding母材basic material内应力 internal stress耐压检验 pressure test挠曲变形bending distortion扭曲变形 distormation喷射过渡 spray transfer喷嘴nozzle疲劳性能 fatigue property平焊flat position welding坡口 groove坡口角度groove angle气孔gas cavity气密性检验 air tight test气体保护电弧焊 gas shielding arc welding 钎焊brazing;soldering切割 cut氢致裂纹 Hgdrogen induced Crack清根back chipping缺陷imperfection缺陷分级 classification for imperfection 热烈纹heat crack热烈纹 Hot Cracking热应力thermal stress热影响区 Heat Affected ZoneAactual weld-throat thick-ness焊缝厚度all-around weld (整周焊缝)环焊缝angle butt weld斜对接焊angle weld角焊appearance of weld焊缝成形arc-seam weld电弧缝焊arc-spot weld电弧点焊arc-weld电弧焊arc welding 弧焊aspect ratio of weld焊缝成形系数at weld edge在焊缝边上attachment weld连接焊缝automatic spot weld自动点焊法automatic weld自动焊接axis of a weld焊缝中心线; 焊接轴线axis of weld焊缝轴线; 焊接轴线arc seam weld电弧缝焊缝arc spot weld 电弧焊点arc strike 碰弧as–brazed 钎接态as–welded 焊态argon (shielded) arc welding氩弧焊接argon tungsten-arc welding钨极氩弧焊argon-arc welding氩弧焊argonaut welding自动氩弧焊atomic H welding氢原子焊atomic hydrogen welding原子氢焊atomic-hydrogen welding原子氢焊接austenite welding不锈钢焊接autogenous pressure welding自动压合热焊autogenous welding气焊automatic arc welding head自动电弧焊接机头automatic arc welding machine自动电焊机; 自动弧焊机automatic drying line for welding electrode电焊条自动烘焙线automatic slag pool welding自动电渣焊automatic spot welding自动点焊automatic submerged arc welding自动埋弧焊automatic submerged slag welding of rail钢轨自动埋弧电弧焊automatic submerged-arc welding machine埋弧自动焊机automatic transverse welding横向自动焊automatic welding自动焊; 自动焊接automatic welding head自动焊头automatic welding machine自动焊接机automatic welding of circumferential seams环缝自动焊automatic welding process自动焊接工艺规程automation of welding焊接自动化arc-welded pipe弧焊管arc-welded steel pipe电弧焊接钢管around openings for welded attachments环绕焊接附件孔口as welded焊态(金属加工微信提供)as-welded焊后状态automatic arc welded tube自动电弧焊缝管air-acetylene welding空气-乙炔焊接argon arc welding 氩弧焊automatic slag-pool welding 自动电渣焊aircomatic welding 自动调弧氩弧焊, 惰性气体保护金属极弧焊aluminothermic welding 铸焊, 铝热剂焊接austenite welding 不锈钢(焊条)焊接automatic submerged arc welding 自动埋弧焊argon shielded arc welding 氩护电弧焊all-welded全焊接all-welded construction全焊结构automatic spot weld 自动点焊法AC & D. C. arc welding machine交直流弧焊机AC arc welding交流电弧焊AC gas metal-arc welding process交流熔化极气保护焊AC gas tungsten arc welding交流钨极气保护焊AC welding set交流焊机; 交流焊接变压器AC-dc welding machine交直流两用焊机acetylene welding气焊; 乙炔焊; 乙炔焊接acetylene welding torch乙炔焊炬; 乙炔接焊吹管air-acetylene welding空气-乙炔焊接all-position welding全位置焊接alloy steel gas welding rod合金钢气焊条alternating current arc welding交流电弧焊alternating current welding machine交流电焊机aluminium alloy arc welding electrode铝合金焊条aluminothermic welding铝热焊; 铸焊angle backwards welding后倾焊axial bend test纵弯试验angle butt welding斜口对接焊angle forwards welding前倾焊annealing welding wave退火焊波antogenous welding氧炔焊apparatus for butt welding平接压焊夹具arc braze welding电弧钎焊arc flash welding电弧闪光焊arc spot welding电铆焊arc stud welding柱钉电弧焊; 螺柱电弧焊arc voltage feedback controlling arc welding弧压反馈电弧焊arc welding电弧焊; 电弧焊接; 弧焊arc welding electrode电弧焊条(金属加工微信提供)arc welding generator电弧焊接用发电机; 弧焊发电机arc welding generator with independent excitation自激弧焊发电机; 他激电焊发电机arc welding generator with self-excitation自激电焊发电机arc welding machine弧焊机; 电焊机; 电弧焊机arc welding mask电弧焊遮罩arc welding process电弧焊接工艺过程arc welding rectifier弧焊整流器arc welding robot弧焊机器人arc welding set电弧焊机组arc welding transformer弧焊变压器arc-welding electrode电弧焊用焊条arc-welding plant电焊厂arcogen welding电弧氧乙炔焊air-acetylene welding空气-乙炔焊接aircomatic welding自动调弧氩弧焊, 惰性气体保护金属极弧焊aluminothermic welding铸焊, 铝热剂焊接argon arc welding氩弧焊(金属加工微信提供)argon shielded arc welding氩护电弧焊austenite welding不锈钢(焊条)焊接automatic slag-pool welding自动电渣焊automatic submerged arc welding自动埋弧焊Bback of weld焊缝背面back gouging 背面清根backing 衬垫backing gas 背面保护气base metal 母材backing groove of weld焊缝反面坡口backing weld底焊; 底焊焊缝bare metal arc weld裸焊条电弧焊bead weld珠焊; 堆焊bead-on-plate weld堆焊焊缝beading weld凸焊beam-to-beam weld梁间焊接; 梁式引线焊接block sequence weld分段多层焊bond weld钢轨接头焊接bridge seam weld桥缝焊接; 桥线焊brize weld硬焊braze 钎接接头brazer 钎接工brazing 钎接butt weld对接焊缝butt weld ends对头焊接端butt-weld碰焊; 平式焊接; 对头焊接butt-weld in the downhand position对接平焊butt-weld joint对头焊接butt-weld pipe mill对焊管轧机button spot weld按电钮点焊back hand welding后退焊; 反手焊接back step welding反手焊接back ward welding反手焊接back welding底焊; 退焊法back-step welding分段退焊法backhand welding逆向焊; 右焊法; 后焊法; 向后焊backing welding打底焊backstep welding分段逆焊; 分段退焊; 反向焊; 逐步退焊法; 逆向焊backstep welding sequence分段退焊次序backward welding后倾焊; 后退焊; 向右焊balanced welding对称焊bare welding rod光焊条bare wire arc welding光焊丝电弧焊bead welding窄焊道焊接bench arc welding machine台式弧焊机bevel welding斜角焊blacksmith welding锻工焊接; 锻焊block sequence welding分段多层焊; 分段连续焊接block welding块焊接big diameter welded tube大口径焊缝管blacksmith welded joint煅接接头butt welded (bw)对焊机butt welded seam对焊缝butt-welded drill对头焊接钻头butt-welded joint对焊接头butt-welded pipe对缝焊接管butt-welded rail ends对焊轨端butt-welded tube对缝焊管; 对焊钢管; 对口焊接钢管butt-welded with square ends方头对焊braze welding硬焊, 铜焊, 钎焊butt welding对接焊, 对焊butt weld对接焊缝blasting welding factory爆破焊接厂braze welding 硬焊, 铜焊, 钎焊butt welding 对接焊, 对焊butt weld 对接焊缝backing run; backing weld打底焊道block welding sequence分段多层焊body welding machine罐身焊接机both sides welding双面焊接brass welding rod黄铜焊条braze welding钎焊; 钎焊接; 钎接; 铜焊braze-welding钎接焊bridge spot welding带接合板点焊; 单面衬垫点焊; 单面搭板点焊bridge welding桥接焊; 盖板焊brize welding硬焊build (built) up welding堆焊build-up welding堆焊building-up by welding堆焊butt resistance welding电阻对焊; 对接电阻焊butt seam welding对接滚焊butt seam welding machine对接缝焊机butt welding对接焊; 平对焊butt welding machine对接焊机butt welding process对接焊法butt-welding对接焊butt-welding machine对焊机Ccap weld最后焊层; 盖面焊缝carbon content of weld materials焊接材料的碳含量cast-weld construction铸焊结构caulk weld填缝焊contour weld 特形焊接concave fillet weld 凹角焊carbon arc weld 碳极弧焊capability of welding vertically upwards直上焊接能力capacitor-discharge welding电容放电焊接carbon arc welding碳弧焊; 碳极弧焊carbon in materials for welding焊接用材料中的碳carbon-dioxide arc welding二氧化碳保护焊carriage of automatic welding machine自动焊机走架cascade welding阶梯式焊; 山形多层焊cascade welding sequence串级叠置法cast welding铸焊concave fillet weld凹形角焊缝carbon arc weld碳极弧焊concave fillet weld凹角焊contour weld特形焊接cement-welding金属陶瓷焊接centralized installation of welding machine多站焊接chain intermittent fillet welding并列断续角焊缝; 链式断续角焊chemical welding化学焊circular seam welding环缝对接焊circular seam-welding machine环形滚焊机cleaning before welding焊接前的清理cleaning of welding deposits焊接沉积的清理closed butt gas pressure welding闭式加压气焊cold welding冷焊; 冷压焊cold-pressure welding冷压焊combined cutting and welding torch焊割两用炬combined cutting and-welding blow-pipe焊割两用炬combined thermit welding加压铸焊complete penetraction and fusion in welding全焊透complete fusion 完全熔合caulking weld密实焊缝chain intermittent fillet weld链式分段角焊; 并列间断角焊缝chain intermittent weld并列焊接circular weld环形焊缝circumferential weld环缝; 环焊缝cleft weld裂口焊closed weld底边无缝焊; 无间隙焊缝closed-chamber fusion weld闭室熔焊cluster weld丛聚焊缝coil weld 卷板对接焊; 卷板对接焊; 板卷焊cold weld 冷压接commutator-controlled weld 换向控制焊接complete penetration butt weld 贯穿对焊composite weld 紧密焊缝; 强度密封焊缝concave filled weld 凹形角焊缝concave filler weld 凹角焊concave fillet weld 凹面填角焊concave weld 凹焊缝; 凹面焊; 凹形焊缝; 轻型焊connective weld 联系焊缝continuous butt-weld mill 连续式炉焊管机组continuous fillet weld连续(填)角焊缝; 连续角焊缝; 连续贴角焊continuous weld 连续焊缝continuous weld process连续式炉焊管法contour weld 特形焊接convex fillet weld 凸角焊缝; 凸形角焊缝convex weld 凸焊缝; 凸形焊缝copper weld wire 包铜钢丝corner flange weld 单卷边角焊缝corner weld 角焊corner-flange weld 卷边角焊缝; 卷边角焊缝crack of weld 焊部裂纹cross weld十字交叉焊缝; 横向焊缝cross-wire weld十字焊crotch weld 楔接锻接; 楔接焊接cup weld 带盖板焊缝condenser (discharge) spot-welding machine 电容器放电点焊机condenser discharge spot welding 电容储能点焊; 电容贮能点焊constant current welding machine 恒流电焊机constant energy welding machine 恒功率电焊机constant voltage welding machine 恒压电焊机constant-current arc welding power source 垂降特性弧焊电源constant-current welding source 恒流式焊接电源constant-power welding source 恒功率式焊接电源constant-pressure pressure welding 恒压压力焊constant-temperature pressure welding恒温压力焊constant-voltage welding machine恒电压焊机constant-voltage welding source恒压式焊接电源; 平特性焊接电源consumable electrode welding 熔化极电弧焊consumable guide electroslag welding自耗定向电渣焊contact welding 接触焊continuous feed welding 连续送丝电弧焊continuous welding 连续焊; 连续焊接contour welding 绕焊controlled arc welding 可控电弧焊接controlled atmosohere arc welding 充气室电弧焊controlled atmospere arc welding 充气式电弧焊controlled tungsten-arc welding 自动控制弧长的钨极电弧焊controlled-transfer welding 可控过渡电弧焊convex fillet welding 凸面角焊缝copper arc welding electrode 铜焊条copper welding rod 铜焊条copper-alloy arc welding electrode 铜合金焊条copper-aluminium welding rod 铜铝焊条copper-nickel welding rod 铜镍焊条copper-silicon welding rod 铜硅焊条copper-tin welding rod 铜锡焊条copper-zinc welding rod 铜锌焊条core welding-wire 焊芯core wire for welding rod 焊条芯线corrosion due to welding 焊接腐蚀cosmetic welding 盖面焊cover chain welding 链节式药皮包丝焊接CO2 arc welding machine 二氧化碳弧焊机cracking test for automatic welding 自动焊抗裂试验crankshaft flashbutt welding 曲轴电阻弧花压焊cross welding 横向焊缝cyc-arc welding 圆环电弧焊cast welded rail joint 铸焊钢轨接头continuous welded rail 连续焊接钢轨carbon arc welding 碳弧焊carbon dioxide gas arc welding二氧化碳气体保护焊Ddepth of weld焊接深度dissimilar weld metal不同的焊接金属; 不同金属的焊接distance between the toes of a weld焊缝宽度double groove weld双面坡口焊缝double-bevel groove weld双斜边坡口焊缝; 双斜坡口焊double-flanged butt weld双弯边对接焊缝double-V groove weld双斜边坡口焊缝; 双斜坡口焊downhand weld平焊缝duplex spot weld双点点焊接头deck welding重力焊double fillet welded T-joint双面丁字形焊接double-welded butt joint双面焊对接接头double-welded lap joint双面焊搭接接头deep fillet welding深熔角焊downhand welding俯焊downward welding平焊, 俯焊downhand weld 平焊缝double-bevel groove weld 双斜边坡口焊缝, K形坡口焊缝deep fillet welding深角焊deep penetration welding深熔焊deep penetration welding electrode深熔焊条deep welding深焊die welding模焊; 冲模堆焊diesel engine driven DC arc welding machine柴油机驱动直流弧焊机differential-excited welding generator差激电焊发电机diffusion welding扩散焊接direct spot welding双面点焊direct welding双面点焊direction of welding焊接方位; 焊接方向discontinuous welding断续焊dot welding点焊double carbon-arc welding间接碳弧焊double side welding双面焊接down-hand welding俯焊downhand welding平焊downward welding in the inclined position下坡焊downward welding in the vertical position向下立焊dual-arc welding双弧焊double-bevel groove weld双斜边坡口焊缝, K形坡口焊缝downhand weld平焊缝Eedge joint weld边缘焊edge weld端接焊; 端接焊缝; 端面焊缝; 对边焊electric resistance weld mill电阻焊管机electric weld-pipe mill电焊管机groove weld坡口焊; 坡口焊缝; 有坡口焊缝; 凹槽焊electric-weld pipe mill电焊管机emporary weld临时点定焊缝excess weld metal焊缝补强金属; 补强; 补强焊料; 补强金属excess weld metal(焊缝的)余高explosive weld爆炸焊接electric welded anchor cable电焊锚链electric welded steel pipe电焊钢管electric-resistance-welded steel pipe电阻焊钢管electric-welded pipe电焊管electrically welded tube电焊管expanded and welded tube joint胀焊electric butt welding welding电阻接触焊electrogas welding气电焊electrogas flux-cored welding气电管状焊条焊接electro-beam welding电子束焊接electrode [electrical arc] welding电弧焊electron-bombardment welding真空电子束焊electronic arc welding直流电弧焊electrons leaves welding电子束焊接electropercussive welding电冲击焊, 电接触焊, 电点焊electroslag welding电渣焊electrostatic percussion welding静电焊接eutectic welding低温焊exothermic welding铝热焊edge seam welding端面接头滚焊edge welding边缘焊接edgewise welding沿边焊接electric and pressure welding电压力焊接electric arc spot welding电弧点焊electric arc welding generators电弧焊接发电机electric arc welding machine电弧焊机electric butt welding电阻接触焊electric resistance welding电阻焊接; 热电阻焊electric slag welding电渣焊electric spot welding电点焊electric welding电焊electric welding cast copper solder铸铜电焊条electric welding equipment电焊设备electric welding generator电焊发电机electric welding hammer电焊锤electric welding machine电焊机electric welding plant电焊厂electric welding pliers电焊钳electric welding rod电焊条electric welding strip电焊片electric-arc welding电弧焊electric-resistance seam-welding电阻缝焊explosive welding爆炸焊接edge weld端接焊缝explosive weld 爆炸焊接explosive weld爆炸焊接Fface of weld焊缝表面; 焊接面fibrous weld纤维状焊缝field weld现场焊接filler weld填角焊缝fillet weld角焊缝; 填角焊; 贴角焊fillet weld in normal shear (搭接接头的)正面角焊缝fillet weld in parallel shear侧面角焊缝; 侧面填角焊fillet weld in the flat position角接平焊; 水平角焊缝fillet weld in the horizontal position横向角焊缝fillet weld size焊角尺寸; 填角焊缝尺寸flame weld火焰焊接flange weld卷边焊缝; 卷边焊缝flange-to-web weld卷边焊缝; 卷边焊缝flanged butt weld弯边对接焊flanged edge weld卷边焊; 卷边焊flash butt weld闪光焊flash weld闪速对焊flat faced fillet weld平顶角焊缝焊接flat fillet weld平角焊ing of fillet weld角焊缝平焊; 船形角焊flush fillet weld平角焊flush weld削平补强的焊缝; 平焊接; 无加强高的焊缝forge weld锻焊焊缝forged weld (焊后锻压的)锻压焊缝form factor of the weld焊缝成形系数formation of weld焊缝成形front fillet weld正侧面填角焊缝; 正面填角焊front(al) fillet weld正面角焊缝full fillet weld满角焊缝; 全角焊full penetration butt weld满对接焊full weld满焊full-fillet weld满角焊full-sized weld全尺寸焊缝full-strength weld (与母材等强)等强焊缝fillet welding (填角焊)贴角焊fillet welding in the downhand position船形角焊fillet welding in the flat position船形焊fillet welding in the horizontal position横角焊fillet welding in the vertical position立角焊fine welding精密焊接fine wire welding细丝焊fire cracker welding躺焊fire welding锻焊; 锻接fixed welding machine固定式焊机fixed-position welding定位焊接flame welding熔气焊flare welding喇叭形坡口焊接flash butt welding闪光对焊; 闪光对接焊flash welding闪光电弧焊; 闪光焊; 闪焊; 火花电弧焊; 火花对焊flash-butt welding电阻闪光焊接flashover welding闪光焊flat position welding平焊; 顶面平卧焊flat position welding of fillet weld角焊缝平焊; 船形角焊flat welding平卧焊(金属加工微信提供)flexible welding rod软焊条flexible wire for electric welding电焊软线flow welding流注焊接; 浇焊fluid welding流焊flux-cored welding包芯焊条焊接fly-wheel type friction welding贮能摩擦焊; 储能摩擦焊flywheel friction welding惯性摩擦焊forehand welding向前焊; 向左焊; 左焊法; 左向焊; 正手焊forge welding锻焊; 锻接焊forward welding正手焊; 左焊法; 左向焊; 前进焊; 前倾焊; 向前焊friction welding摩擦焊; 摩擦焊接friction welding machine摩擦焊接机frontal fillet welding正面角焊full automatic welding全自动焊full-automatic arc welding全自动电弧焊full-fillet welding满角焊full-fusion thermit welding热剂铸焊full-fusion welding全熔合焊full-length welding满焊fusion pressure welding熔化压接fusion thermit welding热剂熔焊; 熔化铝热焊fusion type plasma arc welding熔透型等离子弧焊fusion type welding熔透型焊接法fusion welding熔焊接fillet welded joint填角焊缝forge-welded (monolayered) cylinder锻焊式单层圆筒forged and welded vessel锻焊式容器fine welding精密焊接fine wire welding细丝焊接fire cracker welding躺焊fixed-position welding定位焊接flare welding喇叭形坡口焊接flash butt welding闪光对接焊flat position welding(顶面)平卧焊flux-cored welding包芯焊条焊接flat position of welding平焊位置forehand welding顺手焊接foreward welding左焊法fusion welding熔焊fusion pressure welding熔化压接fusion thermit welding熔化铅热焊furnace butt-welded pipe对接炉焊管flywheel type friction welding; inertia welding储能摩擦焊fusion welding metal熔焊金属fabrication weldability工艺焊接性Ggap weld特殊点焊; 双极单点焊gas-pressure weld气压焊girth weld环形焊缝gravity weld倚焊groove-weld joint有坡口焊接接头galvanized and welded steel pipe镀锌焊缝钢管galvanized electric welded mesh镀锌电焊网galvanized welded tube镀锌焊缝管galvanized welded wire mesh镀锌电焊网gas welded joint气焊接头guided-bend test for butt welded joint对接接头靠模弯曲试验gas-electric welding气电联合焊接gas metal arc welding气体保护金属极电弧焊, 熔化极气体保护焊gas shielded arc welding气体保护焊, 气体保护弧焊gas shielded magnetic flux arc welding磁性焊剂气体保护焊gas torch welding炬焊gas tungsten arc welding钨电极惰性气体保护焊girth welding环缝焊接gravity welding重力焊, 重力式电弧焊gas carbon-arc welding气保护碳弧焊gas electric welding气电联合焊接gas metal arc welding气体保护金属极电弧焊gas metal-arc welding气保护金属极电弧焊gas shield welding气体保护弧焊gas shielded arc welding气体保护电弧焊; 气体保护焊gas shielded arc welding machine气保护弧焊机gas shielded arc-welding machine气体保护弧焊机gas shielded magnetic flux arc welding磁性焊剂气体保护电弧焊gas shielded metal-arc welding气体保护金属弧焊gas shielded welding气体保护焊gas torch welding气炬焊gas tungsten arc welding气体保护钨极电弧焊gas tungsten-arc welding气保护钨极电弧焊gas tungstun arc welding钨极气体保护焊gas welding气焊; 乙炔焊gas welding device气焊设备gas welding equipment气焊设备gas welding machine气焊机gas welding outfit气焊机gas welding rod气焊焊丝gas welding rubber hose气焊橡胶管gas welding technique气焊工艺gas welding torch butt气焊进气硬管gas welding tube mill瓦斯焊接机gas welding work气焊工作gas-arc welding气电焊; 气体保护电弧焊gas-arc welding gun气电焊焊嘴gas-press welding气压焊gas-pressure welding machine气压焊接机gas-shielded stud welding气保护柱钉焊接girth welding环缝横向焊接gravity type arc welding重力焊gravity type welding倚焊gravity welding重力焊; 重力式电弧焊groove welding槽焊; 坡口焊; 开槽焊guided automatic welding导向自动焊接gun welding machine手提式点焊机; 点焊枪gas-pressure weld 气压焊groove weld 坡口焊gas-pressure weld气压焊groove weld坡口焊Hhammer weld锻焊hand weld手焊焊缝height of reinforcement of weld加强焊缝高度helical-weld pipe螺旋焊管high performance weld flux高性能焊剂horizontal fillet weld横向角缝焊接horizontal weld横向焊缝horizontal-vertical fillet weld横向垂直角焊缝hot weld encapsulation热焊封袋hydraulic automatic weld液压自动焊接hydraulic weld process液压焊接法horizontal bend test横弯试验handhole with butt welded flange对焊法兰手孔helically welded tube螺旋焊接管helically-welded case螺旋焊接壳体high frequency welded spiral fin tube高频焊接high strength welded pipe高强度焊接管high strength welded steelpipe高强度焊接钢管high-frequency electric welded steel pipe高频电焊钢管high-frequency straight seam welded pipe高频直缝焊接钢管holes in joints of welded vessels焊接容器接头处的孔hammer welding锻接(金属加工微信提供)hard facing arc welding表面加硬电弧焊heated-tool welding热烙铁焊接helium shielded welding氦气保护焊接hidden arc welding潜弧焊, 埋弧焊high-frequency induction welding高频感应焊接horizontal fillet welding水平角焊接horizontal-rolled-position welding滚动水平焊, 水平转动焊接hydrogen atomic welding原子氢焊接high strength weldable aluminium alloy高强度可焊铝合金属high strength weldable aluminium alloy高强度可焊铝合金hafnium welding wire铪焊丝hammer welding锻焊; 锻接; 锤焊hammered resistance welding锤锻电阻焊; 电阻加热锻焊hand welding holdet手焊焊把hard-welding硬质合金熔焊hammer welded pipe锻焊管heliarc weld氦弧焊horizontal position of welding横焊位置(未完待续)。
Weld Symbols

A review of the application of weld symbolson drawings - Part 1Weld symbols have been used for many years and are a simple way of communicating design office details to a number of different industrial shop floor personnel such as welders, supervisors, and inspectors. Subcontractors are often required to interpret weld symbols on engineering drawings, from perhaps the main contractor or client. It is essential that everyone should have a full understanding of weld symbol requirements to ensure that the initial design requirement is met.There are a number of standards which relate to weld symbols including British, European, International and American (American Welding Society) standards. Most of the details are often similar or indeed, the same, but it is essential that everyone concerned knows the standard to be used. One of the first requirements therefore is:Which standard?The UK has traditionally used BS 499 Part 2. This standard has now been superseded by BS EN 22553, however in many welding and fabrication organisations there will be old drawings used that make reference to out of date standards such as BS 499 Pt 2.BS EN 22553 is almost identical to the original ISO 2553 standard on which it was based. Therefore we can say, for at least this article's scope, there are no significant differences, but it is essential that the reader consults the specific standard. The American system is also similar in many respects but will not be covered here.Basic requirementsAll the standards have the same requirements in relation to the following items:∙Arrow line and arrow head∙Reference lineThe arrow line can be at any angle (except 180 degrees) and can point up or down. The arrow head must touch the surfaces of the components to be joined and the location of the weld. Any intended edge preparation or weldment is not shown as an actual cross sectional representation, but is replaced by a line. The arrow also points to the component to be prepared with single prepared components. See Figs. 1-4.Fig. 1.Fig. 2.Fig. 3.Fig. 4.Symbol typesTo the basic set-up of the arrow and reference line, the design draughtsperson can apply the appropriate symbol, or symbols for more complex situations.The symbols, in particular for arc and gas welding, are often shown as cross sectional representations of either a joint design or a completed weld. Simple, single edge preparations are shown in Fig. 5.For resistance welding, a spot weld and seam weld are shown in Fig. 6:Fig. 5.Fig. 6.Joint and/or weld shapeThe above examples can be interpreted as either the joint details alone or the completed weld, however, for a finished weld it is normal to find that an appropriate weld shape is specified. Using the examples above, there are a number of options and methods to specify an appropriate weld shape or finish.Butt welded configurations would normally be shown as a convex profile (Fig.7 'a', 'd' and 'f') or as a dressed-off weld as shown in 'b' and 'c'. Fillet weld symbols are always shown as a 'mitre' fillet weld (a right angled triangle) and a convex or concave profile can be superimposed over the original symbol's mitre shape. See Fig. 7.Fig. 7.Part 2 of this explanation of weld symbols covering more complex situations will appear in the next issue.A review of the application of weld symbols on drawings - Part 2Part 1 of this article which appeared in the May/June issue of Connect, dealt with the most basic weld symbols as they appear on engineering drawings. As previously mentioned, it is essential that all concerned in any project are aware of which Standard is being applied.Weld sizingIn order that the correct size of weld can be applied, it is common to find numbers to either the left or to the right of the symbol.For fillet welds, numbers to the left of the symbol indicate the design throat thickness, leg length, or both design throat thickness and leg length requirements. Figure 1 gives examples of symbols used in different Standards.Fig.1For fillet welds:Superseded BS499 Pt 2 givesa = design throat thicknessb = leg lengthISO 2553/EN 22553 requirementsa = design throat thickness z = leg lengths = penetration throat thicknessFor butt joints and welds, an S with a number to the left of a symbol refers to the depth of penetration as shown inFig.2.Fig.2When there are no specific dimensional requirements specified for butt welds on a drawing using weld symbols, it would normally be assumed that the requirement is for a full penetration butt weld ( Fig.3).Fig.3Numbers to the right of a symbol or symbols relate to the longitudinal dimension of welds, eg for fillets, the number of welds, weld length and weld spacing for non-continuous welds, as Fig.4.Fig.4On fillet welded joints made from both sides, a staggered weld can be shown by placing a 'Z' through the reference line ( Fig.5).Fig.5Supplemetary symbolsWeld symbols indicate the type of preparation to use or the weld type. However, there may still be occasions where other information is required. The basic information can therefore be added to in order to provide further details as shown in Figs.6, 7 and 8.Fig.6Fig.7Fig.8Weld all roundFor a Rectangular Hollow Section (RHS) welded to a plate, for example:Weld in the field or on siteThe box attached to the arrow can be used to contain, or point to, other information.Welding process typeISO 4063 gives welding processes specific reference numbers. As shown in Fig.9 the appropriate process number is placed in the tail of the arrow. Other processes are given a unique number. In this example, 135 refers to MAGwelding.Fig.9There are a number of additional symbols given in the Standards ( eg ISO 22553) which refer to additional welding or joint requirements. Figure 10shows the requirement for a sealing run.Fig.10Compound joints/weldsA compound weld could be a 'T' butt weld which requires fillet welds to be added to increase the throat thickness as shown in Fig.11.Fig.11The broken reference lineThe main feature that distinguishes weld symbol standards is that for ISO 2553 and BS EN 22553, there is an additional feature of a broken reference line.This method is used when a weldment or weld preparation needs to be specified on the 'other side' of the arrow as shown in Fig.12.Any symbol that is used to show a joint or weld type feature on the other side of the arrow line is always placed on a dotted line .BS 499 and AWS require symbols to be placed above the reference line (which indicate the other side) or below the reference line (indicating the arrow side).SummaryWeld symbols are a very useful way of communicating welding requirements from the design office to the shop floor.It is essential that the 'rules' of the standard used are correctly applied by drawing office personnel. However, it is also important that shop floor personnel are able to read and understand the details of weld symbols.Much of this requirement can be met by reference to the standard being used within the organisation and by the drawing office personnel considering the needs of the end user such as the welders, welding supervisors, welding inspection personnel and welding engineers in order to minimise costly mistakes due to misinterpretation.Fig.12Training of all personnel in the correct use of weld symbol specifications also plays an important role in ensuring that weld symbols are both correctly applied and correctly read.Drawing of Weld Symbols。
Weld symbol notation 焊缝符号表示法英文版

5.Size and Mark
1.General requirements If necessary, you can mark the weld symbol, such as: weld height, groove angle, groove depth, etc. If complex groove dimensioning is prone to misunderstanding, it should be marked with a schematic.
d
d
n
Number of weld segments
n=2
GB/T 324-2008
Symbol
Name
Diagram
l
l
weld length
e
pitch of weld
Same number of welds
e
N
N=3
GB/T 324-2008
3.Note rules
• The horizontal dimension is on the left side of the base symbol; • The vertical dimension is on the right side of the base symbol; • The groove angle, the groove face angle, and the root gap are marked on the upper or lower side of the basic symbol; • The same number of welds is marked at the end; • When the size is difficult to distinguish, the corresponding size symbol can be marked in front of the size data; • When the direction of the arrow line changes, the above rules do not change. aβb p.H.K.d p.H.K.d
Weld Symbols
A review of the application of weld symbolson drawings - Part 1Weld symbols have been used for many years and are a simple way of communicating design office details to a number of different industrial shop floor personnel such as welders, supervisors, and inspectors. Subcontractors are often required to interpret weld symbols on engineering drawings, from perhaps the main contractor or client. It is essential that everyone should have a full understanding of weld symbol requirements to ensure that the initial design requirement is met.There are a number of standards which relate to weld symbols including British, European, International and American (American Welding Society) standards. Most of the details are often similar or indeed, the same, but it is essential that everyone concerned knows the standard to be used. One of the first requirements therefore is:Which standard?The UK has traditionally used BS 499 Part 2. This standard has now been superseded by BS EN 22553, however in many welding and fabrication organisations there will be old drawings used that make reference to out of date standards such as BS 499 Pt 2.BS EN 22553 is almost identical to the original ISO 2553 standard on which it was based. Therefore we can say, for at least this article's scope, there are no significant differences, but it is essential that the reader consults the specific standard. The American system is also similar in many respects but will not be covered here.Basic requirementsAll the standards have the same requirements in relation to the following items:∙Arrow line and arrow head∙Reference lineThe arrow line can be at any angle (except 180 degrees) and can point up or down. The arrow head must touch the surfaces of the components to be joined and the location of the weld. Any intended edge preparation or weldment is not shown as an actual cross sectional representation, but is replaced by a line. The arrow also points to the component to be prepared with single prepared components. See Figs. 1-4.Fig. 1.Fig. 2.Fig. 3.Fig. 4.Symbol typesTo the basic set-up of the arrow and reference line, the design draughtsperson can apply the appropriate symbol, or symbols for more complex situations.The symbols, in particular for arc and gas welding, are often shown as cross sectional representations of either a joint design or a completed weld. Simple, single edge preparations are shown in Fig. 5.For resistance welding, a spot weld and seam weld are shown in Fig. 6:Fig. 5.Fig. 6.Joint and/or weld shapeThe above examples can be interpreted as either the joint details alone or the completed weld, however, for a finished weld it is normal to find that an appropriate weld shape is specified. Using the examples above, there are a number of options and methods to specify an appropriate weld shape or finish.Butt welded configurations would normally be shown as a convex profile (Fig.7 'a', 'd' and 'f') or as a dressed-off weld as shown in 'b' and 'c'. Fillet weld symbols are always shown as a 'mitre' fillet weld (a right angled triangle) and a convex or concave profile can be superimposed over the original symbol's mitre shape. See Fig. 7.Fig. 7.Part 2 of this explanation of weld symbols covering more complex situations will appear in the next issue.A review of the application of weld symbols on drawings - Part 2Part 1 of this article which appeared in the May/June issue of Connect, dealt with the most basic weld symbols as they appear on engineering drawings. As previously mentioned, it is essential that all concerned in any project are aware of which Standard is being applied.Weld sizingIn order that the correct size of weld can be applied, it is common to find numbers to either the left or to the right of the symbol.For fillet welds, numbers to the left of the symbol indicate the design throat thickness, leg length, or both design throat thickness and leg length requirements. Figure 1 gives examples of symbols used in different Standards.Fig.1For fillet welds:Superseded BS499 Pt 2 givesa = design throat thicknessb = leg lengthISO 2553/EN 22553 requirementsa = design throat thickness z = leg lengths = penetration throat thicknessFor butt joints and welds, an S with a number to the left of a symbol refers to the depth of penetration as shown inFig.2.Fig.2When there are no specific dimensional requirements specified for butt welds on a drawing using weld symbols, it would normally be assumed that the requirement is for a full penetration butt weld ( Fig.3).Fig.3Numbers to the right of a symbol or symbols relate to the longitudinal dimension of welds, eg for fillets, the number of welds, weld length and weld spacing for non-continuous welds, as Fig.4.Fig.4On fillet welded joints made from both sides, a staggered weld can be shown by placing a 'Z' through the reference line ( Fig.5).Fig.5Supplemetary symbolsWeld symbols indicate the type of preparation to use or the weld type. However, there may still be occasions where other information is required. The basic information can therefore be added to in order to provide further details as shown in Figs.6, 7 and 8.Fig.6Fig.7Fig.8Weld all roundFor a Rectangular Hollow Section (RHS) welded to a plate, for example:Weld in the field or on siteThe box attached to the arrow can be used to contain, or point to, other information.Welding process typeISO 4063 gives welding processes specific reference numbers. As shown in Fig.9 the appropriate process number is placed in the tail of the arrow. Other processes are given a unique number. In this example, 135 refers to MAGwelding.Fig.9There are a number of additional symbols given in the Standards ( eg ISO 22553) which refer to additional welding or joint requirements. Figure 10shows the requirement for a sealing run.Fig.10Compound joints/weldsA compound weld could be a 'T' butt weld which requires fillet welds to be added to increase the throat thickness as shown in Fig.11.Fig.11The broken reference lineThe main feature that distinguishes weld symbol standards is that for ISO 2553 and BS EN 22553, there is an additional feature of a broken reference line.This method is used when a weldment or weld preparation needs to be specified on the 'other side' of the arrow as shown in Fig.12.Any symbol that is used to show a joint or weld type feature on the other side of the arrow line is always placed on a dotted line .BS 499 and AWS require symbols to be placed above the reference line (which indicate the other side) or below the reference line (indicating the arrow side).SummaryWeld symbols are a very useful way of communicating welding requirements from the design office to the shop floor.It is essential that the 'rules' of the standard used are correctly applied by drawing office personnel. However, it is also important that shop floor personnel are able to read and understand the details of weld symbols.Much of this requirement can be met by reference to the standard being used within the organisation and by the drawing office personnel considering the needs of the end user such as the welders, welding supervisors, welding inspection personnel and welding engineers in order to minimise costly mistakes due to misinterpretation.Fig.12Training of all personnel in the correct use of weld symbol specifications also plays an important role in ensuring that weld symbols are both correctly applied and correctly read.Drawing of Weld Symbols。
chapter33-weldingandweldingsymbols:第33章焊接和焊接符号

Welding and Welding SymbolsThe science of welding and allied processes plays a major part in engineering design and manufacturing activities;the general versatility and in some cases the sophistication of welding processes enables the designer to create a vast range of fabrications to meet their design intent.In general,welding may be described as the process of uniting two pieces of material(usually metal but other materials can be welded)by raising the temper-ature of the material in the vicinity of the joint so it becomes plastic or molten,creating the join.The welding process can be carried out with or without pressure and with or without added material.There are two main classes of welding,each with a subset of differing processes;these classes are fusion welding and welding with mon exam-ples of fusion welding are arc,gas and electron beam welding;common examples of pressure welding are spot,ultrasonic and diffusion welding.Fusion weldin g is a process whereby the material in the vicinity of the joint becomes molten,fusing the parts together.The heat required to melt the material is usually provided by a gasflame or electric arc.Afiller material can be used to build up the material around the welded joint if need be;a good example of the use of afiller material is afillet weld.To prevent oxidation of the weld during the fusion process aflux can be utilized to form a barrier:‘stick’(consumable electrode)arc welding or submerged arc welding are good examples.Another method commonly used is to provide an inert atmosphere around the weld.This is achieved by shrouding the weld at the point of fusion with an inert gas such as carbon dioxide or argon.Metal inert gas(MIG)and tungsten inert gas(TIG)are good examples of this method.Welding with pressure is a process whereby the areas on the parts to be joined are held together under mechanical pressure and the surfaces at the area to be welded are heated to and maintained in a plastic state.Heating for this process is usually provided by resis-tance to an electric current(often called resistance welding).‘Spot’welding is probably the most widely recognized method of this type of welding process.Designers should be aware that although the use of welded fabrications facilitates a wide range of design options,there are some limitations which need to be considered.The following considerations are provided as a guide and are not exhaustive.Welding introduces heat into the part and this can lead to distortion caused by stresses within the mate-rial;distortion can also occur when machining a wel-ded part.Heat can also alter the mechanical properties of the material,especially in the area of the weld.Post welding heat treatment of the part,such as annealing or normalizing or the use of weld chills,i.e.thermally conductive material such as copper placed on the surface near the weld zone,can overcome most heat related problems.It should be noted that in large welded fabrications heat treatment may be required during the fabrication process.The use of electron beam or laser welding techniques introduces very little heat into the part and as a result the parts welded by these methods generally don’t require any heat treatment.The choice offiller material can be critical to the strength and performance of a weld.Generally,the filler material should be of the same type as or compatible with the parent material;many examples of weld failure can be attributed to using a dissimilar material as afiller.Accessibility to perform the welding process should be considered;often there is not sufficient space to complete a weld leading to redesign and/or rework.Inspection of welds is usually by non-destructive testing methods such as dye penetrate,ultrasonic or X-Ray,so,as above,accessibility to perform the inspection is crucial.Designers considering using complex welds or experiencing welding problems are advised to contactManual of Engineering Drawing.DOI:10.1016/B978-0-08-096652-6.00033-4277 CopyrightÓ2012Elsevier Ltd.All rights reserved.the Welding Institute()for professional advice and guidance.The Indication and Application of Welding Symbols on DrawingsGeneralThe authors feel that it essential that the reader should be made aware that currently two Standards exist for the indication of welding symbols,both of which are widely used worldwide:the International Standard ISO2553and the American Standard AWS A2.4 For one Standard only to be chosen,for mutual acceptance,it would mean half the global users of either Standard would have to change over to the dictates of the other.Many meetings between these two Standards committees have been held to resolve this issue e even the possibility of having a totally new system has been discussed;however,none of the options considered has proved to be acceptable to either committee.In an effort tofind a resolution to break this apparent deadlock a questionnaire was distributed to all member bodies requesting their opinions on the best way forward.The result was to include both systems in one cohabitation Standard,as long as they did not conflict with each other.This has now been achieved with the revision of ISO2553:2012,which clearly and unambiguously identifies and illustrates the two systems.The ISO version is identified as System A and the American version is identified as System B,thus achieving one acceptable global Standard.These systems must never be shown mixed and drawings must clearly indicate which system and units are used.The content of this chapter is in accordance with the content of BS EN ISO2553:2012.The system A is illustrated unless stated otherwise.The following notes are meant as a guide to the method of applying the more commonly used welding symbols relating to the simpler types of welded joints on engineering drawings.Where complex joints involve multiple welds it is often easier to detail such constructions on separate drawing sheets.Refer to BS EN ISO2553:2012for the full specification of symbolic representations for welds.Each type of weld is characterized by a symbol given in Table33.1.Note that the symbol is repre-sentative of the shape of the weld,or the edgeManual of Engineering Drawingpreparation,but does not indicate any particular welding process and does not specify either the number of runs to be deposited or whether or not a root gap or backing material is to be used.These details would be provided on a welding procedure schedule for the particular job.It may be necessary to specify the shape of the weld surface on the drawing asflat,convex or concave and a supplementary symbol,shown in Table33.2,is then added to the elementary symbol.An example of each type of weld surface application is given in Table33.3.A joint may also be made with one type of weld on a particular surface and another type of weld on theback and in this case elementary symbols representing each type of weld used are added together.The last example in Table33.3shows a single-V butt weld with a backing run where both surfaces are required to have aflatfinish.A welding symbol is applied to a drawing by using reference lines and an arrow line as shown in Fig.33.1. The reference lines(one continuous and one dashed) should be drawn parallel to the bottom edge of the drawing frame.The dashed reference line can be positioned above or below the continuous reference line but it is preferable to position it below.The arrow line forms an angle with the continuous reference line. The side of the joint nearer to the arrowhead is known as the arrow side and the opposite side of the joint is known as the other side.The continuous reference line relates to the arrow side and the dashed reference line relates to the other side.The welding symbol should be positioned on the reference lines as indicated in Table33.4and Fig.33.1.1 = Arrow Line2 = Reference Lines3 = Weld Symbol4 = Tail (optional)4 JointFIGURE33.1Chapter|33Welding and Welding SymbolsSketch(a)shows the symbol for a single-V butt weld positioned on the continuous reference line; this is because the weld is on the arrow side of the joint.Sketch(b)shows the same symbol positioned on the dashed reference line;this is because the weld ison the other side of the joint(opposite to the arrow line).Sketch(c)shows the symbol applied to a double-V butt weld;in this case the dashed line is omitted and both symbols are positioned on the continuous refer-ence line.There is no requirement to show the dashed reference line when specifying symmetrical welds or spot and seam welds made at the interface between two components.Sketch(d)showsfilet welds on a cruciform joint where the top weld is on the arrow side and the bottom weld is on the other side of the joint.In these cases,for the top weld the weld symbol is positioned on the continuous reference line and for the bottom weld the symbol is positioned on the dashed reference line.The positioning of the symbol is the same for drawings infirst or third angle projection.Additional symbols can be added to the reference line as shown in Fig.33.2.Welding can be done in the factory or on site when plant is erected.A site weld is indicated by aflag.A continuous weld all round a joint is shown by a circle at the intersection of the arrow and the reference line.Note that if a continuous weld is to be undertaken at site then both symbols should be added to the drawing.The tail is an optional element which can be added to the end of the continuous reference line(see Fig.33.3)where additional complementary information can be included as part of the welding symbol.(The projection welding process is indicated in the example in Fig.33.3).The following information can be specified:(a)the level of quality,for example in accordancewith ISO5817,ISO10042,ISO13919,etc.; (b)the welding process,reference number or abbre-viation in accordance with ISO4063;(c)thefiller material,for example in accordance withISO14171,ISO14341,etc.;(d)the welding position,for example in accordancewith ISO6947;(e)any supplementary information to be consideredwhen making the joint.The information shall be listed and separated by a forward slash(/)(see Fig.33.4).A closed tail shall only be used to indicate reference to a specific instruction,e.g.reference to a welding procedure or specification(see Fig.33.5).Repetition of additional information on symbols on a drawing is not advised.A single general note on the drawing should be used instead.Useful Standards for the draughtsman are as follows:BS499-1,which gives a glossary for welding, brazing and thermal cutting and includes seven sections relating to welding with pressure,fusion welding,brazing,testing,weld imperfections,and thermal cutting;BS499-1Supplement,which gives definitions for electrical and thermal characteristics of weldingequipment.(a)FIGURE33.2Indication of(a)site welds and(b)continuous welds.FIGURE33.3FIGURE33.4FIGURE33.5Manual of Engineering DrawingEuropean arc welding symbols in chart form are illustrated in BS 499-2C.Symbolic representation on drawings for welded,brazed and soldered joints are illustrated in BS EN ISO 22553.Welded and allied processes,nomenclature of processes and reference numbers are given in BS EN ISO 4063:2010.Dimensioning of WeldsThe dimensions of a weld may be added to a drawing in the following manner (Fig.33.6).Dimensions relating to the cross-section of the weld are symbolized by z and are given on the left-hand side of the symbol.The cross-sectional dimension to be indicated for a fillet weld is the leg length.If the design throat thickness is to be indicated then the leg-length dimension is prefixed with the letter z and the design throat thickness with the letter a .Longitudinal dimensions are symbolized by l and are given on the right-hand side of the symbol.If the weld is not continuous then distances between adjacent weld elements are indicated in parentheses.Unless dimensional indication is added to the contrary,a fillet weld is assumed to be continuous along the entire length of the weld.Leg-length dimensions of fillet welds of 3,4,5,6,8,10,12,16,18,20,22,and 25mm are the preferred sizes.Applications of dimensions to different types of fillet welds are given in Table 33.5in order to indicatethe scope of the British Standard,which should be consulted to fully appreciate this topic.In Table 33.5,(1)shows dimensions applied to continuous fillet welds,(2)shows dimensions applied to intermittent fillet welds,and (3)shows dimensions applied to staggered intermittent filletwelds.FIGURE 33.6Chapter |33Welding and Welding Symbols。
welding symbol

Always Horizontal
Arrow Line
Reference Line (Required element)
Arrow
Tail
Reference Line (Required element)
Tail
Arrow
Reference Line must always be horizontal,
Welding Symbols
Understanding Welding Symbols Terms and Definitions
Created By Jeffrey Rodenbarger Drake-Williams Steel Omaha, Nebraska
•Reference Line
R
plug and slot welds.
S(E) Length of weld
L-P
OTHER SIDE
ARROW SIDE
FIELD WELD
Pitch(Center-tocenter spacing) of welds
(N)
Number of spot, seam, stud, plug, slot, or projection welds
Weld Symbol Terminology
OTHER SIDE ARROW SIDE
Break in arrow means arrow side must be side that beveling or other preparation required.
Fillet Weld (Arrow Side Only)
Fillet Weld (Other Side)
proe焊接符号存储重定义说明
proe焊接符号存储重定义说明标准的Pro/ENGINEER焊接符号库提供了常用的ANSI和ISO 标准焊接符号。
库符号为缺省符号。
可轻松定制和创建新的焊接符号以满足任何符号参照的需要。
Pro/ENGINEER在绘图中放置焊接符号时,它仅识别存储在标准Pro/ENGINEER焊接符号库中的焊接符号名称。
如果要创建一个新焊接符号,则必须用它来替代焊接符号库中的某个现有符号。
通常,建议对现有焊接符号加以重定义。
定制焊接符号时,可执行以下任何或所有操作:添加任意多个可变文本的副本。
改变可变文本的缺省值。
添加和删除任意多个注释和图元,并将新建的注释和图元放置在任何组中(或根本不放在组中)。
重定义现有注释和图元的修饰。
移动左引线和右引线的原点位置,或添加其它引线类型。
将参数添加到符号定义。
可用ANSI或ISO焊缝符号标准标记焊接特征。
细节模块中的weld_symbol_standard配置选项可用于设置绘图的符号支持。
在ISO中,支持以下焊缝符号:无坡口-角焊、塞焊、槽焊和点焊坡口-I形坡口、斜坡口、v形、u形和j形坡口注意:对于斜坡口和v形符号,如果root_open大于零,则使用尖型符号。
如果prep_depth小于材料厚度,则使用宽型符号。
在绘图中显示现有焊缝的焊接符号在焊接绘图打开的状态下:单击视图(View)显示和拭除(ShowandErase)。
显示/拭除(Show/Erase)对话框打开。
在类型(TYPE)下,单击。
在显示方式(ShowBy)下,指定显示符号的位置:特征(Feature)-显示选定焊缝特征的符号。
特征和视图(FeatureandView)-在选定视图中显示选定焊缝的符号。
零件(Part)-在选定元件中显示所有符号。
零件和视图(PartandView)-在选定元件的选定视图中显示所有符号。
视图(View)-在选定视图中显示所有符号。
显示所有(ShowAll)-在绘图中显示所有符号。
焊接英语
焊接英语焊缝符号welding symbol焊缝金属weld metal填充金属filler metal熔敷金属deposited metal焊缝表面weld face/ face of weld焊缝背面back of weld焊缝轴线axis of weld焊缝尺寸size of weld焊缝宽度weld width/ width of weld焊缝长度weld length/ length of weld焊缝有效长度effective length of weld焊缝厚度throat depth/ throat thickness焊缝计算厚度theoretical throat焊缝实际厚度actual throat熔深penetration/ depth of penetration焊缝成形appearance of weld焊缝成形系数form factor of weld余高reinforcement/ excess weld metal背面余高root reinforcement削平焊缝flush weld/ weld machined flush对接焊缝butt weld角焊缝fillet焊脚leg/ fillet weld leg角焊缝断面形状profile of fillet weld平形角焊缝flat fillet凸形角焊缝convex fillet weld凹形角焊缝concave fillet weld角焊缝凹度concavity侧面角焊缝side fillet weld/ fillet weld in parallel shear 正面角焊缝front fillet weld/ fillet weld in normal shear 立角焊缝fillet weld in the vertical position横角焊缝fillet weld in the horizontal position平角焊缝fillet weld in the flat position斜角焊缝oblique fillet weld连续焊缝continuous weld断续焊缝intermittent weld连续角焊缝continuous fillet weld断续角焊缝intermittent fillet weld交错断续角焊靤taggered intermittent fillet weld并列断续角焊缝chain intermittent fillet weld端接焊缝edge weld卷边焊缝flanged edge weld塞焊焊缝plug weld纵向焊缝longitudinal weld横向焊缝transverse weld环行焊缝girth weld/ circumferential weld螺旋形焊缝spiral weld/ helical weld密封焊缝seal weld承载焊缝strength weld联系焊缝connective weld定位焊缝tack weld焊道bead/ run/ pass焊波ripple焊根weld root/ root of weld焊趾weld toe/ toe封底焊道sealing run (after making main weld)/ back weld打底焊道backing weld (before making main weld)/ back weld根部焊道root pass/ root run填充焊道filling bead盖面焊道cosmetic bead/ cover pass回火焊道temper bead/ annealing bead熔透焊道penetration bead焊层layer焊接接头welded joint接头形状joint geometry等强匹配接头equalmatching weld joint低强匹配接头undermatching weld joint超强匹配接头overmatching weld joint接头根部root of joint对接接头butt jointI形对接接头square butt jointV形对接接头single V butt jointU形对接接头single U butt jointJ形坡口接头single J butt joint双V形对接接头double V butt joint双单边V形对接接头double bevel butt joint/ K groove butt joint 带钝边U形对接接头double U butt joint带钝边J形坡口接头double J joint角接接头corner jointT形接头T joint斜T形接头inclined T joint十字接头cruciform joint/ cross-shaped joint三联接头joint among three members搭接接头lap joint套管接头muff joint/ sleeve joint双盖板接头double strapped joint盖板接头strapped joint端接接头edge joint卷边接头flanged edge joint锁底对接接头lock butt joint斜对接接头oblique butt joint混合接头mixed joint/ composite joint有间隙接头open joint无间隙接头closed joint焊接电弧welding arc电弧形态arc shape电弧物理行为arc physics behaviour引弧striking arc引弧电压striking voltage电弧气氛arc atmosphere阴极cathode热阴极hot cathode冷阴极cold cathode阴极斑点cathode spot阴极区cathode region阴极区电场强度intensity of the electric field in the cathode region 阴极压降cathode drop阳极anode阳极斑点anode spot斑点压力spot pressure阳极区anode region阳极区电场强度intensity of the electric field in the anode region 阳极压降anode drop弧柱arc column/ arc stream弧柱压降voltage drop in arc column弧柱电位梯度potential gradient in the arc column弧焰arc flame弧心arc core硬电弧forceful arc/ hard arc软电弧soft arc旋转电弧rotating arc脉冲电弧pulsed arc脉冲喷射电弧pulsed spray arc起皱现象puckering phenomena起皱电弧puckering arc起皱临界电流puckering critical current间接电弧indirect arc压缩电弧compressive arc磁控电弧magnetic controlling arc电弧力arc force电磁力electromagnectic force电磁收缩效应pinch effect电弧飘移wandering of arc电弧稳定性arc stability电弧静特性static characteristic of arc电弧动特性dynamic characteristic of arc最小电压原理principle of minimum voltage 电弧挺度arc stiffness电弧偏吹arc blow磁偏吹magnetic blow阴极清理作用cleaning action of the cathode 电弧自身调节arc self-regulation挖掘作用digging action极性效应polarity effect熔滴droplet熔滴比表面积specific surface of droplet熔滴过渡metal transfer过度频率transition frequency粗滴过渡globular transfer; drop transfer短路过渡short circuiting transfer喷射过渡spray transfer旋转喷射过渡rotating spray transfer脉冲喷射过渡pulsed spray transfer爆炸过渡explosive transfer渣壁过渡flux wall guided transfer熔池molten pool沸腾状熔池boiling molten pool弧坑crater熔渣slag渣系slag system渣系相图slag system diagram碱性渣basic slag酸性渣acid slag碱度basicity酸度acidity长渣long slag短渣short slag粘性熔渣viscous slag氧化物型熔渣oxide melting slag盐型熔渣salt melting slag盐-氧化物型熔渣salt-oxide melting slag熔渣流动性fluidity of the slag; slag fluidity 熔渣solidified slag多孔焊渣porous slag玻璃状焊渣vitreous slag自动脱落焊渣self-releasing slag脱渣性slag detachability焊接设备welding equipment; welding set焊机welding machine; welder电焊机electric welding machine; electric welder焊接电源welding power source焊接欠缺welding imperfection焊接缺陷weld defect气孔blowhole/ gas pore针尖状气孔pinhole密集气孔porosity条虫状气孔wormhole裂纹crack表面裂纹surface crack咬边undercut焊瘤overlap凹坑pit烧穿burn through塌陷excessive penetration未焊透incomplete penetration/ lack of penetration未熔合lack of fusion/ incomplete fusion未焊满incompletely filled weld根部凹陷root concavity电弧擦伤arc scratch夹渣slag inclusion夹杂物inclusion夹钨tungsten inclusion白点fish eye/ flake错边misalignment/ dislocation焊接检验试件test piece试样test specimen无损检验nondestructive test破坏检验destructive test外观检查visual examination超声波探伤ultrasonic inspection直射法超声波探伤straight beam method斜射法超声波探伤angle beam method液浸法超声波探伤immersion method射线探伤radiographic inspection/ radiographyX射线探伤X-ray radiographic inspectionγ射线探伤gamma-ray inspectionX射线工业电视探伤X-ray industrial television inspection磁粉探伤magnetic particle inspection电磁探伤electromagnetic inspection/ eddy current test 探伤灵敏度flaw detection sensitivity渗透探伤penetration inspection荧光探伤flurescent penetrant inspection着色探伤dye penetrant inspection密封性检验leak test气密性检验air tight test枕形气密检验pillow test耐压检验pressure test水压检验hydraulic test气压检验pneumatic test液晶检验liquid crystal test声发射检测acoustic emission testing面弯试验face bend testing背弯试验root bend test侧弯试验side bend test横弯试验horizontal bend test纵弯试验axial bend test压扁试验squeezing test。
WeldingSymbols_Nomenclature

Submerged Arc Welding
ห้องสมุดไป่ตู้
Submerged Arc Welding
Submerged Arc Welding
Weld All Around
Fillet Welds
Fillet Welds
The square groove weld, in which the "groove" is created by either a tight fit or a slight separation of the edges. The amount of separation, if any, is given on the weld symbol.
The bevel groove weld, in which the edge of one of the pieces is chamfered and the other is left square. The bevel symbol's perpendicular line is always drawn on the left side, regardless of the orientation of the weld itself. The arrow points toward the piece that is to be chamfered. This extra significance is emphasized by a break in the arrow line. (The break is not necessary if the designer has no preference as to which piece gets the edge treatment or if the piece to receive the treatment should be obvious to a qualified welder.) Angle and depth of edge treatment, effective throat, and separation at the root are also described as necessary.
焊接术语中英对照

电阻焊 resistance welding (RW)点焊 spot welding;resistance spot welding凸焊 projection welding缝焊 seam welding滚点焊 roll-spot welding连续点焊 stitch welding多点焊 multiple spot welding手压点焊 push welding;poke welding单面点焊 indirect spot welding双面点焊 direct spot welding脉冲点焊 pulsation spot welding;multiple-impulse welding串联点焊 series spot welding多点凸焊 multiple projection welding频道进缝焊 step-by-step seam welding压平缝焊 mash seam welding串联缝焊 series seam welding对接缝焊 butt seam welding;foil-butt seam电阻对焊 upset butt welding闪光对焊 flash butt welding (FBW)储能焊 stored energy welding电容储能点焊 condenser discharge spot welding高频电阻焊 high frequency resistance welding冲击电阻焊 percussion welding胶接点焊 spot weld-bonding;weld-bonding 塑料喷涂 plastic spraying陶瓷喷涂 ceramic spraying喷熔 spray-fusing表面粗糙化处理 surface roughening电火花拉毛 electrospark roughening抛锚效应 anchoring喷涂层 spray-fused coating喷熔层 spray-fused coating结合层 bond coating;under coating工作层 work coating结合强度 adhesive strength涂层强度 strength of coating封孔处理 sealing封孔剂 sealant喷涂率 spray rate沉积效率 deposition efficiency孔隙率 porosity喷涂材料 spraying material自熔剂合金粉末 self-fluxing alloy powder 喷炬(枪) spray torch;热切割 thermal cutting (TC)气割 gas cutting;oxygen cutting氧溶剂切割 powder cutting氧-石英砂切割 quartz powder cutting闪光 flashing;flash过梁 bridge;lintel顶锻 upsetting;upset夹紧力 clamping force顶锻力 upsetting force;upset force电极压力 electrode force;electrode pressure电极滑移 electrode skid焊接循环 welding cycle预压时间 squeeze time锻压时间 forge-delay time;forge time焊接通电时间(电阻焊) welding time (resistance welding)预热时间 preheat time加热时间 heat time冷却时间 cool time间歇时间 quench time;chill time回火时间 temper time维持时间 hold time休止时间 off time闪光时间 flash time;flashing time顶锻时间 upset time;upsetting time有电顶锻时间 upset current time无电顶锻时间 upset current-off time闪光速度 flashing speed闪光电流 flashing current;flash current顶锻电流 upset current预热电流 preheat current 电弧切割 arc cutting氧气电弧切割 oxy-arc cutting空气电弧切割 air arc cutting等离子弧切割 plasma arc cutting (PAC)空气等离子弧切割 air plasma arc cutting氧等离子切割 oxygen plasma arc cutting水再压缩空气等离子弧切割 air plasma water injection arc cutting双层气流等离子弧切割 dual gas plasma arc cutting;shielded gas plasma arc cutting激光切割 laser cutting(LC);laser beam cutting电子束切割 electron beam cutting喷气激光切割 gas jet laser cutting碳弧切割 carbon arc cutting水下切割 underwater cutting喷水式水下电弧切割 waterjet method underwater arc cutting氧矛切割 oxygen lancing;oxygen lance cutting溶剂氧切割 powder lancing手工气割 manual oxygen cutting自动气割 automatic oxygen cutting仿形切割 shape cutting数控切割 NC (numerical-control) cutting快速切割 high-speed cutting垂直切割 square cut叠板切割 stack cutting坡口切割 beveling;bevel cutting回火电流 temper current调伸长度 initial overhange;extension 总留量 total allowance闪光留量 flash allowance顶锻留量 upset allowance顶锻速度 upset speed电极接触面 electrode contact surface 贴合面 faying surface焊点 welding spot熔核 nugget熔核直径 diameter of nugget塑性金属环区 corona bond焊透率 penetration rate压痕 indentation压痕深度 depth of indentation压深率 indentation ratio翘离 sheet separation缩孔 shrinkage cavity胡须 intrusion电极粘损 electrode pick up喷溅 splash/ expulsion毛刺 fin飞边 upset metal/ fin焊点距 weld spacing/ spot weld spacing 边距 edge distance分流 shunt current 碳弧气割 carbon arc air gouging火焰气刨 flame gouging火焰表面清理 scarfing氧熔剂表面修整 powder washing预热火焰 preheat flame预热氧 preheat oxygen切割氧 cutting oxygen/ cutting stream切割速度 cutting speed切割线 lone of cut/ cut line切割面 face of cut/ cut face切口 kerf切口上缘 cutting shoulder切口宽度 kerf width后拖量 drag切割面平面度 evenness of cutting surface/ planeness of cutting surface割纹深度 depth of cutting veins/ stria depth切割面质量 quality of cut face上缘熔化度 shoulder meltability/ melting degree of shoulder切口角 kerf angle缺口 notch挂渣 adhering slag结瘤 dross割炬 cutting torch/ cutting blowpipe/ oxygen-fuel gas cutting torch割枪 cutting gun割嘴 cutting nozzle/ cutting tip接触电阻 contact resistance电阻焊机 resistance welding machine点焊机 spot welding machine多点焊机 multiple spot welding machine移动式点焊机 portable spot welding machine缝焊机 seam welding machine纵横两用缝焊机 universal seam welder对焊机 butt resistance welding machine凸焊机 projection welding machine三相低频焊机 three phase low frequency welder 二次整流电阻焊机 direct current resistance welder secondary rectification电容储能电阻焊机 condenser discharge resistance welder电容储能点焊机 condenser type spot welder/ capacitor spot welding machine工频电阻焊机 mains frequency resistance welding machine低频电阻焊机 frequency converter resistance welding machine高频焊机 high frequency induction welder逆变式电阻焊机 inverter type resistance welding machine全波阻焊电源 full wave resistance welding power source斩波阻焊电源 chopped wave resistance welding power source旋转焊接变压器 rotary welding transformer 快速割嘴 divergent nozzle/ high-speed nozzle表面割炬 gouging blowpipe水下割炬 under-water cutting blowpipe水下割条 electrode for under-water cutting粉剂罐 powder dispenser数控切割机 NC cutting machine门式切割机 flame planer光电跟踪切割机 photo-electric tracing cutting火焰切管机 pipe flame cutting machine磁轮式气割机 gas cutting machine with magnetic wheels焊接结构 welded structure/ welded construction 焊件 weldment焊接部件 weld assembly组装件 built-up member接头设计 joint design焊接应力 welding stress焊接瞬时应力 transient welding stress焊接残余应力 welding residual stress热应力 thermal stress收缩应力 contraction stress局部应力 local stress拘束应力 constraint stress固有应力 inherent stress固有应变区 inherent strain zone残余应力测定 residual stress analysis逐层切割法Sach’s method点焊钳 spot welding headC形点焊钳 C-type welding head/ C-type gunX形点焊钳 pincer spot welding head/ pliers spot welding head断续器 contactor同步断续器 synchronous contactor异步断续器 non-synchronous contactor程序控制器 sequencer程序时间调节器 sequencer timer电极臂 arm电极握杆 electrode holder电极台板 backup die/ bolster电极水冷管 electrode cooling tube电极头 electrode tip电极帽 electrode cap锥头电极 truncated tip electrode平头电极 flat tip electrode尖头电极 pointed tip electrode球面电极 radius tip electrode偏心电极 offest electrode直电极 straight electrode弯电极 cranked electrode双弯电极 double cranked (swannecked) electrode 滚轮电极 circular electrode/ welding wheel斜棱滚轮电极 bevelled wheel顶锻机构 upsetting mechanism电极总行程 total electrode stroke X射线衍射法 X-ray stress analysis小孔释放法 Mathar method固有应变法 inherent strain method消除应力 stress relieving局部消除应力 local stress relieving应力重分布 stress redistribution退火消除应力 stress relieving by annealing温差拉伸消除应力 low temperature stress relieving 机械拉伸消除应力 mechanical stress relieving应力松弛 stress relaxation焊接变形 welding deformation焊接残余变形 welding residual deformation局部变形 local deformation角变形 angular distortion自由变形 free deformation收缩变形 contraction deformation错边变形 mismatching deformation挠曲变形 deflection deformation波浪变形 wave-like deformation火焰矫正 flame straightening反变形 backward deformation焊接力学 welding mechanics断裂力学 fracture mechanics弹塑性断裂变形 elasto-plastic fracture mechanics 线弹性断裂力学 linear elastic fracture mechanics 延性断裂 ductile fracture脆性断裂 brittle fracture工作行程 operational stroke辅助行程 electrode travel/ electrode stroke臂间距离 horn spacing/ throat opening电极臂伸出长度 arm extension摩擦焊 friction welding (FW)转速 friction speed摩擦压力 friction pressure/ heating pressure摩擦转矩 friction torque摩擦时间 friction time摩擦变形量 burn-off length摩擦变形速度 burn-off rate停车时间 stopping time顶锻变形量 forge length顶锻变形速度 forge rate摩擦表面 friction surface储能摩擦焊 fly-wheel type friction welding径向摩擦焊 radial friction welding扩散焊 diffusion welding (DW)过渡液相扩散焊 transient liquid phase diffusion welding热等静压扩散焊 hot isotatic pressure diffusion welding热轧扩散焊 roll diffusion welding扩散缝焊 seam diffusion welding超塑成形扩散焊 supperplastic forming diffusion bounding隔离剂 buttering material爆炸焊 explosive welding (EW) 应力腐蚀开裂 stress corrosion cracking热应变脆化 hot straining embrittlement临界裂纹尺寸 critical crack size裂纹扩展速率 crack propagation rate裂纹张开位移(COD)crack opening displacement 拘束度 restraint intensity拘束系数 restraint coefficient应变速率 strain rate断裂韧度 fracture toughness应力强度因子 stress intensity factor临界应力强度因子 critical stress intensity factors应力腐蚀临界应力强度因子 critical stress intensity factor of stress corrosion crackingJ积分 J-integration罗伯逊止裂试验 Robertson crack arrest testESSO试验 ESSO test双重拉伸试验 doucle tension test韦尔斯宽板拉伸试验Well’s wide plate test帕瑞斯公式 Paris formula断裂分析图 fracture analysis diagram焊接车间 welding shop焊接工作间 welding booth焊接工位 welding post/ welding station焊接环境 welding surroundings焊工 welder电焊工 manual arc welder气焊工 gas welder爆炸点焊 explosive spot welding爆炸线焊 explosive line welding多层板爆炸焊 explosive welding of multiplayer plates多层管爆炸焊 explosive welding of multiplayer tubes覆板(覆管) cladding plat (tube)/ flyer plate (tube) 基板(基管) base plate(tube)/ parent plate (tube) 保护层 buffer/ protector基础 base预置角 preset angle间距 initial stand-off/ spacing装药量 explosive load装药密度 charge density/ loading density质量比 mass ratio平行法 parallel plate configuration角度法 preset angle configuration均匀布药 average arranging explosive梯形布药 gradient arranging explosive爆炸焊参数 explosive welding parameters初始参数 initial parameters动态参数 dynamic parameters界面参数 interface parameters爆轰速度 detonation velocity覆板速度 cladding plate velocity碰撞点 impact point碰撞点速度 velocity of the impact point 焊接检验员 weld inspector焊工培训 welders training焊工模拟训练器 trainer of synthetic weld焊工考试 welder qualification test焊工合格证 welder qualification/ welder qualified certification钢板预处理 steel plate pretreatment喷沙 sand blast喷丸 shot blast矫正 straighten开坡口 bevelling (of the edge)/ chanfering装配 assembly/ fitting安装 erect刚性固定 rigid fixing装配焊接顺序 sequence of fitting and welding焊接工艺评定 welding procedure qualification焊接工艺规程 welding procedure specification焊接工艺试验 welding procedure test焊接工艺卡 welding procedure card工序 operational sequence焊接材料消耗定额 welding consumables quota 焊接工时定额 welder-hour quota清渣 slag removal清根 back gouging/ back chipping锤击 peening返修次数 number of rewelding焊接工作台 welding bench弯折角 bending angle碰撞角 collision angle碰撞压力 impact pressure格尼能 Gurney energy垂直碰撞 normal impact倾斜碰撞 oblique impact/ inclined impact对称碰撞 symmetrical impact来流 upper stream出流 down stream再入射流 re-entrant jet自清理 oneself cleaning结合区 bond zone平面结合 plane bond波状结合 wave-like bond界面波长 length of the interfacial wave界面波幅 amplitude of the interfacial wave熔化层 molten layer熔化袋 molten pocket雷管区 detonator zone边界效应 edge effect焊接性窗口 weldability windows焊着率 ratio of welding area起爆方法 method of initiation内爆法 internal explosion process外爆法 external explosion process半圆柱试验法 semi-cylinder experiment method 超声波焊 ultrasonic welding (UW) 装焊平台 welding platen电磁平台 electromagnetic platen焊接翻转机 welding tilter焊接回转台 floor turnable positioner焊接变位机 positioner焊接滚轮架 turning rolls焊接操作机 manpulator焊工升降台welder’s lifting platform焊接夹具 welding jig/ fixture磁力夹紧器 magnetic jig螺旋推撑器 screw operated tensioning unit焊丝盘绕机 welding wire coiler焊条压涂机 welding electrode extrusion press 红外线加热器 infra-red heater干燥箱 dryer焊条保温筒 thermostat for electrode流量计 flow meterCO2预热器 CO2 heaterCO2干燥器 CO2 desiccator焊接电缆 welding cable电缆夹头 welding connector地线 earth lead地线夹头 earth clamp焊接参数记录仪 welding parameter recorder 焊缝检测规 weld gauge喷嘴通针 tip cleaner测温笔 tempil stick超声波点焊 ultrasonic spot welding超声波缝焊 ultrasonic seam welding超声波点焊机 ultrasonic spot welder超声波缝焊机 ultrasonic seam welder冷压焊 cold pressure welding (CPW)热压焊 hot pressure welding热轧焊 hot roll welding旋弧压力焊 rotating arc pressure welding埋弧压力焊 submerged arc pressure welding电渣压力焊 electroslag pressure welding气压焊 gas pressure welding锻焊 forge-welding/ blacksmith welding磁力脉冲焊 magnetic-pulse welding硬钎焊 brazing软钎焊 soldering烙铁钎焊 iron soldering火焰钎焊 torch brazing/ torch soldering热风钎焊 hot gas soldering感应钎焊 induction brazing电阻钎焊 resistance brazing接触反应钎焊 contact-reaction brazing电弧钎焊 arc brazing浸渍钎焊 dip brazing/ dip soldering盐浴钎焊 saltbath dip brazing (soldering)金属浴钎焊 molten metal bath dip brazing炉中钎焊 furnace brazing/ furnace soldering保护气氛钎焊 brazing in controlled atmosphere 敲渣锤 chipping hammer焊接衬垫 backing/ welding backing保留垫板 fusible backing/ permanent backing 临时垫板 temporary backing焊剂垫 flux backing惰性气体衬垫 inert-gas backing引弧板 run-on tab/ end tab/ starting weld tab 引出板 run-off tab/ end tab定位板 strong-back加强勒 stiffener嵌条 insert套环 ferrule面罩 helmet滤光镜片 filter glass/ welding glass防护镜片 cover glass/ plain glass气焊眼镜 welding goggles焊接机器人 welding robot点焊机器人 spot welding robot弧焊机器人 arc welding robot切割机器人 cutting robot焊接机器人生产线 robot line for welding焊接机器人工作站 welding robot station机器人运动自由 degree of free for robot机器人工作空间 robot working space轨迹重复精度 path repeatability点位重复精度 PTP repeatability焊接专家系统 welding expert system真空钎焊 vacuum brazing蒸气钎焊 vapor phase soldering超声波钎焊 ultrasonic soldering扩散钎焊 diffusion brazing波峰钎焊 flow soldering/ wave soldering分级钎焊 step brazing/ step soldering不等间隙钎焊 brazing with the unparalleled clearance红外线钎焊 infra-red brazing (soldering)光束钎焊 light soldering (brazing)激光钎焊 laser brazing (soldering)电子束钎焊 electron beam brazing钎接焊 braze-welding钎料 brazing filler metal/ solder硬钎料 brazing filler metal软钎料 solder (m)自钎剂钎料 self-fluxing brazing alloy/ self-fluxing filler metal活性钎料 active filler metal/ active metal brazing alloy成形钎料 preformed filler metal/ solder preform 非晶态钎料 amorphous filler metal粉状钎料 powdered filler metal钎料膏 braze cream/ braze paste/ solder cream/ solder paste药皮钎料 flux coated brazing(soldering)rod层状钎料 sandwich filler metal药芯钎料丝 flux-cored colder wire 焊接机器人示数 welding robot play back焊接图象识别 pattern recognition for welding焊接图象处理 welding image processing计算机辅助焊接工艺设计 computer-aided welding process programming (CAWPP)计算机辅助焊接结构设计 computer-aided design for welding structure焊接烟尘 weld fume焊接发尘量 total amount of fumes焊接烟尘浓度 weld fume concentration焊接烟尘容限浓度 threshold limit values of weld fume (TLV)焊接发尘速率 weld fume emission rate焊接有害气体 welding toxic gases/ weld harmful gases 标定卫生空气需要量 nominal hygienic air requirement 焊工尘肺 pheumocomsis of welder焊工锰中毒 chronic occupational manganese poisoning of welder焊工氟中毒 fluorosis of welder焊工金属烟热 metal fume fever of welder电光性眼炎 eye-flash (arc eye)电光性皮炎 electro-photo dermatitis电弧紫外线灼伤 ultraviolet ray burn防电击装置 voltage reducing device除尘装置 dust collection device焊工手套 welding gloves护脚 welding spats防护鞋 shielding shoes敷钎料板 clad brazing sheet钎剂 brazing flux;soldering flux气体钎剂 gas flux反应钎剂 reaction flux松香钎剂 colophony flux;rosin flux钎剂膏 flux paste阻流剂 stopping-off agent钎剂活性 flux activity钎剂活性温度范围 activation temperature range of flux钎剂热稳定性 thermal stability of flux钎焊过程 brazing (soldering) process钎焊操作 brazing (soldering) operation(焊接网 )工艺镀层 technological coating钎焊面 faying face钎缝间缝 joint gap;joint clearance钎焊参数 brazing process variables钎焊温度 brazing temperature钎焊时间 brazing time钎焊保温时间 holding time of brazing钎缝 brazing seam;soldering seam钎缝界面区 interfacial region钎缝金属 brace metal钎角 fillet钎焊接头 braced joint;soldered joint平面搭接头 joggled lap joint;flush lap joint 焊接欠缺 welding imperfection焊接缺陷 weld defect气孔 blowhole/ gas pore针尖状气孔 pinhole密集气孔 porosity条虫状气孔 wormhole裂纹 crack表面裂纹 surface crack咬边 undercut焊瘤 overlap凹坑 pit烧穿 burn through塌陷 excessive penetration未焊透 incomplete penetration/ lack of penetration 未熔合 lack of fusion/ incomplete fusion未焊满 incompletely filled weld根部凹陷 root concavity电弧擦伤 arc scratch夹渣 slag inclusion夹杂物 inclusion夹钨 tungsten inclusion白点 fish eye/ flake错边 misalignment/ dislocation试件 test piece试样 test specimen无损检验 nondestructive test破坏检验 destructive test搭接对接接头 butt and lap joint搭接T 形接头 lapped T-joint ;flanged T-joint 锁缝接头 folded joint平面锁缝接头 lick side seam joint ;flat lock seam joint锁缝角接接头 lock corner joint ;corner double seam 嵌入T 形接头 inset T joint T 形管接头 branch T saddle joint 套管接头 socket joint外喇叭口套管接头 flare tube fitting 扩口套管接头 spigot joint 钎焊性 brazability ;solderability 润湿性 wettability润湿角 wetting angle ;contact angle 铺展性 spreadability铺展系数 spread factor ;coefficient of spreading 钎着率 brazed rate脱钎 de-brazing ;de-soldering 润湿称量试验 wetting balance test 铺展性试验 spreadability test 填缝性试验 clearance fillability test 未钎透 incomplete penetration 虚钎 cold soldered joint 钎料熔析 liquation of filler metal 溶蚀 erosion钎料流失 brazing filler metal erosion 钎剂夹杂 flux inclusion外观检查 visual examination 超声波探伤 ultrasonic inspection 直射法超声波探伤 straight beam method斜射法超声波探伤 angle beam method 液浸法超声波探伤 immersion method射线探伤 radiographic inspection/ radiography X 射线探伤 X-ray radiographic inspection γ射线探伤 gamma-ray inspectionX 射线工业电视探伤 X-ray industrial television inspection磁粉探伤 magnetic particle inspection电磁探伤 electromagnetic inspection/ eddy current test 探伤灵敏度 flaw detection sensitivity 渗透探伤 penetration inspection 荧光探伤 flurescent penetrant inspection 着色探伤 dye penetrant inspection 密封性检验 leak test 气密性检验 air tight test 枕形气密检验 pillow test 耐压检验 pressure test 水压检验 hydraulic test 气压检验 pneumatic test 液晶检验 liquid crystal test声发射检测 acoustic emission testing 面弯试验 face bend testing 背弯试验 root bend test 侧弯试验 side bend test晶间渗入 intergranular penetration波峰钎焊机 wave soldering machine冷壁真空钎焊炉 cold wall type vacuum brazing 热壁真空钎焊炉 hot wall type vacuum brazing furnace钎焊盒 brazing retort钎剂涂敷器 fluxer钎炬 brazing (soldering) blowpipe喷灯 brazing lamp烙铁 solder iron热喷涂 thermal spraying火焰喷涂 flame spraying电弧喷涂 electric arc spraying等离子喷涂 plasma spraying高频感应喷涂 high frequency spraying气体爆燃式喷涂 detonation flame spraying 横弯试验 horizontal bend test 纵弯试验 axial bend test压扁试验 squeezing testinert-gas-arc-welding 惰性气体弧焊,惰性气体保护焊hard-to-weld 难焊接的可焊性差的weld-all-over 全周焊接,全部焊接V-weld V形坡口(对接)焊缝butt-weld 以对头焊接接合welding 焊接法, 定位焊接U-weld U形(坡口)焊接x-weld X型(坡口)焊缝cast-weld 铸焊,浇注焊接doubleU-weld 双U形坡口焊(焊接网welded rod 焊接篦条;焊接篦条,焊接筛条weld nugget 点焊焊点;点焊焊点,点焊熔核welding terminals 电焊机接线端,电焊机接线端子weld pass 焊接道次;焊接道次,焊接次数scarf weld 斜面焊接, 两端搭接焊, 嵌接焊scarf welding 两端搭接焊, 嵌焊, 斜面焊接atomic-hydrogen welding 核氢焊,核氢焊机,氢原子电弧焊weld area 焊接部位;焊接部位,焊缝区linde welding 林德钢管对焊法,林德钢管对焊法flush weld 齐平焊缝,平焊,削平补强的焊缝 )tack-weld 点焊,定位焊all-welded 全焊体全焊的oxy-welding (氧)气焊butt-welded 对接焊接的press-welding 压焊,冷焊spot-weld vt 点焊l.w.|lap-welded 搭接焊的 lap-welded 搭接焊的space-welding 间隔焊接weld-edgewise 沿边焊forge-welding 锻焊welding-lead 电焊引线crotch-weld 楔接焊接weld-nut 焊接螺母arc-welding 电弧焊接weld-time 焊接时间welding-position 焊接位置intermittent-weld 断续焊接automatic-welding 自动焊接welding-stress 焊接应力welding-flame 焊接火焰welding-symbol 焊接符号welding-equipment 焊接设备weld-spacing 焊接间距butt-resistance-welding 电阻对焊welding-sequence 焊接顺序autogenous-welding 氩氧锂接welding burner 焊工喷燃器,焊焊枪嘴,焊接喷灯resistance welding 电阻焊,电阻焊接,接触焊接bridge welding 加搭板对接点焊,加搭板对接滚焊welding die 接触板;接触板,凸焊用电极flux-cored welding 管状焊丝电弧焊,药芯焊丝电弧焊welding process 焊接法,焊接过程,焊接方式electropercussive welding 电冲击焊, 电接触焊, 电点焊pressure welding 压焊,压力焊接,加压焊接weld preparation 开焊接坡口,焊接接头准备welding ground 电焊(接)地线,焊接地线unionare welding 磁性焊剂二氧化碳气体爆ず附樱weld together 焊接起来,使结合在一起arc welding 电炉焊接,电弧焊;电弧焊backhand welding 反手焊接,右向焊,后退式气焊intermittent welding 断续焊,间断焊,断续焊接scarf weld 斜面焊接,两端搭接焊,嵌接焊welding powder 焊粉;焊粉,粉状焊接熔剂welding point 焊拉点;焊拉点,焊接位置closed-butt weld 密接对接焊缝,无间隙对接焊缝welding pressure 电极压力,镦粗压力,顶锻压力stick welding 气体保护金属极电弧焊,粘结焊commutator-controlled welding 换向控制焊接,可控整流器焊接horizontal-rolled-position welding 横向滚动位置焊接,滚动水平焊torch welding 气炬焊接,气炬焊扫,气焊welded joint 焊缝,焊接接头,焊接接合tight-weld 密封焊性weld-length 焊缝长度welding-symbols 焊接符号welding-current 焊接电流welding-ground 电焊地线weld-size 焊接尺寸explosive-welding 爆炸焊接welding-source 焊接电源friction-welding 摩擦焊接seam-welding 缝焊,滚焊ultrasonic-welding 超声波焊接bead-weld 珠焊,堆焊horizontal-welding 横焊,平焊forge-welding 锻接,锻焊welding-flux 焊剂,焊料welding-transformer 焊接变压器weld-penetration 熔深,熔透blacksmith-welding 锻接,锻焊forge-weld 锻接,锻焊enclosed-welding 强制成形焊welding 焊接法,粘结weld 焊接,焊接点welding-head 焊头,烙铁头fillet-welding 填角焊,条焊butt-welding 对焊,对接焊forward-welding 前进焊,左焊butt-weld 对接焊,对焊welding generator 电焊发电机,焊接用发电机mash welding 交叉焊条式压薄点焊,压薄滚焊edge weld 边缘焊缝,端焊接,端焊缝field weld 安装焊接装配焊接工地焊接Welding Association 德国焊接技术协会[联邦德国] welding rectifier 电焊整流器,焊接整流器cascade welding 阶梯形多层焊, 串级叠置焊welding station 焊接室;焊接室,焊接台meshed weld 压边焊接焊缝,啮合焊接焊缝single-fillet weld 单边角接焊缝,单面填角焊缝plasma-arc welding 等离子弧焊接,等离子电弧焊girth welding 环缝焊接,环形焊缝焊接TIG welding 钨极惰性气体保护电弧焊TlG-arc welding 钨极惰性气体保护电弧焊air-hydrogen welding 空气-氢焊接submerged-arc welding 焊剂层下焊接beading weld 窄焊缝,珠焊welding bench 焊接工专weld throat 焊缝厚度hf welding 高频焊接welding engineering 焊接工程welding section 焊接断面inverted weld 凹面焊缝jump-welded pipe 对缝焊管intermittent weld 断续焊缝butt-welded tube 对缝焊管forged weld 锻接焊缝block-sequence-welding 多段多层焊接法welded-joint 锻焊缝,锻接头seal-weld 密封焊,封闭焊percussion-welding 冲击焊,储能焊butt-seam-welding 对缝焊,对线焊welding-torch 焊接吹管,焊矩weld-zone 焊接区,焊接处thermit-welding 铝热焊,热剂焊tack-welding 点固焊,平头焊接fusion-welding 熔焊接,熔融焊接backstep-welding 后退焊接,分段退焊welding-force 阻焊加压,电极压力edge-weld 边缘焊接,端接焊接flash-welding 闪光焊接,闪光对焊upset-welding 电阻对焊,镦压焊接welded-pipe 锻接管,压力焊接管backhand-welding 后退焊接,反手焊接tack-weld 定位焊点,点固焊点discontinuous-welding 断续焊接,间断焊接as-welded 熔接状态,焊接状态welding-shop 焊接车间,焊接工场welding-leads 电焊引线,焊机电缆线pulsation-welding 脉冲焊接,多脉冲焊接strength-weld 高强度焊接,强密焊接fillet-welding-joint 填角焊缝接头,角焊接头parallel-welding 直接焊珠焊接,焊珠焊接weld 熔焊,结合;焊接,焊skip weld 间断焊缝welding characteristics 焊接特性weld flaw 焊接缺陷welding deformations 焊接变形welded frame 焊接骨架profection welding 凸出焊接welding department 焊接车间welding strees 焊接应力helical welding 螺旋焊接groove-welded joint 坡口焊缝welding characteristic 焊接性能blacksmiths weld 锻焊接头weld failure 焊缝开裂pipe welding 管路焊接weld hardening 焊接硬化backup weld 封底焊缝weld spatter 焊接飞溅weld metallurgy 焊接冶金back-step welding 分段退焊welding tangs 焊接夹钳frection welding 摩擦焊roll welding 滚压焊butt-welded seam 对焊缝union-melt welding 埋弧焊welding clamp 电焊夹头all-around weld 整周焊缝welding factor 焊接系数welded 熔焊,结合;焊接的welded 熔焊(结合);焊接的manual-welding 手焊接resistance-welding 电阻焊welding-machine 焊接管weld-line 焊接线welding-heat 焊接热welding-operator 焊接工block-welding 块焊接welding-rod 焊条welding 焊接fusion-weld 熔焊slot-welding 槽焊gas-welding 气焊spot-welding 点焊skip-welding 跳焊smith-welding 锻焊lap-welding 搭焊plug-welding 塞焊flush-weld 平焊flat-welding 平焊manual-weld 手焊electric-welding 电焊spot-weld 焊点slot-weld 槽焊pressure-welding 压焊projection-weld 凸焊weld dressing 清理焊烽welding rules 焊接规则weld crosswise 交叉焊接double-vee weld X形焊缝flash butt-welding 闪光对接焊one-pass weld 联合筑路机full-penetration weld 全焊透焊缝welding gutter 焊管拉模welding crack 焊接裂纹weld cracking 焊缝破裂backing weld 底层焊接backing welding 底层焊接hand welding 手工焊接weld wire 包铜钢丝welding code 焊接规范welding cycle 焊接周期ripple weld 鳞纹焊缝welding mask 焊接面罩weld cycle 焊接周期weld jig 焊接夹具welding atmosphere 焊接气氛welding amperage 焊接电流welding voitage 焊接电压multilayer welding 多层焊接overhead weld 仰焊焊缝welding data 施焊工艺条件flash butt-weld 闪光对接焊缝mig welding 惰性气体保护金属极电极弧焊;米克焊接;金属惰性气体保护焊接,惰性气体保护金属极焊接machine welding 机械焊接,机械化焊接,自动焊接,自动焊,机械(化)焊(焊接网 )mag welding 活性气体保护金属极焊接;MAG焊,活性气体保护电弧焊welding inspector 焊接工段检验员;焊接工段检验员,焊件检查员tack weld 点住焊,定位焊,定位焊点,定位焊接,钉焊mesh weld 压边焊接焊缝;压边焊接焊缝,啮合焊接焊缝welding head 烙铁头,焊枪,(自动电焊机的)机头,焊机头aircomatic welding 自动调弧氩弧焊, 惰性气体保护金属极弧焊welding outfit 焊接配备;焊接设备,焊机,焊接装置shallow weld 浅熔焊焊缝;浅熔焊焊缝,末焊透焊缝aircomatic welding 自动调弧氩弧焊,惰性气体保护金属极弧焊site welding 安装焊接,工地焊接,现场焊接,安装焊接heliarc welding 海利亚克法焊接;赫利焊接,氦气保welding precaution 焊接预防措施structural welding 建筑结构焊接oxy-hydrogen welding 氢氧焰焊接incomplete-penetration weld 未焊透焊缝sagged weld 成凹陷焊缝directarc welding 直接电弧焊multiple-row weld 多排焊接头girth weld 环形焊缝around weld 周围焊缝gas-welding flame 气焊火焰puddle welding 堆焊,熔焊hammer weld 锻接,锻程plasma welding 等离子焊接welding metallurgy 焊接冶金学welded break 捍接断裂处welding mill 焊管机welding grade 焊接级blacksmith's weld 锻焊缝gas-welding heat 气焊热welding pool 焊接池two-axis welding 双轴焊welding leads 焊接铅vibration welding 振动焊tape welding 带焊接welding shaft 焊接轴gas welded 气焊的welded bridge 焊接桥护焊接sealing weld 封底焊缝,密封焊缝,密封焊,封底焊rod welding 焊条焊,特种成分的焊条作为焊接的填充料back weld 封底焊缝,封底焊背面焊缝,背面焊welding torch 焊接喷灯,焊接吹管,焊炬,气焊嘴welded chert 熔合燧石;玉髓燧石,红色豆粒燧石horizontal welding 横焊,水平焊,水平焊接,横向焊接butt weld 对焊,对接焊缝;对接焊,对头焊缝Sigma welding 惰性气体保护金属极弧焊, 西格马焊接welding regulator 焊接气体减压器,焊接电流调节器spot weld 点焊缝,点焊接(电阻焊的一种) welding converter 焊接变流机;焊接变流机,电焊机wandering welding 分段跳焊;分段跳焊,分散间隔焊series welding 单边多电极焊接, 串焊, 系列焊接flash welding 火花〔电弧,闪光〕焊,电弧对焊接weld porosity 焊缝气孔;焊缝气孔,焊缝孔隙bevel weld 坡口焊缝,铲边焊缝;斜角焊缝welding goggles 焊工护目镜;黑玻璃,滤色玻璃forge welded 锻焊的pipeline welding 管线焊aluminithermic weld 铝热焊接dry weld 干式焊件production weld 制品焊接hydrogen welding 氢焊接。
Weld symbol 焊接符号 welding symbol 焊缝符号 supplementary

Weld symbol 焊接符号welding symbol 焊缝符号supplementary [,sʌpli'mentəri]补充的,补充物Placement 标注illustration [ɪlə'streɪʃ(ə)n] 插图说明joint type 接头类型General provision for welding symbols 焊接符号中的通用规定signification [,sɪgnɪfɪ'keɪʃ(ə)n] 意义arrow ['ærəʊ] 箭头Location signification of the arrow 箭头位置的意义Respect to 关于combination weld symbols 组合焊缝符号multiple ['mʌltɪpl] 多数的Reference 参考field weld [fiːld]现场施焊denoted [dɪ'nəʊt] 表示weld dimension tolerance 焊缝尺寸公差backing welds 打底焊joints with backing 带衬垫的接头intermittent [,intə'mitənt] 间歇的angle ['æŋg(ə)l] 角度spacing 距离involving [ɪn'vɒlv] 包含,涉及Spot welds 点焊surfacing a previous weld 在前一焊道上堆焊adjust [ə'dʒʌst] dimension 调整尺寸special preparation not specified没有指定的特殊处理elements 内容US customary and SI units 美国的习惯和SI 单位designator [,dɛzɪg'netɚ] 符号Joint type designators 组合形式符号root opening 根部间隙groove angle 坡口角度Partial joint 部分熔透焊缝intermittent welds 间断焊joints with backing or spacers 带有垫板或者间隔的接头Indicating ['indikeitiŋ]表明requirement 要求include 包含provision [prə'vɪʒ(ə)n]规定Graphical ['græfɪk(ə)l] representation 表现Graphical representation 图解表示法specify['spɛsɪfaɪ] 指定,详细说明extent [ik'stent] 范围,长度convention [kən'vɛnʃən] 惯例常规convey [kən'veɪ] 传达illustrative['ɪləstrətɪv; ɪ'lʌst-] 说明的examples featuring ['fiːtʃə] 例子展示beyond the scope of this standard 超出标准的范围fully addressed 充分描述normative references 引用标准constitute ['kɑnstətut] 组成dated references 以前的引用标准subsequent ['sʌbsɪkwənt] 后来的amendment[ə'mɛndmənt] 修正most recent editions 最新版本mandatory ['mændətɔri] 强制的guide for 指南term [tɝm] 条款eliminate[ɪ'lɪmɪnet] 消除designating ['dɛzɪɡnet] 标注peening ['pi:niŋ] 锤击pertinent['pɝtnənt] 相关的pertinent data 相关资料regarding 关于interpreted [ɪn'tɝprɪt] 理解interpreted as 理解为refer to 指的是placement 分布,布置weld all around 满焊convex['kɒnveks] 凸面concave ['kɒnkeɪv] 凹面flat 平面contour ['kɑntʊr] 轮廓lap joint 搭接arrow side 箭头侧consider [kən'sɪdɚ] 认为,当做arrow ['ærəu] contact 箭头指向specified by 用。
joint welding symbol

Fillet Weld Dimensions
a = Design / Theoretical throat thickness s = Actual throat thickness b = Horizontal leg length c = Vertical leg length
e.g Leg length = 6mm Design Throat = 6mm x 0.7 Design Throat = 4.2mm
c
a b
s
The leg length should be approximately equal to the material thickness The design throat thickness is 0.7 of the leg length
Fillet Weld Profiles
Mitre fillet
Single sided preparations are normally made on thinner materials, or when access form both sides is restricted
Single Bevel
Single Vee
Single J
Single U
Double sided Butt Preparations
IWE
WELDING DESIGN PRE-COURSE
TYPE OF JOINTS
IWE
WELDING DESIGN PRE-COURSE
TYPE OF JOINTS
IWE TYPE OF JOINTS PREPRATION
WELDING DESIGN PRE-COURSE
IWE TYPE OF JOINTS PREPRATION
美标焊接符号表示含义
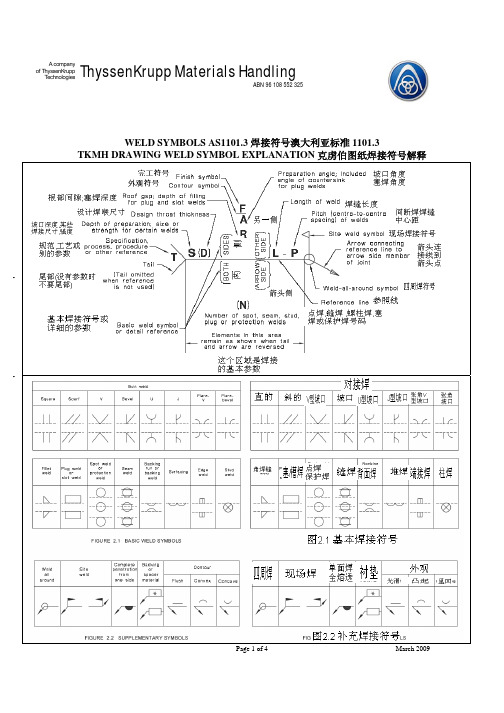
________________________________________________________________________--ABN 96 108 552 325WELD SYMBOLS AS1101.3焊接符号澳大利亚标准1101.3TKMH DRAWING WELD SYMBOL EXPLANATION克虏伯图纸焊接符号解释________________________________________________________________________--ABN 96 108 552 325- Single Sided fillet weld -单面角焊缝- Number indicates the weld leg length -号码表示焊脚尺寸大小- If there is a gap between the items, the fillet size must be increased by the size of the gap.-如果两个件有间隙,角焊缝尺寸也随间隙尺寸而增加- Double Sided fillet weld -双面角焊缝- Number indicates the weld leg length -号码表示焊脚尺寸大小- If there is a gap between the items, the fillet size must be increased by the size of the gap. -如果两个件有间隙,角焊缝尺寸也随间隙尺寸而增加- Partial Penetration Welds from One Side -单面部分熔透焊接- No Weld Gap Required -没有焊接间隙要求- Number Indicates the weld penetration depth -号码表示坡口深度- Partial Penetration Weld from Two Sides -双面部分熔透焊接- No Weld Gap Required. -没有焊接间隙要求- Number indicates the bevel depth. -号码表示坡口深度________________________________________________________________________--ABN 96 108 552 325- Complete Penetration Weld from One Side-单面全熔透焊接- Minimum Weld Gap (Root Opening) of 2mm or as specified by the WPS and drawing-最小焊接间隙2mm (开根),或者按照焊接工艺规程以及图纸要求留间隙。
Welding and Nondestructive Examination Symbols

Figure 1.6 Symmetrical Groove Welds with Backgouging 需要刨根的对称对接
Figure 1.7 Specification of Size and Length of Fillet Welds
角焊焊缝的尺寸和长度的规范
Figure 1.8 Applications of Intermittent Fillet Weld Symbols 间歇角焊焊缝符号的应用
CSPC Nanhai Petrochemicals Prestructive Examination Symbols
Technical Proficiency Program
焊接与无损伤的符号
BECHTEL – SEI – FOSTER WHEELER PMC
Figure 1.1 Standard Location of Elements of a Welding Symbol 焊接符号中各元素的标准位置
Figure 1.2 Arrow Location Significance 箭头位置的重要性
Figure 1.3 Weld Symbols 焊接符号
Figure 1.18 Joints with Backing or Spacers 带有支撑或垫板的连接
Figure 1.19 Consumable Insert Symbol 焊条嵌入符号
Figure 1.20 Applications of Flush and Convex Contour Symbols 平、凸和凹面符号的应用
Figure 1.21 Supplementary Data Shown in the Tail of the Welding Symbol 在焊接符号尾部显示的补充资料
焊接符号的原理

焊接符号的原理Welding symbols are used to communicate important information about the weld to those involved in the welding process. These symbols provide a universal language that can be understood by welders, inspectors, engineers, and anyone else involved in the fabrication of metal parts. By using these symbols, individuals can quickly and accurately understand the specific requirements for each weld, which is crucial for ensuring the overall quality and integrity of the finished product.焊接符号被用来向参与焊接过程的人员传达有关焊接的重要信息。
这些符号提供了一种通用语言,可以被焊接工、检验员、工程师以及其他参与金属零件制造的人员理解。
通过使用这些符号,个人可以快速准确地了解每个焊接的具体要求,这对于确保最终产品的整体质量和完整性至关重要。
One of the key principles of welding symbols is to provide a clear and concise representation of the weld to ensure that all parties involved have a common understanding of the requirements. This helps prevent misinterpretation or confusion, which could lead to costly errors or rework. By standardizing the way weldinginformation is communicated, welding symbols promote efficiency and accuracy in the fabrication process.焊接符号的关键原则之一是提供对焊接的清晰简洁的表达,以确保所有参与方对要求有共同的理解。
Weld symbol notation 焊缝符号表示法英文版
GB/T 324-2008
1.Basic symbols
GB/T 324-2008
1.I weld
Symbol
Diagram
GB/T 324-2008
2. V weld
Symbol
Diagram
GB/T 324-2008
3.Single-side V weld
Symbol
Diagram
GB/T 324-2008
GB/T 324-2008
2.Guideline The Guideline (pictured) consists of an arrow line and a baseline (solid and dashed):
baseline(solid) guideline
baseline (dashed)
Basic symbol n×l(e) Basic symbol n×l(e)
N
aβb
GB/T 324-2008
4.Other rules of dimensioning
• Make sure that the dimensions of the weld location are not
marked in the weld symbol and should be marked on the drawing.
GB/T 324-2008
2、尺寸符号
Symbol Name Diagram
a
a
β
bevel angle
β
Groove angle
p
truncated edge
GB/T 324-2008
Symbol
Name
Diagram
welding symbols

What is welding? Welding is an efficient method of making permanent joints between two or more metal parts.
Basic Types of Joints & Terms
2.
3.
4.
5.
RULES TO BE OBSERVED WHILE APPLYING SYMBOLS 6. 7. 8. 9. 10. When only one member is to be edge prepared to make the joint , the arrow should point at the plate (Fig. ---) Dimensions of size are indicated in mm without writing the unit mm. If unequal legs of fillet are to be used ,they should also be given on the left hand side. If a welding is required to be made on the site or during erection or assembly, it is re If a weld is to be made all around a joint , a circle should also be placed at the elbow ,connecting the arrow and the reference line.(Fig.----)
Combination of elementary symbols
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
of joint A” of joint A of joint A
of joint B
“opposite side”
arrow line
arrow line
Joint A Joint B
arrow line arrow line
Joint A Joint B
a) weld on arrow side
b) weld on opposite side
Fig. 3 T-joint with fillet weld
arrow line
arrow line
“arrow side” a) “opposite side” “arrow side” b)“opposite side”
of joint B"
of joint B"
1.2.3 Supplementary symbols
Page 3 SN 200 Part 4 : 2003-09
Basic symbols may be supplemented by a symbol characterising the shape of the surface or the execution of the weld. The absence of a supplementary symbol means that the surface shape must comply with the weld quality indicated. Combination of more than two supplementary symbols is not permitted.
Illustration
Fig. 6b Symbolic representation
Fig. 7b For further application examples see DIN EN 22553 (ISO 2553).
Fig. 5
a) weld, made from arrow side
1.3.5 Examples of application Fillet welds
b) weld, made from opposite side
c) only for symmetrical welds
Fig. 6a Butt welds Fig. 7a
quality level for welding position, filler metal
Fig. 2
1.3.2 Relation between arrow line and joint
The side of the joint to which the arrow line points is called the arrow side. The other side of the joint is called the opposite side. The arrow line points preferably to the “upper workpiece face”.
circumferential weld
b) convex c) concave
g) use of permanent backing strip
h) use of removable backing strip
site weld SMS Demag specification
workshop assembly weld
The examples in figures 3 and 4 explain the terms - “arrow side” of the joint - “opposite side” of the joint
“opposite side” “arrow side” “arrow side”
“opposite side” “arrow side“ “opposite side “arrow side”
- Elements of the reference symbol
- Indications at the reference symbol
1 = Weld joint
1 = Main dimensions of weld thickness
2 = Arrow line
2 = Weld symbol
Table 5 Examples of the application of supplementary symbols
1.3 Positions of symbols in drawings
1.3.1 Elements of the reference symbol and indications at the symbol
Table 3 Supplementary symbols
Shape of weld surface
Symbol
Execution of weld
Table 4 Complementary symbols
Symbol
Meaning
Symbol
a) flat
d) toes blended smoothly
of joint A"
of joint B"
Fig. 4 Cruciform joint with two fillet welds
Page 4 SN 200 Part 4 : 2003-09
1.3.3 Direction of the arrow line When the butt welds are asymmetrical, the arrow line always points to the non-vertical flank of the joint, i.e. to the workpiece which requires groove preparation. Example see Fig. 7b.
3a = Reference line (solid line)
3 = Weld length dimensions
3b = Reference line (dashed line)
4 = Indications for welding process
4 = Forked line for supplementary indications (line shown only when required)